i
Corrosion issues in light water reactors
ii
iii
European Federation of Corrosion Publications NUMBER 51
Corrosion issues in light water reactors Stress corrosion cracking Edited by D. Féron and J.-M. Olive
Published for the European Federation of Corrosion by Woodhead Publishing and Maney Publishing on behalf of The Institute of Materials, Minerals & Mining
CRC Press Boca Raton Boston New York Washington, DC
WOODHEAD
PUBLISHING LIMITED
Cambridge England
iv Woodhead Publishing Limited and Maney Publishing Limited on behalf of The Institute of Materials, Minerals & Mining Woodhead Publishing Limited, Abington Hall, Abington Cambridge CB21 6AH, England www.woodheadpublishing.com Published in North America by CRC Press LLC, 6000 Broken Sound Parkway, NW, Suite 300, Boca Raton, FL 33487, USA First published 2007 by Woodhead Publishing Limited and CRC Press LLC © 2007, Institute of Materials, Minerals & Mining The authors have asserted their moral rights. This book contains information obtained from authentic and highly regarded sources. Reprinted material is quoted with permission, and sources are indicated. Reasonable efforts have been made to publish reliable data and information, but the authors and the publishers cannot assume responsibility for the validity of all materials. Neither the authors nor the publishers, nor anyone else associated with this publication, shall be liable for any loss, damage or liability directly or indirectly caused or alleged to be caused by this book. Neither this book nor any part may be reproduced or transmitted in any form or by any means, electronic or mechanical, including photocopying, microfilming and recording, or by any information storage or retrieval system, without permission in writing from Woodhead Publishing Limited. The consent of Woodhead Publishing Limited does not extend to copying for general distribution, for promotion, for creating new works, or for resale. Specific permission must be obtained in writing from Woodhead Publishing Limited for such copying. Trademark notice: Product or corporate names may be trademarks or registered trademarks, and are used only for identification and explanation, without intent to infringe. British Library Cataloguing in Publication Data A catalogue record for this book is available from the British Library. Library of Congress Cataloging in Publication Data A catalog record for this book is available from the Library of Congress. Woodhead Publishing ISBN-13: 978-1-84569-242-1 (book) Woodhead Publishing ISBN-13: 978-1-84569-346-6 (e-book) CRC Press ISBN-1: 978-1-4200-6001-0 CRC Press order number: WP6001 ISSN 1354-5116 The publishers’ policy is to use permanent paper from mills that operate a sustainable forestry policy, and which has been manufactured from pulp which is processed using acid-free and elementary chlorine-free practices. Furthermore, the publishers ensure that the text paper and cover board used have met acceptable environmental accreditation standards. Typeset by Replika Press Pvt Ltd, India Printed by TJ International Limited, Padstow, Cornwall, England
Contents
Contributor contact details
xiii
Series introduction
xix
Volumes in the EFC series
xxi
Preface PART I 1
xxvii
Overviews An overview of materials degradation by stress corrosion in PWRs
3
P. M. SCOTT, Framatome ANP, France
1.1 1.2 1.3 1.4 1.5 1.6 1.7 2
Introduction Nickel base alloys in PWR primary water Nickel base alloys on the secondary side of PWR steam generators Stainless steels in PWR primary circuits Low alloy steels Concluding remarks References
3 5 11 15 19 21 22
Corrosion potential monitoring in nuclear power environments
25
A. MOLANDER, Studsvik Nuclear AB, Sweden
2.1 2.2 2.3 2.4 2.5 2.6 2.7
Introduction Measurements in BWRs PWR primary system PWR secondary systems Summary and conclusions Acknowledgements References
25 26 34 36 41 42 43 v
vi
Contents
3
Kinetics of passivation of a nickel-base alloy in high temperature water
44
A. MACHET, A. GALTAYRIES and P. MARCUS, Laboratoire de Physico-Chimie des Surfaces, France and P. JOLIVET, M. FOUCAULT, P. COMBRADE and P. SCOTT, Framatome ANP, France
3.1 3.2 3.3 3.4 3.5 3.6 Part II 4
Introduction Experimental procedure Results Discussion Conclusion References
44 44 46 53 54 55
Stress corrosion cracking: susceptibility and initiation IASCC susceptibility under BWR conditions of welded 304 and 347 stainless steels
59
M.L. CASTAÑO, CIEMAT, Spain, B. VAN DER SCHAAF, NRG, Holland, A. ROTH, Framatome ANP, Germany, C. OHMS, JRC-IE, Holland, D. GAVILLET, PSI, Switzerland and S. VAN DYCK, SCK·CEN, Belgium
4.1 4.2 4.3 4.4 4.5
Introduction Experimental procedure Results and discussion Conclusions References
59 60 63 68 69
5
The effect of lead on resistance of low alloy steel to SCC in high temperature water environments
70
K. MATOCHA and G. ROžNOVSKÁ, VÍTKOVICE, Czech Republic and V. HANUS, NPP Czech Republic
5.1 5.2 5.3 5.4 5.5 5.6 5.7
Introduction Testing material Experimental procedure Results and discussion Conclusions Acknowledgement References
70 70 71 71 74 75 75
6
Effect of cold work hardening on stress corrosion cracking of stainless steels in primary water of pressurized water reactors
76
O. RAQUET and E. HERMS, CEA/Saclay, France and F. VAILLANT, T. COUVANT and J. M. BOURSIER, EDF/Les Renardières, France
6.1
Introduction
76
Contents
vii
6.2 6.3 6.4 6.5 6.6
Experimental procedure Results and discussion Conclusions Acknowledgement References
77 81 85 85 85
7
Effect of strain-path on stress corrosion cracking of AISI 304L stainless steel in PWR primary environment at 360 ∞C
87
T. COUVANT, F. VAILLANT and J.M. BOURSIER, EDF R&D - MMC, France and D. DELAFOSSE, Ecole des Mines de St-Etienne, France
7.1 7.2 7.3 7.4 7.5 7.6
Introduction Experimental procedure Results Discussion Conclusions References
87 88 91 98 101 101
8
Dynamic strain ageing of deformed nitrogen-alloyed AISI 316 stainless steels
103
U. EHRNSTÉN and A. TOIVONEN, VTT Technical Research Centre of Finland, Finland and M. IVANCHENKO, V. NEVDACHA, Y. YAGOZINSKYY and H. HÄNNINEN, Helsinki University of Technology, Finland
8.1 8.2 8.3 8.4 8.5 8.6 8.7
Introduction Experimental procedure Results Discussion of results Conclusions Acknowledgements References
103 104 106 114 117 117 117
9
Laboratory results of stress corrosion cracking of steam generator tubes in a ‘complex’ environment – an update
119
O. HORNER, E.-M. PAVAGEAU and F. VAILLANT, EDF R&D, France and O. DE BOUVIER, EDF Nuclear Engineering Division, France
9.1 9.2 9.3 9.4 9.5 9.6
Introduction Experimental procedure Results Discussion Conclusions References
119 120 120 127 128 129
viii
Contents
10
The effect of sulphate and chloride transients on the environmentally-assisted cracking behaviour of low-alloy RPV steels under simulated BWR conditions
130
S. RITTER and H.P. SEIFERT, Paul Scherrer Institute (PSI), Switzerland
10.1 10.2 10.3 10.4 10.5 10.6
Introduction Experimental procedure Results and discussion Summary and conclusions Acknowledgements References
130 132 136 146 147 147
11
Transgranular stress-corrosion cracking in austenitic stainless steels at high temperatures
149
A. BROZOVA, Nuclear Research Institute, Czech Republic and S LYNCH, Monash University, Australia
11.1 11.2 11.3 11.4 11.5 Part III 12
Introduction Experimental procedure Results Discussion References
149 151 152 153 160
Stress corrosion cracking: propagation Crack growth behaviour of low-alloy steels for pressure boundary components under transient light water reactor operating conditions – CASTOC, Part 1: BWR/NWC conditions
165
S. RITTER and H.P. SEIFERT, Paul Scherrer Institute (PSI), Switzerland, B. DEVRIENT and A. ROTH, Framatome ANP GmbH, Germany, U. EHRNSTÉN, VTT Industrial Systems, Finland, M. ERNESTOVÁ and M. ŽAMBOCH, Nuclear Research Institute (NRI), Czech Republic, J. FÖHL and T. WEISSENBERG, Staatliche Materialprüfungsanstalt (MPA), Germany and D. GOMÉZ-BRICEÑO and J. LAPEÑA, Centro de Investigaciones Energéticas Medioambientales y Tecnológicas (CIEMAT), Spain
12.1 12.2 12.3 12.4 12.5 12.6
Introduction Experimental procedures Results and discussion Summary and conclusions Acknowledgements References
165 166 169 183 184 184
Contents
13
Crack growth behaviour of low-alloy steels for pressure boundary components under transient light water reactor operating conditions – CASTOC, Part 2: VVER conditions
ix
186
M. ERNESTOVÁ and M. ŽAMBOCH, Nuclear Research Institute (NRI), Czech Republic, B. DEVRIENT and A. ROTH, Framatome ANP GmbH, Germany, U. EHRNSTÉN, VTT Industrial Systems, Finland, J. FÖHL and T. WEISSENBERG, Staatliche Materialprüfungsanstalt (MPA), Germany, D. GOMÉZ-BRICEÑO and J. LAPEÑA, Centro de Investigaciones Energéticas Medioambientales y Tecnológicas (CIEMAT), Spain and S. RITTER and H.P. SEIFERT, Paul Scherrer Institute (PSI), Switzerland
13.1 13.2 13.3 13.4 13.5 13.6
Introduction Experimental procedure Results and discussion Summary and conclusions Acknowledgements References
14
Effect of yield strength on stress corrosion crack propagation under PWR and BWR environments of hardened stainless steels M.L. CASTAÑO, M.S. GARCÍA, G. CIEMAT, Spain
186 187 190 196 198 198
DE
200
DIEGO and D. GOMÉZ-BRICEÑO,
14.1 14.2 14.3 14.4 14.5
Introduction Experimental procedure Results and discussion Conclusions References
200 201 203 208 209
15
Corrosion fatigue crack growth behaviour of low-alloy RPV steels at different temperatures and loading frequencies under BWR/NWC environment
211
S. RITTER and H.P. SEIFERT, Paul Scherrer Institute (PSI), Switzerland
15.1 15.2 15.3 15.4 15.5 15.6
Introduction Experimental procedure Results and discussion Summary and conclusions Acknowledgements References
211 212 217 228 229 229
x
Contents
16
Effect of cyclic loadings on the stress corrosion crack growth rate in alloy 600 in PWR primary water
231
C. GUERRE, O. RAQUET and L. DUISABEAU, CEA, France and G. TURLUER, IRSN, France
16.1 16.2 16.3 16.4 16.5 16.6 16.7 16.8
Introduction Materials and specimen Experimental procedure Results Discussion Conclusions Acknowledgments References
231 231 234 236 241 244 244 244
17
Pattern recognition model to estimate intergranular stress corrosion cracking (IGSCC) at crevices and pit sites of 304 SS in BWRs environments
245
M. URQUIDI-MACDONALD, Penn State University, USA
17.1 17.2 17.3 17.4 17.5 17.6 17.7 17.8 17.9 17.10 17.11 17.12 17.13
Introduction Objective and procedure Effect of pH Effect of fluid velocity Effect of electrochemical corrosion potential (ECP) Effect of conductivity Effect of sensitization (EPR) Effect of stress intensity Data collection Non-deterministic approach: ANN Results Conclusions References
245 246 246 247 247 248 248 249 250 250 252 258 258
18
Fatigue crack growth in austenitic steel AISI 304L in PWR primary water at room temperature and elevated temperature
260
I. NEDBAL, J. KUNZ and J. SIEGL Czech Technical University, Czech Republic
18.1 18.2 18.3 18.4 18.5
Introduction Fatigue experiments Macroscopic crack growth rate Fractographic analysis Conclusions
260 260 261 263 267
Contents
18.6 18.7
Acknowledgements References
xi
268 268
Part IV Practical experience 19
Corrosion damage to 18Cr-9Ni-Ti steel after 25 years of operation in steam-water environments of the VK-50 reactor
273
G.V. FILYAKIN, V.K. SHAMARDIN, YU.D. GONCHARENKO and V.A. KAZAKOV, FSUE ‘SSC RIAR’, Russia
19.1 19.2 19.3 19.4 19.5 19.6
Introduction Material – operation conditions Experimental results Discussion Conclusions References
273 274 275 281 287 288
20
Comprehensive investigation of the corrosion state of the heat exchanger tubes of steam generators
289
K. VARGA, Z. NÉMETH, A. SZABÓ, K. RADÓ, D. ORAVETZ and K. É. MAKÓ, University of Veszprém, Hungary, Z. HOMONNAY, E. KUZMANN and S. STICHLEUTNER, Eötvös Loránd University, Hungary and P. TILKY, J. SCHUNK and G. PATEK, Paks Nuclear Power Plant Ltd., Hungary
20.1 20.2 20.3 20.4 20.5 20.6
Introduction Experimental procedure Results and discussion Conclusions Acknowledgements References
289 290 292 300 304 304
21
Stress corrosion cracking of a Kori 1 retired steam generator tube
306
H. P. KIM, S. S. HWANG, D. J. KIM, J. S. KIM, Y. S. LIM and M. K. JOUNG, Korea Atomic Energy Research Institute, Korea
21.1 21.2 21.3 21.4 21.5 21.6
Introduction Experimental method Results and discussion Summary Acknowledgement References
306 306 307 314 314 314
xii
Contents
22
A systematic study of the corrosion effects of the FRAMATOME CORD-UV technology
316
K. RADÓ, K. VARGA, Z. NÉMETH, I. VARGA, J. SOMLAI, D. ORAVETZ and K. É. MAKó, University of Veszprém, Hungary, Z. HOMONNAY and E. KUZMANN, Eötvös Loránd University, Hungary, J. BORSZÉKI and P. HALMOS University of Veszprém, Hungary and P. TILKY and J. SCHUNK, Paks Nuclear Power Plant Ltd., Hungary
22.1 22.2 22.3 22.4 22.5
Introduction Experimental procedure Results and discussion Conclusions References
316 318 319 326 327
Index
328
Contributor contact details
(* = main contact)
Editors
Chapter 2
D. Féron CEA-Saclay DPC/SCCME, bât. 458, P.C. 50 91191 Gif-sur-Yvette Cedex France
A. Molander Studsvik Nuclear AB SE-611 82 Nyköping Sweden E-mail:
[email protected]
E-mail:
[email protected]
J.-M. Olive HYDROGENIUS-AIST-Kyushu University 744 Moto-oka, Nishi-ku 819-0395 Fukuoka Japan E-mail:
[email protected]
Chapter 1 P. M. Scott Framatome ANP Tour AREVA 92084 Paris La Défense Cedex France E-mail:
[email protected]
Chapter 3 A. Machet, P. Jolivet and P. Scott Framatome ANP Tour AREVA F-92084 Paris-la-Défense France A. Galtayries* and P. Marcus Laboratoire de Physico-Chimie des Surfaces Ecole Nationale Supérieure de Chimie de Paris 11 rue P. et M. Curie F-75005 Paris France E-mail:
[email protected]
M. Foucault and P. Combrade Framatome ANP Centre Technique F-71205 Le Creusot France xiii
xiv
Contributor contact details
Chapter 4
Chapter 7
M.L. Castaño*, B. van der Schaaf, A. Roth, C. Ohms, D. Gavillet and S. van Dyck CIEMAT Complutense 22 28040, Madrid Spain
T. Couvant*, F. Vaillant and J. M. Boursier EDF R&D - MMC Avenue des Renardières - Ecuelles 77818 Moret-sur-Loing Cedex France
E-mail:
[email protected]
Chapter 5 Karel Matocha*, Václav Hanus and Gabriela Rožnovská VÍTKOVICE – Research & Development, Ltd V. Hanus NPP Temelin Czech Republic E-mail:
[email protected]
Chapter 6 O. Raquet and E. Herms CEA/Saclay DEN/DPC – 91191 Gif sur Yvette Cedex France E-mail:
[email protected] [email protected]
T. Couvant*, F. Vaillant and J. M. Boursier EDF R&D - MMC Avenue des Renardières - Ecuelles 77818 Moret-sur-Loing Cedex France E-mail:
[email protected] [email protected] [email protected]
E-mail:
[email protected] [email protected] [email protected]
D. Delafosse Ecole des Mines de St-Etienne 157 Cours Fauriel 42023 St-Etienne cedex 2 France
Chapter 8 U. Ehrnstén* and A. Toivonen VTT Technical Research Centre of Finland Industrial Systems Kemistintie 3 P.O. Box 1704 FIN-02044 VTT Finland E-mail:
[email protected]
M. Ivanchenko, V. Nevdacha, Y. Yagozinskyy and H. Hänninen Helsinki University of Technology Department of Mechanical Engineering Puumiehenkuja 3 P.O. Box 4200 FIN-02015 HUT Finland
Contributor contact details
Chapter 9 O. Horner*, E-M. Pavageau, F. Vaillant, EDF R&D - MMC Avenue des Renardières - Ecuelles 77818 Moret-sur-Loing Cedex France E-mail:
[email protected] [email protected] [email protected]
O. de Bouvier EDF Nuclear Engineering Division Centre d’Expertise et d’Inspection dans les Domaines de la Réalisation et de l’Exploitation 93206 Saint Denis France E-mail:
[email protected]
Chapter 10 S. Ritter* and H.P. Seifert Paul Scherrer Institute (PSI) Nuclear Energy and Safety Research Department Laboratory for Materials Behaviour CH-5232 Villigen PSI Switzerland E-mail:
[email protected]
xv
S. Lynch School of Physics and Materials Engineering Monash University Victoria 3800 Australia
Chapter 12 S. Ritter* and H.P. Seifert Paul Scherrer Institute (PSI) Nuclear Energy and Safety Research Department Laboratory for Materials Behaviour CH-5232 Villigen PSI Switzerland E-mail:
[email protected]
B. Devrient and A. Roth Framatome ANP GmbH Erlangen Germany U. Ehrnstén VTT Technical Research Centre of Finland Industrial Systems Kemistintie 3 P.O. Box 1704 FIN-02044 VTT Finland
Chapter 11
E-mail:
[email protected]
A. Brozova* Nuclear Research Institute Rez, plc. 25068 Rez Czech Republic
M. Ernestová and M. Žamboch Nuclear Research Institute Rez, plc. 25068 Rez Czech Republic
E-mail:
[email protected] [email protected]
E-mail:
[email protected]
xvi
Contributor contact details
J. Föhl and T. Weissenberg Staatliche Materialprüfungsanstalt (MPA) Stuttgart Germany D. Goméz-Briceño and J. Lapeña Centro de Investigaciones Energéticas Medioambientales y Tecnológicas (CIEMAT) Madrid Spain
Chapter 13 M. Ernestová* and M. Žamboch Nuclear Research Institute Rez, plc. 25068 Rez Czech Republic E-mail:
[email protected]
B. Devrient and A. Roth Framatome ANP GmbH Erlangen Germany U. Ehrnstén VTT Technical Research Centre of Finland Industrial Systems Kemistintie 3 P.O. Box 1704 FIN-02044 VTT Finland E-mail:
[email protected]
J. Föhl and T. Weissenberg Staatliche Materialprüfungsanstalt (MPA) Stuttgart Germany
S. Ritter* and H.P. Seifert Paul Scherrer Institute (PSI) Nuclear Energy and Safety Research Department Laboratory for Materials Behaviour CH-5232 Villigen PSI Switzerland E-mail:
[email protected]
D. Goméz-Briceño and J. Lapeña CIEMAT Nuclear Fission Department Structural Materials Project Avda. Complutense 22 28040 Madrid Spain
Chapter 14 M.L. Castaño, M. S. García*, G. de Diego, D. Goméz-Briceño CIEMAT Nuclear Fission Department Structural Materials Project Avda. Complutense 22 28040 Madrid Spain E-mail:
[email protected]
Chapter 15 S. Ritter* and H.P. Seifert Paul Scherrer Institute (PSI) Nuclear Energy and Safety Research Department Laboratory for Materials Behaviour CH-5232 Villigen PSI Switzerland E-mail:
[email protected]
Contributor contact details
Chapter 16
Chapter 18
C. Guerre* and O. Raquet CEA DEN/DPC/SCCME/LECA bât.458 91191 Gif-sur-Yvette Cedex France
I. Nedbal*, J. Kunz and J. Siegl CVUT - FJFI - KMAT Trojanova 13 PRAHA 2 CZ 120 00 Czech Republic
E-mail:
[email protected] [email protected]
E-mail:
[email protected] [email protected] [email protected] [email protected]
L. Duisabeau CEA DEN/DMN/SEMI/LCMI bât.625 91191 Gif-sur-Yvette Cedex France E-mail:
[email protected]
G. Turluer IRSN DSR/SAMS BP17 92262 Fontenay-aux-roses Cedex France E-mail:
[email protected]
Chapter 17 M. Urquidi-Macdonald Penn State University 203 Earth-Engineering Science Building University Park PA 16801 USA E-mail:
[email protected]
xvii
Chapter 19 G. V. Filyakin, V. K. Shamardin*, Y. D. Goncharenko and V. A. Kazakov FSUE ‘SSC RIAR’ Dimitrovgrad -10 Ulyanovsk region 433510 Russia. E-mail:
[email protected]
Chapter 20 K. Varga*, Z. Németh, A. Szabó and K. Radó University of Veszprém Department of Radiochemistry H-8201 Veszprém P.O. Box 158 Hungary E-mail:
[email protected] [email protected]
D. Oravetz and K. É. Makó University of Veszprém Department of Silicate Chemistry and Materials Engineering H-8201 Veszprém P.O. Box 158 Hungary
xviii
Contributor contact details
Z. Homonnay, E. Kuzmann and S. Stichleutner Eötvös Loránd University Department of Nuclear Chemistry H-1518 Budapest P.O. Box 32 Hungary P. Tilky, J. Schunk and G. Patek Paks Nuclear Power Plant Ltd H-7031 Paks P.O.Box 71 Hungary
Chapter 21 H. P. Kim, S. S. Hwang, D. J. Kim, J. S. Kim, Y. S. Lim*, M. K. Joung Korea Atomic Energy Research Institute P.O. Box 105 Yusong Taejon 305-600 Korea E-mail:
[email protected]
Chapter 22 Krisztián Radó, K. Varga, Z. Németh, I. Varga* and J. Somlai University of Veszprém Department of Radiochemistry H-8201 Veszprém P.O. Box 158 Hungary E-mail:
[email protected] [email protected]
D. Oravetz and K. É. Makó University of Veszprém Department of Silicate Chemistry and Materials Engineering H-8201 Veszprém P.O. Box 158 Hungary Z. Homonnay and E. Kuzmann Eötvös Loránd University Department of Nuclear Chemistry H-1518 Budapest P.O. Box 32 Hungary J. Borszéki and P. Halmos University of Veszprém Department of Analytical Chemistry H-8201 Veszprém P.O. Box 158 Hungary P. Tilky and J. Schunk Paks Nuclear Power Plant Ltd H-7031 Paks P.O. Box 71 Hungary
European Federation of Corrosion (EFC) publications: Series introduction
The EFC, incorporated in Belgium, was founded in 1955 with the purpose of promoting European co-operation in the fields of research into corrosion and corrosion prevention. Membership of the EFC is based upon participation by corrosion societies and committees in technical Working Parties. Member societies appoint delegates to Working Parties, whose membership is expanded by personal corresponding membership. The activities of the Working Parties cover corrosion topics associated with inhibition, education, reinforcement in concrete, microbial effects, hot gases and combustion products, environment sensitive fracture, marine environments, refineries, surface science, physico-chemical methods of measurement, the nuclear industry, the automotive industry, computer based information systems, coatings, tribo-corrosion and the oil and gas industry. Working Parties and Task Forces on other topics are established as required. The Working Parties function in various ways, e.g. by preparing reports, organising symposia, conducting intensive courses and producing instructional material, including films. The activities of Working Parties are co-ordinated, through a Science and Technology Advisory Committee, by the Scientific Secretary. The administration of the EFC is handled by three Secretariats: DECHEMA e.V. in Germany, the Société de Chimie Industrielle in France, and The Institute of Materials, Minerals and Mining in the United Kingdom. These three Secretariats meet at the Board of Administrators of the EFC. There is an annual General Assembly at which delegates from all member societies meet to determine and approve EFC policy. News of EFC activities, forthcoming conferences, courses, etc. is published in a range of accredited corrosion and certain journals throughout Europe. More detailed descriptions of activities are given in a Newsletter prepared by the Scientific Secretary. The output of the EFC takes various forms. Papers on particular topics, for example reviews or results of experimental work, may be published in scientific and technical journals in one or more countries in Europe. Conference proceedings are often published by the organisation responsible for the conference. xix
xx
Series introduction
In 1987 the, then, Institute of Metals was appointed as the official EFC publisher. Although the arrangement is non-exclusive and other routes for publication are still available, it is expected that the Working Parties of the EFC will use The Institute of Materials, Minerals and Mining for publication of reports, proceedings, etc. wherever possible. The name of The Institute of Metals was changed to The Institute of Materials on 1 January 1992 and to The Institute of Materials, Minerals and Mining with effect from 26 June 2002. The series is now published by Woodhead Publishing and Maney Publishing on behalf of The Institute of Materials, Minerals and Mining. P. McIntyre EFC Series Editor The Institute of Materials, Minerals and Mining, London, SW1Y 5DB UK EFC Secretariats are located at: Dr B A Rickinson European Federation of Corrosion, The Institute of Materials, Minerals and Mining, 1 Carlton House Terrace, London, SW1Y 5DB, UK Dr J P Berge Fédération Européenne de la Corrosion, Société de Chimie Industrielle, 28 rue Saint-Dominique, F-75007 Paris, FRANCE Professor Dr G Kreysa Europäische Föderation Korrosion, DECHEMA e.V., Theodor-Heuss-Allee 25, D-60486 Frankfurt, GERMANY
Volumes in the EFC series
1 Corrosion in the nuclear industry Prepared by the Working Party on Nuclear Corrosion 2 Practical corrosion principles Prepared by the Working Party on Corrosion Education (out of print) 3 General guidelines for corrosion testing of materials for marine applications Prepared by the Working Party on Marine Corrosion 4 Guidelines on electrochemical corrosion measurements Prepared by the Working Party on Physico-Chemical Methods of Corrosion Testing 5 Illustrated case histories of marine corrosion Prepared by the Working Party on Marine Corrosion 6 Corrosion education manual Prepared by the Working Party on Corrosion Education 7 Corrosion problems related to nuclear waste disposal Prepared by the Working Party on Nuclear Corrosion 8 Microbial corrosion Prepared by the Working Party on Microbial Corrosion 9 Microbiological degradation of materials – and methods of protection Prepared by the Working Party on Microbial Corrosion 10 Marine corrosion of stainless steels: chlorination and microbial effects Prepared by the Working Party on Marine Corrosion 11 Corrosion inhibitors Prepared by the Working Party on Inhibitors (out of print) xxi
xxii
Volumes in the EFC series
12 Modifications of passive films Prepared by the Working Party on Surface Science and Mechanisms of Corrosion and Protection 13 Predicting CO2 corrosion in the oil and gas industry Prepared by the Working Party on Corrosion in Oil and Gas Production (out of Print) 14 Guidelines for methods of testing and research in high temperature corrosion Prepared by the Working Party on Corrosion by Hot Gases and Combustion Products 15 Microbial corrosion (Proc. 3rd Int. EFC Workshop) Prepared by the Working Party on Microbial Corrosion 16 Guidelines on materials requirements for carbon and low alloy steels for H2S-containing environments in oil and gas production Prepared by the Working Party on Corrosion in Oil and Gas Production 17 Corrosion resistant alloys for oil and gas production: guidance on general requirements and test methods for H2S Service Prepared by the Working Party on Corrosion in Oil and Gas Production 18 Stainless steel in concrete: state of the art report Prepared by the Working Party on Corrosion of Reinforcement in Concrete 19 Sea water corrosion of stainless steels – mechanisms and experiences Prepared by the Working Parties on Marine Corrosion and Microbial Corrosion 20 Organic and inorganic coatings for corrosion prevention – research and experiences Papers from EUROCORR ’96 21 Corrosion – deformation interactions CDI ’96 in conjunction with EUROCORR ’96 22 Aspects on microbially induced corrosion Papers from EUROCORR ’96 and the EFC Working Party on Microbial Corrosion 23 CO2 corrosion control in oil and gas production – design considerations Prepared by the Working Party on Corrosion in Oil and Gas Production
Volumes in the EFC series
xxiii
24 Electrochemical rehabilitation methods for reinforced concrete structures – a state of the art report Prepared by the Working Party on Corrosion of Reinforcement in Concrete 25 Corrosion of reinforcement in concrete – monitoring, prevention and rehabilitation Papers from EUROCORR ’97 26 Advances in corrosion control and materials in oil and gas production Papers from EUROCORR ’97 and EUROCORR ’98 27 Cyclic oxidation of high temperature materials Proceedings of an EFC Workshop, Frankfurt/Main, 1999 28 Electrochemical approach to selected corrosion and corrosion control Papers from 50th ISE Meeting, Pavia, 1999 29 Microbial corrosion (Proc. 4th Int. EFC workshop) Prepared by the Working Party on Microbial Corrosion 30 Survey of literature on crevice corrosion (1979–1998): mechanisms, test methods and results, practical experience, protective measures and monitoring Prepared by F. P. Ijsseling and the Working Party on Marine Corrosion 31 Corrosion of reinforcement in concrete: corrosion mechanisms and corrosion protection Papers from EUROCORR ’99 and the Working Party on Corrosion of Reinforcement in Concrete 32 Guidelines for the compilation of corrosion cost data and for the calculation of the life cycle cost of corrosion – a working party report Prepared by the Working Party on Corrosion in Oil and Gas Production 33 Marine corrosion of stainless steels: testing, selection, experience, protection and monitoring Edited by D. Féron on behalf of Working Party 9 on Marine Corrosion 34 Lifetime modelling of high temperature corrosion processes Proceedings of an EFC Workshop 2001. Edited by M. Schütze, W. J. Quadakkers and J. R. Nicholls 35 Corrosion inhibitors for steel in concrete Prepared by B. Elsener with support from a Task Group of Working Party 11 on Corrosion of Reinforcement in Concrete
xxiv
Volumes in the EFC series
36 Prediction of long term corrosion behaviour in nuclear waste systems Edited by D. Féron and Digby D. Macdonald on behalf of Working Party 4 on Nuclear Corrosion 37 Test methods for assessing the susceptibility of prestressing steels to hydrogen induced stress corrosion cracking Prepared by B. Isecke on behalf of Working Party 11 on Corrosion of Steel in Concrete 38 Corrosion of reinforcement in concrete: mechanisms, monitoring, inhibitors and rehabilitation techniques Edited by M. Raupach, B. Elsener, R. Polder and J. Mietz on behalf of Working Party 11 on Corrosion of Steel in Concrete 39 The use of corrosion inhibitors in oil and gas production Edited by J. W. Palmer, W. Hedges and J. L. Dawson 40 Control of corrosion in cooling waters Edited by J. D. Harston and F. Ropital 41 Metal dusting, carburisation and nitridation Edited by H. Grabke and M. Schütze 42 Corrosion in refineries Edited by J. Harston 43 The electrochemistry and characteristics of embeddable reference electrodes for concrete Prepared by R. Myrdal on behalf of Working Party 11 on Corrosion of Steel in Concrete 44 The use of electrochemical scanning tunnelling microscopy (ECSTM) in corrosion analysis: reference material and procedural guidelines Prepared by R. Lindström, V. Maurice, L. Klein and P. Marcus on behalf of Working Party 6 on Surface Science 45 Local probe techniques for corrosion research Edited by R. Oltra on behalf of Working Party 8 on Physico-Chemical Methods of Corrosion Testing 46 Amine unit corrosion in refineries Prepared by J. D. Harston and F. Ropital on behalf of Working Party 15 on Corrosion in the Refinery Industry 47 Novel approaches to the improvement of high temperature corrosion resistance Edited by M. Schütze and W. Quadakkers on behalf of Working Party 3 on Corrosion in Hot Gases and Combustion Products
Volumes in the EFC series
xxv
48 Corrosion of metallic heritage artefacts: investigation, conservation and prediction of long term behaviour Edited by P. Dillmann, G. Béranger, P. Piccardo and H. Matthiessen on behalf of Working Party 4 on Nuclear Corrosion 49 Electrochemistry in light water reactors: reference electrodes, measurements, corrosion and tribocorrosion issues Edited by R.-W. Bosch, D. Féron and J.-P. Celis on behalf of Working Party 4 on Nuclear Corrosion 50 Corrosion behaviour and protection of copper and aluminium alloys in seawater Edited by D. Féron on behalf of Working Party 9 on Marine Corrosion 51 Corrosion issues in light water reactors: stress corrosion cracking Edited by D. Féron and J.-M. Olive on behalf of Working Party 4 on Nuclear Corrosion 52 (to come) 53 Standardisation of thermal cycling exposure testing Edited by M. Schütze and M. Malessa
xxvi
Preface
Stress corrosion cracking is one of the major localised corrosion issues in light water nuclear reactors. The various structural materials used in nuclear power plants including low alloy steels, stainless steels, nickel base alloys, Zirconium base alloys, had shown cracks developed under the combined action of a mechanical stress and more or less polluted water. Both pressurised water reactors (PWRs) and boiling water reactors (BWRs) had to face stress corrosion cracking phenomena even if the water chemistry and the materials are different. In both cases, stress corrosion cracking is under control either by changing the material (use of Alloy 690 in PWRs conditions) or the chemistry (hydrogenated/noble water chemistry in BWRs). These are direct feedback of the research and development programmes where European teams played a significant role. Moreover, nuclear power plants were designed to operate for 30–40 years, and the extension of their life time to 60 years is now being envisaged which is a longer life time than in many other industries: the materials used for components and circuit pipes which typically rely on their passivity in the aqueous environment for corrosion protection, are being or are intended to be used for significantly longer periods than initially planned. Further research and developments are then needed to predict their behaviour, to prepare remedial and repair actions. The obtained data will be helpful for the industry to define a fitness-for-service strategy. The objective of this EFC book No. 51 is to give an overview of recent developments on stress corrosion cracking performed mainly by European teams, from laboratory investigations to field applications. The book has been divided in four main parts: (i) overviews, (ii) stress corrosion cracking: susceptibility and initiation, (iii) stress corrosion cracking: propagation and (iv) practical experience. The current state-of-the-art is described not only for stress corrosion cracking, but also for two main related subjects: corrosion potential monitoring and passivation. The book also covers topics ranging from initiation and susceptibility to propagation. It includes low alloy steels, stainless steels and nickel base alloys, boiling water and pressurised water reactor conditions. The editors would like to thank the authors who presented and wrote xxvii
xxviii
Preface
chapters of outstanding scientific and technical content and who responded enthusiastically to the questions and comments raised by the reviewers. They would also like to thank the members of the Working Party ‘Nuclear Corrosion’ (EFC WP4) and of the Working Party 5 ‘Environment Sensitive Fracture’ (EFC WP5) of the European Federation of Corrosion who reviewed these chapters. They would like also to thank Mylene Belgome, Secretary of the EFC WP4, who helped the editors in reviewing, correction and secretarial procedures. The editors hope that this book will be useful to scientists and engineers in the development of understanding of and resolution of stress corrosion cracking phenomena that they have to face in light water reactors. Damien Féron Chairman of the EFC WP4 and Jean-Marc Olive Chairman of the EFC WP5
Part I Overviews
1
2
Corrosion issues in light water reactors
1 An overview of materials degradation by stress corrosion in PWRs P. M. S C O T T, Framatome ANP, France
1.1
Introduction
Most of the world’s nuclear steam supply systems for generating electricity are based on water cooled and moderated systems of which the most widespread designs are the Pressurized Water Reactor (PWR) and the Boiling Water Reactor (BWR). Such power production systems are initially designed to operate for up to 40 years and extension to 60 years is now being envisaged in many cases. It is perhaps often overlooked that the materials of construction that typically rely on their passivity in the aqueous environment for corrosion protection are being, or are intended to be used for significantly longer periods than in most other industries. Thus, long-term operating experience is really only now being gained as many such nuclear power plants have reached 20 to 30 years old. It is not surprising, therefore, that as plants have aged, some serious corrosion problems have been encountered and remedied or repaired, of which one of the most serious is stress corrosion cracking. The main difference between a PWR and a BWR is that in the former, sub-cooled primary water cools the nuclear fuel and exchanges its heat via steam generators to create steam to drive a turbine and alternator in a secondary circuit. In the latter, water is boiled directly by the nuclear fuel and the steam is then separated and dried before passing directly to the turbine. Operating temperatures range between about 280 and 320 ∞C except for the PWR primary circuit pressurizer which operates at 343 ∞C. The fundamentals of water reactor chemistry treatment and control are described in reference [1] and a recent overview of PWR water chemistry operating experience in reference [2]. From a corrosion perspective, the operating environments in PWRs and BWRs are radically different as illustrated in Fig. 1.1 on a Pourbaix diagram for nickel and iron at 300 ∞C. (This figure also indicates the corrosion conditions for some common stress corrosion phenomena in both PWRs and BWRs that will be described later.) Thus, in PWRs, the water of the primary and secondary circuits are alkali treated and essentially oxygen-free to ensure minimum 3
4
Corrosion issues in light water reactors V(SHE) 1.50 O2 1.00
H2O
H+ 0.50
0.00
NiO2 1 ppb H2 1 atm 8.2 ppm
Acid SO4 cracking
++
Ni Ni
BWR NWC
NiO PWR Secondary side Primary side
++
Fe Fe
– 0.50
Ni3O4
BWR HWC
Fe3O4 Fe
Caustic cracking
PWSCC
– 1.00
Ni (OH)3 Caustic IGA
– 1.50
– 2.00 0
2
4
6
8
10
12
14
pH
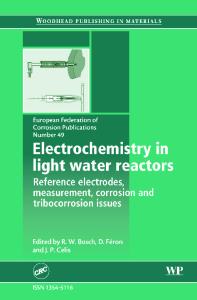
1.1 Simplified Pourbaix diagram for nickel and iron at 300 ∞C showing the principal pH-potential combinations for PWR primary and secondary water, BWR Normal Water Chemistry (NWC) and BWR Hydrogen Water Chemistry (HWC) and the modes of stress corrosion cracking of Alloy 600.
general corrosion and corrosion product release rates of the structural materials. PWR primary water also contains about 3 ppm of dissolved hydrogen to suppress water radiolysis and, as a consequence, primary circuit corrosion potentials are about 200 mV lower compared to the secondary side, in both cases being close to the H2/H+ redox potential for virtually all structural materials. In direct cycle BWRs by contrast, extremely pure water is used to ensure the lowest possible general corrosion rates. For those BWR plants on Normal Water Chemistry (NWC), radiolytic decomposition of water in combination with removal of non-condensable gases at the turbine condenser
An overview of materials degradation
5
establishes electrochemically significant concentrations of dissolved oxygen and hydrogen peroxide in the recirculating water and consequently corrosion potentials are around 500 mV more positive than in PWR primary coolant circuits. In the case of the Hydrogen Water Chemistry (HWC) variant for BWRs, hydrogen at about 10% of the concentration typical of PWR primary circuits is used to depress corrosion potentials to values intermediate between those of BWR NWC and PWR primary circuits, specifically with the intention of protecting sensitized and cold worked stainless steels from Intergranular Stress Corrosion Cracking (IGSCC), as described briefly later. The main emphasis of the examples of corrosion related material failures described hereafter come mainly from the author’s experience of interpreting and modelling stress corrosion of structural materials in PWR systems. However, some examples of BWR experience are also provided for comparison as well as to illustrate the significantly different experience in many cases between the two water cooled nuclear reactor systems.
1.2
Nickel base alloys in PWR primary water
The most severe stress corrosion problem to affect PWRs is IGSCC of Alloy 600 in PWR primary water (sometimes called PWSCC for Pressurized Water Stress Corrosion Cracking, as in Fig. 1.1). It has become a generic issue rivalling that of IGSCC of sensitized and/or cold worked stainless steels in BWRs in terms of unanticipated outages and cost of repairs. In addition, high strength nickel base alloy fasteners and springs fabricated from precipitation hardened Alloys X750 or 718 are used extensively in PWR primary circuits and some service failures of these items have also occurred. Alloy 600, a nickel base alloy containing 14–17% Cr and 6–10% Fe plus various minor elements was initially adopted for use in PWRs for steam generator tubes because of its excellent resistance to chloride cracking (from the secondary side) compared to stainless steel. It was also attractive for primary circuit components because of the close similarity of its coefficient of thermal expansion to that of the low alloy steel used to fabricate the reactor pressure vessel, pressurizer and steam generator shells. The susceptibility of Alloy 600 to IGSCC in operational service in PWR primary water was first revealed in steam generator tubing in the early 1970s in tight U-bends and in rolled, cold-worked transitions in diameter within or just above the tube sheet [3]. This then became a major cause of steam generator tube cracking in the 1980s, and later, premature steam generator retirement and replacement. IGSCC of pressurizer nozzles and Control Rod Drive Mechanism (CRDM) penetrations in the upper heads of PWR reactor pressure vessels followed in the late 1980s and has continued for over a decade [4, 5]. Apparently interdendritic, but in fact intergranular, stress corrosion cracking of the compatible weld metals Alloys 182 and 82, the
6
Corrosion issues in light water reactors
former having a composition similar to that of Alloy 600, has also been observed more recently in major primary circuit welds of several PWR plants, often after very long periods in service ranging between 17 and 27 years [5]. To these can be added the experience of extensive IGSCC in the g ¢ strengthened analogue of Alloy 600, Alloy X750, which is used for split pins attaching the CRDM guide tubes to the upper core plate. Even Alloy 718, a high strength nickel base alloy containing 17–21% Cr, which is normally considered a very reliable high strength material in PWR primary water use, has occasionally exhibited IGSCC [4]. A common feature of service failures of Alloy 600 and its compatible weld metals is the presence of very high residual stresses exceeding the nominal yield strength, usually coupled with a roughly machined or heavily ground surface finish. High residual stresses may be induced by rolling operations as with steam generator tube expansion into the steam generator tube sheet mentioned above or by nearby welding operations as in the case of CRDM nozzles. If thermal or mechanical plastic straining results in a plastic compression/tension hysteresis cycle, then very high tensile stresses easily up to 1000 MPa can be generated. By contrast, stress relief (in practice of attached low alloy steel components) has a very favourable effect on IGSCC resistance and no failures of Alloy 600 components so stress relieved have occurred in service. The other major factors influencing IGSCC susceptibility are the material microstructure and the temperature, an activation energy of 44 kcal/mole being generally admitted for crack initiation. Much research into the metallurgical parameters affecting IGSCC of Alloy 600 and similar materials in PWR primary water has shown that chromium carbides precipitated on the grain boundaries improve resistance while intragranular carbides have the opposite effect. Thus material procurement specifications were developed to ensure that products were delivered with the carbon precipitated as far as possible as carbides on grain boundaries. Even ‘sensitized’ materials, that is those with grain boundary carbides but an adjacent narrow zone of chromium depletion have improved IGSCC resistance in PWR primary water, in sharp contrast to their very poor resistance in oxygenated BWR NWC. The generic mechanism IGSCC of the nickel base Alloy 600 and its high strength analogue, Alloy X750, in PWR primary water has been extensively studied. Despite considerable experimental efforts, no consensus exists as to the nature of the cracking mechanism [1] and both life modelling and remedial measures have relied on empirical, phenomenological correlations. In addition to the major influencing parameters of stress, cold work, temperature and carbide morphology mentioned above, a profound influence of hydrogen partial pressure (or corrosion potential) has been identified with a worst case centred on corrosion potentials near the Ni/NiO equilibrium (Fig. 1.1). The mechanism of cracking also does not apparently change between 300 ∞C sub-cooled water and 400 ∞C superheated steam.
An overview of materials degradation
7
It is interesting to note that despite the intense debate concerning the mechanism of IGSCC of Alloy 600 in PWR primary water, the most recent models incorporate the idea that solid state grain boundary diffusion is rate controlling [6]. This is independent of whether the mechanistic model considers that cracks advance by an oxidation process at the crack tip or due to embrittlement caused by hydrogen discharged by the matching cathodic reaction. Such models provide physically based support for the high value of the apparent activation energy, which is typical of solid state grain boundary diffusion in nickel. Physical support for a fourth power dependency of IGSCC on applied stress comes mainly from studies of grain boundary sliding (itself dependent on grain boundary diffusion) observed during primary creep in Alloy 600 at temperatures between 325 and 360 ∞C. Grain boundary sliding rates are also observed to depend on grain boundary carbide coverage, greater coverage being associated with slower grain boundary sliding rates and higher resistance to IGSCC. Various empirical models have been developed to predict IGSCC of Alloy 600 and similar materials in PWR primary circuits until, as sometimes is the case, replacement becomes unavoidable. The only presently perceived sure remedy for susceptible Alloy 600 components is replacement, usually by Alloy 690 (28–31% Cr and 7–11% Fe) and its compatible weld metals, Alloys 152 and 52, which have proved to be resistant to IGSCC in PWR primary water both in severe laboratory tests and, to date, after up to 15 years in service. Predictive equations for IGSCC in Alloy 600 were first developed for steam generator tubes and later extended to pressurizer nozzles and upper head CRDM penetrations [7, 8]. Both deterministic and probabilistic methods have been developed. Modelling of Alloy 600 component life is often based on the following empirical equation:
( )
–4 t f = C s exp E Im RT
1.1
where: tf is the failure time (hours), C is a constant, s is the applied stress (MPa), Im is a material susceptibility index (e.g. Table 1.1), E is the apparent activation energy (44 kcal/mole), R is the universal gas constant (1.987 cal/mole/∞K), T is the absolute temperature (∞K). Establishing the stress including residual fabrication stress on a given component is not trivial, but well tried and proven approaches based on finite element stress analysis or experimental techniques applied to mock-
8
Corrosion issues in light water reactors
ups are available. Dealing with material variability in susceptibility to IGSCC is not so straightforward, however, and in the case of classification of the susceptibility of CRDM nozzle cracking in US PWRs, has been ignored. One method to account for variability in material resistance to IGSCC has been based on a system of material indices, Im, in equation (1.1) [9]. At its simplest, with no direct information about IGSCC susceptibility of individual heats, the guidelines given in Table 1.1 were adopted. They were based on observations of minimum times to failure of plant components or, in cases where no service failures have been observed, of laboratory specimens in accelerated tests of representative plant materials. The constant C in equation (1.1) was adjusted so that an index of unity corresponds to a minimum failure time of 10,000 hours at a temperature of 325 ∞C and an applied stress of 450 MPa, as observed in practice in plant and in laboratory tests. In addition, temperature and stress indices were defined relative to the reference conditions of 325 ∞C and 450 MPa consistent with equation (1.1) as follows:
(
)
È –Eˆ 1 ˘ Iq = exp Í Ê – 1 ˙ R T Ë ¯ 598 Î ˚
Thus:
tf =
10000 I m ◊ Iq ◊ I s
Is =
s ( 450 )
4
1.2 1.3
In this way, the minimum time to cracking of each generic Alloy 600 primary circuit component was assessed after determining its operating temperature and stress. The results for different generic components of PWR primary circuits are shown in Table 1.1. Appropriate surveillance strategies were then established. The quantification of variability of Alloy 600 heat susceptibility to IGSCC has been developed further to assess cracking encountered in the upper head CRDM nozzles of French PWRs and extended to other large Alloy 600 primary circuit components [8]. Three main types of microstructure were recognized and related to the carbon content, thermal treatment, especially the temperature at the end of forging or rolling operations, and yield strength after hot-working: ∑ ∑ ∑
class A with mainly intergranular carbide precipitates; class B re-crystallized with carbides mainly on a prior grain boundary network; class C re-crystallized with randomized intragranular carbides as well as carbides on prior grain boundaries.
These classes were then linked to their IGSCC resistance (i.e. material susceptibility index) as determined from operating experience or in accelerated laboratory tests of archive materials mainly at 360 ∞C. Inevitably, such an approach to assessing IGSCC susceptibility reveals
Table 1.1 Minimum failure times for IGSCC of Alloy 600 components in PWR primary circuits [9] Alloy 600 parts
Material index
Stress index
Temperature index
Overall index
Time (hours)
Observation *
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Hydraulic expansion Divider plate Hard rolling on cold leg (Ringhals 2) Pressurizer nozzle (San Onofre 3) Nozzle (San Onofre) Pressurizer nozzle (ANO1) Pressurizer nozzle (Palo Verde 1) Nozzle (Palo Verde 2) Explosive expansion Fessenheim 1 Hard rolling on SG hot leg (Gravelines 6) Hydraulic expansion (Doel 2) Small U-bends Vallourec Small U-bends Westinghouse Sensitive hard rolling on SG hot leg Very sensitive hard rolling on SG hot leg 1300 MW Pressurizer Nozzle Mechanical pluggs French CRDM Nozzles
0.2 0.5 2 0.5 0.5 0.5 0.5 0.5 1 0.5 2 2 2 1 2 0.5 0.5 0.5 0.5 1.1 1.1 1.1 1.1
0.4 0.3 2.2 0.1 0.9 0.3 0.4 1.5 0.4 2.2 0.4 2.2 10 2.2 2.2 3.2 1 1.5 1.5 2.8 2.5 2.5 2.5
1 0.9 0.1 3.3 3.3 3.3 3.3 1.1 1 1 1 0.3 0.3 1 1 3.3 1 0.5 0.5 0.08 0.08 0.08 0.08
0.08 0.14 0.44 0.17 1.49 0.5 0.66 0.83 0.4 1.1 0.8 1.32 6 2.2 4.4 5.28 0.5 0.4 0.4 0.24 0.22 0.22 0.2
80000 80000 48000 56000 8000 84336 33320 25000 75000 30000 30000 30000 6000 20000 8000 8000 40000 80000 26800 72909 48427 58868 90777
NC NC C C C C C C C C C C C C C C C C C C C C C
An overview of materials degradation
Ref.
*: NC: non cracked; C: cracked.
9
10
Corrosion issues in light water reactors Influence of time and susceptibility
Cumulated percentage of cracked penetrations
99.99
1300 MW Units: Circles 12 to 14 99 Simulation Inspection results
90 70
Susceptibility C
50 30
Susceptibility B
10
Susceptibility A
1
0.01 20000
50000 80000 Time (hours)
200000
1.2 Results of Monte Carlo simulations of IGSCC in upper head CRDM penetrations of 1300 MWe French PWRs and comparison with inspection results for each class of alloy 600 [8].
significant scatter in the susceptibility indices for different heats about the mean associated with each class. This dispersion in material properties combined with the dispersion of stress values for any particular component gives rise to a distribution of failures with time that can be fitted to an appropriate function such as the Weibull distribution. The main advantage of the Weibull distribution is that it has a linear transform that can be fitted to the early failures in order to give a reliable prediction of the increase in stress corrosion failures with time [7, 8]. Further improvements in estimating the progression of IGSCC failures in Alloy 600 with time as well as the uncertainty in those predictions have come about by applying the Monte Carlo simulation technique of randomly sampling distributions of the input parameters in equation (1.1) [8]. An example of the results using the Monte Carlo approach is shown in Fig. 1.2 in the form of a Weibull distribution comparing the results of these simulations with the inspection results for upper head penetrations in each susceptibility class of Alloy 600. When the Monte Carlo simulations are repeated many times, the dispersion in the resulting Weibull distribution of failure times is relatively small because the number of penetrations considered for each PWR plant series is quite large (over 1000). It can be shown that the progression of the problem for each design series of PWRs has relatively little inherent uncertainty. On the other hand, if the problem is considered on a plant by
An overview of materials degradation
11
plant basis, then the statistical uncertainty in predictions of the proportion that will crack in a given operating time is much greater because there are less than a hundred CRDM penetrations per upper head. For a given upper head, this statistical uncertainty can be of the order of ±1 to ±5 on the mean prediction, which is easily demonstrated and quantified in a probabilistic sense using the Monte Carlo simulation technique. Once a stress corrosion crack has been detected by non-destructive examination in a PWR primary circuit component, an essential step in the justification of structural integrity and further operation without repair or replacement of the affected component is an assessment of crack growth during the next few operating cycles. Practical approaches to assessing crack growth by IGSCC in Alloy 600 components have relied on empirical measurements of crack growth rates as a function of crack tip stress intensity, KI, of the form [10, 11]: da = C ◊ ( K – 9) n I dt
( K I in MPa m )
1.4
The values of the coefficients C and n for given practical circumstances vary between different publications but there is a reasonable consensus that the apparent or effective activation energy to be used for adjusting the coefficient C for temperature is ~31 kcal/mole.
1.3
Nickel base alloys on the secondary side of PWR steam generators
The main type of PWR steam generator in general use is the vertical Recirculating Steam Generator (RSG) with tube bundles, depending on age, made from either mill annealed or thermally treated Alloy 600, thermally treated Alloy 690, or Alloy 800. Thermal treatment is carried out at ~700 ∞C with the objective of precipitating dissolved carbon as chromium carbides on the grain boundaries. Sub-cooled primary water flows through inside of the tubes and boils secondary water on the shell side of the tubes. The steam quality of the water-steam mixture entering the steam driers of RSGs is typically 10% and the superheat across the tubes may vary from 10 to 40 ∞C. Vertical PWR steam generators have experienced a variety of corrosioninduced problems and many have been replaced, usually because of corrosion induced cracking of mill annealed Alloy 600 steam generator tubes. Only a very few thermally treated tubes have experienced such problems and they appear to be due to isolated failures of the thermal treatment to ensure an adequate grain boundary carbide microstructure. Some steam generators with mill annealed Alloy 600 tubes have been replaced after only 8 to 12 years of operation, which is well short of the usual initially licensed plant operating period of 40 years. New or replacement RSGs are supplied with thermally
12
Corrosion issues in light water reactors
treated Alloy 690 or Alloy 800 tubing, which to date have resisted both primary and secondary corrosion problems. Secondary side steam generator tube corrosion problems involving mill annealed Alloy 600 include denting, wastage, intergranular attack, IGSCC, and pitting on the outside surfaces of the steam generator tubes [3, 12]. The evolution of steam generator tube corrosion with time in terms of relative importance of each damage mechanism is shown in Fig. 1.3. Many secondary side corrosion problems with mill annealed Alloy 600 tubes have been associated with the interstices between the tubes and the tube supports. The tube support structures for most of the early units were made of carbon steel, while later units switched to Types 405, 409, and 410 ferritic stainless steels for greater corrosion resistance. Tube support structures of early units used plates with drilled holes, then plates with trefoil or quatrefoil broached holes, initially with concave lands and then flat lands, or lattice bars (egg crates). The objective of the more open tube support designs is to reduce the accumulation of impurities in the interstices by the phenomenon of hideout (see later). Another corrosion sensitive zone for steam generator tubes has been in and just above the tubesheet. In some of the very early RSG designs, the tubes were only partly expanded just above the seal weld with the lower tubesheet face, thus leaving a crevice between the outside diameter of the tube and the inside diameter of the hole in the tubesheet. Later, the tubes were expanded into the tubesheet along nearly their full length in order to close all but the last ~4 mm of the tube to tubesheet crevice. Tube expansion has been achieved by various methods, mechanical rolling, hydraulic, and explosive. Each expansion method generated its own characteristic residual stress fields in the tubes that have influenced subsequent stress corrosion behaviour if, or when, impurities concentrate by hideout either in the tube sheet crevice or under sludge that accumulates on the upper face of the tubesheet. The underlying cause of all forms of localized corrosion observed on the secondary side of steam generators is the phenomenon of hideout of low volatility solutes in superheated crevices with restricted water circulation. Most impurities entering recirculating steam generators in the feed water are relatively insoluble in the steam phase and can concentrate by potentially many orders of magnitude in occluded superheated crevices by a wick boiling mechanism. Due to the potential variety of impurities entering the steam generators, many complex mixtures of concentrated chemicals can be envisaged. This severely complicates the task of understanding the mechanisms of tube attack and defining adequate remedies. Tube damage such as wastage, pitting and denting has been attributed to the local formation of strong acids and, evidently, has been largely eliminated by appropriate management of secondary water chemistry (Fig. 1.3). By contrast, the steadily rising trend in
An overview of materials degradation
13
100 90
Other
80 Pitting
Percentage
70 60 SCC (ID)
50 40
Denting Wastage
30 20
SCC/IGA (OD)
10 0
Fretting 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 Year
1.3 Worldwide causes of steam generator tube plugging [12].
IGA/IGSCC (Fig. 1.3) suggests that counter measures have not been completely effective, probably because the mechanism has not always been correctly identified. The morphology of IGSCC in mill annealed Alloy 600 steam generator tubing consists of single or multiple major cracks with minor-to-moderate amounts of branching that are essentially 100% intergranular. Experience suggests that secondary side IGSCC requires stresses greater than 0.5 yield in order to propagate rapidly. At lower levels, propagation rates may approach zero, or the corrosion may take the form of intergranular attack (IGA). IGA is the second generally recognized form of secondary side corrosion attack of mill annealed Alloy 600 where there is substantial volumetric attack of every grain boundary. Stress is not strictly necessary for IGA to occur, which distinguishes it from IGSCC. Nevertheless, the two are clearly closely related. IGA/IGSCC varies greatly with height of the tube support plate in recirculating steam generators, being much more prevalent at the lower levels where the temperature difference between the primary and secondary fluids is greatest. This is clearly strong evidence for the importance of impurity hideout, which increases as a function of the available superheat on the secondary side. Broached tube support plates minimize the extent of the narrow gap between the tube and its support plate and hence substantially reduce the tendency for impurity hideout in such locations. When the fraction of tubes affected by IGA/IGSCC at tube support plate intersections is plotted as a function of time on Weibull distribution coordinates, it is observed that the slopes of the Weibull plots are rather high, typically
14
Corrosion issues in light water reactors
between 4 and 9 [7, 13]. This indicates that once IGA/IGSCC starts, its progression to other tubes is rather rapid and relatively consistent between different plants. On the other hand, incubation periods before cracking starts vary considerably. In some cases, IGA/IGSCC has not been observed at all, even on mill annealed Alloy 600 tube bundles after very long periods of operation. There is a tendency to attribute this variability between plants mainly to differences in secondary water chemistry and impurities. However, heat to heat variability in sensitivity of mill annealed Alloy 600 to IGA/ IGSCC is very important in this respect and the proportion of very sensitive heats varies markedly between different plants [4, 13]. Following the retirement of some steam generators with degraded tubing, it has been possible to extract and observe metallographically complete tube/ tube support plate intersections [14]. These studies have revealed that the crevice between the tube and tube support plate is typically plugged at its entrance and exit with a very low porosity (<10%) solid mixture of magnetite and silica. In the centre of the crevice, the deposit is mainly magnetite and its porosity is much higher at around 50%. This fouling and plugging of the crevices between tubes and carbon steel tube support plates with cylindrical tube holes is generally acknowledged to be widespread. Very high forces have systematically become necessary to extract tubes for destructive examination, indicating that the tubes no longer slide easily in the tube support plates as intended by the design. Extensive detailed examinations have also been made of the deposits found on extracted steam generator tubes [15]. On the tube free spans, magnetite deposits are observed overlying a protective nickel/chromium spinel oxide. Within the tube support plate crevices, thin layers rich in alumino-silicates have been observed on the heat transfer surfaces associated with poorly protective oxide films and the presence of IGA/IGSCC. At least seven classes of environmental contaminants have been postulated at various times to explain the occurrence of IGA/IGSCC of mill annealed Alloy 600 [16, 17]: ∑ ∑ ∑ ∑ ∑
high concentrations of sodium hydroxide (NaOH) and/or potassium hydroxide (KOH); the products from the reaction of sulphate ions with hydrazine or hydrogen (reactive sulphur-bearing species are postulated); the products of thermal decomposition of ion exchange resins (sulphates and organic residuals); highly concentrated salt solutions at neutral or nearly neutral pH (these salt solutions are the natural consequences of condenser leakage concentrated to high levels by the boiling process in the steam generator); alkaline carbonates and/or their reaction or hydrolysis products and alumino-silicate deposits (believed to affect the nature of the passive film on the alloy surface);
An overview of materials degradation
∑ ∑
15
lead contamination; polluted steam.
All these different modes of secondary cracking of Alloy 600 have recently been extensively reviewed [18]. Evaluation and modelling of mill annealed Alloy 600 tube damage by IGA/IGSCC has, nevertheless, traditionally been based on the assumed formation of solutions in occluded superheated crevices with extreme values of pH less than 5 or greater than 10 at temperature. In practice, most cases have been attributed to caustic cracking, and extreme care is now taken to restrict as much as possible sodium impurities entering steam generators. A few cases of stress corrosion cracking in operating steam generators have been clearly caused by lead, sometimes, but not necessarily, with a marked transgranular component to the cracking. Lead induced cracking occurs across the whole feasible range of pH; it is one of the few types of tube degradation for which there is unequivocal evidence that it occurs in the mid-range, moderately alkaline pH targeted by the secondary water chemistry treatment to minimize general corrosion. Whether the minor amounts of lead found in practically every steam generator have a critical influence on IGA/ IGSCC behaviour of Alloy 600 as distinct from aggravating another underlying degradation mechanism remains unresolved [19]. The latter option seems likely in the view of the widely varying and erratic distributions of lead traces found on steam generator tubes. Modification of the crevice environment appears at first sight to be the most straightforward method of preventing or arresting secondary side corrosion although implementation can be complicated due to existing deposits impeding access of secondary water to the occluded zone. Attempts to modify the crevice environment have included several factors, such as lowering the temperature, adding a pH neutralizer or buffering agent such as boric acid, removing the aggressive species by flushing or soaking, and changing the concentration and/or anion to cation ratio of bulk water contaminants [3]. Laboratory studies with model boilers have shown the benefit of several of these corrective measures and some have been applied to operating steam generators. Minimizing sludge entry and fouling of steam generators also contributes to reducing the hideout and concentration of impurities.
1.4
Stainless steels in PWR primary circuits
1.4.1
Primary pressure boundary
Type 304 and 316 austenitic stainless steels are the main materials used for the pressure boundary piping of PWR primary circuits. The internal surfaces of low alloy steel components are also clad with Type 308/309 stainless steel weld overlays. Operating experience with these stainless steels over many tens of years has generally been excellent. Those stress corrosion failures
16
Corrosion issues in light water reactors
that have occurred have in most cases, if not all, been due to internal or external surface contamination by chlorides or to out-of-specification chemistry in dead-legs or other occluded volumes where primary water chemistry control can be difficult (such as the transient presence of oxygen for significant periods) [4]. Excessive cold work with the attendant risk of martensite formation in Type 304 stainless steel has also been a contributing factor in some cases. CRDM housings above the main reactor vessel and associated canopy seals that ensure the leak tightness of threaded joints in the housings are an example of dead-leg locations that have experienced some stress corrosion, mainly Transgranular Stress Corrosion Cracking (TGSCC) attributed primarily to chloride contamination. However, sulphate either as a surface impurity on threaded surfaces or from thermal decomposition of any resin fines that find their way accidentally into the hot parts of the primary circuit may also contribute since sulphate in combination with oxygen is well known to cause stress corrosion in BWRs, albeit usually intergranular. Although low carbon grades of Types 304 and 316 stainless steels have often been used to minimize the risk of sensitization (by grain boundary chromium depletion) of weld heat affected zones, there is no doubt that such sensitized materials exist in many older PWRs. Nevertheless, practical experience shows that de-oxygenated, hydrogenated PWR primary water does not cause IGSCC in such sensitized materials, in contrast to BWR experience with oxygenated NWC water.
1.4.2
Core internals
Another major use of Type 304 and 316 austenitic stainless steels is for the structures supporting the nuclear core in the reactor pressure vessel. This is generally a bolted structure of horizontal formers and vertical baffle plates that, because of its proximity to the nuclear fuel, is very heavily neutron irradiated. Unlike the stainless steel components of fuel elements that are discharged and replaced after a few reactor cycles, the core support structure is intended to remain for the whole reactor life. Irradiation-Assisted Stress Corrosion Cracking (IASCC) is a term that defines cracking phenomena in core structural materials of water cooled and/or moderated nuclear power reactors in which neutron and/or g irradiation contributes directly to the initiation and propagation of stress corrosion cracking. By implication, in the absence of material damage by fast neutrons and/or modification of the environmental chemistry by ionizing radiations, cracking either does not occur or is significantly less severe. Laboratory and field data show that intergranular stress corrosion cracking of austenitic steels can result from long-term exposure to high-energy neutron radiation in both PWR and BWR systems [20, 21]. Neutron irradiation causes atom displacements from their equilibrium
An overview of materials degradation
17
crystallographic locations thereby creating point defects (vacancies and interstitials) that may either recombine or diffuse to traps such as grain boundaries, dislocations and second phase interfaces. The diffusion and agglomeration of point defects leads to significant changes in microstructure and mechanical properties that alter resistance to stress corrosion cracking. One consequence is a significant hardening of materials due to the formation of many interstitial (Frank) dislocation loops of nanometre dimensions. Hardening saturates after fast neutron doses of about 5 ¥ 1021 n/cm2 (E > 1 MeV) with yield stresses typically in the range 800 to 1100 MPa. Point defect trapping at grain boundaries leads to changes of local elemental composition in a zone about ±5 nm wide due to atoms of different elements exchanging at different rates with the diffusing point defects. Typically chromium, iron and molybdenum depletion and nickel and silicon enrichment are observed. More generalized changes in elemental composition may also be caused by nuclear transmutation reactions In the case of the oxygenated coolants of BWRs, the modification of grain boundary composition due to neutron irradiation, particularly chromium depletion, has been shown to be an important precursor of IASCC. Neutron doses exceeding 5 ¥ 1020 n/cm2 (E > 1 MeV) are associated with the occurrence of IASCC in BWRs, this being the dose required to develop sufficient irradiation-induced chromium depletion at grain boundaries. (Note that the maximum end-of-life dose to the core internals of BWRs is about 8 ¥ 1021 n/cm2 (E > 1 MeV), which is about an order of magnitude less than that anticipated for PWRs due to the wider water gaps between the fuel and internals in the former case.) In addition, the formation of oxidizing species, oxygen and hydrogen peroxide, by radiolysis plays an important role in this manifestation of IASCC in BWRs, which is absent in PWRs due to the hydrogen added to PWR primary water. Nevertheless, PWR field experience has also shown that intergranular cracking of highly irradiated core components can occur. Type 304 cladding of control rods and cold worked Type 316 core baffle-former bolts of some first generation (CP0 series) 900 MWe French PWRs have cracked intergranularly in service [21]. Fast neutron doses of >2 ¥ 1021 n/cm2 (E > 1 MeV), strains >0.1 %, and absence of water circulation around the bolt shanks in the affected plants have been implicated in the cracking. Clearly, the absence of oxidizing species, oxygen and hydrogen peroxide, is an obvious environmental difference compared to BWRs that renders grain boundary chromium depletion of no particular consequence in PWR primary water. However, the considerable hardening that occurs very probably plays an important role (as indeed it also does in BWRs) [22]. In addition to the phenomena of radiation induced hardening and changes to grain boundary composition, other radiation damage processes could have an important influence on the development of IASCC. Helium bubble
18
Corrosion issues in light water reactors
formation, particularly if it occurs on grain boundaries, may have an adverse effect on intergranular stress corrosion resistance. Irradiation creep can relax residual and applied stresses and is independent of temperature in the range of interest to light water reactors. Swelling, hitherto only considered of importance to fast reactors, could in principle also appear at the high neutron doses associated with the second half of life of PWRs and affect the loads applied to components such as baffle bolts due to differential swelling rates between Type 304 and 316 stainless steels. Thus, although significant advances have been made in the understanding of IASCC, much remains to be learned, and it is today a very active field of research in the context of both BWR and PWR plant aging.
1.4.3
High strength fasteners
Precipitation hardened high strength nickel base alloys have already been mentioned earlier but high strength stainless steels are also widely used in PWRs for components such as bolts, springs and valve stems. The main ones are A286 precipitation hardened austenitic stainless steel, A410 and similar martensitic stainless steels, and 17-4 PH precipitation hardened martensitic stainless steel. Small numbers of such components have cracked over the years due to stress corrosion or hydrogen embrittlement and on occasions, loose parts have been generated in the primary circuit. A286, an austenitic, precipitation hardened, stainless steel is strengthened by g ¢, Ni3(Ti, Al), formed during aging at 720 ∞C. Its use is favoured where the expansion coefficient relative to other austenitic stainless steels is an important design factor. Unfortunately, it is susceptible to IGSCC in PWR primary water when loaded at or above the room temperature yield stress, typically 700 MPa. [23, 24]. Cold work prior to aging in combination with the lower of two commonly used solution annealing temperatures of 900 and 980 ∞C has a particularly adverse effect on resistance to IGSCC. Hot heading of bolts, which can create a heat-affected zone between the head and shank, is another known adverse factor. Nevertheless, even if these metallurgical factors are optimized, immunity from cracking cannot be assured unless the stresses are maintained below the room temperature yield stress, which necessitates strictly controlled bolt loading procedures. There is also strong circumstantial evidence that superimposed fatigue stresses can lower the mean threshold stress for IGSCC even further. Finally, impurities, including oxygen introduced during plant shut down and possibly consumed only slowly in confined crevices, may help crack initiation. Once initiated, cracks grow relatively easily even in well-controlled PWR primary water. Components such as valve stems, bolts and tie rods requiring rather high strength combined with good corrosion resistance in PWR primary circuit water have been typically fabricated from martensitic stainless steels such as
An overview of materials degradation
19
Type 410 and 17-4 PH. Significant numbers of failures of Type 410 and similar martensitic stainless steels have occurred [25]. In most cases, the affected components have usually entered service too hard due to tempering at too low a temperature. No in-service aging seems to have been involved, however, in the case of Type 410 and similar martensitic stainless steels. An additional problem has been caused by galvanic corrosion with graphite containing materials in the packing glands of valves, sometimes leading to valve stem seizure. The preferred replacement material has often been 17-4 PH with its higher chromium and molybdenum content no doubt conferring better resistance to crevice corrosion. Service failures of 17-4 PH precipitation hardening stainless steel have also occurred in PWR primary water [26, 27]. Initially, intergranular cracking by stress corrosion/hydrogen embrittlement was associated with the lowest temperature aging heat treatment at 480 ∞C (900 ∞F) designated H900. This gives a minimum Vickers hardness value of 435HV clearly in excess of the limit of 350HV commonly observed to limit the risk of hydrogen embrittlement. The 593 ∞C (H1100) aging heat treatment was subsequently widely adopted and normally yields a hardness value below 350HV. Nevertheless, a small number of failures have continued to occur. The origin of these failures appears to be thermal aging in service rather than ‘reversible temper embrittlement’ that is related to the diffusion of phosphorus to grain boundaries at aging temperatures generally above 400 ∞C. Thermal aging of precipitation hardened stainless steels such as of 17-4 PH arises from an intra-granular decomposition of the martensitic matrix into two phases, a which is rich in iron, and a ¢ which is chromium rich. A progressive generalized increase in hardness is observed with corresponding increases in strength and ductile/ brittle transition temperature and loss of fracture toughness. The hardening cannot be reversed without re-solution annealing. French studies have shown that this aging mechanism can occur in 17-4 PH steels on time scales relevant to the design lives of PWRs at temperatures exceeding 250 ∞C and quantitative models for component assessment have been developed [26]. Intergranular failures have been associated with hardness values following in-service aging that have significantly exceeded 350HV and have also been apparently aggravated by impurities coming from valve packing gland materials.
1.5
Low alloy steels
1.5.1
Secondary circuit components
A small number of potentially serious failures caused by transgranular stress corrosion/corrosion fatigue have occurred in low alloy steel steam generator shells and carbon steel feedwater piping that are directly exposed to secondary water. The combination of fabrication and operational factors necessary for
20
Corrosion issues in light water reactors
such cracking to occur in carbon and low alloy steels in steam-raising plant has ensured that it has in reality been highly plant specific. Extensive circumferential cracking of the upper shell to cone girth welds of all the Indian Point 3 steam generators was found in 1982 following a steam leak through one of more than a hundred circumferential cracks [28]. Subsequently, the steam generator shells of six other plants located in the United States and Europe were also observed to be cracked in the same location. In some cases, cracking recurred after local repairs had been made by contour grinding. The steam generator shell cracking was caused by an environmentally assisted cracking mechanism and has been variously called ‘corrosion fatigue’, ‘stress corrosion cracking’, or ‘strain-induced corrosion cracking’. In fact, the last term seems most appropriate since it recognizes that although the cracking is environmentally controlled, a dynamic strain is necessary to maintain crack propagation [29]. Consequently, crack extension tends to occur intermittently alternating with pitting at the crack tip during quiescent periods. This environmentally assisted cracking (EAC) mechanism observed for steam generator shell materials is well known and characterized both for bainitic low alloy steels as well as for ferritic-pearlitic carbon manganese steels used extensively in both conventional and nuclear steam-raising plant [29–31]. In addition to the dynamic loading requirement usually caused by large thermal transients, cracking has been associated in practice with high residual welding stresses due to poor or non-existent stress relief. The worst affected plants had been weld repaired during fabrication of the final closure weld. In one case, the girth weld had to be completely remade and stress relieved at a higher temperature of 607 ∞C compared to 538 ∞C originally. Water chemistry transients, particularly oxygen ingress, occurring at the same time as dynamic loading have also been strongly linked to the observed cracking. The effect of oxygen was observed to be greatly exaggerated if copper corrosion products (e.g. from brass condenser tubes) were also present [28]. The only metallurgical factors that appeared to play a role were the sulphur impurity content of the steel in the form of manganese sulphide, where the risk of cracking was greater the higher the sulphur content, and possibly also the free nitrogen content via the phenomenon of strain aging [31]. Practical resolution of steam generator shell cracking has been mainly achieved by contour grinding of existing cracks and by ensuring that auxiliary feed water is properly de-oxygenated prior to use, particularly during plant start-up. In addition to these reported incidents of steam generator shell cracking, a very large technical literature exists concerning EAC of carbon and low alloy steels in both nuclear and conventional steam-raising plant [29–31]. The observed cracking is usually transgranular cleavage-like in appearance although can occasionally be intergranular without any obvious involvement of other chemical pollutants.
An overview of materials degradation
1.5.2
21
High strength fasteners
High strength martensitic and maraging steels are used in many external fastener applications in nuclear power plants as well as for some internal fasteners in PWR secondary circuits. A significant number of corrosion related failures of external fasteners used for support bolting and pressure boundary flanges have occurred [32]. Failures of low alloy (AISI 4340 and 4140) and maraging steel support bolting have been attributed mainly to hydrogen embrittlement. Steels with ultra high yield strengths greater than 1000 MPa have failed due to a combination of too high applied stresses and humid or wet environments collecting around the bases of components. Pitting often precedes cracking in such cases. Steels with lower yield strengths have also failed due to poor heat treatment or material variability. Hydrogen cracking is usually avoided by specifying an upper bound strength limit (normally defined by a hardness level acceptance criterion of <350HV). A second category of bolt failures has concerned the integrity of the primary pressure boundary at locations such as flanges of manway covers and valves. Most of these incidents have been caused by erosion-corrosion in PWR primary water leaks. A small number of failures among this category of bolt have been associated, however, with environment assisted cracking rather than wastage [32]. The ferritic bolting steels involved were not out of specification but had been in contact with molybdenum disulfide lubricants. It has been postulated that the lubricant dissociated on contact with hot water to yield hydrogen sulphide, which is a severe hydrogen embrittling agent for ferritic steels. Prevention of this type of failure therefore includes avoiding leaks at flanges by improved gasket design and eliminating the use of sulphide containing lubricants.
1.6
Concluding remarks
The aging of light water cooled and moderated nuclear power plants such as BWRs and PWRs has been accompanied by many cases of corrosion-related material failures, particularly stress corrosion cracking. A small proportion of these material failures have arisen because existing knowledge was not applied and have then been remedied by tightening quality assurance procedures. Others were not predictable in advance because of the very long operating times involved and have sometimes proved to be widespread and generic. These have been carefully studied and effective predictive models have been developed in parallel with practical and economic repair strategies. This is an essential continuing process that will increase in importance as these power plants enter the second half of their original design lives. In many cases, plant life extension beyond the original design life is a practical and economic option but continued vigilance for unexpected long-term aging and corrosion processes will be essential.
22
1.7
Corrosion issues in light water reactors
References
1. P. Cohen, Water Coolant Technology of Power Reactors, 2nd printing, American Nuclear Society (1980). 2. F. Nordmann, A. Stutzmann, J.-L. Bretelle, ‘Overview of PWR chemistry options’, Proceedings of Chimie 2002, SFEN (2002) Paper 94. 3. S. J. Green, ‘Steam generator failure or degradation’, Corrosion in the Nuclear Power Industry, ASM Handbook, Volume 13, ‘Corrosion’, (1987) 937–945. 4. P. M. Scott, ‘Stress corrosion cracking in Pressurized Water Reactors – Interpretation, modeling and remedies’, Corrosion, 56 (2000) 771–782. 5. W. Bamford, J. Hall, ‘A review of Alloy 600 cracking in operating nuclear plants: historical experience and future trends’, Proceedings of 11th Int. Conference on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors, Stevenson, American Nuclear Society (2003) 1071–1079. 6. P. M. Scott, P. Combrade, ‘On the mechanism of stress corrosion crack initiation and growth in Alloy 600 exposed to PWR primary water’, Proceedings of 11th International Conference on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors, Stevenson, Washington, American Nuclear Society (2003) 29–35. 7. R. W. Staehle, J. A. Gorman, K. D. Stavropoulos, C. S. Welty, ‘Application of statistical distributions to characterizing and predicting corrosion of tubing in steam generators of Pressurized Water Reactors’, Proceedings of Life Prediction of Corrodible Structures, ed. R. N. Parkins, NACE International (1994) 1374–1439. 8. P. Scott, C. Benhamou, ‘An overview of recent observations and interpretation of IGSCC in nickel base alloys in PWR primary water’, Proceedings of 10th Int. Symposium on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors, Lake Tahoe, NACE International (2001). 9. C. Amzallag, S. Le Hong, C. Pagès, A. Gelpi, ‘Stress corrosion life assessment of Alloy 600 components’, Proceedings of 9th International Symposium on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors, Newport Beach, CA, The Metallurgical Society (1999) 243–250. 10. C. Amzallag, F. Vaillant, ‘Stress corrosion crack propagation rates in reactor vessel head penetrations in Alloy 600’, Proceedings of 9th International Symposium on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors, Newport Beach, CA, The Metallurgical Society (1999) 235–241. 11. G. A. White, J. Hickling, L. K. Mathews, ‘Crack growth rates for evaluating PWSCC of thick-walled Alloy 600 material’, Proceedings of 11th International Conference on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors, Stevenson, Washington, American Nuclear Society (2003) 166–179. 12. D. R. Diercks, W. J. Shack, J. Muscara, ‘Overview of steam generator tube degradation and integrity issues’, Nuclear Engineering and Design, 194 (1999) 19–30. 13. P.M. Scott, ‘A discussion of mechanisms and modeling of secondary side corrosion cracking in PWR steam generators’, Proceedings of Chemistry and Electrochemistry of Corrosion and Stress Corrosion Cracking: A Symposium honoring the Contributions of R. W. Staehle, Ed R. H. Jones, The Metallurgical Society (2001) 107–122. 14. L. Albertin, F. Cattant, A. Baum, P. Kuchirka, ‘Characterization of deposits in Dampierre-1 steam generator support plate crevices’, Proceedings of 7th International Symposium on Environmental Degradation in Nuclear Power Systems – Water Reactors, Breckenridge, Colorado, NACE International (1995) 399–408. 15. B. Sala, P. Combrade, A. Gelpi, M. Dupin, ‘The use of tube examinations and
An overview of materials degradation
16. 17.
18.
19.
20.
21.
22.
23. 24.
25. 26. 27.
28.
29.
23
laboratory simulations to improve the knowledge of local environments and surface reactions in TSPs’, Control of Corrosion on the Secondary Side of Steam Generators, Eds. R. W. Staehle, J. A. Gorman and A. R. McIlree, NACE International (1996) 483–497. S.J. Green, ‘Thermal, hydraulic and corrosion aspects of PWR steam generator problems’, Heat Transfer Engineering, 9 (1988) 19–68. Q. T. Tran, P. M. Scott, F. Vaillant, ‘IGA/IGSCC of Alloy 600 in complex mixtures of impurities’, Proceedings of 10th Int. Symposium on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors, Lake Tahoe, NACE International (2001). R. Staehle, J. A. Gorman, ‘Quantitative assessment of submodes of stress corrosion cracking on the secondary side of steam generator tubing in Pressurized Water Reactors: Parts 1, 2 and 3’, Corrosion, 59 (2003) 931–994, 60 (2004) 5–63, and 60 (2004) 115–180. L. E. Thomas, V. Y. Gertzman, S. M. Bruemmer, ‘Crack-tip microstructures and impurities in stress-corrosion-cracked Alloy 600 from recirculating and once-through steam generators’ Proceedings of 10th Int. Symposium on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors, Lake Tahoe, NACE International (2001). R. M. Horn, G. M. Gordon, F. P. Ford, R. L. Cowan, ‘Experience and assessment of stress corrosion cracking in L-grade stainless steel in BWR internals’, Nuclear Engineering and Design, 174 (1997) 313–325. P. M. Scott, M-C. Meunier, D. Deydier, S. Silvestre, A. Trenty, ‘An analysis of baffle/former bolt cracking in French PWRs’, ASTM STP 1401 Environmentally Assisted Cracking: Predictive methods for Risk Assessment and Evaluation of Materials, Equipment and Structures, Ed. R. D. Kane, ASTM (2000) 210–223. S. M. Bruemmer, E. P. Simonen, P. M. Scott, P. L. Andresen, G. S. Was, J. L. Nelson, ‘Radiation-induced material changes and susceptibility to Intergranular failure of light-water-reactor core internals’, Journal of Nuclear Materials, 274 (1999) 299– 314. US NRC Information Notice, ‘Stress corrosion cracking of reactor coolant pump bolts’ 90 – 68 (1990) and supplement 1 (1994). J. B. Hall, S. Fyfitch, K. E. Moore, ‘Laboratory and operating experience with Alloy A286 and Alloy X750 RV internals bolting stress corrosion cracking’, Proceedings of 11th International Conference on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors, Stevenson, Washington, American Nuclear Society (2003) 208–215. US NRC Information Notice, ‘Valve stem corrosion failures’, 85–59, (1985). B. Yrieix, M. Guttmann, ‘Aging between 300 and 450 ∞C of wrought martensitic 13– 17 wt% Cr stainless steels’, Materials Science and Technology, 9 (1993) 125–113. H. Xu, S. Fyfitch, ‘Aging embrittlement modeling of Type 17-4 PH at LWR temperature’, Proceedings of the 10th International Conference on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors, Lake Tahoe, CA, NACE International (2001). W. J. Bamford, G. V. Rao, J. L. Houtman, ‘Investigation of service-induced degradation of steam generator shell materials’, Proceedings of 5th International Symposium on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors, Monterey, American Nuclear Society (1992) 588–595. J. Hickling, D. Blind, ‘Strain-induced corrosion cracking of low-alloy steels in LWR
24
Corrosion issues in light water reactors
systems – Case histories and identification of conditions leading to susceptibility’, Nuclear Engineering and Design, 91 (1986) 305–330. 30. P. M. Scott, D. R. Tice, ‘Stress corrosion in low steels’, Nuclear Engineering and Design, 119 (1990) 399–413. 31. H. P. Seifert, S. Ritter, J. Hickling, ‘Environmentally-assisted cracking of low-alloy RPV and piping steels under LWR conditions’, Proceedings of 11th International Conference on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors, Stevenson, Washington, American Nuclear Society (2003) 73–88. 32. C. J. Czajkowski, ‘Corrosion and stress corrosion cracking of bolting materials in light water reactors’, Proceedings of 1st Int. Symposium on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors, Myrtle Beach, NACE (1984) 192–208.
2 Corrosion potential monitoring in nuclear power environments A. M O L A N D E R, Studsvik Nuclear AB, Sweden
2.1
Introduction
Corrosion potential measurements were introduced in nuclear power plants when IGSCC in sensitized Type 304 stainless steel was the dominating type of failure in BWRs. The corrosion potential (often called ECP) was found to be the prime parameter controlling IGSCC. Hydrogen water chemistry (HWC) was developed and introduced as a remedy. Electrochemical measurements were introduced during so-called HWC mini-tests, which were performed to determine the necessary injection rate of hydrogen to reduce the corrosion potential below the critical potential for IGSCC. ECP monitoring equipment was first installed in remote sampling systems and the desired response to hydrogen was easily obtained. With time, the effect of hydrogen peroxide was understood and monitoring locations with short transport time or in-situ measurements were implemented. Corrosion potential measurements developed to a routine technology necessary for safe reactor operation and a tool, not only for the chemist, but also for the control room personnel. In spite of the cost of the measuring equipment, the measurements initially requested by the authorities were also shown to be economically attractive since such measurements permitted the hydrogen injection rate to be optimized. Electrochemical measurements have also been performed in PWR systems and mainly the feedwater system on the secondary side of PWRs. The measurements performed so far have shown that electrochemical measurements are very sensitive tools to detect and follow oxygen transients in the feedwater system. Also, determinations of the minimum hydrazine dosage to the feedwater have been performed. However, PWR secondary side monitoring has not yet been utilized to the same level as BWR hydrogen water chemistry surveillance. The future use of corrosion potential monitoring in PWR secondary system is considered to be dependent on the direction of secondary side chemistry developments. Both in a BWR on hydrogen water chemistry and in the PWR secondary 25
26
Corrosion issues in light water reactors
system the corrosion potentials show a large variation between different system parts. To postulate the material behavior at different locations the local chemical and electrochemical conditions must be known. Thus, modeling of chemical and electrochemical conditions along reactor systems is important, as actual measurements cannot be performed at every point of interest. However, different relations between the corrosion potential of stainless steel and the oxidant concentration have been published and only recently an improved understanding of the electrochemical reactions and other conditions that determine the corrosion potential in BWR systems has been reached. Also, improved modeling for PWR secondary systems has recently been performed and published.
2.2
Measurements in BWRs
2.2.1
HWC monitoring: From autoclaves to in-pipe measurements
When HWC was introduced and ECP measurements were performed with the prime goal to follow the corrosion potential due to the hydrogen addition, monitoring was initially performed in autoclaves often installed remote from the reactor system. With time, it was realized that such measurements did not reflect the system conditions due to low flow rate in the autoclave and decomposition of hydrogen peroxide and consumption of oxygen in the sampling line [1]. Consequently measured corrosion potentials were low. With time this was understood and better techniques were developed as described below, but first an example of very early data is given. Figure 2.1 shows an experimental set-up used during one of the very first hydrogen water chemistry experiments. It was performed in the Oskarshamn 2 BWR. A remote low flow autoclave was used connected with small diameter piping, Decomposition of hydrogen, oxygen consumption and consequently lower corrosion potentials will be measured in the autoclave compared to the reactor system itself. The results of the mini-test are given in Fig. 2.2. When hydrogen addition starts, oxygen contents drops quickly and a corresponding decrease of the corrosion potential is obtained. The hydrogen addition was no higher than 60 ppb in the reactor water but a total suppression of the corrosion potential was obtained, that is down to the hydrogen line. With time the sampling effects were understood and there was a development away from autoclaves to in-pipe measurements or measurements inside the actual reactor component. In Sweden the first in-pipe electrode was installed in 1989 in the Barsebäck 1 BWR [2]. An example illustrating the effect of transport time on ECP results was obtained during an experiment in the Ringhals 1 BWR [3] performed to validate the in-pipe measurements and to compare different measuring locations. Several monitoring points were used.
Hersch Mark 2 Syreanalysator
Temp 2333 600
Gas Flodesmatare
Flodesmatare
Ref 1 Ref 2 N2SR O2
50 g/s
Torkror Elektrokemiautoklav
Kylare Gas kromatograf
H2 1 l/h
Gas Flodesmatare
Flodesmature
250∞C
AB H 2 O2
Kond matbrygga
4 l/h
X-750 2343 Pt
352
Kajonbytare
Ref 3
Kond mitning Jontytare MnO2
Flodesmatare
Corrosion potential monitoring in nuclear power environments
Torkrör
11/h
System 331
Tallium
27
2.1 Schematic experimental setup from an early HWC experiment in the Oskarshamn 2 BWR.
28
Corrosion issues in light water reactors
ppb H2
50 Hydrogen
10
ppb O2
200
Oxygen 100
Ecor Type 304
mV SHE
–100
–500 1200 2400 1200 2400 1200 2400 1200 2400 1200 01-07-06 01-07-07 01-07-08 01-07-09 01-07-10
2.2 Examples of results from an experiment in the Oskarshamn 2 BWR.
ECP measurements were performed at the five different locations shown in Fig. 2.3. The results, shown in Fig. 2.4, demonstrated the gradual decrease of the corrosion potential along the flow direction. During conditions with a low hydrogen addition the in-pipe potential is about 200 mV that is the same as for NWC. In a high flow autoclave close to the reactor piping a potential of about 0 mV was measured and for more remote systems even lower potentials were obtained. After such and similar efforts it was understood that HWC corrosion potentials must be measured in-pipe. In Sweden all plants on HWC rely on such measurements performed in the PLR-system for their HWC surveillance. For the measurements in-pipe, platinum electrodes are installed in the primary loop recirculation piping less than 1 s transport time from the downcomer in the reactor pressure vessel, see Figs 2.5 and 2.6 (location B). As a back-up, electrodes in the water clean-up system are also used (location C in Fig. 2.6). This position is 10–20 s from the RPV but the pipe dimension is still 200 mm or more. Side stream autoclaves are no longer used for HWC monitoring. By the in-pipe technique the errors introduced by sampling effects were avoided. Today these effects can reasonably be modeled, but at the time of
Flow direction when pump 2 is in service
Pump 2
Location 1 System 321 313 P4
Transport time: 22 s Flow rate: 105 kg/s ø300 mm
Location 2 System 335
Pump 1
Transport time: 30 s (95 s) Flow rate: 2 kg/s ø24 mm
Location 5
Location 4
Location 3
Transport time: 3–5 min Flow rate: 10–40 g/s Volume: 5 l
Transport time: 50 s (45 s) Flow rate: 2 kg/s Volume: 30 l
Transport time: 45 s (50 s) Flow rate: 2 kg/s Volume: 30 l
Corrosion potential monitoring in nuclear power environments
Flow direction when pump 1 is in service
Transport times within brackets refer to conditions when pump 2 is in service
29
2.3 Illustration of the locations of consecutive ECP measuring points in Ringhals 1 BWR, see [3].
30
Corrosion issues in light water reactors 400
Ecorr (mV, SHE)
200
0
–200
–400 Location 1 Location 2 Location 3 Location 4
–600
–800 90-7-18
90-7-19
90-7-20 Date (YY-M-DD)
90-7-21
2.4 Comparison of the results from four consecutive ECP measuring points in the Ringhals 1 BWR, see [3].
2.5 Schematic illustration of an in-pipe reference electrode.
the measurements it was an important demonstration of the need to improve in-plant monitoring and evidence for the need for in-pipe monitoring techniques. When the variations of the corrosion potential at different monitoring locations were demonstrated [4], certain modeling efforts were performed to try to model and predict these variations. The models were based on hydrogen peroxide decomposition rates and usually the mixed potential model. With time, new data were also collected and new phenomena were detected. From compilations of HWC data from several reactor cycles it was noted that large deviations between different years, with respect to the hydrogen demand, were sometimes obtained.
Corrosion potential monitoring in nuclear power environments
31
Feedwater system
E In-core electrode
Main recirculation system
A
Residual heat removal system
To water clean-up system
B
D Bottom drain
C
2.6 Schematic illustration of monitoring points in a BWR. 2.0
H2 312 R901 312 R902
H2-dos (ppm)
1.5
1.0
0.5
0.0 1991-07-01
1993-07-01 1995-07-01 1997-07-01 1999-07-01 2001-07-01
2.7 Hydrogen injection rate required for constant ECP (–300 mV SHE) in the Swedish BWR Oskarshamn 2.
For example Fig. 2.7 shows the hydrogen injection rate needed to obtain a potential of –300 mV SHE in the PLR system of the Oskarshamn 2 BWR. There is a large variation with time. Values vary generally between 0.5 and 1.5 ppm in the feedwater, that is a factor of three. The wide variation of the necessary hydrogen injection rate was not predicted by the existing models.
32
Corrosion issues in light water reactors
However, it was found that a significant improvement was achieved if the actual power level along the core periphery was used for the radiolysis calculations instead of a constant power level. As most of the recombination is occurring in the downcomer, the power level at the core periphery is very important. To reasonably predict the variation during a cycle, and between cycles, the ECP/HWC model must be regularly and accurately updated from fuel management codes. Not only the radiolysis model but also the ECP model have been improved over the years. An ECP model should work for both lab and in-plant conditions. In Fig. 2.8 the upper curve shows ECP vs. hydrogen peroxide concentration. This curve is a summary of results obtained both in-plant and in our lab [5]. In Fig. 2.9 the results from Fig. 2.8 indicated by the squares are compared to two other models [6], the Swedish BwrChem model and the GE semi-empirical model. Neither of the models reproduces the experimental results [7]. In the Studsvik ECP model the database from in-plant monitoring as well as lab monitoring is used. The model provides a mechanistic background to the measured ECPs. The results of the model calculations come out as Evans diagrams as shown in Fig. 2.10 for a fairly high H2O2 concentration. Line 1 shows the hydrogen peroxide oxidation to oxygen and line 2 shows the hydrogen peroxide to reduction to water. Line 3 is the passive current of stainless steel. The calculated ECP is shown as the dashed line at the intersection of the two curves. A concentration change will only cause a vertical shift of the two curves leaving the ECP unaffected. Thus this Evans diagrams explains 300
Corrosion potential (mV SHE)
200 100 0 –100 –200 –300 Laboratory data (oxygen) In-plant data This work, B1 This work, lab (oxygen) This work, lab (hydrogen peroxide)
–400 –500 –600 –700 1
10 100 1000 Dissolved oxidant concentration (ppb)
10000
2.8 Compilation of experimental ECP results from laboratory and plants [5]. The upper curve shows environments with hydrogen peroxide.
Corrosion potential monitoring in nuclear power environments 300
33
NWC Lab test – H2 = 0 ppb, 0.08 m/s, Peroxide injection
200 100
ECP (mV)
0 –100 –200 –300
BC_REF GE-semiemp. SNAB-decr. SNAB-incr.
–400 –500 –600 0.1
1
10 100 Conc of H2O2 (ppb)
1000
10000
2.9 Comparison of Studsvik experimental results (squares) with two ECP-models (lines).
1.E-02 1.E-03
i (A/cm2)
1.E-04 1.E-05
1
1.E-06
2 3
1.E-07 1.E-08 1.E-09 1.E-10 1.E-11 1.E-12 –1000
–800
–600
–400
–200
0
200
400
600
800
1000
ECP (mV SHE)
2.10 Schematic Evans diagram for a BWR environment with 100 ppb of hydrogen peroxide. The unstable H2O2 disproportions into oxygen and water with electrode as catalyst. Both oxidation and reduction are first order reactions fi ECP independent of H2O2 concentration.
34
Corrosion issues in light water reactors
the plateau regime of the ECP in water with hydrogen peroxide. The abrupt drop to a low potential is also well reproduced. The BWR experience can be summarized as follows: ∑ ∑ ∑
2.3
We now have a good understanding the basic mechanisms of ECP, HWC and radiolysis models. In spite of the improvements correct HWC modeling is very difficult. The modeling results are very sensitive to the input data. ECP measurements will still be needed for HWC supervision. However, ECP modeling provides a reliable estimation of the ECP upstream and downstream of the measuring position which sometimes is very important.
PWR primary system
ECP measurements in a PWR primary system have been performed in the Ringhals 4 reactor which is a Westinghouse PWR. The equipment was installed in a sampling line from the hot leg, see Fig. 2.11. During steady operation no variations of the potentials were noticed. Working electrodes of platinum, stainless steel, nickel-base alloys and carbon steel showed the same potential, that is the hydrogen equilibrium potential, see Fig. 2.12. During start-up and shut down the potentials showed large changes depending on the chemistry, see Fig. 2.13. For start-up the chemical degassing is easily followed and during shut down the shift to oxidizing conditions and a hydrogen peroxide dosage performed for crud removal is identified, see references [8] and [9]. The conclusions of the PWR primary side measurements were that: ∑
Corrosion potentials were found to be stable and all materials fell on the hydrogen line. pH could be monitored. From reactor coolant system hot leg
Decay coil Containment wall
Autoclave
To volume control tank and charging/local sampling tank
Water chemistry analysis
2.11 The monitoring point in the Ringhals 4 primary system.
Corrosion potential monitoring in nuclear power environments
35
700
300
300 Temperature pH electrode
250
100 200 –100 150 –300 –500
Type 304 Alloy 600 R 533-B Platinum
100 50
–700 –900 87-07-13
87-07-18
Temperature ∞C
Corrosion potential (mV SHE)
500
87-07-23 Date
87-07-28
0 87-08-02
2.12 Measured ECP in the primary sytem of the Ringhals 4 PWR under steady operation.
300
700 500
Temperature
250
300 pH electrode 100
Type 304 Type 316 Alloy 600 Alloy X-750 A 533-B Platinum
–100 –300
200
Type 304 Alloy 600 R 533-B Platinum
150
100
Temperature ∞C
Corrosion potential (mV SHE)
Temperature
–500 50
–700 –900 85-08-14
85-08-16
85-08-18
87-08-13
87-08-14
0 87-08-15 87-08-16
Dates
2.13 Examples of ECPs measured during start-up and shut-down in a PWR primary system [8, 9].
∑ ∑ ∑
During start-up and shut-down large variations with chemistry occurred. The benefits of electrochemical monitoring were limited during present water chemistry (high hydrogen). Equipment for ‘PWR mini test’ was schematically designed and suggested for low hydrogen water chemistry. External silver chloride electrode developed for the work was demonstrated to be reliable over one reactor year. Comparisons with electrodes of different types were performed.
36
2.4
Corrosion issues in light water reactors
PWR secondary systems
Measurements in the PWR secondary side were initiated in the beginning of the 1990s, bearing the experience from measurements in BWRs in mind. Autoclave equipment was used for the first measurements and three autoclaves were installed at different points in the secondary system, see Fig. 2.14. The sampling lines were kept as short as possible and were no longer than 1 m.
Condenser
Autoclave 1 T = 30 ∞C
Condensate pumps Hydrazine addition
R805 V41
Analysis
Low pressure heaters
Autoclave 2 T = 130 ∞C
Feedwater pumps
R807 V43
High pressure heaters
Autoclave 3 T = 220 ∞C
R808 V31
Analysis
Steam generators
Autoclave 1 was installed after the condensate pumps. At this location the temperature is close to ambient. Autoclave 2 was installed after the feedwater pumps and the low pressure feedwater heaters. The temperature at this location is 120–130 ∞C. Autoclave 3 was installed after the high pressure feedwater heaters. The temperature at this location is 210–230 ∞C.
2.14 Monitoring locations in a secondary system.
Corrosion potential monitoring in nuclear power environments
37
The results of the secondary side measurements at Ringhals can be summarized as follows: ∑ ∑ ∑
Oxidizing conditions at location 1 and 2 independent of hydrazine content. Normally reducing conditions at location 3. Fast response to transients. Transients not detected by other measurements were identified.
Also an influence of the sampling lines was noted in spite of the short lines used. To avoid the sampling problem it was decided to install measuring equipment directly into the feedwater piping. A suitable measuring location (a pressure monitoring point) was located close to the autoclave sampling line, see Fig. 2.15. The seals of the electrodes, see Fig. 2.16, were of a type previously verified in BWR measurements. Examples of results are given in Figs 2.17 and 2.18. During normal steady operation there is only a very small difference between the two potentials but when an oxidant transient occurs the in-pipe electrode reacts much more strongly than the electrode exposed in the autoclave. For example, in Fig. 2.17 a small oxygen transient is detected by the in-pipe measurement only (to the left in the diagram). To the right in the diagram a larger transient Autoclave 2 T = 130 ∞C
Feedwater pumps
R807 V43
High pressure heaters
Autoclave 3 T = 220 ∞C
R808 V31
Oxygen and hydrazine analysis
In situ monitoring point Local sampling point
Steam generators
2.15 The installation point for the in-pipe electrode close to the sampling line for the third autoclave. The installation was made in a pressure monitoring gauge directly into the feedwater piping.
38
Corrosion issues in light water reactors To pressure monitoring gauge Silver/silver chloride electrode
Feedwater pipe
Platinum electrode
Potential (mV SHE)
2.16 The in-pipe electrode for PWR secondary system. The electrode comprises a Pt electrode and a silver chloride electrode. –100
–100
–200
–200
–300
–300
–400
–400
Pt in pipe Pt autoclave 3
–500
–600 94-12-26 12.00
–500
–600 94-12-27 12.00
94-12-28 12.00
94-12-29 12.00
2.17 Example of transient response in the autoclave and at the inpipe monitoring point.
occurs and the in-pipe electrode goes up 150 mV but the autoclave electrode increases only about 25 mV. In Fig. 2.18 a similar transient occurs but here it is also clearly seen that the transient is not only smaller, but is also detected later in the autoclave compared to the in-pipe measurement. The results of the secondary side measurements are summarized as follows [10, 11]: ∑ ∑
Electrochemical measurements are more sensitive to redox variations than other methods used in-plant. Fast response to transients. Transients identified which were not detected by other measurements.
Potential (mV SHE)
Corrosion potential monitoring in nuclear power environments
39
–100
–100
–200
–200
–300
–300
Pt Autoclave 3 –400
–400
Pt in pipe –500
–500
–600 94-10-18 0.00
94-10-18 1.00
94-10-18 2.00
–600 94-10-18 3.00
2.18 Example of transient response in the autoclave and at the inpipe monitoring point.
∑ ∑ ∑ ∑
In-pipe monitoring is more sensitive than measurements in side-stream autoclaves. Reliable service has been demonstrated. Electrochemical monitoring offers an improved water chemistry surveillance. Interesting method for routine use.
However, ECP measurements have not developed to such a routine method for PWR secondary system in the same way as ECP monitoring in BWRs on HWC. One reason for that is a very stable reducing chemistry in certain PWRs without or with only very few transients. During such conditions ECPs are low and stable and thus not so interesting to monitor. However, in other PWRs oxygen transients have been detected and successfully mitigated, for example by revision of plant operation guidelines. It should also be emphasized that in some in-plant installations, the oxygen consumption in the sampling lines probably has been large and even so large that any transients were leveled out. New types of equipment offers improved measurements.
2.4.1
Oxygenated water chemistry in PWR secondary system
There are now suggestions for a new type of water chemistry, Oxygenated Water Chemistry (OWC) [12]. It is well-known that iron transport to the steam generators (SG) can affect the integrity and the performance of the SG. The dominant source of iron is carbon steel used as a structural material in the secondary system. The carbon steel corrodes and releases corrosion
40
Corrosion issues in light water reactors
products to the coolant due to flow assisted corrosion under AVT (all volatile treatment) chemistry. OWC has successfully been adopted in BWRs, some fossil units and a limited number of other types of power plants to suppress flow assisted corrosion of carbon steel. It has also been shown that an increase of the redox potential limits flow assisted corrosion in a secondary side environment and that the redox potential is very sensitive to small amounts of oxygen. Figure 2.19 illustrates the OWC concept for a PWR secondary system. Oxygen is added to the feedwater line at a given point to the left in the diagram. Oxygen will be gradually consumed during transport towards the steam generators. Curve C shows a too low addition. Curve A shows a too high addition where oxygen will go into the SG. Curve B would be the optimum according to this concept. To obtain calibration data for an ECP model for PWR secondary system, measurements were performed on carbon-steel in a laboratory loop. The results have been presented elsewhere [12]. Figure 2.20 shows some of the results obtained at 180 ∞C for different hydrazine contents. The agreement between measured and modeled ECPs are good for the given conditions. Another way to illustrate the modeling accuracy is shown in Fig. 2.21. It shows the calculated loop outlet oxygen concentration versus the measured outlet oxygen content for various hydrazine contents. The good results indicate that the hydrazine oxygen system has been modeled in a good way. For ECP-modeling work a so-called OWC simulator has been developed which in principle is very similar to the BWR ECP-model. Figure 2.22 shows an example of calculations using the OWC simulator. It shows the decrease of the oxygen content and the corrosion potential in a sampling line. The reactions are very fast in small diameter sampling lines as used in SG Feedwater line (Carbon steel)
O2 concentration
Area with FAC O2 injection
Curv Cu rv e
C
Cur
Suitable oxygen range for FAC suppression eA
ve
B
Distance from O2 injection point
2.19 Illustration of the OWC concept [12].
Corrosion potential monitoring in nuclear power environments
41
100
ECP (mV SCE)
0 –100 –200
5000 N2H4 1000 N2H4 300 N2H4 100 N2H4 500 NH3 only Pure water
–300 –400 –500 –600 0.01
0.1
1 O2 conc. (ppb)
10
100
2.20 Modeled ECP as a function of O2 concentration at 180 ∞C and different levels of hydrazine (pH 9.2 except for pure water) [12].
Modeled loop outlet O2 level
100
10
100 300 1000 5000
1
0.1
0.01 0.01
0.1 1 10 Measured loop outlet O2 level
100
2.21 Calculated outlet oxygen concentration vs. measured outlet oxygen at 180 ∞C [12].
the modeling according to the figure, but in large diameter pipes the chemistry conditions can be stable in analogy with the situation in BWRs. Due to that ECP monitoring is needed to follow the effects of OWC.
2.5
Summary and conclusions
The current status of in-plant ECP monitoring is summarized as follows: ∑
In BWRs electrochemical monitoring is an extremely valuable tool for HWC surveillance.
Corrosion issues in light water reactors
O2(ppp)
42
2.22 Simulation of a 25 m long 10 mm sampling line at 180 ∞C with a flow rate of 20 g/s [12].
∑ ∑
∑ ∑
∑
2.6
In PWR primary system redox variations are small outside the core. For low hydrogen chemistry, electrochemical monitoring is of considerable interest. In PWR secondary systems, electrochemical monitoring is a versatile tool for redox monitoring and redox mapping. Electrochemical measurements are strongly recommended for any OWC application in PWR secondary system. We have a good understanding of the basic mechanisms behind ECP and semi-quantitative modeling is possible. Accurate, quantitative modeling is, however, in principle impossible. ECP of SS and Ni-base alloys in reactors is a kinetically determined quantity that depends on the surface properties of the electrode. The surface properties, in turn, may depend on the water chemistry and the history of the electrode. ECP modeling may provide reliable estimates of ECPs upstream and downstream of an ECP measuring point.
Acknowledgements
Many colleagues at Studsvik and at Swedish power plants contributed to this work and their contributions are gratefully acknowledged. Also financial support from Swedish utilities, Swedish Nuclear Power Inspectorate and The Japan Atomic Power Company is gratefully acknowledged.
Corrosion potential monitoring in nuclear power environments
2.7
43
References
1. Ullberg, M. On corrosion potential measurement in BWRs, Proc. Fourth Int. Symp. on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors, NACE, 1990. 2. Molander, A. and Karlberg, G. Hydrogen water chemistry surveillance in a boiling water reactor, Proc. Fourth Int. Symp. on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors, NACE, 1990. 3. Molander, A. and Jansson, C. Conventional and in situ corrosion potential monitoring in a BWR, Proc 1991 Int. Conf. on Water Chemistry in Nuclear Power Plants, JAIF, (1991). 4. Molander, A. et al. Corrosion potential monitoring in Swedish BWRs on hydrogen water chemistry, Proc. Ninth Int. Symp. on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors, TMS, 1999. 5. Molander, A. et al., Comparison of the corrosion potential for stainless steel measured in-plant and in laboratory during BWR normal water chemistry conditions, Proc 1998 Int. Conf. on Water Chemistry in Nuclear Power Plants, JAIF, (1998). 6. Wikmark, G., Lundgren, K., Wijkström, H., Pein, K. and Ullberg, M. SKI Report 2004: 27, 2004. (in Swedish). 7. Molander, A. and Ullberg, M. The Corrosion Potential of Stainless Steel in BWR Environment – Comparison of Data and Modeling Results. Proc. Symp. on Water Chemistry and Corrosion in Nuclear Power Plants in Asia 2003, Atomic Energy Society of Japan (2003). 8. Molander, A. et al., Corrosion potential measurements in reactor water of a PWR, Proc. Fourth Int. Conf. on Water Chemistry of Nuclear Reactor Systems, Bournemouth, BNES, (1986). 9. Molander, A. et al., Significance of corrosion potential monitoring in a PWR primary system, Proc. Fifth Int. Conf. on Water Chemistry of Nuclear Reactor Systems, Bournemouth, BNES, (1990). 10. Molander, A. et al., Electrochemical measurements in secondary system of Ringhals 3 PWR, Proc. Sixth Int. Conf. on Water Chemistry of Nuclear Reactor Systems, Bournemouth, BNES, (1992). 11. Molander, A. et al., Studies of redox conditions in feedwater of PWR secondary systems, EUROCORR’96. 12. Takiguchi, H., Kadoi, E. and Ullberg, M. Study on Application of Oxygenated Water Chemistry for Suppression of Flow Assisted Corrosion in Secondary Systems of PWRs, Presented at the 14th Int. Conf. on the Properties of Water and Steam, Kyoto, Japan, 2004.
3 Kinetics of passivation of a nickel-base alloy in high temperature water A. M A C H E T, A. G A L T A Y R I E S and P. M A R C U S, Laboratoire de Physico-Chimie des Surfaces, France and P. J O L I V E T, M. F O U C A U L T, P. C O M B R A D E and P. S C O T T, Framatome ANP, France
3.1
Introduction
The oxidation behaviour of nickel base alloys in high temperature and high pressure water, simulating the primary circuit of steam generators (SG) of pressurised water reactors (PWR), has been studied by several authors [1– 12]. It is generally recognised that the passivity of this alloy in such conditions is due to the formation of a chromium-rich oxide layer which provides a diffusion barrier and reduces the corrosion rate. The passive layer reduces the release of corrosion products, such as nickel cations, in primary side water. It is of crucial importance because of the activation of 58Ni into 58Co in the primary circuit, which increases the global radioactivity of the primary circuit of PWRs. For safety reasons for the maintenance staff, it is very important to control and limit the release of nickel species in the primary circuit. Another important application of a better knowledge of the formation of the passive film is the understanding of stress corrosion cracking mechanisms [13]. Very few papers deal with the initial stages of passivation in high temperature and high pressure water. The aim of this work was to identify the nature of the oxide layer on Alloy 600 by X-ray Photoelectron Spectroscopy (XPS), from very short to longer times of passivation and to determine the kinetic law for the growth of the barrier oxide layer for both short and longer times.
3.2
Experimental procedure
3.2.1
Materials
Polycrystalline samples of commercial Alloy 600 (Ni-16Cr-9Fe (weight %) or Ni-18Cr-9Fe (atomic %)) were cut either into rectangular coupons of 15 ¥ 10 mm2 (1 mm thick) for shorter oxidation times or disks of 15 mm diameter (1 mm thick) for longer oxidation times. The polycrystalline coupons were mechanically polished to a 1 mm diamond finish. Prior to the short 44
Kinetics of passivation of a nickel-base alloy
45
passivation time periods, further cleaning was performed, in UHV conditions, in the XPS spectrometer, with argon ion sputtering (4 kV, 0.9 mA, 1 ¥ 10–4 Pa (1 ¥ 10–6 mbar), 60 minutes).
3.2.2
Passivation
The short passivation times in high temperature, high pressure water (325 ∞C, ~155 ¥ 105 Pa (155 bar)) were performed in a titanium microautoclave, dedicated to short times of treatment (a few tens of seconds and up), allowing transfers of the samples to and from the XPS spectrometer without air exposure. The cooling in the microautoclave is rapid (~2 minutes) and is performed under argon, as well as the transfer to the XPS, so that the possible changes of the surface composition are minimised. The longer passivation times (up to 400 hours) were performed in a static autoclave, and the samples were rinsed, dried and transferred in air before XPS analysis. The data for t = 0 (blank tests) correspond to the surface analysis of a sample either after the different transfers from the spectrometer to the microautoclave and back to the spectrometer, without immersion in primary water (shorter oxidation times) or after heating up to 325 ∞C in PWR conditions and cooling (longer oxidation times). In both systems, the aqueous solution simulating unsaturated PWR primary water conditions contained 2 mg.l–1 Li and 1200 mg.l–1 B. A hydrogen overpressure of 0.3 ¥ 105 Pa (0.3 bar) was maintained to ensure a dissolved H2 concentration of 35 cm3.kg–1 and a low oxygen content of <30 mg.kg–1. In our experimental conditions, the pH of the solution was 7.1 and the potential was –0.808 V/SHE. This potential is calculated from the H2/H+ equilibrium potential, close to the corrosion potential of Alloy 600 [14].
3.2.3
Surface analysis
For the surface characterisation by XPS, the Ni 2p, Cr 2p, Fe 2p, O 1s, C 1s, B 1s and Li 1s core level spectra were recorded with a VG ESCALAB Mk II X-ray photoelectron spectrometer, with an AlKa or MgKa radiation (hn = 1486.6 and 1253.6 eV, respectively), at a pass energy of 20 eV. The spectrometer was calibrated against the reference binding energies (BEs) of clean Ni and Au samples (Ni 2p3/2 and Au 4f7/2 lines set at 852.8 eV and 84.0 eV, respectively). The take-off angles of the photoelectrons were 90∞ and 45∞, with respect to the sample surface. In the XPS spectrometer, the base pressure of the analysis chamber was 3 ¥ 10–8 Pa (3 ¥ 10–10 mbar). The argon ions sputtering used to clean the surface prior to passivation was carried out in the analysis chamber with an ion energy of 3 keV. To analyse the individual contributions of the Ni 2p3/2, Cr 2p3/2, Fe 2p3/2, O 1s, C 1s, and B 1s core levels, peak decomposition was carried out with a commercial computer
46
Corrosion issues in light water reactors
program (Eclipse provided by VG) using Gaussian/Lorentzian peak shapes, and a Shirley background. For longer passivation times, the depth profile mode was used (in the analysis chamber), with 3 keV argon ions, a target current of 2.5 mA.cm–2, and an Ar pressure of 1 ¥ 10–4 Pa (1 ¥ 10–6 mbar).
3.3
Results
3.3.1
Short oxidation times
Figure 3.1(a) shows the Cr 2p core level spectra recorded after passivation of the polycrystalline alloy for different time periods: from the blank test (0) to 8.2 min. With increasing exposure times, the intensity of metallic chromium decreases (low binding energy part), but the signal is still present after 8 minutes of passivation. To get more detailed information about the changes in chromium surface species, the Cr 2p3/2 peaks have been systematically Ni 2p3/2
Cr 2p3/2 8.2 min
6.5 min
XPS intensity (arb. unit)
XPS intensity (arb. unit)
8.2 min 6.5 min 5.6 min 4.4 min 1.8 min 1.2 min
5.6 min
4.4 min 1.8 min 1.2 min
0.4 min 0.4 min 0 min 0 min
594
590
586 582 578 574 Binding energy (eV) (a)
570
885
875 865 855 Binding energy (eV) (b)
845
3.1 Evolution of the Cr 2p (a) and Ni 2p (b) core level peaks of a Ni16Cr-9Fe (wt.%) alloy for different passivation times in the microautoclave, in high temperature (325 ∞C) water (MgKa X-ray source, take-off angle of 90∞).
Kinetics of passivation of a nickel-base alloy
47
13
XPS intensity (arb. unit.)
XPS intensity (arb. unit.)
decomposed into up to three components: one located at a binding energy (BE) of 574.3 ± 0.1 eV, and two other ones located at BEs of 577.2 ± 0.5 eV and 577.9 ± 0.1 eV (see for example Fig. 3.2(a) for a passivation time of 8.2 min). By comparison with published data [15–17], the signal at 574.3 eV is assigned to metallic chromium in the nickel-base alloy, the signal at 577.2 eV to Cr3+ in Cr2O3 [1, 15, 18] and the signal at 577.9 to Cr3+ in Cr(OH)3 [1, 15]. From this systematic peak fitting, it comes that the signal of chromium (III) hydroxide disappears, around 4 min, in favour of chromium (III) oxide only (Fig. 3.2(a)). Figure 3.1(b) shows the Ni 2p core level spectra recorded after passivation of the polycrystalline alloy for different time periods in a similar comparison: from the blank test (0) to 8.2 min. The signal from metallic nickel is dominant for 0 to 4.4 min of passivation. After 8.2 min., the metallic signal is still present but the signal from oxidised nickel has become significantly more intense. To get more detail about the nature and quantity of oxidised nickel species, two main components (and the associated satellites) are considered for the Ni 2p3/2 peak decomposition: a signal from metallic nickel in the
Cr 2p3/2 Cr2O3 Cr∞
11 584
580
576
572
Fe2O3 14
13
720 715 710 705 Binding energy (eV) (c)
XPS intensity (arb. unit.)
XPS intensity (arb. unit.)
Fe 2p3/2
Ni (OH)2
Ni∞ 16 865 855 845 Binding energy (eV) (b)
Binding energy (eV) (a) 15
Ni 2p3/2 18
O 1s 14
B2O3
Ni (OH)2
Cr2O3 10
542
Fe2O3
538 534 530 Binding energy (eV) (d)
526
3.2 Cr 2p3/2 (a), Ni 2p3/2 (b), Fe 2p3/2 (c) and O 1s (d) core level spectra (and the peak fitting) of a Ni-16Cr-9Fe (wt.%) alloy after 8.2 minutes of passivation in the microautoclave, in high temperature (325 ∞C) water (MgKa X-ray source, take-off angle of 90∞).
48
Corrosion issues in light water reactors
alloy at a BE of 853.1 ± 0.1 eV [8, 15], and another feature located at a BE of 856.8 ± 0.4 eV (see for example Fig. 3.2(b) after 8.2 min. of passivation). The latter signal is attributed to Ni(OH)2 on the surface [19]. The absence of Ni2+ signal corresponding to NiO in the Ni 2p core level spectra, whatever the passivation time, is in agreement with the Pourbaix diagram of Ni at 300 ∞C [20, 21], showing that NiO is not stable in the experimental E-pH conditions of this work. Core level spectra of both Cr and Ni indicate the growth of a surface oxide layer (composed of oxide and hydroxides). The Fe 2p3/2 spectra (see for example Fig. 3.2(c) after 8.2 min. of passivation) show low intensity signals, due to the low concentration of iron in the alloy as well as on the surface after passivation (the surface concentration in the oxide layer is <5 at. %). The Fe 2p3/2 spectra are fitted by only one peak, located at 710.6 ± 0.2 eV, corresponding to oxidised iron in Fe2O3 [15]. The peak decompositions of the alloying elements are well correlated with the O 1s peak decomposition (see for example Fig. 3.2(d) for 8.2 min. of passivation), including the chromium oxide feature at a BE of 531.1 ± 0.6 eV, the chromium hydroxide feature at a BE of 531.8 ± 0.2 eV (for passivation times less than 4 min.) and a feature at 532.2 ± 0.5 eV attributed to the hydroxide ions in nickel hydroxide. As a minor feature, one can systematically see a small oxygen signal of O2– in Fe2O3 (530.6 ± 0.3 eV). The oxygen signal coming from a contamination by boron oxide is located at 533.1 ± 0.5 eV, with also a small contribution at very high binding energy (around 538 eV). The latter peak, strongly shifted, is due to differential charging effects on this compound [19]. The angle-dependent XPS data (not shown here) for the O 1s core level indicate that the nickel hydroxide is located on the chromium oxide surface [19]. A simple layer model, based on the stratification of the passive layer, is shown in Fig. 3.3. This model has been used for the calculation of the thickness of the different layers present in the passive film. It consists of an outermost layer of Ni(OH)2, an intermediate layer of Cr(OH)3 and an inner Cr2O3 oxide layer, in contact with the alloy. Due to its low concentration (<5 at.%), and to the difficulty to locate the small amount of detected Fe2O3, it was not included in this model. The equivalent thicknesses of the external layer (Cr(OH)3 and Ni(OH)2) and the Cr2O3 internal layer have been systematically determined from the XPS intensities of the metallic and oxide features. Figure 3.4 displays the results corresponding to the Cr2O3 inner layer, plotted as a function of passivation time. From the examination of Fig. 3.4, three domains are observed: (i) after the first exposure (0.4 min), the formation of chromium oxide, (ii) from 0.4 to ~4 min, there is a plateau corresponding to an ultra-thin Cr2O3 oxide layer (~ 1 nm). (iii) beyond ~4 min, a re-oxidation is observed, with the growth of the Cr2O3 layer.
Kinetics of passivation of a nickel-base alloy
49
Ni(OH)2 Cr(OH)3 Cr2O3
Ni-Cr-Fe alloy
3.3 Layer model used for the calculation of the thickness of the different layers present in the passive film formed on the Ni-16Cr-9Fe (wt.%) (Ni-18Cr-9Fe at.%) alloy surface after a short oxidation in high temperature (325 ∞C) water.
Equivalent thickness of the chromium oxide layer (nm)
3
1
2
2
3
Plateau
1 Experimental data for alloy 600 Inverse logarithmic curve fitting Parabolic curve fitting Logarithmic curve fitting 0 0
1
2
3
4 5 6 7 Passivation time (min)
8
9
10
3.4 Equivalent thickness of the Cr2O3 internal layer formed on a Ni16Cr-9Fe (wt.%) alloy (Ni-18Cr-9Fe at.%) as a function of passivation time in the microautoclave, and the parabolic, logarithmic and inverse logarithmic fitting of the growth of the Cr2O3 layer in Step 3.
The three domains are indicated on Fig. 3.4. After 8 minutes of passivation, the oxide layer is still growing, exhibiting a duplex layer with islands of Ni(OH)2 on top of the continuous inner layer of Cr2O3 (2 nm thick). Complementary information on the structural aspects of the inner Cr2O3 layer have been obtained by Scanning Tunneling Microscopy
50
Corrosion issues in light water reactors
(STM), indicating that this layer is crystalline and that its structure is consistent with the hexagonal structure of the oxygen sub-lattice hc in the (0001) orientation of a-Cr2O3 [19]. Figure 3.4 displays the curve fitting of the kinetics of the Cr2O3 growth by three classical kinetic models: parabolic, logarithmic and inverse logarithmic, the equations of which are the following: ∑ ∑
parabolic fitting: ( d Cr2 O 3 – 0.9) 2 = 0.35 ¥ ( t – 4.3) logarithmic fitting: d Cr2 O 3 = 0.9 + 0.39 ¥ ln(4.06 ¥ (t – 4.3) + 1)
∑
inverse logarithmic fitting:
0.6 t – 4.3 = 1.62 – ln ( d Cr2 O 3 – 0.9) ( d Cr2 O 3 – 0.9) 2
At this point, it is not possible to discriminate between the three growth laws, but it will be shown below that the discrimination becomes possible by extrapolating to longer oxidation times and comparing with the experimental data.
3.3.2
Longer oxidation times
The samples have been exposed from 0 (blank test) to 400 hours in high temperature (325 ∞C) and high pressure water in a static autoclave. The XPS spectra of the oxidised samples (before sputtering) show that the signals corresponding to the metallic alloy (Ni, Cr, Fe) are not detected (see for example Fig. 3.5(a), (c) after 100 hours of passivation), which indicates that the oxide layer is thicker than the one measured for short oxidation times. XPS depth profiles were performed in order to get in-depth information on the composition of the oxide layer. To be consistent with the results obtained for short times of oxidation, before and during sputtering, for each passivation time, the Cr 2p3/2 core level was systematically decomposed into metallic chromium from the alloy, at a BE of 574.4 ± 0.1 eV, and Cr2O3 at a BE of 577.4 ± 0.1 eV, the Ni 2p3/2 core level into metallic nickel from the alloy at a BE of 853.1 ± 0.1 eV, and Ni(OH)2 at a BE of 857.3 ± 0.1 eV. An example of peak decomposition is given in Fig. 3.5, after a passivation time of 100 hours in a static autoclave. The intensity of the Fe 2p core level was very weak so the peak decomposition was difficult to perform, and only the intensity of the Fe 2p1/2 core level peak is reported in Fig. 3.6 (to avoid the overlapping with the Ni Auger lines in the Fe 2p3/2 region, with the AlKa X-ray source). As regards the O 1s core level peak, it was decomposed into two constituents: the hydroxyl OH– at a BE of 532.8 ± 0.2 eV and the oxygen in oxide O2– at a BE of 531.1 ± 0.2 eV (Fig. 3.5(e) and (f)). Figure 3.6 displays one typical example of the XPS profiles obtained on the Ni-16Cr-9Fe (wt.%) alloy (Ni-18Cr-9Fe at. %) oxidised 100 hours in high temperature water, as a function of sputtering time. From the examination
Cr2O3
30 25
20 585 580 575 Binding energy (eV) (a) 857.3 eV
90
570
Ni 2p3/2
Ni (OH)2
80 70 60 50
80
865 855 Binding energy (eV) (c) 532.8 eV
Cr2O3
60 50
574.6 eV Cr∞
40 30 20 590
585 580 575 Binding energy (eV) (b)
Hydroxide
60
531.1 eV Oxide
40 20 540
536 532 528 Binding energy (eV) (e)
570
853.1 eV Ni 2p 3/2 Ni∞
110 100 90 80 70
Ni (OH)2 857.3 eV 875
845
O 1s
51
577.4 eV Cr 2p3/2
70
60 875
80
XPS intensity (KCPS)
XPS intensity (KCPS)
590
XPS intensity (KCPS)
XPS intensity (KCPS)
577.4 eV Cr 2p3/2
XPS intensity (KCPS)
XPS intensity (KCPS)
Kinetics of passivation of a nickel-base alloy
865 855 845 Binding energy (eV) (d)
531.1 eV O 1s 80
Oxide
60
532.8 eV Hydroxide
40 20 540
536 532 528 Binding energy (eV) (f)
3.5 Cr 2p3/2, Ni 2p3/2, and O 1s core level spectra (and the peak fitting) of a Ni-16Cr-9Fe (wt.%) alloy after 100 hours in high temperature (325 ∞C) water, in a static autoclave: before ion sputtering ((a), (c) and (e), respectively) and after 70 minutes of ion sputtering ((b), (d) and (f), respectively). AlKa X-ray source, sputtering conditions: Ar ions, 3 keV, 2.5 mA · cm–2.
of Fig. 3.6, one can observe that both the intensities corresponding to the hydroxyl contributions in O 1s and Ni 2p core levels decrease rapidly as a function of sputtering time. At the same time, an increase of the oxide contributions in the O 1s and Cr 2p3/2 core levels is observed. It is concluded that the external layer is mainly composed of Ni(OH)2 while the inner layer is composed of Cr2O3. The weak intensity of the signal of the Fe 2p3/2 core level does not present any significant variation during sputtering.
52
Corrosion issues in light water reactors Ni (metallic) Cr (oxide) O (oxide)
Ni (hydroxide) Fe (total)
Cr (metallic) O (hydroxide)
70 60 O (hydroxide)
XPS Intensity (kCPS/s)
Internal layer: 10 nm 50 O (oxide)
40 30 Cr (oxide)
20
Ni (metallic)
Ni (hydroxide) 10
Cr (metallic)
Fe (total)
0 0
10
20 30 40 Sputtering time (min)
50
60
3.6 XPS depth profile of the oxide layer formed on a Ni-16Cr-9Fe (wt.%) alloy (Ni-18Cr-9Fe at.%) after 100 hours in high temperature (325 ∞C) water, in a static autoclave (AlKa X-ray source, sputtering conditions: Ar ions, 3 keV, 2.5 mA · cm–2).
In order to determine the thickness of the chromium oxide inner layer from the XPS profiles, we have used the intensity of oxygen in the oxide (O2–). The sputtering time between the maximum of the intensity (when the chromium oxide is reached), and the intensity at half maximum (assigned to the oxide/alloy interface) is measured. The sputtering time is then converted into thickness, using the calibration obtained from Nuclear Reaction Analysis (NRA): 0.25 nm.min–1 for a target current of 2.5 mA.cm–2 [22]. After oxidation of Alloy 600, for 100 hours in high temperature water (Fig. 3.6), the equivalent thickness of Cr2O3 is 10 nm ±1 nm. The same systematic treatment of the XPS depth profiles, after oxidation times from 0 (blank test) to 400 hours, has allowed us to obtain the thickness of Cr2O3 for each passivation time. Figure 3.7 shows the kinetics of chromium oxide growth for passivation times up to 400 hours. The thickness of the inner Cr2O3 layer increases significantly up to 20 hours, then it becomes almost constant.
3.3.3
Extrapolation of the growth laws calculated for short oxidation times and comparison with the experimental data
In order to relate the data of the kinetics of passivation of the alloy for short and long oxidation times (up to 400 hours), the three kinetic laws fitting the
Kinetics of passivation of a nickel-base alloy
53
Equivalent thickness of the chromium oxide layer (nm)
160 Experimental data for Alloy 600 Inverse logarithmic curve fitting Parabolic curve fitting Logarithmic curve fitting
140 120 100 80 60 40 20 0 0
100
200 300 Passivation time (h)
400
500
3.7 Kinetics of passivation of a Ni-16Cr-9Fe (wt.%) alloy (Ni-18Cr-9Fe at.%) in high temperature (325 ∞C) water: thickness of the inner Cr2O3 layer vs. passivation time. The three extrapolations from the data obtained for short oxidation times are shown: parabolic, logarithmic and inverse logarithmic models.
data for the short oxidation times have been extrapolated, using the initial value of the Cr2O3 oxide layer (measured after the blank test). The three equations are now: ∑ ∑
parabolic fitting: ( d Cr2 O 3 – 6) 2 = 0.35 ¥ t logarithmic fitting: ( d Cr2 O 3 = 6 + 0.39 ¥ ln (4.06 ◊ t + 1)
∑
inverse logarithmic fitting:
0.6 t = 1.62 – ln ( d Cr2 O 3 – 6) ( d Cr2 O 3 – 6) 2
The three calculated curves are plotted on Fig. 3.7. It comes from the comparison of the fitted and experimental data that the parabolic and inverse logarithmic laws are out of range, while a satisfactory agreement is obtained with the logarithmic law.
3.4
Discussion
The results of this work and of the STM data [19] show that, in the initial stage of oxidation, the mechanisms of passivation of the Ni-16Cr-9Fe (wt.%) alloy (Ni-18Cr-9Fe at. %) involve three steps: ∑
Step 1: selective dissolution of nickel from the metallic alloy, and nucleation and growth of Cr2O3 islands, covered by Cr(OH)3, in contact with the primary water solution.
54
∑
∑
Corrosion issues in light water reactors
Step 2: coalescence of the Cr2O3 islands and formation of a continuous layer of Cr2O3 (about 1 nm thick), with an outer layer of Cr(OH)3. At this point, there is a temporary blocking of the growth of Cr2O3, evidenced by the plateau in the kinetics of Fig. 3.3. Step 3: the oxide growth starts again with the conversion of Cr(OH)3 into Cr2O3 according to: Cr(OH)3 + Cr Æ Cr2O3 + 3H+ + 3e– and then the further growth of Cr2O3.
The data for short oxidation times can be well fitted by classical growth models. To check the consistency of the models, the growth of Cr2O3 has been followed from the depth profiles obtained for longer oxidation times. The comparison of the extrapolated growth law to longer times shows that in the range of passivation times up to 400 hours, it is possible to rule out unambiguously the parabolic and inverse logarithmic laws. Only the logarithmic law fits well the experimental data. From a mechanistic point of view, the fact that the parabolic law does not fit the data shows that the hypothesis of thermally activated solid state diffusion is not valid here. The mechanism associated to a logarithmic law involves the mobility of ions in a high field (with the tunneling of electrons through the oxide). However, the thickness of 10 nm, obtained here for the Cr2O3 oxide layer, seems too large for the electron tunneling effect. However, one has to remember that the chromium oxide is crystalline and grain boundaries are present in the oxide layer [19]. Such defects, and possibly other defects, can allow the transfer of electrons. This approach has revealed that it is possible to follow the kinetics of the growth of the inner Cr2O3 layer in the initial stages of passivation. It is the first direct evidence of the key role of short oxidation times in the kinetics of the Cr2O3 oxide growth on nickel-base alloys in high temperature water. In the context of the release of nickel species, it has been possible to estimate the amount of nickel released in the aqueous solution, during step 1. The resulting value (0.2 mg.dm–2) is in satisfactory agreement with some recent data [23], obtained with electropolished coupons of Alloy 690, after 24 hours (the shortest time investigated in this work). In the context of stress corrosion cracking [13], the three-step mechanism that is proposed here can be used as a reasonable hypothesis to describe the repassivation process after local breakdown of the passive layer.
3.5
Conclusion
The kinetics of passivation in high temperature and high pressure water of a Ni-16Cr-9Fe (wt.%) alloy (Ni-18Cr-9Fe at. %) has been investigated. The composition and the thickness of the surface oxide layer have been measured for very short oxidation times (minutes) and longer oxidation times (up to 400 hours). The thickness of the inner chromium oxide barrier layer has been
Kinetics of passivation of a nickel-base alloy
55
measured as a function of oxidation times. From the three kinetic laws that fit well the experimental data for the short oxidation times, only the logarithmic law can be retained from the comparison of the extrapolated growth laws with the experimental data for long oxidation times. The logarithmic law is characteristic of an apparent mechanism of high charge field effect for the growth of the internal Cr2O3 layer. This approach has revealed that it is possible to follow the kinetics of the growth of the inner Cr2O3 layer in the initial stages of passivation.
3.6
References
1. J. E. Castle, C. R. Clayton, Passivity of Metals, R. P. Frankenthal and J. Kruger Eds., The Electrochemical Society, Princeton, N. J., USA, 1978, 714–729. 2. N. S. McIntyre, D. G. Zetaruk, D. Owen, J. Electrochem. Soc., 1979, vol. 126, 750– 760. 3. C. Y. Chao, L. F. Lin, D. D. Macdonald, J. Electrochem. Soc., 1981, vol. 128, 1187– 1194. 4. L. F. Lin, C. Y. Chao, D. D. Macdonald, J. Electrochem. Soc., 1981, vol. 128, 1194– 1198. 5. R. L. Tapping, D. Davidson, E. McAlpine, D. H. Lister, Corros. Sci., 1987, vol. 26, 563–576. 6. P. Combrade, M. Foucault, D. Vançon, P. Marcus, J. M. Grimal, A. Gelpi, Proceedings of the 4th International Symposium on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors, D. Cubicciotti Ed., NACE, 1989, 79–95. 7. J. Robertson, Corros. Sci., 1991, vol. 32, 443–457. 8. T. M. Angeliu, G. S. Was, J. Electrochem. Soc., 1993, vol. 140, 1877–1883. 9. N. Hakiki, D. Colin, O. De Bouvier, E. Picquenard, G. Sagon, J. Corset, M. Da Cunha Belo, Proceedings of the International Symp. Fontevraud III, Contribution of Materials Investigation to the Resolution of Problems Encountered in Pressurized Water Reactors, 1994, vol. 1, 327–336. 10. B. Stellwag, Corros. Sci., 1998, vol. 40, 337–370. 11. F. Carette, M. C. Lafont, G. Chataignier, L. Guinard, B. Pieraggi, Surf. Interf. Anal., 2002, vol. 34, 135–138. 12. F. Carette, L. Guinard, B. Pieraggi, Proceedings of the International Conference on Water Chemistry of Nuclear Reactor Systems, Operation Optimisation and New Developments (2002). 13. F. P. Ford and P. L. Andersen, in Corrosion Mechanisms in Theory and Practice – Second Edition, Revised and Expanded, Ed. P. Marcus, Marcel Dekker, Inc., New York (USA), 2002, and reference therein. 14. N. Totsuka, Z. Szklarska-Smialowska, Corrosion, 1987, vol. 43, 734–738. 15. P. Marcus, J. M. Grimal, Corros. Sci., 1992, vol. 33, 805–814. 16. V. Maurice, W. P. Yang, P. Marcus, J. Electrochem. Soc., 1994, vol. 141, 3016–3027. 17. A. M. Salvi, J. E. Castle, J. F. Watts, E. Desimoni, Appl. Surf. Sci., 1995, vol. 90, 333–341. 18. N. S. McIntyre, D. G. Zetaruk, D. Owen, Appl. Surf. Sci., 1978, vol. 2, 55–73. 19. A. Machet, A. Galtayries, S. Zanna, L. Klein, V. Maurice, P. Jolivet, M. Foucault, P. Combrade, P. Scott, P. Marcus, Electrochimica Acta, 2004, vol. 49, 3957–3964.
56
Corrosion issues in light water reactors
20. B. Beverskog, I. Puigdomenech, Corros. Sci., 1997, vol. 39, 969–980. 21. B. Beverskog, I. Puigdomenech, Corros. Sci., 1997, vol. 39, 43–57. 22. A. Machet, A. Galtayries, P. Marcus, A. Gelpi, C. Brun, P. Combrade, J. Phys. IV, 2001, vol. 11, 79–88. 23. F. Carette, PhD Thesis, Institut National Polytechnique de Toulouse (2002).
Part II Stress corrosion cracking: susceptibility and initiation
57
58
Corrosion issues in light water reactors
4 IASCC susceptibility under BWR conditions of welded 304 and 347 stainless steels M. L. C A S T A Ñ O, CIEMAT, Spain, B. VA N D E R S C H A A F, NRG, Holland, A. R O T H, Framatome ANP, Germany, C. O H M S, JRC-IE, Holland, D. G AV I L L E T, PSI, Switzerland and S. VA N D Y C K, SCK·CEN, Belgium
4.1
Introduction
Core components of light water reactors (LWR), made of austenitic stainless steels (SS) and nickel alloys, subjected to stress and exposed to relatively high fast neutron flux may suffer a cracking process termed as Irradiation Assisted Stress Corrosion Cracking (IASCC). This degradation phenomenon is a time dependent process in which neutron and gamma radiation are directly implicated in the initiation and propagation of cracking [1]. Although this type of cracking was first recognized in boiling water reactors (BWR), later service failures attributed to IASCC were also observed in pressurized water reactors (PWR) components [2]. Cracking of welded reactor pressure vessel (RPV) internal components, such as core shrouds, has increased in BWR during recent years. Most of these cracking incidents were associated with the heat-affected zone (HAZ) of the welded components. As cracking was located in the HAZ, some core shroud failures have been attributed to classical Intergranular Stress Corrosion Cracking (IGSCC) of thermally sensitized stainless steels, due to the significant grain boundary carbide precipitation occurring in the HAZ during the welding process. However, the intergranular cracking of stabilized and L-grade materials, where carbide precipitation is minimized, cannot be sufficiently explained by the thermal chromium depletion mechanism [3]. Although the maximum end-of-life dose for BWR core shrouds is about 3 ¥ 1020 n/cm2 [4], below the threshold fluence (5 ¥ 1020 n/cm2) for IASCC in BWR of annealed materials, the influence of neutron irradiation in the HAZ of welds is still an open question. As a consequence of the welding process, residual stresses, microstructural and mechanical changes are induced in the welded stainless steels. In addition, neutron radiation can lead to critical modifications in material characteristics and in the surrounding water environments, which can modify the stress corrosion cracking resistance of the components. While the IASCC of base materials is being widely studied, the specific conditions of weldments are rarely addressed. 59
60
Corrosion issues in light water reactors
An engineering and scientific approach to understand the behaviour of welds under irradiation was the base for the definition of the INTERWELD Project. The objective of the project is to explore the neutron radiation induced changes in the welding heat-affected zones of components, such as core shrouds of the BWR, that promote intergranular cracking. For this purpose the relation between the development of weld residual stresses, microstructure, microchemical and mechanical properties during irradiation and the stress corrosion cracking behaviour of the materials is investigated. This work was performed with the financial support from the European Commission, EURATOM FP5 (contract number FIKS-CT-2000-00103). A more detailed description of the project has been published previously [5].
4.2
Experimental procedure
4.2.1
Materials
Two austenitic stainless steels, type 304 and 347, were used for this experimental work. The chemical compositions of these materials are listed in Table 4.1. To produce the weldments, two plates of 2500 mm ¥ 200 mm ¥ 12 mm of each material, 304 and 347 SS, were joined by welding along the long side of the rectangular strips. Figure 4.1 is a scheme of the welding profile. Gas Tungsten Arc Welding (GTAW) was used for the root pass (first pass) and Shielded Metal Arc Welding (SMAW) for all filler passes (passes 2–5). A
Table 4.1 Chemical composition of the materials (wt.%) Materials
C
Si
Mn
P
S
Cr
Ni
Nb
Nb/C
304 347
0.042 0.03
0.310 0.46
1.63 1.22
0.03 0.034
0.010 0.005
18.36 17.69
9.50 10.34
– 0.49
– 16.3
60∞ 5
12
2 1 3 4 Base metals: 304 or 347
2–4
Base metals: 304 or 347 SS
4.1 Scheme of the welding (mm). Source: Framatome ANP.
IASCC susceptibility under BWR conditions
61
double-V shape was selected to minimize the shrinkage and deformation of the weld plates.
4.2.2
Irradiation process
After the welding process, the two plates were divided and weld strips/ slices, stress corrosion, tensile, microstructural and microchemical test specimens were fabricated. All these samples (specimens and strips) were inserted in the irradiation capsules and irradiated at 300 ∞C by NRG in the High flux Reactor (HFR) in Petten, NL, at two neutron fluences: 0.3 and 1.0 dpa.
4.2.3
Materials characterization
Before and after irradiation the materials were fully characterized. The general microstructure was determined by optical and Transmission Electron Microscopy (TEM), for both base metal and HAZ. The grain boundary characterization at the HAZ was performed by Auger Electron spectroscopy. Vickers micro-hardness and tensile properties were determined in the base metal and HAZ. For mechanical characterization, flat micro-tensile samples of 0.3 mm thickness and 5.5 mm gauge length were used. The mechanical properties at the HAZ were determined by fabrication of micro-tensile samples every 0.4 mm from the fusion line. The sensitization degree of unirradiated stainless steel 304 and 347 weldments was determined using the Double Loop-EPR (Electrochemical Potentiodynamic Reactivation) method. In order to get information about the HAZ, examinations were performed by successively cut tangential cross sections along the weld edge (weld direction) starting nearest the fusion line and proceeding in defined distance steps (0.2 mm) towards the unaffected base metals.
4.2.4
Residual stresses measurements
Weld residual stresses are determined by destructive and non-destructive methods. Before irradiation, weld residual stresses were measured by neutron diffraction and by the ring-core technique while after irradiation only neutron diffraction was used. The ring-core technique was used by Framatome ANP to determine the local weld residual stresses (WRS) in depth as a reference for the neutron diffraction technique. For this purpose, surface strains are measured using strain gauges rosettes. A ring is machined around the strain-gauge-rosette by electric discharge machining (EDM). The removal of materials around the rosette leads to an elastic relaxation of the remaining core, on top of which
62
Corrosion issues in light water reactors
the strain-gauge is applied. With this procedure a depth profile of residual stresses can be determined. Measurements were performed locating the centre of the strain gauge at 1 mm from the fusion line. Three locations along the plate were measured: the centre and the two ends of the plate. More details about the technique were published previously [6]. Neutron diffraction was used to determine the weld residual stresses before and after the irradiation. This technique is a powerful tool for non-destructive measurement of residual stresses deep within crystalline materials at reasonable spatial resolution. Bragg’s law is applied, which relates the average lattice spacing at a point in a component, from which neutrons with a certain wavelength are diffracted. By measuring changes in the lattice spacing, one can determine the residual strains, and then derive stresses. Measurements in a sufficient number of directions – normally at least three – have to be made. Facilities at the HFR of the JRC in Petten, NL, and at PSI in Villigen, CH, were used for these measurements.
4.2.5
Stress corrosion tests
To evaluate the susceptibility of the materials to stress corrosion cracking, SSRT tests were performed at a strain rate of 3.5 ¥ 10–7 s–1. Flat tensile specimens with a gauge length of 16 mm and 1 mm thickness were fabricated. Samples were machined to contain part of the weld metal, the HAZ and the base metal in the gauge length, Fig. 4.2. The unirradiated materials and materials having two levels of irradiation (0.3 and 1.0 dpa), respectively, were tested or will be tested. By the time of this paper only results of the unirradiated material and the irradiated material with 0.3 dpa were available. SSRT are performed using ‘as welded’ materials. However, in the unirradiated condition, some samples of 304 and 347 SS were tested with a post weld heat treatment (PWHT): 580 ∞C, 24 hours for 304 SS and 450 ∞C, 24 hours for 347 SS. Tests have been carried out at 290 ∞C and 90 MPa, in pure water with inlet conductivity less than 0.1 mS/cm 47
15.5
16
15.5
∆4 13 R3.5
Weld
1 8
4.2 SSRT sample geometry (mm). Source: CIEMAT.
IASCC susceptibility under BWR conditions
63
Table 4.2 Slow strain rate test matrix for welded 304 and 347 materials Unirradiated As welded
0.3 dpa
Environment
PWHT
As welded
Pure water + 200 ppb O2 Inert gas
x x
x
x x
and 200 ppb of dissolved oxygen (DO). In addition, slow strain rate tests at the same temperature were performed in argon gas. Table 4.2 presents the test matrix. SSRT are carried out in a refreshed autoclave incorporated to a high temperature/high pressure loop suitable to perform SCC with irradiated materials. During the tests, stress and strain of every sample are recorded, as well as water chemistry parameters and environmental conditions. All the tests have been carried out to the sample fracture at high temperature. After testing, the fracture surface and the gauge length of the tested samples are examined by Scanning Electron Microscopy (SEM), to identify the presence of secondary cracking and the cracking morphology and to quantify the percentage of Intergranular (IG), Transgranular (TG) and Ductile (D) fracture mode.
4.3
Results and discussion
4.3.1
Material characterization
The microstructure of the base metals for both 304 and 347 SS contains a fully austenitic matrix with annealing twins. The number of twins decreases in the heat affected zone. No grain boundary precipitation was detected in both materials at any location. The grain size was 40 mm in the base metal of 347 SS and 50 mm in the base metal of 304 SS. In the heat affected zone an increase of grain size was observed: 60 mm for 347 and 65 mm for 304. The width of HAZ in terms of grain size variation can be estimated to approximately 600 mm. TEM observations of both unirradiated materials indicate a low dislocation density, typical for austenitic stainless steels (1013 m–2 for base metal 347 SS and 1014 m–2 for HAZ 347 SS). Some stacking faults and small precipitates were found. Close to the fusion line recrystallized regions are observed, surrounded by a matrix with a high dislocation density. In general, in both materials the dislocation density increases with decreasing distance from the fusion line. Welded 304 SS presents a slightly higher dislocation density than welded 347 SS. Some deformed samples were examined and the results indicate that the deformation takes place predominantly by twinning at room temperature and by dislocation motion at 300 ∞C, both in base metal and
64
Corrosion issues in light water reactors
HAZ of 304 and 347 weldments. The characterization of irradiated materials is still in progress. Vickers micro-hardnesses of unirradiated welded 304 and 347 SS, from 0 to 3000 mm of the fusion line were determined. The hardness values range from 200 to 250 Hv, but these variations does not allow the determination of the HAZ, in terms of hardness modifications. Mechanical properties of unirradiated 304 and 347 SS were determined at room temperature and at 300 ∞C, both in the base metal and HAZ. Significant mechanical properties variations are observed from base metal to the HAZ in both materials. In general, an increase of yield strength (YS) is observed in the HAZ, Fig 4.3, while ultimate tensile strength (UTS) and uniform elongation (UE) present no significant differences along the fusion line. In the base metal, the YS of 347 SS, at both room temperature and 300 ∞C, is higher than the YS of 304 SS. However, the YS of 304 and 347 SS in the HAZ are comparable. Results of sensitization measurements show that all EPR values range from 0.05 to 0.45%. Metallographic observations of the sample surfaces after the EPR tests do not indicate specific grain boundary attack. Accordingly, no sensitization of the materials due to the welding process was produced in 304 and 347 SS. Similar results were obtained by Auger Electron Spectroscopy used for grain boundary characterization of the unirradiated 304 and 347 HAZ. No significant differences in the respective average of alloying elements concentrations, iron, nickel, chromium, in the intergranular area and the ductile areas were observed in both materials. A slight segregation of 600
Yield strength dependence of AISI 304 as a function of the distance from the fusion line. Ttest = 573 K e = 7.46 ¥ 10–4 s–1
Yield strength (MPa)
500
400
300
200
100
0 –1000
–500
0 500 1000 1500 2000 2500 Distance from the fusion line (mm)
3000
4.3 Yield strength of 304 SS as a function of distance from fusion line, at 300 ∞C. Source: PSI.
IASCC susceptibility under BWR conditions
65
phosphorus was observed in a low percentage of the intergranular areas of 347 and 304. Examination of irradiated samples will indicate the possible modification of the grain boundary microchemistry induced by irradiation.
4.3.2
Residual stresses measurements
Residual stresses measurements by ring-core technique indicate no significant differences in the residual stress state of the two materials, 304 and 347 SS. Figure 4.4 shows an example of the stresses measured by this technique. In general, the profiles show prevailing tensile stresses although at some locations compressive stresses were also observed. The stresses parallel to the fusion line are significantly higher than stresses perpendicular to the fusion line. The stresses on the face containing the last welding pass are also significantly higher than those on the opposite face. During the sectioning of the plates into strip samples for irradiation and corrosion testing, a significant amount of residual stresses were also released. Residual stress measurements by neutron diffraction were performed in welded 347 and 304 plates. Results on 347 SS indicate that the largest residual stresses are in the welding longitudinal direction. Stresses as high as 400 MPa were found in the long 347 SS specimens, while the shorter specimens, corresponding in size to the specimens irradiated at the HFR, exhibited significantly lower longitudinal stresses – up to 200 MPa, Fig. 4.5. Welding 400
Residual stress parallel to weld (MPa)
300
200
100 304.B.1 (centre/face 2 = welding pass #4) 304.E (Y) (edge/face 2 = welding pass #4) 304.F (X) (edge/face 2 = welding pass #4) 304.B.1 (centre/face 1 = welding pass #5) 304.E (Y) (edge/face 1 = welding pass #5) 304.F (X) (edge/face 1 = welding pass #5)
0
–100
–200 0.0
1.0
2.0
3.0 Depth (mm
4.0
5.0
6.0
4.4 Depth profiles of the residual stress parallel to the weld direction in the HAZ in ‘as welded’ 304 SS. Source: Framatome ANP.
66
Corrosion issues in light water reactors 500 Longitudinal 270 mm
Residual stress (MPa)
400
Longitudinal 30 mm Longitudinal 4 mm
300 200 100 0 –100 –200 –45
–30
–15
0 Position (mm)
15
30
45
4.5 As welded 347 SS: Mid-thickness longitudinal residual stresses for varying lengths of plate. Source: JRC.
transverse and plate normal stresses were found to be far less significant and hardly influenced by shortening of plates. Measurements on welded 304 SS show a large scatter, attributed to the grain size of the material. Nevertheless, it will be necessary to test, whether this situation changes during irradiation.
4.3.3
Stress corrosion cracking
Typical stress/strain curves of unirradiated and irradiated (0.3 dpa) 304 and 347 SS, obtained at 290 ∞C in oxidizing water and inert gas, can be observed in Figs 4.6 and 4.7. In the case of unirradiated 347 SS, no differences were found in the curves obtained in water and in inert gas. However, in the case of unirradiated 304 SS lower strain to failure and maximum stress were found in the samples tested in water than in the samples tested in inert gas. Some samples of unirradiated 304 and 347 SS were tested with a PWHT. The results indicate no significant differences in the behaviour of both materials in ‘as welded’ and PWHT conditions [6]. Concerning the irradiated material (0.3 dpa), Figs 4.6 and 4.7 show that neutron irradiation produces an increase of YS and maximum stress and a reduction of elongation in both materials. This hardening induced by neutron radiation is a well known effect on austenitic stainless steels. Accompanying an increase in hardness is a decrease in the ductility and fracture toughness. The YS of 300 series stainless steels at 300 ∞C can reach 5 times the unirradiated values for 7–10 dpa [7]. In fact, the increase in yield strength follows a square root dependence on dose. For a neutron fluence of 0.3 dpa, both materials, welded 304 and 347 SS, show a YS around 400–420 MPa. These values agree with the general tendency for 300 series stainless steels.
IASCC susceptibility under BWR conditions
Stress (MPa)
700
102
600
87
500
73
400
58
300
44
200
29
100
15
0 0
5
10
15
20
25 30 % Strain
35
40
45
Stress (ksi)
AISI 304 Unirradiated Inert gas 200 ppb DO Irradiated 200 ppb DO Inert gas
67
0 50
4.6 Stress/strain curve of 304 SS tested at 290 ∞C. Source: CIEMAT.
700
Stress (MPa)
600
102 87
500
73
400
58
300
44
200
29
100
15
0
0
5
10
15
20
25 30 % strain
35
40
45
Stress (ksi)
AISI 347 Unirradiated Inert gas 200 ppb DO Irradiated 200 ppb DO Inert gas
0 50
4.7 Stress/strain curve of 347 SS tested at 290 ∞C. Source: CIEMAT.
Unirradiated samples of 304 and 347 SS tested in inert gas show 100% of ductile fracture. However, samples of unirradiated 304 SS tested in pure water + 200 ppb DO, show some percentage of transgranular fracture, Fig. 4.8, while samples of unirradiated 347 SS tested in the same water environment always present ductile fracture. In general, the transgranular fracture observed in non-sensitized materials
68
Corrosion issues in light water reactors
14% Transgranular 86% Ductile
4.8 Fracture surface of unirradiated 304 materials tested at 290 ∞C in pure water + 200 ppb DO. Source: CIEMAT. 25% Transgranular 75% Ductile
4.9 Fracture surface of irradiated (0.3 dpa) 304 SS tested at 290 ∞C in pure water + 200 ppb DO. Source: CIEMAT.
tested in high temperature water may be considered as an artifact of the extreme severe mechanical conditions during SSRT [8]. However, similar severe mechanical conditions are achieved during testing of 347 SS and no transgranular cracking was observed. Probably, elongated inclusions in 304 SS, observed in the fracture surface of tested samples, could have some influence on the initiation and propagation of the transgranular fracture. Fracture surfaces of irradiated (0.3 dpa) 347 SS samples, tested at 290 ∞C in inert gas and in pure water show 100% of ductile fracture. However, the fracture surface of irradiated (0.3 dpa) 304 SS tested in pure water + 200 ppb DO, shows some percentage of transgranular fracture, Fig. 4.9, while samples tested in inert gas show ductile fracture. No intergranular fracture was detected in any of the tested samples. According to the literature [9], a threshold neutron fluence of around 5 ¥ 1020 n/cm2 (equivalent to appr. 1 dpa) is necessary to induce any susceptibility to intergranular cracking in annealed material. In spite of the hardening observed in the material, irradiated 304 and 347 weldments with 0.3 dpa do not show any intergranular cracking in the tested environment. Future SSRT tests with welded 304 and 347 SS irradiated to 1 dpa will show if these materials are susceptible or not to intergranular cracking.
4.4
Conclusions
The evolution of the weld residual stresses, microstructure mechanical properties and stress corrosion behaviour, induced by neutron irradiation, is being evaluated in the framework of the INTERWELD project. Material
IASCC susceptibility under BWR conditions
69
characterization, residual stress measurements and stress corrosion cracking tests were performed and are partially still in progress. Preliminary results indicate that in spite of the hardening observed in the material, the irradiated 304 and 347 weldments with 0.3 dpa do not show any susceptibility to intergranular cracking at 290 ∞C in pure water with 200 ppb of dissolved oxygen, based on the results of SSRT.
4.5
References
1. S. Bruemmer. ‘New issues concerning radiation induced materials changes and irradiation assisted stress corrosion cracking in LWR’. 10th Int. Symp. on Environ. Degradation. of Materials in NPS-Water Reactors. Lake Tahoe (2001). 2. P. Scott, M. Meurier, D. Deydier, S. Silvestre, A. Trency. ‘An analysis of Baffle Former Bolt cracking in French PWRs’. Environmental Assisted Cracking: Predictive Methods for Risk Assessment and Evaluation of Materials Equipment and Structures. ASTM 1410. West Conshohocken, (2000). 3. T.M. Angeliu, P. Andresen, E. Hall, J.A. Sutliff, S. Sitzman, R.M. Horn. ‘IGSCC of unsensitized stainless steels in BWR environments’. 9th Int. Symp. on Environmental Degradation of Materials in NPS-Water Reactors. TSM. 1999, p. 311. 4. H.M. Chung, J.H. Park, W. Ruther, R. Strain, J. Sanecki, N, Zaluzec. ‘Cracking mechanism of type 304L stainless steels core shroud welds’. 9th Int. Symp. on Environmental Degradation. of Materials in NPS-Water Reactor. TSM. 1999, p. 973. 5. B. Van der Schaaf, A. Roth, C. Ohms, D. Gavillet, S. Van Dyck, M.L. Castaño. ‘Irradiation effect on the evolution of the microstructure, properties and residual stress in the heat affected zone of stainless steels (INTERWELD)’. FISA-2003. EU Research in Reactor Safety, Luxembourg, 10–13 November 2003. 6. A. Roth, B. Van der Schaaf, M.L. Castaño, C. Ohms, D. Gavillet, S. Van Dyck. ‘INTERWELD: European Project to determine Irradiation Induced Materials Changes in the HAZ of Austenitic Stainless Steel Welds that influence the Stress Corrosion Behaviour in High Temperature Water’, MPA-Seminar, 9–10, October 2003. 7. G. Was. ‘Recent developments in understanding Irradiation Assisted Stress corrosion Cracking’. 11th Intern. Symp. on Environ. Degradation of Materials in NPS-Water Reactors. TSM. Stevenson, WA. August 2003, p. 965. 8. A. Jenssen, L. Ljungberg. ‘IASCC of stainless steels alloys in BWR normal water chemistry and hydrogen water chemistry’. 6th Int. Symp. on Environ. Degradation of Materials in NPS-Water Reactors. TSM. S. Diego, CA, August 1993, p. 547. 9. M. Kodama et al, ‘IASCC susceptibility of austenitic stainless steels irradiated to high neutron fluence’. 6th Intern. Symp. On Environ. Degradation of Material in NPSWater Reactor. TSM. S. Diego , CA, August 1993, p. 583.
5 The effect of lead on resistance of low alloy steel to SCC in high temperature water environments K. M A T O C H A and G. R O Ž N O V S K Á, VÍTKOVICE, Czech Republic and V. H A N U S, NPP Czech Republic
5.1
Introduction
Metallic lead or lead compounds have been identified in many cases as stress corrosion cracking initiators in tubing materials of operating PWR steam generators [1–8]. However almost no information is available in literature about the susceptibility of low alloy steels to PbSCC in deaerated high temperature water environments. As the primary collector bodies of WWER 1000 steam generator, made of a low alloy steel of type 10GN2MFA, rank among the most stress and corrosion exposed component of the horizontal steam generator, a research programme involving the study of lead (in concentrations 1 ppm, 10 ppm and 100 ppm) on resistance of the steel to SCC was realized. Slow strain rate tests of fatigue precracked C(T) specimens oriented in L-R direction were used for determination of the beginning of the stable crack growth and the average environmentally assisted crack growth rate. Static autoclave tests at 278 ∞C were performed in water solutions simulating crevice environments having pH278 5.5 and pH278 7.02.
5.2
Testing material
All test specimens were extracted from the bottom part of WWER 1000 primary collector body made of 10GN2MFA low alloy steel with bainitic microstructure. Its chemical composition is shown in Table 5.1. Tensile properties (in longitudinal direction) of the studied steel at laboratory temperature and at 278 ∞C are summarized in Table 5.2. Table 5.1 Chemical composition of the studied steel (wt%) C
Mn
Si
P
S
Cu
Ni
Cr
Mo
V
0.09
0.89
0.24
0.011
0.008
0.07
2.23
0.22
0.48
0.04
70
The effect of lead on resistance of low alloy steel to SCC
71
Table 5.2 Tensile properties of the studied steel (test specimens 3 mm in diameter, cross head speed 0.2 mm/min.) Test temperature
YS [MPa]
UTS [MPa]
Z [%]
+20 ∞C 278 ∞C
518 439
620 580
75 72
Table 5.3 Chemical composition of modeled crevice solutions investigated
5.3
pH278
NaCl
Na2SO4
H2SO4
7.0 5.5
329.9 ppm 329.9 ppm
739.6 ppm 739.6 ppm
– 102.1 ppm
Experimental procedure
SCC tests in deaerated high temperature water solutions were performed in static autoclave 11 l in volume fitted with INOVA servohydraulic testing machine. Chemical composition of the modeled crevice solutions investigated is shown in Table 5.3. Pb2+ cations in concentrations of 1 ppm, 10 ppm and 100 ppm were introduced as PbO. High temperature pH of water solutions was calculated using MULTEQ programme in UJV Rez near Prague. Slow strain rate tests of C(T) specimens were carried out under stroke control at a stroke rate of 9.2 ¥ 10–7 mm/s. The initiation of stable crack growth was monitored by the AC Potential Drop method. The average environmentally assisted crack growth rate was calculated as
VCOR =
Da – Da air t
where t is the time from the beginning of the stable crack growth to the end of the test. Fracture surfaces created by stable crack growth during autoclave tests were examined by scanning electron microscope.
5.4
Results and discussion
The fracture behaviour of the studied steel in air at temperatures ranging from 20 ∞C to 300 ∞C is characterized by a ductile stable crack growth. The variation in d (crack tip opening displacement) with crack advance Da was investigated in air at 290 ∞C using a multiple specimen method [9]. The initiation of stable crack growth expressed like stress intensity factor Kd for Da = 0.05 mm was found to be (Kd)in = 134 MPam1/2.
72
Corrosion issues in light water reactors
Table 5.4 Results of slow strain rate tests of fatigue precracked C(T) spec., u = 9.2 ¥ 10–7mm/s Modeled solution
Pb2+
a0 [mm]
Vpl [mm]
Da [mm]
d [mm]
(Kd)in [MPam]
VCOR [mm/s]
Secondary water pH278 7.02 pH278 7.02 pH278 7.02 pH278 7.02 pH278 5.5 pH278 5.5 pH278 5.5 pH278 5.5
0
24.17
0.21
0.07
0.12
138
0
0 1 ppm 10 ppm 100 ppm 0 1 ppm 10 ppm 100 ppm
25.24 25.24 23.83 24.10 23.39 25.00 24.10 24.00
0.10 0.25 0.23 0.24 0.18 0.18 0.25 0.34
0.05 0.09 0.23 2.60 0.32 0.67 0.33 6.46
0.08 0.13 0.13 0.12 0.11 0.10 0.13 0.13
123 141 90 75 66 62 64 58
0 0 2.9 6.3 5.1 1.1 4.1 1.3
¥ ¥ ¥ ¥ ¥ ¥
10–7 10–6 10–7 10–6 10–7 10–5
Results of slow strain rate tests on fatigue precracked C(T) specimens in solutions with varying Pb2+ are shown in Table 5.4. The results presented in this table demonstrate that lead cations (Pb2+) enhance the SCC susceptibility of 10GN2MFA low alloy steel in both high temperature modeled crevice solutions. The rise of Pb2+ concentration from 10 to 100 ppm in the water solution with pH278 7.02 caused the decrease of the of stable crack growth initiation and the increase of VCOR. However the steel under investigation was not found susceptible to SCC in this solution in the case where Pb2+ £ 1 ppm. The susceptibility of the steel to SCC was also found to be affected by the high temperature pH of the solution. The alteration in high temperature pH from 7.02 to 5.5 entailed the decrease of the stable crack growth initiation from (Kd)in = 123 MPam1/2 to (Kd)in = 66 MPam1/2 and the subcritical crack growth due to SCC. The increased concentrations of Pb2+ ions had almost no effect on the beginning of the stable crack growth but affected significantly the average crack growth rate. Fractographic analysis of the fracture surfaces created by SCC in dearated solutions (see Fig. 5.1) revealed the same fractographic features formerly observed on fracture surfaces of test specimens tested in aerated distilled water [9]. The higher crack growth rates were accompanied by the significant occurrence of transverse microcracks on fracture surface (see Fig. 5.2, Table 5.5). Metallographic evaluation of test specimen cross sections showed that the transverse microcracks were initiated in the process zone ahead of the growing crack and probably contributed to the increase of crack growth rate (see Fig. 5.3).
The effect of lead on resistance of low alloy steel to SCC
73
5.1 Transgranular brittle fracture with river patterns. Modeled crevice solution, pH278 5.5, u = 9.2 ¥ 10–7 mm/s, t = 278 ∞C, 0 ppm Pb2+
5.2 Modeled crevice solution, pH278 7.02, u = 9.2 ¥ 10–7 mm/s, t = 278 ∞C, 100 ppm Pb2+.
74
Corrosion issues in light water reactors Table 5.5 The relation between environmentally assisted crack growth rate and the frequency of transverse microcrack occurrence Modeled solution
pH278 pH278 pH278 pH278 pH278
7.02, 100 ppm Pb2+ 5.5, 0 ppm Pb2+ 5.5, 1 ppm Pb2+ 5.5, 10 ppm Pb2+ 5.5, 100 ppm Pb2+
VCOR [mm/s] 6.3 5.1 1.1 4.1 1.3
¥ ¥ ¥ ¥ ¥
10–6 10–7 10–6 10–7 10–5
Frequency of microcrack occurrence significant isolated significant isolated significant
5.3 The occurrence of transverse microcracks on fracture surface and in process zone of the growing crack.
5.5
Conclusions
From the results obtained in this study it follows that: ∑ ∑ ∑ ∑
The susceptibility of 10GN2MFA low alloy steel to SCC in deaerated high temperature water environments with increased concentrations of Cl–, Na+ and SO 2– 4 is affected by high temperature pH. Lead cations (Pb2+) enhance the SCC susceptibility of the steel in both solutions investigated (pH278 7.02 and pH278 5.5). The presence of Pb2+ affected both the beginning of stable crack growth and VCOR. The higher crack growth rates were accompanied by the significant occurrence of transverse microcracks probably initiated in the process zone ahead of the growing crack.
The effect of lead on resistance of low alloy steel to SCC
5.6
75
Acknowledgement
This work was supported by the Ministry of Education of the Czech Republic through project LN00B029.
5.7
References
1. Hélie, M. Lead Assisted Stress Corrosion Cracking of Alloys 600, 690, and 800. Proc. of Sixth International Symposium on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors. Edited by R.E. Gold and E.P. Simonen. A publication of the Minerals, Metals and Materials Society. ISBN Number 0-87339-258-2, 1993, p. 179. 2. Castaňo-Marín, L., Gomez-Briceňo, D., Hernández-Arroyo, F. Influence of Lead Contamination on the Stress Corrosion Resistance of Nickel Alloys. Proc. of Sixth International Symposium on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors. Edited by R.E. Gold and E.P. Simonen. A publication of the Minerals, Metals and Materials Society. ISBN Number 0-87339-258-2, 1993, p. 189. 3. Costa, D. and co-workers. Interaction of Lead with Nickel-Base Alloys 600 and 690. Proc. of Seventh International Symposium on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors. NACE International. ISBN: 1-877914-95-9, 1995, Vol. 1, p. 199. 4. Wright, M.D and co-workers. Embrittlement of Alloy 400 by Lead in Secondary Side Steam Generator Environments. Proc. of Seventh International Symposium on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors. NACE International, ISBN: 1-877914-95-9, 1995, Vol. 1, p. 209. 5. Chung, K.K. and co-workers. Lead Induced Stress Corrosion Cracking of Alloy 690 in High Temperature Water. Proc. of Seventh International Symposium on Environmental Degradation of Materials in Nuclear Power Systems-Water Reactors. NACE International. ISBN: 1-877914-95-9, 1995, Vol. 1, p. 233. 6. Hélie, M., Lambert, I., Santarini, G. Some Considerations about the Possible Mechanisms of Lead Assisted Stress Corrosion Cracking of Steam Generator Tubing. Proc. of Seventh International Symposium on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors. NACE International, ISBN: 1-877914-95-9, 1995, Vol. 1, p. 247. 7. Hwang, S.S., Kim, K.M., Kim, U. Ch. Stress Corrosion Cracking Aspects of Nuclear Steam Generator Tubing Materials in the Water Containing Lead at High Temperature. Proc. of the Eighth International Symposium on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors. American Nuclear Society, Inc. ISBN: 0-89448-626-8, Vol.1, p. 200. 8. Sarver, J.M., Miglin, B.P. A Parametric Study of the Lead-Induced SCC of Alloy 690. Proc. of the Eighth International Symposium on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors. American Nuclear Society, Inc. ISBN: 0-89448-626-8, Vol. 1, p. 208. 9. Matocha, K., Wozniak, J. Analysis of WWER 1000 Collector Cracking Mechanisms. Topical Meeting on WWER 1000 Steam Generator Integrity, Tokyo, Japan, 25–29 September 1995.
6 Effect of cold work hardening on stress corrosion cracking of stainless steels in primary water of pressurized water reactors O. R A Q U E T and E. H E R M S, CEA/Saclay, France and F. V A I L L A N T, T. C O U VA N T and J. M. B O U R S I E R, EDF/Les Renardières, France
6.1
Introduction
The factors which have been identified to possibly contribute to Irradiation Assisted Stress Corrosion Cracking (IASCC) of austenitic stainless steels (ASSs) in Pressurized Water Reactors (PWRs), via a synergic effect, may be categorized as either radiation water chemistry (water radiolysis and the subsequent increase in the electrochemical potential – g heating and local concentration of ions), direct microstructural effects (radiation induced hardening – hydrogen and helium embrittlement) irradiation creep or microcompositional effects (radiation-induced segregation of impurities and redistribution of major alloying elements). To complement IASCC tests performed in hot cells, a R&D programme is carried out in CEA and EDF laboratories to investigate separately the effects of factors which could contribute to IASCC mechanisms. In the framework of this study, the influence of cold work on Stress Corrosion Cracking (SCC) of ASSs in PWR primary water is studied to supply additional knowledge concerning the contribution of radiation hardening on IASCC of ASSs. Testing of unirradiated materials in primary water conditions is intended to play a significant role in the attempt to discriminate the specific effect of material hardening on the susceptibility of ASSs to SCC. Susceptibility of sensitized ASSs to SCC is a well known phenomenon identified in BWR oxidizing environments. Long term research carried out in the case of BWR-type conditions has shown that respective minimum levels of chloride and oxygen are required for SCC susceptibility [1, 2]. Electrochemical potential identified in the case of ASSs exposed to hydrogenated PWR are usually considered as too low to promote SCC susceptibility. Solution annealed ASSs, essentially of type AISI 304(L) and AISI 316(L), are generally considered as immune to SCC in hydrogenated primary water and these materials are thus widely used in PWRs. The specific role of hardening could be thus envisaged as especially important in the case of IASCC of ASSs in deoxygenated PWR environments where irradiation induced grain boundary depletion of chromium appears 76
Effect of cold work hardening on stress corrosion cracking
77
not directly able to explain the susceptibility to SCC, the corrosion potential in these conditions remaining well below the critical cracking potential recognized for sensitized ASSs [3]. The detrimental role of cold-work was clearly recognized in pure water BWR conditions in presence of oxygen [4– 9]. Some rather recent data [10, 11] have then demonstrated that ASS specimens including a cold deformed hump were susceptible to SCC in hydrogenated boric acid environment under CERTs conditions. The objective of this chapter is to detail the results obtained in the framework of the CEA-EDF research programme dealing with SCC of cold-worked ASSs. The main focus of this programme was to determine conditions in terms of types of cold-work leading to the susceptibility of ASSs to SCC in nominal hydrogenated PWR conditions, to define dedicated primary criteria of SCC susceptibility and to explore the range of susceptibility of these materials.
6.2
Experimental procedure
6.2.1
Materials
Commercial purity AISI 304L plate material was the main material used for the study. Average grain size is 50 mm and level of ferrite 5%. The chemical composition of the plate materials was measured as 0.026% C, 19.23% Cr, 9.45% Ni, 0.17% Cu, 0.24% Mo, 1.49% Mn, 0.52% Si, 0.027% P, 0.002% S, 0.064% N (in wt %). Some tests were performed on commercial AISI 316L stainless steels of the following composition: 0.027% C, 17.2% Cr, 12.15% Ni, 0.12% Cu, 2.34% Mo, 1.76% Mn, 0.48% Si, 0.23% P, 0.001% S, 0.064% N (in wt %). The samples were fully annealed 1050 ∞C during 30 minutes then quenched by argon flux under vacuum. Solution treatment was carried out before application of any cold-working procedure.
6.2.2
PWR test procedure
All of the tests performed in the framework of this study were carried out inside dedicated static 316L autoclaves including direct measurement of hydrogen partial pressure via the use of in-situ Ag-Pd probes. Hydrogen concentrations tested were located inside the range of 25 to 35 cc/kgH2O.STP. The level of pollutants (chloride, fluoride, sulfate) is controlled after each test in autoclave via ionic chromatography in order to verify that concentration of each pollutant remain below the specified value of 50–100 ppb. Analysis of the fracture surface was performed using Scanning Electron Microscopy (SEM) in order to determine the morphology of fracture surface and the average depth of SCC. When mentioned, the average SCC growth rate was defined and calculated as follows: average SCC growth rate (mm/ hour) = (maximum crack depth on fracture surface (mm)) / (time to failure (hours)).
78
6.2.3
Corrosion issues in light water reactors
CERTs on specimens not cold-worked
As a basis regarding susceptibility of the material to SCC in PWR conditions for the whole study, CERT test was performed on a smooth specimen of AISI 304L ASS not cold-worked before tensile testing. The cold-worked layer associated with previous manufacturing was suppressed by full annealing. The specimen was additionally electropolished before tensile testing. The initial surface hardness of the material in these conditions is lower than 150HV (0.98N). CERT test was performed in nominal primary water conditions with a deformation rate of 1.1 ¥ 10–7s–1 at 360 ∞C. A reference test on a same specimen was additionally performed in inert gas at 360 ∞C. In order to analyze the incidence of stress triaxiality on the susceptibility of material to SCC, some tests were performed on smooth specimens comprising a circumferential V-notch perpendicular to the tensile axis. These specimens were fully annealed after the machining of the V-notch and thus no residual cold-work is intended.
6.2.4
CERTs on cold pressed V-humped specimens
The specimens cold-worked by a V-hump were manufactured from AISI 304L and AISI 316L of the composition mentioned above. These samples were prepared from initial flat tensile specimens fully annealed. The cold deformed hump was performed in the centre of the gauge length by the use of a dedicated die. The velocity of the crosshead of the tensile machine was fixed to 2 ¥ 10–4 mm.min–1 during these experiments which corresponds to a local deformation rate of 10–6 s–1 inside the hump. The maximum measured initial surface hardness is located at the inlet of the V-hump and corresponds to a value of 340HV (1.96N) before tensile tests for the 304L material. In order to complement this study, V-humped specimens were prepared from 304L plates initially cold-worked by cross-rolling (reduction of thickness 89%, initial surface hardness 380HV). These specimens were then tested by CERT in primary water at 360 ∞C.
6.2.5
CERTs on specimens cold-worked by fatigue
These specimens were extracted from 8 mm diameter, 16 mm long samples previously cold-worked by fatigue at ambient temperature. The characteristics of the fatigue cold-working applied in the first stage are the following: tensile-compressive loading cycle, total deformation ± 2.4%, extension rate 4 ¥ 10–3 s–1, 50 cycles. This treatment lead to a uniform cold-work inside the 4 mm diameter specimens extracted from the above samples. The resulting surface hardness is 320HV (1.96N) and Ferriscope® measurements showed formation of 6% of martensite phase from austenite in the cold-worked
Effect of cold work hardening on stress corrosion cracking
79
material. Then specimens were tested in CERTs at 360 ∞C and for a constant extension rate of 1 ¥ 10–7 s–1. In order to obtain references on the role of martensitic phases formed during cold-working regarding the susceptibility of the material to SCC, some specimens were extracted from samples previously cold-worked by fatigue at 200 ∞C. At this temperature formation of martensite by cold-working is indeed not intended. In this latter case, the initial surface hardness of the material is lower compared to specimens cold-worked at laboratory temperature 255HV (1.96N) due to the absence of martensitic transformation. Due to the reduction of yield strength with temperature, the increase of the dislocation density generated by fatigue loading is higher inside the specimen cold-worked at 200 ∞C. The specimens cold-worked by fatigue were tested by CERT at 360 ∞C and 1 ¥ 10–7 s–1. All specimens were manufactured from AISI 304L of the composition mentioned above.
6.2.6
CERTs on specimens cold-worked by counter sinking and cold rolling
For comparison purposes, some specimens were cold-worked by conventional machining and rolling. The procedure in the latter case is a cross-rolling with a final reduction of thickness to 89%. The resulting hardness after coldworking is 380HV (1.96N) in the whole specimen thickness. The specimen was then tested in CERT at 360 ∞C and 2.5 ¥ 10–8 s–1. The surface hardness resulting from cold-working by counter sinking is 400HV (0.98N), the depth of the cold-worked layer being roughly 250 mm. The specimen was then tested in CERT at 360 ∞C and 1 ¥ 10–7 s–1. All specimens were manufactured from AISI 304L of the composition mentioned above.
6.2.7
CERTs on specimens cold-worked by shot peening
Shot-peening treatment was selected in order to reproduce practical cases of superficial cold-working. The procedure of shot-peening provided a high initial surface hardness of 474HV (0.49N). The material hardness decreases with depth as shown in Fig. 6.1 (profile of micro-hardness measurements). The cold-worked layer has a total depth of 250 mm. The maximum residual stresses in surface of the material were in the range of 850 MPa (compressive). In the aim to study the specific effect of the initial surface hardness on material susceptibility to SCC, dedicated specimens were prepared from shot-peened samples in order to obtain progressive lower surface hardness. Electropolishing was used to eliminate a part of the outer hard layer obtained by shot-peening and obtain test specimens with a respective initial surface
80
Corrosion issues in light water reactors 500
Hardness (HV 0.48N)
304L CW by shot-peening 400 300 200 100 0 0
50
100
150 200 Depth (mm)
250
300
6.1 Evolution of material hardness in the case of specimens coldworked by shot-peening, note the initial high surface hardness.
hardness of 300HV (0.49N) and 270HV (0.49N). All specimens were made from AISI 304L of the composition above and were tested by CERT at 360 ∞C and 1 ¥ 10–7 s–1.
6.2.8
Constant load tests
These tests were performed on AISI 304L samples of the composition mentioned above. The procedure for specimen cold-working is based on theses used for CERTs. The objective of the long-term constant load tests described here is to assess the susceptibility of ASS material under static conditions. One constant load test was performed on a specimen cold-worked by shot-peening (initial surface hardness 474HV (0.49N)). The load applied is 550 MPa (core of sample) which corresponds to a total deformation of 18%. The second test was performed on a cylindrical smooth specimen coldworked by fatigue at ambient temperature (see procedure above). An additional circumferential V-notch was machined around the specimen to increase the severity of the test. The initial surface hardness before testing was 340HV (1.96N). The load applied corresponds to 80% of the maximum value reached during previous CERT tests on the circumferential V-notched specimens mentioned above. The constant load tests were carried out at 360 ∞C in nominal primary water conditions.
6.2.9
Constant deformation tests
Systematic constant deformation tests were performed on AISI 304L and 316L U-bends and 4-points bending specimens (respective deformation at
Effect of cold work hardening on stress corrosion cracking
81
the apex 10% and 4%). In the case of each material the following previous cold-working modes were applied: shot-peening (same procedure than mentioned above), rolling (50% reduction of thickness), bending and tensile deformation (20%). Additionally, U-bends of each material were prepared from plates not previously cold-worked.
6.3
Results and discussion
6.3.1
Results obtained on not cold-worked specimens
The measured deformation to failure for the annealed specimen tested (CERT, 1 ¥ 10–7 s–1) in primary water is 39.5%. The fracture surface was ductile. Observation of lateral surfaces however, showed the presence of small intergranular defects located in the striction area of the sample. Preparation and observation of a specimen cross section showed that the average depth of these defects is always below 30 mm. Observation of a similar specimen tested in inert gas did not allow detection of a similar type of defect. A slight intergranular initiation appears then to be possible on annealed ASS materials in hydrogenated primary water under severe testing conditions (CERT conditions, striction area) but no propagation occurred. Existence of strain/ stress localization and triaxiality were, on the contrary, identified as having a decisive effect on material susceptibility to cracking. The smooth specimen circumferentially notched and annealed revealed a great susceptibility to cracking by SCC when tested in CERT conditions. The initiation of cracks is located inside the notch and the mode of fracture obtained is intergranular with a slight transgranular initiation area. Conditions of stress/strain triaxiality on annealed specimen appear thus sufficient to lead to a noticeable susceptibility to cracking by SCC in PWR primary water conditions.
6.3.2
Influence of the cold-work process
Tests on V-humped specimens Tests carried out on V-humped specimens confirmed the strong susceptibility of ASSs cold deformed in these conditions. The deepest crack reached more than 1 mm for a test duration of 660 hours which corresponds to an average crack growth rate of 1.5 mm/h. Similarly to what was observed in the case of circumferentially notched specimens, the mode of fracture is fully intergranular for AISI 304L with noticeable traces of plasticity observed on the face of grain boundaries (traces of slip bands). In the case of AISI 316L, the mode of fracture obtained is a fully river pattern transgranular SCC mode. As mentioned above, conditions of triaxiality of stress/strain under dynamic deformation conditions (CERT) strongly favours the susceptibility of ASSs to SCC. A cold working process including an initial compressive stress state
82
Corrosion issues in light water reactors
(V-hump) appears to promote susceptibility of materials to cracking under CERT conditions. On the contrary, V-humped specimens prepared from 304L plate coldworked by cross-rolling and then tested by CERT at 360 ∞C in primary water did not show any susceptibility to SCC. The fracture surface obtained after tests showed only dimple ductile fracture. Excessive cold-work (reduction of thickness 89% was obtained by cross-rolling) seems to prevent any SCC susceptibility of the material in some specific conditions. The cold-work itself is then not intrinsically a decisive factor of sensitization of ASS material to cracking by SCC in PWRs conditions. The susceptibility to SCC of Vhumped stainless steels samples to SCC was originally observed by Smialowska et al. [10, 11] in borated, hydrogenated water at 350 ∞C and more recently by Arioka [12, 13] and Kaneshima [14] after CERTs on V-humped specimens constructed from 316L stainless steel. The fracture mode observed by Kaneshima on 316L after CERTs at 360 ∞C also consists of transgranular cracking but with some local intergranular area on samples previously annealed. Some specimens were also initially cold-worked by rolling before the manufacturing of the hump. The authors observed that the amount of SCC brittle mode decreased when the initial deformation ratio increased, the fracture surfaces observed being completely ductile when the initial deformation ratio was beyond 50%. These observations are fully in agreement with this study where excessively initially cold-worked V-humped specimens (cross rolling) did not show any susceptibility to SCC during CERTs. The localization of deformation supplemented by the initial presence of compressive residual stresses appears as decisive factors promoting SCC of ASSs under dynamic deformation conditions (CERT). CERTs on specimens cold-worked by fatigue, cold rolling and counter sinking Despite the particular severity of the cold-working conditions mentioned above in the case of specimens cold-worked by counter sinking and cold rolling, CERTs in hydrogenated primary water conditions at 360 ∞C lead only to ductile fracture. These two types of cold-work do not appear to be susceptible to sensitize the material to SCC. The nature of the cold-working procedure is then especially important regarding susceptibility of ASSs to SCC in primary water conditions. On the contrary, AISI 304L previously cold-worked by fatigue is strongly susceptible to cracking during CERTs. Fracture surfaces of specimens cold-worked by fatigue at ambient temperature before CERT at 360 ∞C showed large SCC propagation zones. The morphology of cracking was mixed (intergranular and transgranular) with a dominant transgranular mode of fracture. The measured average crack growth rate was over 1.6 mm/h. As mentioned above in the case of V-humped samples, a
Effect of cold work hardening on stress corrosion cracking
83
cold-working procedure including compressive deformation appears as a major contributor to the SCC susceptibility of ASSs under dynamic deformation conditions (CERTs). Specimens previously cold-worked at 200 ∞C and tested by CERT in primary water at 360 ∞C showed that no major effect of the preexisting martensite phase on SCC susceptibility exist in the framework of these experiments. The extension of cracking is indeed similar on specimens containing no martensite (cold-worked by fatigue at 200 ∞C before CERTs) with respect to specimens containing martensite (previously cold-worked at ambient temperature). A very limited role of the martensite was similarly underlined by Andresen [8] after testing carried out on ASSs in pure water under oxygenated and hydrogenated conditions. CERTs on specimens cold-worked by shot-peening
Average crack growth rate (mm/h)
Specimens cold-worked by shot-peening and tested by CERT in primary water at 360∞ C showed strong susceptibility to cracking. As mentioned above, existence of residual compressive stress state before tests promote susceptibility to SCC. Large SCC fracture mode is identifiable on specimen fracture surfaces. SCC propagation mode is transgranular and the measured average crack growth rate on fracture surfaces was beyond 1 mm/h. A strong influence of the initial surface hardness on SCC susceptibility is observed. Figure 6.2 shows the evolution of the average crack growth rate depending on initial surface hardness measured before CERTs. The average crack growth rate strongly decreases with surface hardness. A criterion of 300 ± 10HV (0.49N) can be proposed as a minimum required regarding SCC cracking susceptibility of ASSs. This criterion is quite similar to those that were 1.0 E250
0.9 0.8 0.7 0.6 0.5 0.4 0.3 0.2 0.1 0.0 0
E294 50
E301 312
100 150 200 250 300 350 400 450 Initial surface hardness (HV5)
500
6.2 Evolution of the average crack growth rate on specimens tested by CERT versus the initial surface hardness, CW by shot-peening, PWR primary water, 360 ∞C.
84
Corrosion issues in light water reactors
proposed by Tsubota et al. [5] for SCC of ASSs in pure water containing oxygen at 288 ∞C. These authors observed that SCC of 304L under creviced bent beam conditions (CBB tests) in pure water saturated with oxygen occurred beyond a critical surface hardness of 270HV.
6.3.3
Influence of the mechanical solicitation
Constant load tests The specimens tested under constant load in primary water at 360 ∞C did not show any susceptibility to SCC. Slight initiation was, however, observed in the case of the specimens cold-worked by shot-peening. The depth of the SCC cracks was observed by SEM inside the notch of the cold-worked specimen tested under constant load in primary water for 17 000 hours. These latter observations showed that the maximum crack depth reached was less than 20 mm. The morphology of cracking is transgranular. Similar behaviour was observed on shot-peened specimen tested under constant load: initiation of SCC cracks was observed after 4,000 hours of test but no additional propagation of these initiated cracks was reported after 7,000 hours of total test duration. Observation of cross sections of the tested sample showed that the maximum depth of initiated crack was lower than 20 mm. Constant deformation tests Similarly to what was observed during constant load tests, susceptibility of ASSs to SCC under constant deformation is particularly weak. No cracking was observed in the case of all of the previously cold-worked AISI 304L or 316L samples after 9,000 hours of total test duration in primary water at 360 ∞C. Slight, dispersed initiation of SCC cracks was only observed in the case of AISI 304L and 316L shot-peened specimens after 5,600 hours of test but no further propagation was reported. It is important to note that this slight initiation of SCC was then identified only in the case of heavily coldworked specimens showing the strongest initial surface hardness among all of the cold-working procedures evaluated. No initiation was also reported on notched specimens. It is important to note that noticeable SCC of ASSs in primary water of PWRs was thus only reported in the framework of this study under dynamic deformation conditions (CERTs). Under static conditions or for an excessively low deformation rate corresponding to the natural creep rate at 360 ∞C, no propagation of SCC cracks was reported but crack initiation identified. Most of the results available in the open literature dealing with SCC of ASSs in PWRs conditions and where SCC propagation was identified, were obtained under dynamic deformation conditions. Crack propagation on pre-cracked
Effect of cold work hardening on stress corrosion cracking
85
fracture mechanics CT-type specimens was, for instance, obtained under cyclic loading (regular periodic unloading stages) [15] or trapezoidal wave loading [16]. It can be envisaged that a minimum deformation rate should be eventually required to allow crack propagation in the case of cold-worked ASSs exposed to PWRs conditions.
6.4
Conclusions
1. Strong SCC susceptibility of ASSs can be observed under dynamic deformation conditions (CERTs) in hydrogenated primary water of PWRs. This susceptibility to cracking is promoted by cold-work and/or localization of deformation. 2. Cold-work procedure including compressive stage (fatigue, shot-peening) strongly favours SCC susceptibility in PWRs conditions and under dynamic deformation conditions. 3. For a given cold-working procedure, SCC susceptibility of ASSs materials increases with cold-work. A threshold of susceptibility can be identified in the case of the shot-peening procedure and for AISI 304L stainless steels in terms of initial surface hardness before CERT. SCC crack propagation is observed beyond 300HV for shot-peened specimens. For excessively severe levels of cold-work by cold-rolling, material does not appear to be susceptible to cracking. 4. SCC initiation but no propagation is identified under static conditions (constant load, constant deformation). Dynamic deformation conditions (CERTs, cyclic loading) appear as a prerequisite for SCC susceptibility of ASSs in PWRs.
6.5
Acknowledgement
The authors sincerely thank the ‘Conseil Général d’Île de France’ for his contribution to the financing of the SEM.
6.6
References
1. B.M. Gordon, Materials Performance, 19, 4, 1980. 2. P. Combrade, in Corrosion sous Contrainte: Phénoménologie et mécanismes – Bombannes, eds D. Desjardins and R. Oltra, 1990. 3. P. Scott, Journal of Nuclear Materials, 211, 1994. 4. J. Kuniya, I. Masaoka, R. Sasaki, Corrosion, 44, 1, 1988. 5. M. Tsubota, Y. Kanazawa, I. Hitoshi, 7th International Symposium on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors, 1995. 6. H. Hanninen, Effect of sensitization and cold work on stress corrosion susceptibility of austenitic stainless steels in BWR and PWR conditions, VTT Metals Laboratory Report 88, May 1981.
86
Corrosion issues in light water reactors
7. P. Andresen, T.M. Angeliu, W.R. Catlin, L.M. Young, R.M. Horn, Corrosion 2000 conference, paper 203. 8. P. Andresen, T.M. Angeliu, L.M. Young, Corrosion 2001 conference, paper 228. 9. M.O. Speidel, R. Magdowski, 9th International Symposium on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors, 1999. 10. Z. Szkalarska-Smialowska, Z. Xia, Corrosion, 48, 1992. 11. S. Sharkawy, Z. Xia, Z. Szkalarska-Smialowska, Journal of Nuclear Materials, 195, 1992. 12. K. Arioka, Y. Kaneshima, T. Yamada, T. Terachi, 11th International Symposium on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors, 2003. 13. K. Arioka, Colloque International Fontevraud 5, September 2002. 14. Y. Kaneshima, N. Totsuka, N. Nakajima, 10th International Symposium on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors, 2002. 15. M.L. Castaño, M.S. Garcia, G. de Diego, D. Gomez-Briceño, L. Francia, Colloque International Fontevraud 5, September 2002. 16. T. Shoji, G. Li, J. Kwon, S. Matshushima, Z. Lu, 11th International Symposium on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors, 2003.
7 Effect of strain-path on stress corrosion cracking of AISI 304L stainless steel in PWR primary environment at 360 ∞C T. C O U VA N T, F. V A I L L A N T and J. M. B O U R S I E R, EDF R&D - MMC, France and D. D E L A F O S S E, Ecole des Mines de St-Etienne, France
7.1
Introduction
Austenitic stainless steels (ASS) are characterized by a good resistance to general corrosion at elevated temperature, permitting their widespread use in primary and auxiliary circuits of Pressurised Water Reactors (PWRs). However, some components suffer stress corrosion cracking (SCC) under neutron irradiation. This degradation could be the result of the increase of hardness or the modification of chemical composition at the grain boundary by irradiation. In order to avoid complex and costly corrosion facilities, the effects of irradiation on the material are commonly simulated by applying a strain hardening on non-irradiated material prior to stress corrosion cracking tests. Numerous studies have demonstrated the susceptibility to stress corrosion cracking (SCC) of ASS in boiling MgCl2 solution [1] and in Boiling Water Reactor (BWR) environments [2]. Most of SCC tests have been made in order to find the threshold values for SCC occurrence and to clarify the effect of plastic pre-deformation. Particularly, transgranular SCC (TGSCC) in boiling MgCl2 solution initiation appears when the amount of elastic energy reaches a threshold value, making the strain hardening essential for the initiation and the propagation of SCC [3, 4]. Furthermore, it seems that susceptibility to SCC is not a monotonic function of pre-straining in that environment [5]. In BWR environment, intergranular SCC (IGSCC) is also deeply correlated to strain hardening: crack growth tests have shown that the crack growth rate (CGR) increases with the yield strength in several ASS [6]. On the other hand, SCC of ASS in a PWR environment is relatively poorly known, mainly because of the restricted conditions for the occurrence of the phenomena in that environment. Currently, the main cause of initiation of SCC in a PWR environment is related to materials sufficiently pre-strained [7–12]. Authors have tried to understand the effect of a pre-straining on SCC in a PWR environment using cold pressed humped specimens [13–15]. But the interpretation of slow strain rate tests (SSRTs) with this kind of specimen is not obvious, because of the combined influences of the mechanical parameters 87
88
Corrosion issues in light water reactors
(pre-strain, stress, strain rate). In this context, this study has been conducted to highlight the effect of pre-shear hardening and strain path on initiation and propagation of both IG and TGSCC of AISI 304L in PWR environment at 360 ∞C. Pre-shearing is not the most common and straightforward method used to pre-harden materials prior to SCC tests. But this method has allowed reproduction on flat specimens of the sequential deformation at the intrados of cold pressed humped specimens where initiation of SCC has been widely observed.
7.2
Experimental procedure
7.2.1
Material
The material is a sheet 30 mm thick. The chemical composition and mechanical properties of the austenitic alloy 304L tested in this work are given in Tables 7.1 and 7.2 respectively. Mechanical properties are isotropic in the plane of the sheet as shown by tensile tests in roll and transverse directions. Non sensitized 304L is solution annealed at 1150 ∞C and water quenched. The resultant microstructure is characterized by a grain size of about 60 mm with no evidence of any carbide precipitate in the matrix and along the grain boundaries. The austenitic grain size was measured through metallographic etching (standard ASTM E 112 [16]). It contains less than 5% of residual d-ferrite and is subject to strain-induced martensite transformation (Ms = –133 ∞C, Md30 = –3 ∞C) as predicted by Angel [15]. The quantity of d-ferrite measured by X-ray diffraction is higher in the middle of the sheet than near the skins.
7.2.2
Pre-shear hardening of the material
Pre-shearing tests at 25 ∞C were used to raise the yield strength of the material prior to SCC tests. Similarly to tensile test, we can considered that shear tests lead to an homogeneous strain-hardening with a fair approximation, Table 7.1 Chemical composition (wt%) of studied 304L C
Si
Mn
S
P
Cr
Ni
Co
Ti
Cu
Al
Mo
N
Fe
0.026 0.52 1.49 0.002 0.027 19.23 9.45 0.07 <0.005 0.17 0.033 0.24 0.064 Bal
Table 7.2 Mechanical properties at 360 ∞C of studied 304L YS (MPa)
UTS (MPa)
El. (%)
HV0.1
160
450
40
160
Effect of strain-path on stress corrosion cracking of AISI 304L
89
f = 45∞
200 mm
Rolling direction f = 135∞ f = 90∞
40 mm
7.1 Machining of secondary specimens in pre-sheared materials in air at 25 ∞C.
without any localization of the strain. Two samples (1 ¥ 200 ¥ 200 mm) have been cut in the middle of the sheet of 304L SS. Samples were silk-screen printed with a 2 mm step grid, in order to control the homogeneity of the shear at the end of the pre-strain hardening test. Grids were eliminated prior to SCC tests. Pre-shearing were conducted with a frame composed of a fixed body where a mobile tie was sliding at its centre. The shear rate at the ambient air was 2.5 ¥ 10–3 s–1 and the shear amplitudes were respectively 0.2 and 0.4 for the first and the second samples. Pre-shearing tests led to the formation of a ¢-martensite (5–7% measured by X-ray diffraction for g = 0.4) and to an increase of hardness (respectively 320 and 340 HV0.1 for g = 0.2 and 0.4). Each sample had two gauge lengths (1 ¥ 40 ¥ 200 mm) in which secondary specimens have been cut for SCC tests after pre-shearing, for three directions defined by f = 45∞, 90∞ and 135∞ (Fig. 7.1). Consequently, three strain paths were followed during subsequent SCC tests consisting of tensile tests. Extensive studies concerning sequential deformations have already been published [16, 17]. Schmitt et al. [18] have proposed a scalar parameter b to characterize a two-stage strain path. In our study b was defined as the double contracted tensor product between the plastic shear mode e˜1 during the prestrain (in air, 25 ∞C) and the subsequent plastic tensile mode e˜ 2 during the SSRT (PWR environment, 360 ∞C):
b=
e˜1 : e˜ 2 | e˜1 | ◊ | e˜ 2 |
90
Corrosion issues in light water reactors
For a b value close to 1 (f = 45∞) the strain tensors were almost identical leading to a pseudo-monotonic test (no important changes were seen in the stress-strain curves). For a value close to –1 (f = 135∞), a reverse test, or pseudo-Baushinger test, was obtained. For a value close to 0 (f = 90∞), the strain tensors of the two sequential deformation paths were perpendicular, i.e. the double-dot product of these tensors is zero. Then, the sequential deformation path led to a cross effect. The micro-mechanical aspects of strain path changes are not dealt with in this chapter.
7.2.3
Specimen preparation
Two types of specimens were used in this study. Specimens with 79 mm gauge length (type A) were used for SSRTs on non-pre-strained material. These 2 mm thick specimens were cut in the middle of the sheet, in its transverse plane. The shape and dimensions of type B specimens (1 mm thick) employed for SSRTs are shown in Fig. 7.2. These secondary specimens were cut in pre-sheared samples (see previous paragraph). In the middle of the gauge length of type B specimens, a double notch was machined by electron discharge machining. The radius and depth of the notches were 150 mm. 3D calculations by finite elements have allowed determination of the strain, stress and triaxiality in the notches vs. the elongation of the specimen.
7.2.4
SSRT procedure
Specimens were ultrasonically rinsed in ethanol and then in distilled water. Tests were carried out in Hastelloy (C-276) autoclaves. Specimens were isolated from the autoclave by oxidized zircalloy to avoid galvanic coupling. Experiments were conducted under open circuit conditions. The environment was primary water (1000 ppm B as boric acid, 2 ppm Li as lithium hydroxide) at 360 ∞C. Solution was previously de-aerated by evaporating 20% of the 20 mm 25 mm
13.5 mm 3.5 mm r = 5 mm
∆6.1 mm
12 mm 75 mm
7.2 Type B specimen for SSRTs on pre-sheared and non-pre-strained 304L SS.
Effect of strain-path on stress corrosion cracking of AISI 304L
91
initial volume at 125 ∞C, then a hydrogen overpressure was introduced (30 cc/kg) and controlled using a Pd-Ag thimble. SSRTs, were conducted with an apparent applied strain rate ( e˙ ap ) of 5 ¥ 10–8 s–1. For notched specimens, e˙ ap was defined as [Ln(1 + dl/l0)]/t, where dl was the elongation of the specimen, l0 the initial length and t the duration of the test. During SSRTs the load was measured vs. elongation. At the end of the tests, specimens were rinsed in distilled water and then microscopically examined in order to find any SCC. The depth of the main crack was measured on the fracture surface of failed specimens, using a scanning electron microscope (SEM), or on cross-sections in the case of interrupted tests. The average crack growth rate was estimated by dividing the maximum crack depth by the duration of the test.
7.3
Results
7.3.1
Initiation and propagation of TGSCC in non pre-strained specimens
Five tests have been carried out, four tests were interrupted before the rupture of the specimen, for various elongations, allowing establishment of a relationship between the depth of the main stress corrosion cracks and the strain hardening of the material resulting from the SSRT in PWR environment (Fig. 7.3). The observation of the fracture surface of test #657 by SEM permitted to identify a purely transgranular stress corrosion cracking. Cracks were initiated and propagated on every face of the specimen. Furthermore,
Depth of the deepest crack (mm)
450 400
Initiation of TGSCC Propagation of TGSCC
350
y = 3736.3x – 940.09
300 250 200 150 100
y = 311.19x – 32.746 50 0 0.00
0.05
0.10
0.15
0.20 Strain
0.25
0.30
0.35
0.40
7.3 Initiation and propagation stages during SSRTs with non-prestrained specimens (type A) in PWR environment (360 ∞C). Depth of the main crack vs. strain at the end of the test.
92
Corrosion issues in light water reactors
a large amount of cracks was equally observed on the gauge surface (ª130 cracks.mm –2). More generally, cracks were uniformly distributed for elongations higher than 17%. For short elongations (< 17%), the identification of the crack path may have been difficult, because depths were systematically lower than the grain size. Very short cracks (2 mm) were detected for 0.10 strain, while the transition from initiation to propagation was observed for a crack depth of 50 mm after 0.27 strain. At the rupture of the specimen (test #657), the elongation (0.34 strain) was rather close to the elongation observed in inert gas. The aTGSCC – e curve allowed to propose, for an apparent strain rate of 5 ¥ 10–8 s–1, a slow crack growth rate in the initiation stage, for a strain in the range 0.10–0.27, and a ‘rapid’ CGR in the propagation stage for a strain above 0.27. The following CGRs were calculated from the slope of the two corresponding segments represented on Fig.7.3.
Ï a˙ Stage1 = 0.05 m m/h Ô Ì a˙ Stage2 = 0.52 m m/h Ôe˙ = 5 ¥ 10 –8 s –1 Ó The accuracy of the CGR proposed for the initiation stage was clearly higher than for the propagation stage. Further tests will be necessary to precisely ascertain the depth of the transition and the CGR in the rapid propagation stage (with CT specimens). Crack depth versus the strain hardening resulting from SSRTs is shown on Fig. 7.4. Strain hardening was quantified by Vickers micro-hardness measures near the initiation areas. Thus, a microhardness threshold for initiation was found close to 250 HV0,1 and close to 310 HV0,1 for propagation. However, it was assumed that micro-hardness did not evolve in the vicinity of the edges of the cracks during the propagation stage, except at the crack-tip. So, this hypothesis led us to consider that the micro-hardness measured at the end of the test was representative of the 350
Crack depth (mm)
300 250 200 150 100 50 0 180
220 260 300 Vickers microhardness at the crack-tip
340
7.4 Micro-hardness threshold for initiation and propagation of SCC during SSRTs in PWR environment (360 ∞C, e˙ = 5 ¥ 10–8 s–1).
Effect of strain-path on stress corrosion cracking of AISI 304L
93
350
Crack depth (mm)
300 250 200 150 100 50 0 160
260 360 460 560 660 Equivalent V.M. Stress (MPa)
760
7.5 Stress threshold for initiation and propagation of SCC during SSRTs in PWR environment (360 ∞C, e˙ = 5 ¥ 10–8 s–1).
strain hardening for initiation. Similarly, the evolution of crack depth versus the equivalent Von Mises stress have been represented on Fig. 7.5, on which initiation corresponded to a stress of 430 MPa (0.10 strain) and the transition to propagation to a stress of 700 MPa (0.34 strain). Additional tests associated to finite element calculations should precisely ascertain the value of the transition stress during this kind of test. This stress threshold was above the stress measured by RX diffraction at room temperature at the apex of RUBs where no initiation has been observed after 15 000 h. Consequently, the overshoot of these thresholds (stress and strain hardening) is not a sufficient condition for initiation and propagation of SCC of SS, at least for short duration tests in the laboratory.
7.3.2
Initiation and propagation of SCC during SSRTs with pre-sheared specimens
Type B specimens were used in this part of the study. Except one specimen (test #549), all specimens were double-notched. Above all, pre-shear hardening associated with complex strain paths allowed reproduction with flat specimens and a perfect homogeneous pre-strain, the mechanical state followed at the intrados of cold pressed humped specimens. The use of flat specimens also allowed a quantitative approach of the effect of strain hardening on SCC, by contrast to the use of cold pressed humped specimens implying contact problems, friction, high heterogeneity and weak reproducibility of the strain hardening. Nevertheless, the section of the specimen was limited to 1 mm thick because of technological considerations. Two pre-shearing levels were employed (g = 0.2 and g = 0.4) and three strain paths were followed: pseudomonotonic (b = +1), reverse or pseudo-Baushinger (b = –1) and cross test (b = 0).
94
Corrosion issues in light water reactors
Equivalent VM stress (MPa)
600 500 400 g = 0, b = (+1) g = 0.2, b = –1 g = 0.2, b = 0 g = 0.4, b = –1 g = 0.4, b = 0 g = 0.4, b = +1
300 200 100 0 0
0.04
0.08
0.12 0.16 0.20 Cumulated strain
0.24
0.28
0.32
7.6 Stress-strain curves of SSRTs in PWR environment for several strain paths (360 ∞C, e˙ = 5 ¥ 10–8 s–1). The equivalent stress and the equivalent cumulated strain are considered. g is the pre-shearing and b is the strain path.
A cross test with a pre-deformation of 0.20 in simple shear and a subsequent tensile test led to a necking similar to that resulting from a pseudo-monotonic test subsequent to a 0.4 pre-shearing. After a 0.4 pre-shear, the necking of specimens were restricted during the subsequent tensile tests whatever the strain path. Consequently, specimens had a limited capability of deformation. In Fig. 7.6 elongations to rupture of SCC specimens are shown as a function of pre-shear and strain path. The equivalent cumulated strain (x-axis) was the sum of the equivalent pre-shear (25 ∞C) and the equivalent strain at the end of the SSRT (360 ∞C). Comparing the monotonic test with a test in inert gas at 360 ∞C (not represented on Figure) it could be assumed that elongations to rupture were fairly reduced because of SCC. Thus, 30% of reduction was observed for {g = 0.4; b = –1} with SCC < 140 mm while an elongation of 22% was noted for the monotonic test due to highest SCC (300 mm). Finally, the effects of the strain paths on yield stress were minor for g = 0.4, but significant for g = 0.2. More precisely, stress-strain curves of reverse tests have confirmed that the material presented a Baushinger behaviour. Figure 7.7 describes the main stress corrosion crack depth initiated at the notch of specimens as a function of their elongation and strain path. On the whole, a strong effect of pre-hardening on SCC was observed and described in the following paragraphs. Dots corresponding to {g = 0.2; b = 0} were in agreement with those corresponding to {g = 0.2; b = –1}: the shortest elongation to rupture was observed for the cross test (b = 0), which was the most severe mechanically. CGRs were calculated in the initiation and propagation stages when possible. Thus, the trend of the curve in the case {g = 0.2; b = –1} indicated a CGR transition. Therefore, it was possible to evaluate the CGR, considering tests relating to reverse and cross test with 0.2 pre-shear and
Effect of strain-path on stress corrosion cracking of AISI 304L 1000
g = 0.2/b = –1 g = 0.2/b = 0 g = 0/b = (+1) g = 0.4/b = –1 g = 0.4/b = 0 g = 0.4/b = +1
900
Max crack depth (mm)
95
800 700 600 500 400 300 200 100 0 0
1
2
3 4 Elongation (mm)
5
6
7
7.7 Crack depth versus elongation for several strain paths. SSRTs on notched type B specimens (360 ∞C, e˙ = 5 ¥ 10–8 s–1).
considering an elongation rate of 4.7 mm.h–1. The following CGRs for the initiation and propagation stages were obtained: Ï a˙ Stage1 = 0.22 m m/h Ô Ì a˙ Stage2 = 6.10 m m/h Ô e˙ = 5 ¥ 10 –8 s –1 Ó
These CGRs were clearly higher than those measured in non-pre-strained specimens, with a factor 4 for the initiation stage and a factor 12 for the propagation stage. Therefore, strain hardening clearly led to an increasing of CGR for any stage. Effect of strain localization on SCC In SSRTs, the specimen often fails soon after the initiation of the cracking and little information on crack propagation is obtained, especially in prestrained materials. That’s why SCC was focused at particular locations by the use of double notches in the gauge section of the specimen. The effect of strain-localization during SSRT appeared when comparing two specimens, one with notches and the other without (tests #549 and #583). Pre-strain hardening and subsequent strain path, characterized by {g = 0.4; b = –1}, were identical. Results showed that notches favoured initiation of SCC and especially TGSCC. Indeed, observations of fracture surfaces revealed a multitude of intergranular short cracks (< 40 mm) initiating at the surface of the smooth specimen and a main transgranular stress corrosion crack (80 mm) for the notched specimen. In the notched specimen, a lot of intergranular short cracks were observed outside the notches. In brief, 0.4 pre-shear hardening
96
Corrosion issues in light water reactors
associated with a subsequent reverse SCC test was favourable to intergranular initiation, but the presence of the notch mostly enhanced TGSCC (Fig. 7.7). Effect of the strain path on the CGR Pre-shearing had different implications for trans- and intergranular crack depths. In fact, the intergranular crack depth was an increasing function of pre-shear hardening for complex strain paths (see Fig. 7.8). Moreover, for reverse and cross SCC tests, the IG crack depth was independent on the strain path for 0.2 pre-shear. In return, for 0.4 pre-shear, IG crack was clearly deeper for the most mechanically severe strain path (cross test or b = 0). Consequently, it could be concluded that a pseudo-monotonic strain path does not significantly favour initiation of IGSCC whatever the pre-shear hardening level. Secondly, it could be assumed that IGSCC was enhanced by severe strain paths. Figure 7.9 shows the effect of strain path on transgranular stress corrosion cracks. First, it could be noticed that TGSCC initiated whatever the strain path. For a pseudo-monotonic strain path (b = +1) the depth of transgranular cracking was independent of the level of the pre-shear hardening (ª 400 mm). It means that CGR in a pre-strained material (g = 0.4) was clearly more rapid than in the non-pre-strained one (g = 0), since the durations of the tests were radically different (respectively 537 h and 1368 h for g = 0.4 and 0). Then the case of complex strain paths was observed. A significant reduction of the crack depth for (g = 0.4 ; b π 1) was noticed, compared to the pseudomonotonic strain path (g = 0.4; b = +1). Thus, the depth of transgranular cracks was five times less important for a complex strain path than for a pseudo-monotonic strain path. It was assumed that a complex strain path 160 b = –1 b=0 b = +1
Max. IGSCC depth (mm)
140 120 100 80 60 40 20 0 0
0.1
0.2 g
0.3
0.4
7.8 Intergranular crack depth versus pre-shearing for several strain paths. SSRTs on notched type B specimens. (360 ∞C, e˙ = 5 ¥ 10–8 s–1).
Effect of strain-path on stress corrosion cracking of AISI 304L
97
Max. TGSCC depth (mm)
1200 b = –1 b=0 b = +1
1000 800 600 400 200 0 0
0.1
0.2 g
0.3
0.4
7.9 Transgranular crack depth versus pre-shearing for several strain paths. SSRTs on notched type B specimens. (360 ∞C, e˙ = 5 ¥ 10–8 s–1).
associated to a significant pre-strain hardening reduced the propagation of transgranular cracks. For g = 0.2, the two complex strain paths have been distinguished. TGSCC was favoured by the pre-strain for b = –1, the cracking reached 1 mm depth. The moderate 0.2 pre-shear significantly increased the CGR. For the most severe strain path (b = 0), the depth of crack did not exceeded 400 mm: it could be concluded that a mechanically severe strain path (b = 0) limited the propagation of a transgranular crack. Stress and strain hardening thresholds for SCC The whole results conducted with type B specimens were plotted on Fig. 7.10. The first conclusion was that for a complex strain, the micro-hardness threshold for propagation of TGSCC was above 315 HV0,1, which was close to the value estimated with SSRTs on non-pre-strained 304L. As for the propagation threshold of IGSCC, it was less than 345 HV0,1. Considering the strain hardening characterized by (g = 0.2; b = –1), we could assume that the stress threshold for apparent initiation was close to 470 MPa and the stress threshold for propagation was below 680 MPa. These values referred to TGSCC, which was the deepest, and was in good agreement with those found on the non-pre-strain hardened material. On the whole, representative points related to complex strain paths seemed to be fitted by a curve increasing rapidly with the true equivalent stress, in the range 600–800 MPa. Effect of triaxiality The deepest transgranular cracks were observed for the highest values of the stress triaxiality. In particular, the reverse strain path {g = 0,4, b = –1} was
98
Corrosion issues in light water reactors 1200
Max. SCC depth (mm)
1000 800 600
g = 0/b = (+1) g = 0.2/b = –1 g = 0.2/b = 0 g = 0.4/b = –1 g = 0.4/b = 0 g = 0.4/b = +1
400 200 0 200
250 300 350 Vickers microhardness in initiation areas
400
7.10 Vickers micro-hardness threshold for SCC initiation and propagation for several strain paths. SSRTs on notched type B specimens. (360 ∞C, e˙ = 5 ¥ 10–8 s–1).
considered, it was noticed that both TGSCC and IGSCC increased significantly with triaxiality. Nevertheless, data were still missing to conclude on the effect of triaxiality and to propose any possible threshold for initiation or propagation of SCC.
7.4
Discussion
First, SSRTs have supported the primary idea that strain hardening was a prerequisite condition for SCC initiation and propagation. Several curves have led to proposed thresholds for both initiation and propagation. No SCC has been observed for micro-hardness below 240 HV0.1, and no propagation under 310 HV0.1. Likewise, an equivalent stress close to 700 MPa seemed necessary for propagation. Nevertheless, the overstepping of these thresholds was not a guarantee for SCC initiation or propagation as demonstrated by sequential tests. Second, SSRTs have demonstrated the important effect of the strain path on SCC mechanisms and more precisely on the crack growth path. Briefly, the monotonic strain paths led to pure TGSCC (Fig. 7.11) while complex strain paths (reverse and cross SCC tests) favoured IGSCC (Fig. 7.12). Furthermore, IGSCC was an increasing function of strain hardening while TGSCC was first favoured by strain hardening, then decreased when the strain hardening became too important. Therefore, some mechanical considerations about the strain path changes could reveal some SCC aspects. During plastic strain, the most highly stressed slip systems were activated, leading to the dislocation motion in these planes. After a sufficient amount of monotonic deformation (b = +1) the dislocation
Effect of strain-path on stress corrosion cracking of AISI 304L
99
7.11 Transgranular crack propagation. SSRTs on notched type B specimens. (360 ∞C, e˙ = 5 ¥ 10–8 s–1).
structures evolved toward steady-state configurations as cell block boundaries (CBBs), where dislocations were stored. Generally CBBs were formed, in fcc structure, along the most active {111}-cristallographic slip planes. In a reverse test (b = –1), most of the slip systems that were active during the prestrain were also active during the second loading, but were operating in the opposite sense. According to Hu [17], the beginning of the reverse loading lead to the rapid disappearance of unstable dislocation pile-ups, giving rise to an asymmetry of slip resistance. In a cross test (b = 0), the active slip systems from the first deformation path remained latent while new slip systems were activated. A high resistance to dislocation motion was obtained, because the CBBs formed during the first stage operated as obstacles for the new slip systems. Consequently, changes of strain paths could have two major effects on SCC: first, CBBs formed during the pre-deformation could lead to strong obstacles to dislocation motion and increase SCC in agreement with corrosion enhanced plasticity models [1]. Second, short transient behaviour such as Baushinger effect (decreasing of yield strength on reloading in a reverse sense) or cross effect, resulting from micro-plasticity, could have major implications on the enhancement of SCC mechanisms in 304L. One of the noticeable features was that the effects resulting from reverse and cross tests appeared to vanish after an equivalent tensile strain of 0.15–0.20. Afterwards,
100
Corrosion issues in light water reactors
7.12 Intergranular crack propagation. SSRTs on notched type B specimens. (360 ∞C, e˙ = 5 ¥ 10–8 s–1).
the initial plastic anisotropy was totally replaced by the anisotropy induced by the new deformation mode. In accordance to SCC observations, it could be assumed that TGSCC was dramatically reduced in the cross SCC test because the motion of dislocations into the grains, during the second strain, was slowed down by the dislocation forest induced by the pre-strain hardening. Furthermore, TGSCC could be favoured by planar glide at the crack-tip, while IGSCC would rather be enhanced by the strain incompatibilities. Additional tests and observations should be carried out to strengthen this hypothesis. Comments could finally be made about the transition from initiation to propagation of SCC, observed during SSRTs. SCC of alloy 600 in primary environment had shown that transition from initiation to propagation stage depended on a critical default, related to a critical stress intensity factor KISCC. This notion originally defined in the LMF was adapted to the case of environmentally assisted cracking. KISCC has been interpreted as the KI threshold above which SCC mechanism produced a local plasticity at the crack-tip, to auto-supply the SCC mechanism with necessary dislocations for depassivation of the material [19]. KISCC value currently admitted for alloy 600 in PWR environment was close to 9 MPa m [19]. According to the LMF theory, KI values were valid only under very strict conditions (plane deformations,
Effect of strain-path on stress corrosion cracking of AISI 304L
101
plane default with a critical size, localised strain). Finally, KI could not be calculated from short cracks propagating in SSRT specimens where the plastic strain was not localised and where the stress increased during the test. However, this transition could have another origin, as a morphological barrier (grain size). Indeed, the depth of transition corresponded to the grain size of the material. Therefore it could be assumed imagine that cracks initiate and slowly propagate until a strong obstacle (grain boundary) was reached, that could be over passed with a collective effect only (coalescence of short cracks to cross the barrier). Further tests and observations should be conducted to understand the significance of this transition (different loadings, grain sizes, etc.).
7.5
Conclusions
A series of tests was conducted with two types of specimens to make clear the initiation and propagation stages in a non-pre-strain hardened and prestrain hardened 304L SS. Pre-shearing tests were used to clarify the effect of the strain path on SCC and more precisely on CGP as suggested by previous studies conducted with humped specimens. The main conclusions were as follows: ∑ ∑ ∑ ∑ ∑ ∑ ∑
pre-straining was necessary for SCC there was a strain path effect on the crack morphology a monotonic strain path led to TGSCC a complex strain path led to IGSCC TGSCC depth was not a monotonic function of the pre-straining IGSCC depth was an increasing function of the pre-straining no stress effect was observed on crack morphology.
The benefit of sequential testing was to reduce incubation time to the onset of cracking in susceptible materials through the application of the dynamic plastic straining during the first sequence. Additional sequential tests could be carried out with different constant stresses, pre-straining or strain paths. Besides, efforts could be made to clarify the effect of the strain path and the cold plastic deformation on the environment-sensitive cracking of austenitic stainless steels. In particular, the role played by austenite transformation, the internal stresses and the substructure of the dislocations should be investigated.
7.6
References
1. T. Magnin, Chierragatti, Oltra, Acta Metallurgica et Materialia, 1990, vol. 38 no. 7, 1313. 2. P. Ford, ‘Slip dissolution model’, Corrosion sous contrainte phénoménologie et mécanismes, Ed. de Physique 1990.
102
Corrosion issues in light water reactors
3. M. Puiggali, ‘Etude du mécanisme de fissuration par CSC des aciers inoxydables austénitiques: influence de l’écrouissage, de la température et du potentiel électrochimique’, Thesis Bordeaux I University, 1981. 4. Y. De Curière, ‘Recherche d’une amélioration du comportement en CSC d’alliages de structure CFC: influence d’une pré-déformation en fatigue oligocyclique sur le comportement en CSC de l’acier inoxydable austénitique 316L dans une solution bouillante de MgCl2 à 117 ∞C’, Thesis of ENSMSE and INPG, 2000. 5. T. Magnin, A. Chambreuil, Bayle, Acta Materialia, 1996, vol. 44 no. 4, 1457. 6. R. Pathania, ‘Quantification of yield strength effects on IGSCC in austenitic stainless steels and its implication to IASCC’, EPRI report 1007380, 2002. 7. T. Couvant, ‘Corrosion sous contrainte en milieu primaire REP de l’acier inoxydable austénitique écroui 304L’, Thesis of Ecole des Mines de Saint-Etienne, 2003. 8. F. Vaillant, T. Couvant, J.M. Boursier, ‘Stress corrosion cracking of cold worked austenitic stainless steels in laboratory primary water environment’, Pressure Vessels and Piping Conference, San Diego, 2004. 9. S.W. Sharkawy, Z. Xia, Z. Szklarska-Smialowska, ‘Stress corrosion cracking of AISI 304 and 316 stainless steels in lithiated water at 350 ∞C’, Journal of Nuclear Materials, 1992, 195, 184–190. 10. N. Totsuka, Z. Szklarska-Smialowska, ‘Hydrogen induced IGSCC of Ni-containing fcc alloys in high temperature water’, 3rd Environmental Degradation of Materials in Nuclear Power Systems – Water Reactor, 1988, 691–696. 11. Z. Szklarska-Smialowska, Z. Xia, S.W. Sharkawy, ‘Comparative studies of SCC in two austenitic stainless steels and alloy 600 on exposure to lithiated water at 350 ∞C’, Corrosion, 1992, vol. 48, no. 6, 455–462. 12. K. Arioka, ‘Effect of temperature, hydrogen and boric acid concentration on IGSCC susceptibility of annealed 316 stainless steel’, Fontevraud V, France, 2002, 149–158. 13. T. Couvant, J.M. Boursier, F. Vaillant, D. Delafosse, O. Raquet, C. Amzallag, ‘Effect of prestraining on SCC resistance of austenitic alloys in PWR primary water’, Environmental Degradation of Engineering Materials, Bordeaux, 2003. 14. Annual Book of ASTM Standards, Part 11, ASTM, Philadelphia 1978, 205. 15. Angel, ‘Formation of martensite in austenitic stainless steels’, Journal of the Iron and Steel Institute, 1954, vol. 177, no. 1, 165–174. 16. Peeters, Kalidindi, Van Houtte, Aernoudt, ‘A cristal plasticity based worked-hardening/ softening model for B.C.C. metals under changing strain paths’, Acta Materialia, 2000, vol. 48, 2123–2133. 17. Hu, Rauch, Teodosiu, International Journal of Plasticity, 1992, vol. 8, 839. 18. Schmitt, Aernoudt, Baudelet, ‘Yield loci for polycristalline metals without texture’, Material Science and Engineering, 1985, vol. 75, 13–20. 19. F. Foct, ‘Mécanismes de corrosion sous contrainte de l’alliage 600 polycristallin et monocristallin en milieu primaire: rôle de l’hydrogène’, Thesis of Ecole des Mines de Saint-Etienne, 1999.
8 Dynamic strain ageing of deformed nitrogen-alloyed AISI 316 stainless steels U. E H R N S T É N and A. T O I V O N E N, VTT Technical Research Centre of Finland, Finland and M. I VA N C H E N K O, V. N E V D A C H A, Y. Y A G O Z I N S K Y Y and H. H Ä N N I N E N, Helsinki University of Technology, Finland
8.1
Introduction
In the early 1970s, numerous cases of intergranular stress corrosion cracking occurred in boiling water reactors (BWR) in AISI 304 type austenitic stainless steels. The root cause for this cracking is a combination of tensile stresses, an oxidising environment and a sensitised material. The remedial actions taken have involved all three major parameters, e.g. application of narrow-gap welding technique to reduce residual stresses, increase of the overall purity of the primary water, application of hydrogen or noble metal water chemistry, as well as reducing the amount of carbon in the stainless steels to avoid sensitisation. Nitrogen is added to maintain the strength level of austenitic stainless steels with reduced carbon levels. In the early 1990s cases of intergranular cracking in non-sensitised, low carbon stainless steel materials of types AISI 316NG and AISI 304L were observed. Several cases have so far been reported and cracking has been observed both in the HAZ of the welds as well as in the base metals far away from any weld. Although all affecting parameters are so far not known, deformation seems to be a common parameter. Several open questions are still connected to this type of cracking, such as a possible difference in the behaviour between different types of austenitic stainless steels, the effect of chemical composition, the effect of cold work (amount and temperature), the influence of constraint during welding, etc. The affecting mechanisms may include dynamic strain ageing (DSA) and environmentally enhanced creep. Dynamic strain ageing occurs in alloys containing solute atoms, which can rapidly and strongly segregate to dislocations and lock them during straining. The maximum effect of DSA corresponds to such conditions, where the solute atoms can follow by diffusion the changes of the dislocation structure. DSA phenomenon leads to an inhomogeneous plastic flow and serrated yielding during straining at elevated temperatures and often results in a remarkable degradation of mechanical properties for a number of engineering alloys. Austenitic stainless steels show DSA behaviour in a wide range of 103
104
Corrosion issues in light water reactors
temperatures (~200–800 ∞C), which depends on the actual strain rate. Interstitial carbon and nitrogen atoms dissolved in the crystal lattice play a determining role in DSA of austenitic stainless steels in the temperature range between 200 ∞C and about 600 ∞C [1–3]. Literature results have, however, also shown that nitrogen alloying shifts the onset temperature of DSA to higher values [4]. The aim of the present investigation is to study the effects of nitrogen alloying and deformation on DSA phenomenon in austenitic AISI 316L stainless steel at ~ 300 ∞C. The effect of deformation of AISI 316NG steel on the cracking behaviour in BWR water was additionally investigated using rising and constant displacement loading.
8.2
Experimental procedure
Three model austenitic AISI 316L type stainless steel materials with different nitrogen contents and a commercial nuclear grade AISI 316NG stainless steel were used in the study. A sensitised AISI 304 steel was additionally used in the crack growth rate tests. The chemical compositions of the materials are shown in Table 8.1. Details concerning the manufacturing of the model materials can be found in [5]. The effect of deformation was investigated by prestraining the materials at room temperature in tension before preparation of test specimens. All blanks for the tensile test specimens were cut from the plates, transverse to their rolling direction, and in the longitudinal direction from the AISI 316NG stainless steel pipe. The microstructure and hardness (HV 10) were determined. Tensile tests for observing DSA were carried out using a 25 kN MTS 858 test machine equipped with a MTS High-Temperature Furnace 653.02, at strain rates of 10–4, 10–5, 5 ¥ 10–6 and 10–6 s–1, and temperatures of 200, 288 and 400 ∞C. All tensile test specimens were prepared according to ASTM standard E 8M (sheet-type sub-size specimens). Tensile tests were performed according to the standards SFS-EN 1002-1 and ASTM E21 (Standard Test Method for Elevated Temperature Tension Tests of Metallic Materials). Internal friction method was used in the study for evaluation of the free nitrogen content and its diffusion redistribution in the crystalline lattice of the studied stainless steels. Details of the test parameters are given in [5]. Crack growth rate tests in simulated BWR NWC environment (DOout 500 ppb, kin < 0.1 mS/cm, T 290 ∞C, p 92 bar) were performed using rising and constant displacement tests and 10 ¥ 10 ¥ 55 mm3 SEN(B) specimens. Six specimens, five made of AISI 316NG and one of sensitised AISI 304 (1050 ∞C/20 min + 680 ∞C/1 h + 500 ∞C/24 h) material were tested in the same autoclave equipped with bellow loading devices. The AISI 316NG steel was tested in non-deformed (one specimen), and deformed conditions (two specimens with 5% and two with 20% deformation). The sensitised AISI 304
Type
Code
C
Si
Mn
P
S
Cr
Ni
Mo
Cu
Al
O2
N2
AISI 316L
1042
0.022
0.51
1.47
0.026
0.002
16.8
11.0
2.1
0.20
0.02
0.004
0.028
AISI 316L
1043
0.022
0.52
1.50
0.027
0.002
16.8
11.1
2.0
0.19
0.02
0.004
0.085
AISI 316L
1045
0.022
0.53
1.53
0.027
0.002
17.0
11.2
2.1
0.18
0.02
0.005
0.176
AISI 316NG
BB44
0.022
0.38
1.66
0.027
0.002
17.0
12.5
2.28
0.11
0.01
0.007
0.093
AISI 304
165
0.042
0.47
0.88
0.026
0.018
18.2
10.2
Dynamic strain ageing of deformed nitrogen-alloyed AISI 316
Table 8.1 Chemical compositions of the studied stainless steels in weight %
105
106
Corrosion issues in light water reactors
steel, used as a reference specimen to enable comparison of the test results with literature data, was tested in non-deformed condition. The tests were started with a displacement rate of 5.5 ¥ 10–8 mm/s, which was reduced to 5.5 ¥ 10–9 mm/s when stable crack growth was detected and further with constant displacement tests after about 600 h testing time. The total testing time was 1198 h. The crack growth was continuously monitored using the DC-PD technique. After the tests, the cracks were opened by fatigue, the final crack lengths were measured and the cracking morphology was determined using SEM.
8.3
Results
The microstructure of all materials was austenitic. The grain size of the model alloys was smaller than that of the commercial AISI 316NG steel, Table 8.2. The slope of the increase in hardness was similar for all alloys, Fig. 8.1. Nitrogen alloying increases the strength properties of AISI 316L stainless steels in the testing temperature range and the elongation to fracture decreases with increasing nitrogen content except in the case of the commercial AISI 316NG stainless steel, which demonstrates highest elongation to fracture in Table 8.2 Grain sizes and hardness of the investigated materials Material and code
Grain size ASTM No/mm
Hardness (HV 10) —————————————————— 0% def. 5% def. 20% def.
AISI AISI AISI AISI AISI
7/36 6.5/43 8/25 5/71.8 4/101
136 159 179 147 nd
316L, 1042 316L, 1043 316L, 1045 316NG, BB44 304, 165
172 191 215 174 nd
229 255 284 227 nd
Hardness (HV 10)
300 250 200 150
1042, 0.028% N 1043, 0.085% N 1045, 0.176% N BB 44, 0.093% N
100 50 0 0
5
10 15 20 Degree of deformation (%)
25
8.1 Hardness versus degree of deformation for AISI 316L materials.
Dynamic strain ageing of deformed nitrogen-alloyed AISI 316 Ultimate tensile stress (MPa)
Yield stress (MPa)
225
200
175
150
125
200
250 300 350 Temperature (∞C) (a)
107
540 520 500 480 460
400
200
250 300 350 Temperature (∞C) (b)
200
250 300 350 Temperature (∞C) (d)
400
0.66 Strain hardening coefficient
Elongation (%)
52
48
44
40 200
250 300 350 Temperature (∞C) (c)
200
0.64 0.62 0.60 0.58 0.56 0.54 0.52 0.50 0.48 400
AISI 316 LN with 0.176 wt.% nitrogen AISI 316 LN with 0.085 wt.% nitrogen AISI 316 LN with 0.028 wt.% nitrogen AISI 316 NG with 0.093 wt.% nitrogen
8.2 Temperature dependencies of yield stress (a), ultimate tensile stress (b), elongation to fracture (c) and strain hardening coefficient obtained for 13–28% strain (d) for the studied stainless steels.
the whole range of testing temperatures, Fig. 8.2. Yield stress decreases with testing temperature, while ultimate tensile stress is almost constant in the studied temperature range. As a function of temperature, the elongation to fracture varies with the nitrogen content only slightly. The strain hardening coefficient increases with increasing testing temperature and decreasing nitrogen content, Fig. 8.2d. Serrated yielding was observed in all AISI 316L stainless steels at testing temperatures above 200 ∞C and strain rates slower than 10–4 s–1, Fig. 8.3. DSA serrations on the stress-strain curves are well-defined at testing temperatures of 288 and 400 ∞C, while at 200 ∞C they appear only for the material with the lowest nitrogen content of 0.028 wt.%. The obtained stressstrain curves indicate that nitrogen alloying suppresses the DSA development in AISI 316L type stainless steels. Further, the amplitude of the stress pulses decreases markedly with the increase of nitrogen content and only a few
Corrosion issues in light water reactors
Engineering stress (MPa)
600 500
200 ∞C
288 ∞C
400 ∞C
400 300 200 100 0.1 mm/mm 0
Engineering stress (MPa)
600
Engineering strain (a) 200 ∞C
288 ∞C
400 ∞C
500 400 300 200 100 0.1 mm/mm 0
Engineering strain (b)
600
Engineering stress (MPa)
108
500
200 ∞C 288 ∞C 400 ∞C
400 300 200 100 0.1 mm/mm 0
Engineering strain (c)
8.3 Engineering stress-strain curves obtained at the strain rate of 10–5 s–1 for AISI 316L stainless steels with 0.028 (a) and 0.176 (b) wt.% of nitrogen and for AISI 316NG (c) stainless steel with 0.093 wt.% of nitrogen.
Dynamic strain ageing of deformed nitrogen-alloyed AISI 316
109
pulses are present on the stress-strain curves of the stainless steels with 0.093 and 0.176 wt.% of nitrogen at testing temperature of 288 ∞C. A similar effect of nitrogen on DSA in AISI 316LN stainless steels was obtained in [4] for higher strain rates of testing. Prestraining at room temperature leads not only to an increase of yield and ultimate tensile stresses, but it reduces also the onset deformation of DSA, Fig. 8.4a. It seems that cold working facilitates the DSA development in nitrogen-alloyed stainless steels. DSA serrations become visible on the stress-strain curve for AISI 316NG steel obtained at testing temperature of 200 ∞C after 5% prestraining, Fig. 8.4b, while much less serrations appear in the as-supplied material, Fig. 8.3c. The A-type serrations [1] observed correspond to quasi-regular separate pulses of flow stress. For evaluation of the average time between the pulses 600
20%
Engineering stress (MPa)
5% 500
0%
400 300 200 100 0
0.1 mm/mm Engineering strain (a)
600
Engineering stress (MPa)
200 ∞C
288 ∞C
500
400 ∞C
400 300 200 100 0
0.1 mm/mm Engineering strain (b)
8.4 Engineering stress-strain curves obtained at 288 ∞C and strain rate of 10–5 s–1 for prestrained AISI 316NG stainless steel (a) and for AISI 316NG stainless steel with 5% prestraining at different temperatures (b).
110
Corrosion issues in light water reactors
the obtained stress-strain curves were transformed to the frequency dependency using Fourier analysis. Fourier spectra are shown in Fig. 8.5. In the presence of quasi-regular serrations on the stress-strain curve, as it can be seen for testing temperatures of 288 and 400 ∞C in Fig. 8.5a, some maxima arise in the Fourier spectra, while no distinct maxima are present in the spectrum at 200 ∞C, when serrations are missing. The maxima shown by arrows in Fig. 8.5, correspond to the flow stress pulses, which reflect the repeated advancement of the Lüders band throughout the specimen. The average time between pulses, which is reciprocal to the frequency of maximum in the Fourier spectrum, can be estimated to be 2.7 ks for the testing temperature of 400 ∞C. Nitrogen alloying suppresses the amplitude of DSA serrations as it is seen in Fig. 8.5b. High amplitude quasi-regular pulses of the flow stress observed in the stainless steel with 0.028 wt.% of nitrogen become smaller when nitrogen content increases to 0.176 wt.%, and the average time between pulses is then about 2.3 ks. Internal friction (IF) in the studied stainless steels was mainly measured to check the presence of interstitial nitrogen atoms in the crystalline lattice of the studied austenitic stainless steels. Two IF peaks were observed, Fig. 8.6, situated at about –50 ∞C and 100 ∞C, which increase with the amount of cold deformation. They presumably represent an anelastic response of dislocations interacting with point defects produced in the austenite crystalline lattice by cold deformation [6]. It is well established [7] that IF peak in the vicinity of 350 ∞C is caused by a Snoek-like relaxation process due to elemental diffusion jumps of interstitial nitrogen atoms in FCC crystalline lattice of austenite. The amplitude of the Snoek peak is proportional to the free nitrogen concentration. Thus, Fig. 8.6 reveals that free nitrogen atoms are present in the AISI 316NG steel at 288 ∞C. The concentration of the free nitrogen atoms in the lattice increases with the amount of prestraining, in line with the tensile test results showing an earlier onset of DSA in deformed materials. The observed increase of the nitrogen Snoek-like peak amplitude in the prestrained stainless steel is reduced with ageing time at elevated temperatures, Fig. 8.7, due to escape of free nitrogen from the solid solution. The peak reduction process can be described as a sum of three exponential decay functions (shown by dotted lines in Fig. 8.7) with characteristic decay times of 0.6, 2.6 and 14.2 ks. The origin of the fastest component of the process is still unclear, while the second and third ones can be related to long-range diffusion escape of nitrogen from solid solution to dislocations and, probably, to grain boundaries. Ageing also results in an increase of the normalised shear modulus, indicating pinning of dislocations by nitrogen atoms due to ageing [5, 7, 8]. The characteristic decay time of 2.6 ks, which represents the long-range diffusion of nitrogen to dislocations, is close to the value of the average time
Dynamic strain ageing of deformed nitrogen-alloyed AISI 316
111
200 ∞C 0.8
Amplitude (arb. units)
0.4
0.0 288 ∞C
0.8
0.4
0.0 400 ∞C
0.8
0.4
0.0 0
5
10 15 20 Frequency ¥ 104 (s–1) (a)
25
0.028 wt.% N
1.0
Amplitude (arb. units)
0.5
0.0 0.085 wt.% N
1.0
0.5
0.0 0.174 wt.% N
1.0
0.5
0.0 0
5
10 15 20 Frequency ¥ 104 (s–1) (b)
25
8.5 Fourier transformation spectra of the flow stress signal in the tensile tests of AISI 316NG stainless steel at a strain rate of 10–5 s–1 and different temperatures (a), and of AISI 316L alloys at a strain rate of 10–5 s–1 and 288 ∞C (b). Arrows in (a) correspond to quasi-regular separate pulses.
112
Corrosion issues in light water reactors 9
Internal friction (Q–1 ¥ 104)
8 2% prestraining
7 6
5%
5 4 as-supplied 3
2 –200
–100
0
100 200 300 Temperature (∞C)
400
500
8.6 Temperature dependencies of internal friction for AISI 316NG stainless steel in as-supplied state and after 5% and 20% prestraining.
Internal friction (Q–1 ¥ 104)
6 1.002
5
1.000 4 1000
Normalised modulus (G(T)/G(370∞C)
1.004
7
10000 Time (s)
8.7 Amplitude of the Snoek-like peak of nitrogen and normalised shear modulus of AISI 316NG stainless steel as a function of ageing time at 340 ∞C. Dotted lines represent the three components of the peak amplitude decay.
between serration pulses obtained above from stress-strain curve by Fourier analysis (2.7 ks). It seems that the repeated pinning of dislocations by diffusion of mobile nitrogen atoms, which is related to the advancement of Lüders bands, is a key element of DSA in AISI 316L steels at testing temperatures used in this study.
Dynamic strain ageing of deformed nitrogen-alloyed AISI 316
113
In the crack growth rate tests fully intergranular cracking was obtained in the sensitised AISI 304 stainless steel specimen and in one of the two 20% prestrained AISI 316NG steel specimens. Some IG fracture was also observed in one of the two 5% prestrained AISI 316NG steel specimens, Fig. 8.8. All
(a)
(b)
8.8 Fractographs showing fully intergranular cracking in the 20% prestrained AISI 316NG specimen (a) and mixed trans- and intergranular cracking in the 5% prestrained AISI 316NG specimen (b) after constant displacement testing in BWR NWC environment.
114
Corrosion issues in light water reactors
other specimens revealed transgranular cracking. The crack growth rates obtained for the sensitised AISI 304 material are in the order of 10–7 mm/s and are similar to those obtained using 10 ¥ 10 ¥ 55 mm3 SEN(B) and 25 mm C(T) specimens in reference [9]. The crack growth rates of sensitised AISI 304 steel specimens depend on the loading mode: the crack growth rates are lower by a factor of 2 to 10 under constant displacement than under rising displacement conditions. All of the crack growth rates are also plotted as a function of loading rate, in terms of J-integral increase rate dJ/dt, in Fig. 8.9b. dJ/dt is a measure of loading rate independent of the specimen size and loading geometry. The interconnections between crack growth rate, fracture morphology and loading rate/type are discussed in more detail in reference [9]. The results revealed a higher tendency for the 20% deformed AISI 316NG steel to intergranular environmentally assisted cracking (EAC) in BWR NWC environment compared to non-deformed, non-sensitised material. However, the susceptibility to EAC is much lower than that in sensitised stainless steels, in accordance with expectations. The crack growth rate at a similar loading rate (i.e., dJ/dt) is one order of magnitude higher in the sensitised AISI 304 steel compared to that in 20% deformed AISI 316NG. The crack growth rate in 5% deformed AISI 316NG steel showing mixed transgranular and intergranular cracking was in the same order as in the sensitised AISI 304 steel. However, there was a ripple loading fatigue component of R ~0.9 and f ~1 Hz present during that test, which can be expected to result in partially transgranular fracture morphology and also in enhanced crack growth rate. More tests are, however, needed in order to determine the EAC crack growth rates of non-sensitised stainless steels as a function of degree of deformation and chemical composition.
8.4
Discussion of results
The results obtained in the present investigation are in good accordance with literature data on nitrogen effects on DSA in AISI 316L stainless steels. A map of DSA, shown in Fig. 8.10, summarises the serrated flow appearance in AISI 316NG stainless steel at different strain rates and testing temperatures. The dashed line in Fig. 8.10 forming a boundary for testing parameters, where DSA occurs, extends to lower strain rates applied in the present investigation as compared to those in [4]. The enthalpy calculated using the dashed line in Fig. 8.10 is about 1.24 eV and its value approaches the enthalpy of nitrogen diffusion in the austenite lattice. This value is very close to the enthalpy of nitrogen diffusion calculated from the Snoek-like IF peak, 1.45 eV at 350 ∞C [5]. The DSA-results showing that nitrogen alloying suppresses the onset strain and temperature range of DSA indicate that nitrogen alloying may also lower
Dynamic strain ageing of deformed nitrogen-alloyed AISI 316 1e-5
115
This study, sensitised AISI 304 This study, 5% prestrained AISI 316NG This study, 20% prestrained AISI 316NG Toivonen (2004), sensitised AISI 304
da /dt (mm/s)
1e-6
1e-7
Circled data points: constant displacement All others: rising displacement 1e-8 0
1e-5
20
40 60 KJ (MPam1/2) (a)
80
100
This study, sensitised AISI 304 This study, 5% prestrained AISI 316NG This study, 20% prestrained AISI 316NG Toivonen (2004), sensitised AISI 304
da /dt (mm/s)
1e-6
1e-7
1e-8 –2e-6
0
2e-6 4e-6 6e-6 dJ /dt (kJ/s2m) (b)
8e-6
1e-5
8.9 Crack growth rate as a function of KJ for the crack growth rate tests with observed intergranular cracking (a) and as a function of the loading rate in terms of dJ/dt (b). A fatigue component of R ~0.9 and f ~1 Hz was present during the constant displacement phase of the 5% prestrained AISI 316NG specimen.
116
Corrosion issues in light water reactors
600
500
400
Temperature (∞C) 300
200 10–2
–2.0 –2.5
log (d (e)/dt)
–3.5 10–4
–4.0 –4.5
d (e)/dt (s–1)
10–3
–3.0
10–5
–5.0 –5.5
10–6
–6.0 0.0012 0.0014
0.0016 0.0018 0.0020 0.0022 0.0024 1/T (K–1)
8.10 DSA-map of AISI 316NG stainless steel. Filled symbols correspond to strain rate and temperature values at which DSA (serrated yielding) was observed on stress-strain curves. Data points shown by triangles above the dotted line were obtained in [4]. The dashed lines are the boundaries for the DSA appearance in this study and in [4].
the EAC susceptibility, if DSA is considered to be a part of the decisive mechanism. The crack growth rate test results obtained in this study are in line with literature and field experience showing increased susceptibility and increased crack growth rates in non-sensitised stainless steels due to deformation [10]. However, the crack growth rates in deformed, non-sensitised stainless steel are lower than those in sensitised stainless steel in BWR NWC environment. Crack growth rate tests on stainless steels have revealed a correlation between susceptibility to intergranular cracking, CGR and yield strength [10]. The yield strength increases as a function of deformation, but also as a function of nitrogen content. As these materials are non-sensitised, corrosion must be less decisive and localisation of deformation to the grain boundaries more important than in the case of sensitised stainless steels. A suppression of the DSA development in the studied stainless steels caused by nitrogen alloying looks contradictory as DSA, e.g. in low alloy steels, is enhanced by free interstitials. The suppressive effect of nitrogen on DSA may be caused by the increase of the flow stress with nitrogen alloying of the steel causing an increase of the actual stress and consequent possible changes in the deformation response. DSA is expected to result in localisation of plastic deformation to grain boundary regions. This is also the case in deformed materials, where DSA was observed at all studied nitrogen levels. A detailed mechanism of the role of DSA in EAC and the role of deformation as well as stainless steel composition needs further investigations to reveal
Dynamic strain ageing of deformed nitrogen-alloyed AISI 316
117
the main parameters affecting EAC in deformed, non-sensitised stainless steels in high temperature water such as BWR NWC.
8.5 ∑
Conclusions DSA in nitrogen-alloyed AISI 316L type stainless steels can occur in the investigated temperatures range of 200–400 ∞C, when strain rates are slower than 10–4 s–1. Nitrogen suppresses the DSA development in AISI 316L type stainless steels. The onset deformation of DSA serrations shifts to higher values of strain and the amplitude of the flow stress pulses decreases with increase of nitrogen content. Prestraining at room temperature reduces the onset deformation of DSA in AISI 316NG stainless steel. An apparent activation enthalpy of DSA in AISI 316NG stainless steel is about 1.24 eV at temperatures around 300 ∞C. The value of enthalpy of DSA corresponds well to the enthalpy of nitrogen diffusion in AISI 316NG steel obtained by the internal friction method being about 1.45 eV. Prestraining increases the susceptibility of non-sensitised AISI 316NG stainless steel to intergranular stress corrosion cracking in BWR NWC environment. The crack growth rate is, however, lower than that for sensitised stainless steel.
∑
∑ ∑
∑
8.6
Acknowledgements
This presentation is prepared within the project Structural operability and plant life management (RKK and XVO), which is coordinated by Teollisuuden Voima Oy. The work has been funded by the National Technology Agency (Tekes), Teollisuuden Voima Oy (TVO), Fortum Power and Heat Oy, Fortum Nuclear Services Ltd, FEMdata Oy, Neste Engineering Oy, Fortum Oil and Gas Ltd and VTT. The Swedish Nuclear Power Inspectorate, SKI, also participated in this work. Their funding is gratefully acknowledged.
8.7
References
1. L. H. de Almeida, I. LeMay, P. R. O. Emygdio: Mater. Characterization, 40 (1998), pp. 137–150. 2. L.H. de Almeida, P.R.O. Emygdio: Scr. Met. et Mater., 31 (1994), pp. 505–510. 3. R. Ilola, M. Kemppainen, H. Hänninen: Dynamic Strain Ageing of Austenitic High Nitrogen Cr-Ni and Cr-Mn Steels, Proc. of 5th Int. Conf. ‘High Nitrogen Steels’98’, Mat. Sci. Forum, 318–320 (1999), pp. 407–412. 4. D. W. Kim, W. Ryu, J. Hwa Hong, S. Choi: Journal of Nuclear Materials, 254 (1998), pp. 226–233.
118
Corrosion issues in light water reactors
5. M. Ivanchenko, U. Ehrnstén, V. Nevadacha, Y. Yagodzinskyy, H. Hänninen. ‘Dynamic Strain Ageing of Nitrogen-alloyed AISI 316L Stainless Steel. Proceedings of the 7th International Conference on High Nitrogen Steels 2004, Ostend, Belgium, September 19–22, 2004. GRIPS media GmbH. p. 641–649. 6. C.F. Burdett, I.J. Queen: Met. Rev., 43 (1970), pp. 47–65. 7. Yu. Jagodzinski, S. Smouk, A. Tarasenko, H. Hänninen: Distribution of Interstitial Impurities and their Diffusion Parameters in High-Nitrogen Steels Studied by Means of Internal Friction, Proc. of 5th Int. Conf. ‘High Nitrogen Steels ’98’, Mat. Sci. Forum, 318–320 (1999), pp. 47–52. 8. A.S. Nowick, B.S. Berry: Anelastic Relaxation in Crystalline Solids, Academic Press, N.Y., London, 1972, 677 p. 9. A. Toivonen: Stress Corrosion Crack Growth Rate Measurement in High Temperature Water using Small Precracked Bend Specimens. VTT Publications 531, 2004, 206 p. + App. 10. P. Andresen, P. Emigh, M. Morra, R. Horn: Effects of Yield Strength, Corrosion Potential, Stress Intensity Factor, Silicon and Grain Boundary Character on the SCC of Stainless Steels. 11th Symposium on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors, Stenvenson, WA, Aug. 10–14, 2003, pp. 816–833.
9 Laboratory results of stress corrosion cracking of steam generator tubes in a ‘complex’ environment – an update O. H O R N E R, E.-M. P AVA G E A U and F. V A I L L A N T, EDF R&D, France and O. D E B O U V I E R, EDF Nuclear Engineering Division, France
9.1
Introduction
Steam generator tubes of Pressured Water Reactors (PWR) suffer from Intergranular Generalized Attack (IGA) and Intergranular Stress Corrosion Cracking (IGSCC) in flow-restricted areas at the top of tubesheet or between tubes and support plates, where water pollutants are likely to concentrate under heat flux. During the first decade of operation, the resulting crevice environments were supposed to be alkaline. However, chemical specifications and operating conditions used in PWRs have been improved (i.e., low sodium content, introduction of polishing mix-beds for make-up water and boric acid injection) during the last decade, which has led to a less caustic environment, according to hide-out return analyses of the secondary water after shutdown [1, 2] and from examinations of pulled tube [3]. Many investigations have been performed on pulled tubes from several French plant units selected for different kinds of cooling water and chemical conditioning of the secondary side in PWR. These investigations revealed IGA and IGSCC to occur under alumino-silicate deposits, with an underlying hydroxide gel rich in chromium that is brittle and non-protective [4, 5]. Laboratory experiments carried out independently by EDF or in collaboration with CEA and Framatome ANP have succeeded in reproducing the main characteristics of such deposits and non-protective films on alloy 600 [6, 7]. These experiments were carried out in an All Volatile Treatment (AVT) environment containing silica in combination with other pollutants like alumina, phosphate and acetic acid, called the ‘complex’ environment [6]. IGA and IGSCC of 600 mill annealed (MA) alloy also occur under alumino-silicate deposits, which strongly suggests the detrimental effect of silica associated with the other pollutants. Nevertheless, doubt still remains on the role of alumino-silicates in the corrosion process since cracking also occurs in AVT environment with phosphate and acetic acid. The relevance and relative importance of each pollutant has been recently discussed by EDF, especially with respect to plant experience [6]. 119
120
Corrosion issues in light water reactors
A review of the laboratory results obtained by considering the ‘complex’ environment is presented here, together with an update (concerning the recent data obtained at EDF). Indeed, several tests have been carried out in order to study the initiation and the slow and fast propagation processes for 600 MA and thermally treated (TT) alloy. The influence of some related factors like temperature and environmental factors is also discussed. Finally, two hypotheses – i.e. the effect of alumino-phosphate and alumino-silicate compounds or cyano ligands – are proposed in order to explain the dissolution of nickel in alloy 600 during the corrosion process. Each hypothesis is discussed in the light of the previous results obtained in the laboratory by EDF.
9.2
Experimental procedure
9.2.1
Materials
Specimens (C-ring, Wedge Open Loaded (WOL) and tube specimens) were prepared from MA or 600 TT alloy steam generator tubes. The chemical composition and the mechanical properties of specimens were checked at EDF laboratories. The chemical composition and mechanical properties of the main materials used in this study are respectively detailed in Tables 9.1 and 9.2:
9.2.2
Environment
The reference ‘complex’ environment was prepared with de-ionized water and is described in Table 9.3:
9.2.3
Analysis
After each test, specimens were examined and IGSCC depths were measured by optical microscopy on a section of the considered specimen.
9.3
Results
9.3.1
Introduction
The risk of IGSSC occurrence is larger than the risk of IGA occurrence. Therefore, this study is focused on IGSSC in order to model the corrosion rate. According to some previous results obtained in a sodium hydroxide environment, IGSCC of alloy 600 involves three successive steps, namely incubation and, after initiation of cracks, slow propagation and rapid propagation, as shown is Fig. 9.1: A clear assessment of incubation would require statistical analysis on numerous specimens, which could not be afforded here. The empirical model
Table 9.1 Chemical composition of the tubes (weight %)
RCC-M 4101 U581 U573
Si
Mn
S
P
Cr
Ni
0.010 0.050 0.021 0.022
< 0.50 0.18 0.14
< 1.00 0.21 0.23
< 0.015 0.003 0.0002
< 0.025 0.007 0.005
14.00 17.00 15.20 15.20
> 6.00 72.00 10.00 bal. 8.95 bal. 6.90
Fe
Co
Ti
Cu
Al
N
< 0.10 0.020 0.03
< 0.50 0.30 0.32
< 0.50 0.015 0.03
< 0.50 0.26 0.27
– 0.0046 0.0046
Table 9.2 Mechanical properties of the tube in MA and TT-conditions 20 ∞C
Alloy 600
RCC-M4101 U581 MA U581 TT U573 MA U573 TT
350 ∞C
YS (MPa)
UTS (MPa)
Elong (%)
YS (MPa)
UTS (MPa)
Elong (%)
275<< 450 232–239 227–231 307 274–287
> 550 638–644 653–657 728–735 > 716
>30 46 39 38–40 38–40
> 215 198–201 178–178 252 239–240
– 600–583 588–579 664 648–652
– 43–38 – 25.7 –
Table 9.3 Description of the reference ‘complex’ environment defined by EDF Species
Concentration
NH3
N 2H 4
ppb
mol/L
500
2.6 ¥ 10
–5
Al2O3
ppm
mol/L
2
6.3 ¥ 10
–5
SiO2
Ca3(PO4)2
CH3COOH
g/L
mol/L
g/L
mol/L
g/L
mol/L
ppm
mol/L
1.3
0.013
6.15
0.103
2.6
0.008
10
1.7 ¥ 10–4
pH320∞C
5.2
Stress corrosion cracking of steam generator tubes
Alloy 600
C
121
122
Corrosion issues in light water reactors d : IGSCC depth
Rapid propagation
Slow propagation
dc
Incubation
t : time Initiation
9.1 Scheme of the different stages of IGSCC of alloy 600.
established for IGSCC in the reference ‘complex’ environment was supposed to involve the incubation, slow propagation and rapid propagation stages. Moreover, the transition between slow and rapid propagation was supposed to occur when the stress intensity factor at the tip of the crack reached the level of the threshold stress intensity factor KISCC (the depth of the crack corresponding to this transition is called the critical depth dc, as shown in Fig. 9.1).
9.3.2
Incubation stage
In order to determine the incubation time of C-ring specimens in alloy 600 in the reference ‘complex’ environment, some tests were interrupted at selected times, as shown in Fig. 9.2: Figure 9.2 suggests that, in the reference ‘complex’ environment (T = 320 ∞C), the incubation time for C-ring specimens in the 600 MA alloy is located in the 0–2000 hours range and in the 2000–3000 hours range for Cring specimens in the 600 TT alloy. This strongly suggests that the initiation time for 600 TT alloy is longer than the one for 600 MA alloy in this environment. The initiation time for alloy 600 in the ‘complex’ environment (of the order of a few thousand hours) is very low compared to the running time of PWR.
9.3.3
Initiation
IGSCC of alloy 600 in sodium hydroxide (MA and TT conditions) and sulfate (MA and TT conditions) environments appears above a stress threshold (sth) which was expressed as an increasing function of the yield stress of the
Stress corrosion cracking of steam generator tubes
123
Crack depth (mm/h)
150 U581 MA U581 MA no interruption U573 MA U573 MA no interruption U573 TT U573 TT no interruption
100
50
0 0
1000
2000
3000
4000
5000
Time (h)
Stress threshold at 320 ∞C (MPa)
9.2 Results of stress corrosion cracking on C-rings of alloy 600 in the reference ‘complex’ environment at 320 ∞C. 300 600 MA 600 TT
250
200
150
100 160
180
200 220 240 Yield stress at 350 ∞C (MPa)
260
9.3 Stress threshold (sth) versus yield stress at 350 ∞C (YS350 ∞C) for 600 alloy tubes in the reference ‘complex’ environment at 320 ∞C.
material [8, 9]. Therefore, constant load tests were carried out on alloy 600 tubes in the MA and TT conditions, in the ‘complex’ environment at 320 ∞C, to determine a possible relation between stress threshold and yield stress. An approximate value of sth has been determined for two heats of 600 MA and 600 TT alloy respectively, as shown Fig. 9.3: Firstly, these results show that the stress threshold values are smaller in the reference ‘complex’ environment than in the sodium hydroxide or the sulfate environment [9]. In particular, a very low value of sth (160 MPa) has been determined in the case of one tube made of 600 MA alloy. The IGSCC initiation process is more likely to occur in the case of a ‘complex’ environment than in the two other environments (sodium hydroxide and sulfate). Secondly,
124
Corrosion issues in light water reactors
the thermal treatment of alloy 600 does not seem to have any effect on the stress threshold value (the values of sth in the case of 600 MA and 600 TT alloy are very similar).
9.3.4
Rapid propagation
CERT results were exploited according to the procedure developed by Santarini [10]. This procedure consists of representing the number N(1 > L) of crack traces of depth greater than L versus the length L. In the case of 600 MA alloy, it was not possible to discriminate between a slow and a rapid propagation step, as shown in Fig. 9.4: In addition, the same result was obtained in the case of 600 TT alloy. In conclusion, a rapid propagation step is not determined in the case of alloy 600 in the reference ‘complex’ environment. This result is further confirmed in the reference ‘complex’ environment by an investigation of propagation on WOL specimens. Indeed, no crack deeper than 40 mm was locally obtained, leading to a local crack growth rate of ca 0.02 mm/h, fully consistent with a propagation in the slow regime.
9.3.5
Slow propagation
The slow propagation step was studied in a ‘complex’ environment by using C-ring specimens in 600 MA and TT alloy at 320 ∞C. The effects of several parameters on slow propagation, including chemical conditions, potential and temperature have been studied in detail. 1000
N (DL)
100
10
1 0
50
100 L (mm)
150
200
9.4 Number N (N > l) of cracks traces of depth greater than L versus the length L on CERT specimen in 600 MA alloy in the reference ‘complex’ environment at 320 ∞C (strain rate of 5 ¥ 10–8 s–1).
Stress corrosion cracking of steam generator tubes
125
Organic compounds effect Firstly, the results obtained in a ‘complex’ environment at 320 ∞C (with or without acetate) suggest that the choice of the amine (ammonia or morpholine) is not decisive on IGSCC. Moreover, cracking of alloy 600 is reduced if a large concentration of ammonia is used; acetate alone does not play a significant role in the cracking. Secondly, the results obtained in an AVT environment with or without phosphate confirm their inhibitor effect on cracking at a high concentration (7.8 g/L), whereas they are harmful at an intermediate concentration (2.6 g/ L) [7]. Moreover, phosphates are not necessary in the ‘complex’ environment for the cracking to occur. Thirdly, the effect of carbonate has also been studied. Indeed, carbonate increases IGSCC at high pH (9.2). However, no effect is observed at neutral pH. It has been shown that no cracking is observed when carbonate is replaced by sodium hydroxide (pH = 9.2). Therefore, this effect is likely to be due to carbonate and not to the pH value. Finally, several tests have also been carried in the ‘complex’ environment at 320 ∞C by varying the Al/Si ratio (see Section 9.4), as shown in Fig. 9.5: These tests, conducted in EDF laboratories, show that the Al/Si ratio has little effect on cracking in a ‘complex’ environment. However, some significant detrimental effect was observed in CEA laboratories [6]. This different behavior could be due to different hydrogen concentrations (and potential) used during these tests.
Crack length (mm/h)
150 U581 MA U573 MA U581 MA 100
50
0 0
0.1
0.2
0.3
3191 h test, no break
0.4
0.5 0.6 Al/Si ratio
0.7
0.8
0.9
9.5 Al/Si ratio effect on the crack length on C-ring specimens (600 MA alloy) in a ‘complex’ environment (T = 320 ∞C).
1
126
Corrosion issues in light water reactors
Redox potential effect Four tests carried out for C-ring specimens (600 MA and TT alloy) at different potential values between 0 mV and 360 mV/Ecorr. These tests strongly suggest that the crack velocity decreases rapidly as the potential value increases from 0 to 400 mV/Ecorr, as shown in Fig. 9.6: Temperature effect Four tests carried out for C-ring specimens (600 MA and TT alloy) at different temperature values between 305 ∞C and 335 ∞C show that the crack velocity varies with temperature, as shown in Fig. 9.7: In particular, the maximum of IGSCC for alloy 600 in the ‘complex’ environment occurs between 312.5 ∞C and 320 ∞C. This effect, which has already been observed in the sulfate environment [9], could be due to a change in the corrosion mechanism (i.e., from IGSCC to general corrosion). In most tests, 600 TT alloy is a bit less sensitive than 600 MA alloy towards IGSCC, but in some conditions (e.g. at 312.5 ∞C, see Fig. 9.7), 600 TT alloy can be more sensitive that 600 MA alloy towards IGSCC. Material effect The IGSCC results obtained for 600 MA alloy do not depend on the heat considered during the tests. Moreover, 600 TT alloy was revealed to be generally a bit more resistant towards IGSCC than 600 MA alloy. In particular,
0.04 600 MA 600 TT
Vmax (mm/h)
0.03
0.02
0.01
0 0
100
200 E (mV/Ecorr)
300
400
9.6 Potential effect on the crack velocity of 600 alloy in the reference ‘complex’ environment at 320 ∞C.
Stress corrosion cracking of steam generator tubes
127
0.04 600 MA 600 TT
vmax (mm/h)
0.03
0.02
0.01
0 300
305
310
315
320 T (∞C)
325
330
335
340
9.7 Temperature effect on the crack velocity of 600 alloy in the ‘complex’ environment at 320 ∞C.
the ratio in the same experimental conditions between the crack velocities for 600 MA and TT C-ring specimens in a ‘complex’ environment is 0.45 ± 0.35.
9.4
Discussion
IGA and IGSCC of mill annealed alloy 600 occur under alumino-silicate deposits. Such alumino-silicate deposits are expected to have similar structures to zeolites which are widely used as catalysts or ion exchange products since they correspond to potential Lewis acids (compounds with an electron doublet vacancy). On a structural point of view, zeolites correspond to crystalline inorganic polymers based on a repeating framework of AlO 4– and SiO 4– tetrahedra linked by some common oxygen atoms. These compounds can be chemically described by the formula M 1/n+n (AlO 2 , ySiO 2 ), z H 2 O , where Mn+ corresponds to an alkali, an ammonium or a transition metal cation. As a consequence, these compounds may accept cations from the oxidizing surface of alloy 600, according to the following mechanism [6]: ∑
electron transfer reaction: M 1/n+n (AlO 2 , ySiO 2 ), z H 2 O Æ zeolite-Al[]Lewis acid center + H2O zeolite-Al[]Lewis acid center + Ni Æ Ni2+ + zeolite-Al[:]
∑
ion exchange reaction: Ni 2+ + M 1/n+n (AlO 2 , ySiO 2 ), z H 2 O Æ 2+ Ni 1/2 (AlO 2 , ySiO 2 ), z H 2 O + 1/ n M n+
128
Corrosion issues in light water reactors
According to this mechanism, the Al/Si ratio should have a strong influence on IGSCC. An increase in the Al/Si ratio in the zeolite framework would occur with an increase in the Al/Si ratio in the alumina and silica sources. However, some of the previous tests (see Section 9.3) show that the Al/Si ratio has little effect on cracking in a ‘complex’ environment. One has to consider that the experimental conditions used here are not optimal for the zeolite compound synthesis. IGA and IGSCC also involve an underlying hydroxide gel rich in chromium, which is brittle and non-protective. Another mechanistic hypothesis considers that the dissolution of Ni could be increased by the cyano coordination of Ni2+, according to the following mechanism: ∑
amid formation: CH3COOH + NH3 Æ CH3COO– NH +4
∑
amid deshydratation (probably via the formation of P2O5 from phosphates): CH3COO– NH +4 Æ CH3CN + 2H2O
∑
Ni dissolution by formation of the complex: [NiII(CN)4]2–
Indeed, IGSCC was detected in an AVT, phosphate and acetic acid environment, i.e. without any alumino-silicate deposits. However, some of the previous tests (see Section 9.3) show that phosphate is not necessary to obtain cracks.
9.5
Conclusions
The effects of several parameters such as chemical conditions, potential value and temperature, on the slow propagation step for alloy 600 in a ‘complex’ environment (T = 320 ∞C) have been investigated in detail. The ‘complex’ environment succeeds in obtaining a cracking at the approximate rate of 0.02 mm/h, similar to field experience. Based on the mechanistic hypotheses detailed in Section 9.3, further investigations are necessary to verify the detrimental effect of aluminosilicate zeolite compounds and cyano ligands on IGSCC of alloy 600. Indeed, the results obtained in this study do not allow discrimination with confidence between the two hypothesis Finally, it seems to be impossible, with the results obtained in this study, to model the slow propagation step of alloy 600 in the ‘complex’ environment. Indeed, the effects of the previous parameters (in particular the chemical conditions) are not definite enough to allow the modeling of IGSCC velocity for alloy 600 in the reference ‘complex’ environment.
Stress corrosion cracking of steam generator tubes
9.6
129
References
1. Vaillant F., Prieux B., Cattant F., Stutzmann A., Lemaire P., ‘Saint-Laurent B1: expertises, chimie en fonctionnement et essais de corrosion’, Contribution of Materials Investigation to the Resolution of Problems Encountered in Pressurized Water Reactors, International Symposium, Fontevraud III, 12–16 September 1994, SFEN, pp. 383– 393. 2. Ollar P., Viricel-Honorez L., ‘Better understanding flow-restricted environments from hideout return analyses’, Contribution of Materials Investigation to the Resolution of Problems Encountered in Pressurized Water Reactors, International Symposium, Fontevraud IV, 14–18 September 1998, SFEN, pp. 465–476. 3. Cattant F., Dupin M., Sala B., Gelpi A., ‘Analysis of deposits and underlying surfaces on the secondary side of pulled tubes from a French plant’, Contribution of Materials Investigation to the Resolution of Problems Encountered in Pressurized Water Reactors, International Symposium, Fontevraud III, 12–16 September 1994, SFEN, pp. 469– 480. 4. Sala B. Henry K., Lancha A.M., Dupin M., Combrade P., Erre R., Gelpi A., ‘Analysis of the deposits and surface layers on tubes pulled from PWR French steam generators’, Proc. Eurocorr’96, Nice (France), September 1996, paper IX OR 14. 5. Sala B., Gelpi A., Chevallier S., Dupin M., ‘Complementary investigations concerning the analysis of the deposits and underlying surfaces observed on French PWR steam generator pulled tubes’, Proc. Intern. Symp. Fontevraud IV, September 1998, SFEN, p. 553. 6. de Bouvier O., Vaillant F., Millet L., Scott P. M., Tran Q. T. ‘Duplication in laboratory of deposits, films and IGA/SCC damage observed on pulled steam generator tubes’, Contribution of Materials Investigation to the Resolution of Problems Encountered in Pressurized Water Reactors, International Symposium Fontevraud V, 23–27 September 2002, SFEN, p. 1049. 7. Tran T., Scott P., Vaillant F., ‘IGA/SCC of Alloy 600 in complex mixtures of impurities’, Proceedings of the tenth International conference on environmental degradation of materials in nuclear power systems – Water reactors, South Lake Tahoe (NV), USA, August 5–9, 2001. 8. Vaillant F., Pavageau E. M., Bouchacourt M., Boursier J M., Lemaire P, ‘Modeling the secondary side corrosion of tubings: a help to the maintenance policy of PWR steam generators’, Proceedings of the ninth International conference on environmental degradation of materials in nuclear power systems – Water reactors, Newport Beach (CA), USA, August 1–5, 1999, p. 673. 9. Pavageau E. M., Vaillant F., de Bouvier O., Bouchacourt M., Caire J. P., Dalard F., ‘Secondary side corrosion modeling of alloy 600 for steam generator tubes based on laboratory tests in sulfate environments‘, Proceedings of the tenth International conference on environmental degradation of materials in nuclear power systems – Water reactors, South Lake Tahoe (NV), USA, August 5–9, 2001. 10. Santarini G., ‘Comprehensive interpretation of CERTs: a method for the characterization and the prediction of IGSCC’, Corrosion, vol. 45, no. 5, p. 369.
10 The effect of sulphate and chloride transients on the environmentally-assisted cracking behaviour of low-alloy RPV steels under simulated BWR conditions S. R I T T E R and H. P. S E I F E R T, Paul Scherrer Institute (PSI), Switzerland
10.1
Introduction
The ageing of light water reactor structural materials has been one of the major factors affecting the availability, cost and safety of nuclear power. Along with fatigue and irradiation embrittlement, environmentally-assisted cracking (EAC) is a potential RPV ageing mechanism. The EAC behaviour of low-alloy steel (LAS) pressure boundary components under transientfree, steady-state boiling water reactor (BWR) power operation conditions, which covers the largest part of the lifetime, is well established [1–5]. These investigations have shown very low susceptibility to SCC crack growth under static loading conditions in oxygenated, high-purity, high-temperature water/BWR environments at temperatures around 288 ∞C and also formed the basis for the definition of the BWRVIP-60 SCC disposition lines for SCC crack growth in LAS during BWR power operation (Fig. 10.1, [3]). On the other hand, the EAC behaviour during and after water chemistry transients has hardly been investigated so far, but is also of great practical relevance because BWR operation inevitably involves periodic short-term variations in water chemistry and oxygen/corrosion potential (ECP). Conductivity and oxygen/ECP transients occur during start-up/shut-down and occasionally during steady-state power operation (ion exchanger resin intrusions, condenser leakages, etc.). Nowadays, the extent (magnitude, period) and frequency of such transients is strongly minimised by following the current EPRI BWR water chemistry guidelines (Table 10.1, [6]). The possible effect of relatively short-term water chemistry transients on the transition EAC crack growth behaviour during and, in particular, after a transient under subsequent steady-state power operation is of great interest for safety assessments. Effects of oxygen/ECP transients on EAC crack growth in LAS have already been widely investigated in the context of hydrogen water chemistry/noble metal chemical addition (NMCA) by Andresen et al. in tests with periodical partial unloading (PPU) [7]. There is an obvious lack of qualified and well documented testing with sulphate and chloride 130
The effect of sulphate and chloride transients
131
10–8
da /dtscc (m/s)
BWRVIP-60 SCC DL 1: Stationary power operation BWRVIP-60 SCC DL 2: During and 100 h after transients of water chemistry and load
10–9
10–10
10–11
0
20
40 60 80 Stress intensity factor Kl (MPa · m1/2)
100
10.1 BWRVIP-60 SCC disposition lines [3] for SCC crack growth in LAS. Line 1: Stationary, transient-free BWR power operation (< EPRI action level 1), line 2: During and 100 h after water chemistry transients (> EPRI action level 1). Table 10.1 EPRI water chemistry guidelines for reactor water during BWR/NWC power operation [6] Control Parameter
Action level 1
Action level 2
Action level 3
Conductivity [mS/cm] Sulphate [ppb] Chloride [ppb]
> 0.3 >5 >5
> 1.0 > 20 > 20
> 5.0 > 100 > 100
transients under highly oxidising BWR/normal water chemistry (NWC) conditions at high ECP, where the most distinct and severe long-term/hysteresis effects might be expected. Therefore, the EAC crack growth behaviour of three different low-alloy RPV steels during and after sulphate and chloride transients was investigated under simulated BWR/NWC power operation conditions by tests with PPU and experiments under constant load. These tests should indicate, if hysteresis or long-term effects might occur under these highly oxidising conditions and reveal information on the transition behaviour during and after such a transient (response times, incubation periods, delay times, acceleration of crack growth, etc.). Furthermore, the adequacy and conservative character of the BWRVIP60 SCC disposition lines (Fig. 10.1, [3]) for SCC crack growth in LAS during and after water chemistry transients was evaluated and assessed in the context of the current EPRI BWR water chemistry guidelines (Table 10.1).
132
10.2
Corrosion issues in light water reactors
Experimental procedure
10.2.1 Materials Three different types of low-alloy, nuclear grade RPV steels with either a low or high sulphur content were investigated (Tables 10.2 and 10.3). The RPV steels had a granular, bainitic microstructure with an average former austenitic grain size of 10 to 20 mm. The spatial distribution and morphology of the MnS-inclusions was fairly homogenous and similar in alloys B and C covering the range from small, spherical to large (up to a few 100 mm), elongated inclusions. In alloy A distinct sulphur segregation zones with large clusters of MnS inclusions were observed. The local sulphur content therefore significantly deviated from the average bulk sulphur content of 0.015 wt.% and varied between 0.003 and 0.053 wt.%.
10.2.2 Specimens 25 mm thick compact tension specimens (1T-C(T)) were used for all experiments. They were manufactured in the T-L or L-T orientation. The specimens were pre-cracked by fatigue in air at room temperature, using a load ratio R of 0.1. The maximal KI at the final load step was £ 15 MPa · m1/2.
10.2.3 Environmental parameters The tests were conducted in modern high-temperature water loops [8]. Water chemistry (oxygen content and conductivity) and flow rate were measured at the autoclave inlet and outlet. Inside the autoclave pressure and temperature were measured. The stainless steel autoclave volume of 10 litres was exchanged three to four times per hour. In the vicinity of the specimens a flow velocity in the range of mm/s was obtained. The concentration of dissolved oxygen (DO) was adjusted by adding an argon-oxygen mixture to the storage tank. After the demineralised water in the storage tank was purified by ion exchangers, active coal and microfilters, the conductivity was controlled by dosing 0.02 M Na2SO4 or NaCl to the high-purity (£ 0.06 mS/cm) water. Conductivity and concentration of DO were controlled at the inlet water. Ionic impurities of the water (grab samples at inlet and outlet) were analysed by Inductive Coupled Plasma – Atomic Emission Spectroscopy (ICP – AES) and Ion Chromatography (IC) several times during each test. The ECP of the specimens and the redox potential (platinum probe) were continuously monitored by use of an external Ag/AgCl/0.01 M KCl reference electrode. The specimens were electrically insulated from the autoclave and from each other by ZrO2 spacers.
Table 10.2 Chemical composition (in wt.%) and heat treatment of the investigated low-alloy RPV steels (WQ = water quenched, FC = furnace cooled, AC = air cooled, PWHT = post weld heat treatment Alloy
C
Si
Mn
P
S
Ni
Cr
V
Mo
Al
N
Heat treatment
A
0.25
0.33
1.54
0.014
0.015*
0.62
0.18
0.024
0.68
0.021
0.004
900 ∞C/9h/WQ, 650 ∞C/34h/AC, 660 ∞C/14h/AC + PWHT
22 NiMoCr 3 7 (∫ SA 508 Cl.2)
B
0.22
0.20
0.91
0.008
0.007
0.88
0.42
0.010
0.53
0.018
0.008
895 ∞C/7h/WC, 645 ∞C/17h/AC + PWHT
SA 533 B Cl.1 (∫ 20 MnMoNi 5 5)
C
0.25
0.24
1.42
0.006
0.018
0.62
0.12
0.007
0.54
0.030
0.006
915 ∞C/12h/AC, 860 ∞C/12 h/WQ, 660 ∞C/12 h/FC + PWHT
*local sulphur content: 0.003–0.053 wt.%)
Table 10.3 Mechanical properties (tensile tests in air, DIN 50125, B5 ¥ 50-specimens, Rp0.2 = yield stress, Rm = tensile strength, A5 = elongation at fracture, Z = reduction of area) 288 ∞C
Room temperature Alloy
Rp0.2 [MPa]
Rm [MPa]
A5 [%]
Z [%]
Rp0.2 [MPa]
Rm [MPa]
A5 [%]
Z [%]
A
512
663
19
56
462
618
17
51
22 NiMoCr 3 7
B
467
605
17
72
400
578
16
70
SA 533 B Cl.1
C
456
618
23
60
412
588
21
55
133
20 MnMoNi 5 5
The effect of sulphate and chloride transients
20 MnMoNi 5 5 (∫ SA 508 Cl.3)
134
Corrosion issues in light water reactors
10.2.4 Crack growth monitoring and fractographical posttest evaluation Crack advance was continuously monitored using the reversed direct current potential drop (DCPD) method with a resolution limit corresponding to roughly 5 mm [8]. The crack growth increment was calculated by the Johnson formula [9]. The calculated crack length at the end of the experiment was then verified and, if necessary, corrected with regard to the mean final crack length
as revealed by post-test fractography [8]. The crack growth rates (CGR) were determined by linear fit of the crack increment versus time curve. After the test, the specimens were broken apart at liquid nitrogen temperature for post-test evaluation. For fractographical analysis in the scanning electron microscope, the oxide film on the fracture surface of one specimen half was removed by galvanostatic reduction in an ENDOX-bath [10].
10.2.5 Mechanical loading Two pre-cracked specimens were investigated simultaneously under the test conditions in oxygenated high-temperature water in a daisy chain. The load was actuated with a screw-driven, electro-mechanical tensile machine with computer control. The KI values were calculated according to ASTM E 399 by the measured load and by the actual mean crack length , derived by the DCPD method and by post-test fractographical evaluation [8].
10.2.6 Test procedure of the sulphate transient experiment (Test 1) In the first test, the effect of a sulphate transient on an actively growing EAC crack in two low-alloy RPV steels with different sulphur contents (alloy A and B) under low-flow and highly oxidising BWR conditions was investigated under PPU (constant load amplitude loading with trapezoid waveform) conditions. The four major experimental phases of this transient test are shown in Fig. 10.2. After achieving the desired environmental conditions, the specimens were pre-oxidised in the test environment (8 ppm DO, kinlet = 0.06 mS/cm) under a small mechanical pre-load. Before applying the sulphate transient, an EAC CGR in the range of the ‘low-sulphur SCC line’ of the GE model [11] was generated in the initially high-purity water by PPU (asymmetrical trapezoid loading at high load ratio R of 0.8 with a rise time DtR of 1000 s and long hold time at maximum load DtH of 5 h). The testing phase in oxygenated, high-temperature water at 288 ∞C consisted on a sequence of three different water chemistry conditions WC 1 to 3 with different sulphate concentrations (Fig. 10.2 and Table 10.4). After 170 h in high-purity water,
The effect of sulphate and chloride transients DtR
Load
2–
Test 1 (368 ppb SO4 ) Test 2 (50 ppb Cl–) Load
135
DtR
Test 3 (20 ppb Cl–) DtR
k (Na2SO4 or NaCl)
(CO2)
O2 (ECP) T Time Pre- Heating Conditioning test phase phase phase
Testing phase
Cooling phase
10.2 Simplified schematic of the test procedures of tests 1 to 3 with the major experimental phases.
the sulphate level was increased within 1 h from < 0.6 to 368 ppb by dosing 0.02 M Na2SO4. The sulphate level was then kept constant for further 310 h (WC 2). Afterwards, the sulphate level was decreased within 2.6 h to a value of < 0.6 ppb and the high-purity water chemistry conditions (WC 3) were maintained for further 240 h before the specimens were unloaded.
10.2.7 Test procedure of the chloride transient experiments (Tests 2 and 3) The effect of chloride transients on the EAC behaviour of three low-alloy RPV steels with different sulphur contents under low-flow and highly oxidising BWR conditions was investigated by two different tests under PPU and constant load conditions. Test 2 (50 ppb chloride, PPU) In this test the effect of a chloride transient on an actively growing EAC crack in two low-alloy RPV steels with different sulphur contents (alloy A and B) under low-flow and highly oxidising BWR conditions was investigated under PPU conditions. The four major experimental phases of this transient test were similar to the sulphate transient test (see above) and are shown in Fig. 10.2. Instead of sulphate, chloride was added to the high-purity water for 40 h (WC 2). The chloride level was increased within 1 h from < 0.4 to
136
Corrosion issues in light water reactors
50 ppb by dosing 0.02 M NaCl. Afterwards, the chloride level was decreased within 1.6 h to a value of < 0.4 ppb and the high-purity water chemistry conditions (WC 3) were maintained for further 170 h before the specimens were unloaded. Test 3 (20 ppb chloride, constant load) The EAC behaviour of alloy C and B during and after a chloride transient was investigated in a third test under constant load. In this test 20 ppb chloride was added for 290 h under pure constant load under otherwise similar environmental conditions as in test 1 and 2. After 240 h of NaCl dosing a single partial unloading with a load ratio R of 0.7 was performed (DtFall = 200 s, DtRise = 1000 s). Then the load was kept constant for further 1130 h.
10.3
Results and discussion
10.3.1 Effects of a sulphate transient on the EAC behaviour The average EAC CGR of the two specimens (alloy A and B) during the water chemistry phases WC 1 to 3 are summarised in Table 10.4. In material A no effect of the sulphate transient on the EAC CGR was observed. The EAC CGR before, during and after the sulphate transient were almost identical (Table 10.4). The very small increase of the CGR from WC 1 to 3 was primarily the result of the increasing KI,max value. The PPU (R = 0.8, KI,max = 69–85 MPa·m1/2, DtR = 1000 s, DtH = 5 h) under these highly oxidising conditions resulted in stable EAC crack growth in the range of the BWRVIP60 SCC disposition line 2. During the PPU at high KI,max values it was possible to resolve the crack growth in each trapezoid cycle and to qualitatively differentiate between the EAC crack growth during the slow rising load and the constant load part of the cycle (Fig. 10.3). The crack mainly grew during the rising load phase with some very minor crack advance (and very low CGR) during the subsequent constant load phase. The crack arrested either during the constant load or during the unloading part of the cycle and reinitiated again during the rising load part of the next cycle. In accordance to the GE model [11], the absence of an acceleration of EAC crack growth may be attributed to ‘high-sulphur’ crack chemistry conditions, which already existed during the high-purity water chemistry phase WC 1 because of the high ECP and the dissolution of MnS-inclusions in the enclave of the incipient crack. Therefore, an increased bulk sulphate concentration did not result in an acceleration of the crack growth. In material B continuous cessation of EAC crack growth was observed in the high-purity water chemistry phase WC 1. The crack was growing with a
Alloy A
Alloy B
Test phase
WC 1
WC 2
WC 3
WC 1
WC 2
WC 3
<ECP> [mVSHE]
+110
+70
+115
+130
+100
+120
0.07
1.00
0.06
0.07
1.00
0.06
< 0.6
368
< 0.6
< 0.6
368
< 0.6
KI,max [MPa·m ]
68.8–70.9
70.9–78.0
78.0–84.7
61.9
62.0
62.0–65.9
[m/s]
8.1 ¥ 10–10
1.4 ¥ 10–9
1.6 ¥ 10–9
1.4 ¥ 10–11
1.4 ¥ 10–11
1.6 ¥ 10–9
inlet
SO 42–
> [mS/cm] [ppb] 1/2
The effect of sulphate and chloride transients
Table 10.4 Summary of the most important environmental parameters and the mean CGR during the three water chemistry phases of test 1 (WC 1–3). WC 2 = sulphate transient
137
138
Corrosion issues in light water reactors 25.06 Load 42
40
25.02
38
Load (kN)
Crack length (mm)
25.04
36 25.00 A: 20 MnMoNi 5 5, 0.015 wt.% S T = 288 ∞C, DO = 8 ppm, ECP = 71 mVSHE WC 2: k = 1.00 mS/cm, 368 ppb SO42–
24.98 710
715
720 Time (h)
725
34
32
10.3 Crack length of alloy A specimen during the sulphate transient. Test 1.
CGR just slightly above the detection limit of the DCPD ( ª 1.4 ¥ 10–11 m/s) during the water chemistry phases WC 1 and 2. The sulphate transient did not result in an acceleration of the very slow EAC crack growth. 65 h after returning to high-purity water, EAC re-initiated. After re-initiation followed by a short transition period, stable and stationary EAC crack growth with a CGR of 1.6 ¥ 10–9 m/s (51 mm/year) in the range of the ‘low-sulphur SCC crack growth curve’ of the GE model [11] was observed in alloy B. The CGR was almost identical to that in alloy A. It is believed, that the reinitiation of fast EAC in alloy B was not the direct result of a delayed effect of the sulphate transient, but rather a result of the probabilistic nature of the EAC cessation/pinning/arrest phenomena and of the re-initiation process [12]. The same crack growth behaviour has also been observed by MPA Stuttgart in the framework of the CASTOC programme [13] and in many other investigations of PSI [1, 4]. In these experiments under comparable environmental conditions (T = 288 ∞C, DO = 0.4 or 8 ppm, ECP = 0 to +150 mVSHE), all investigated RPV steels with different sulphur contents revealed the same crack growth behaviour with comparable CGR under identical loading conditions in high-purity water and in water with very high levels of sulphate (added as H2SO4 or Na2SO4). Even very high sulphate contents of up to 1400 ppb (ca. 10 mS/cm) did not result in an acceleration of EAC crack growth. Fast growing cracks, triggered by cyclic or slow rising loading arrested immediately after switching to constant load at stress intensity factors of up to 53 MPa·m1/2. In spite of the absence of any accelerating effect under highly oxidising BWR conditions, sulphate still remains a harmful species
The effect of sulphate and chloride transients
139
for EAC in LAS, since it has been observed to affect EAC initiation from smooth surfaces in LCF and SSRT tests and to accelerate EAC crack growth under reducing PWR conditions [5]. Furthermore it may help to overcome crack pinning/arrest phenomena and re-initiation problems.
10.3.2 Effect of chloride on the EAC behaviour Test 2 (50 ppb chloride, PPU, [14]) The mean EAC CGR of the two alloys during the individual water chemistry phases WC 1 to 3 are summarised in Table 10.5. In Fig. 10.4 the crack growth behaviour of material A during the chloride transient is shown. An accelerating effect of the chloride transient on the EAC CGR was observed. The PPU (R = 0.73, KI,max = 51–67 MPa·m1/2, DtR = 1000 s, DtH = 12 h) during the high-purity water chemistry phase WC 1 resulted in stable EAC crack growth slightly above the BWRVIP-60 disposition line 2. In the high-purity water chemistry phases WC 1 and 3 the crack growth behaviour was similar to that during the sulphate transient experiment, as described before (Fig. 10.3). 3 h after adding NaCl to the high-purity water, onset of fast EAC occurred during the constant load phase of a PPU cycle (Fig. 10.5). 17 h later, the EAC crack growth reached a stationary state during the rising (da/dtRL = 1.4 ¥ 10–7 m/s) and constant load (da/dtCL = 1.8 ¥ 10–8 m/s) part of the next PPU cycle with a mean CGR of 2.2 ¥ 10–8 m/s (694 mm/year) at stress intensity factor values KI of 55 to 62 MPa·m1/2. After stopping the NaCl dosage, the crack was further growing with the same high CGR under constant load until the next partial unloading (Fig. 10.4). Then the crack growth started to slow down to a mean CGR in the same range (and with the same behaviour: see Fig. 10.3) as observed before the chloride transient. The slightly higher CGR was assigned to the higher KI,max values. The decay of the crack growth after the chloride transient might have been caused by crack closure effects during the partial unloading. Therefore, a possible long-term effect of a chloride transient on the EAC crack growth behaviour under constant load could not be fully excluded based on this experiment. According to the EPRI BWR/NWC water chemistry guidelines (Table 1), the chloride concentration has to be reduced below the action level 2 within 24 h from the time of occurrence by adequate correction actions. Otherwise an orderly shut-down shall be initiated. If it is foreseeable that the parameter will be below the action level 2 value within the time period required to achieve an orderly shut-down, power operation can be maintained. The experimentally observed short incubation period of 3 h for acceleration of EAC is therefore significantly shorter than the maximum allowable time interval for returning to normal operating conditions. The short incubation period for acceleration of EAC in combination with the very high SCC CGR
140
Alloy A
Alloy B
Test phase
WC 1
WC 2
WC 3
WC 1
WC 2
WC 3
<ECP> [mVSHE]
+105
+110
+125
+130
+125
+150
0.06
0.23
0.06
0.06
0.23
0.06
< 0.4
50
< 0.4
< 0.4
50
< 0.4
KI, max [MPa·m ]
51.5–52.9
54.2–62.1
64.8–67.2
49.5–49.6
49.6–49.8
49.8–50.4
[m/s]
1.2 ¥ 10–9
2.2 ¥ 10–8
1.8 ¥ 10–9
2.7 ¥ 10–11
2.5 ¥ 10–9
4.6 ¥ 10–10*
inlet
> [mS/cm]
Cl– [ppb] 1/2
Corrosion issues in light water reactors
Table 10.5 Summary of the most important environmental parameters and the mean CGR during the three water chemistry phases of test 2 (WC 1–3). WC 2 = chloride transient
The effect of sulphate and chloride transients WC 1 (< 0.4 ppb Cl–)
28.0
WC 2 (50 ppb Cl–)
WC 3 (< 0.4 ppb Cl–)
141
0.25
Inlet
m/s 0.15
26.0 0.10 25.0
24.0
Kl = 52 – 67 MPa.m 1.2 ¥ 10–9 m/s
400
1/2
A: 20 MnMoNi 5.5, 0.015 wt.% S T = 288 ∞C, DO = 8 ppm, ECP = 110 mVSHE
450
500 Time (h)
550
Conductivity (mS/cm)
Crack length (mm)
2.2 ¥
10–8
0.20
1.8 ¥ 10–9 m/s
27.0
0.05
0.00
600
10.4 Crack length of alloy A specimen with mean EAC CGR (linear fit) before during and after the chloride transient. Test 2.
24.4
WC 1 (< 0.4 ppb Cl–)
WC 2 (50 ppb Cl–) Load
32
30 24.2
Onset of fast EAC under constant load
28
24.1 26
Load (kN)
Crack length (mm)
24.3
24.0 A: 20 MnMoNi 5.5, 0.015 wt.% S T = 288 ∞C, DO = 8 ppm, ECP = 110 mVSHE k = 0.06/0.23 mS/cm, < 0.4/50 ppb Cl–
23.9 470
475
480 485 Time (h)
490
24 22 495
10.5 Crack length of alloy A specimen at the beginning of the chloride transient. Test 2.
under constant load of almost 1 mm/day arise some safety concern for severe chloride transients under BWR/NWC conditions. Test 3 (20 ppb chloride, constant load) The mean EAC CGR of the investigated alloys C and B during the individual water chemistry phases WC 1 to 3 are summarised in Table 10.6. In both
142
Alloy C Test phase
WC 1
Alloy B WC 2
WC 3
WC 1
WC 2
WC 3
<ECP> [mVSHE]
+140
+140
+140
+145
+145
+145
[mS/cm]
0.06
0.13
0.06
0.06
0.13
0.06
Cl– [ppb]
<2
20
<2
<2
20
<2
KI, max [MPa·m1/2]
38.0–38.3
38.3–44.2
44.2–52.4
32.1
32.1–32.3
32.3
[m/s]
1.2 ¥ 10–10
5.8 ¥ 10–9
7.0 ¥ 10–10
< 4.0 ¥ 10–12*
1.1 ¥ 10–9
< 1.4 ¥ 10–12*
*Close to detection limit of the DCPD measurement.
Corrosion issues in light water reactors
Table 10.6 Summary of the most important environmental parameters and the mean CGR during the three water chemistry phases of test 3 (WC 1–3). WC 2 = chloride transient.
The effect of sulphate and chloride transients
143
investigated materials no accelerating effect of the chloride transient could be observed for the first 240 h of chloride addition. Therefore a single partial unloading and reloading (R = 0.7) of the specimens was performed. During the reloading onset of fast EAC was observed in both specimens. The EAC crack growth behaviour of alloy C during and after the chloride transient is presented in Fig. 10.6. In alloy C onset of fast EAC crack growth occurred during the reloading due to dynamic straining of the crack-tip. After 4 h under pure constant load sustained, stable SCC with a CGR value of 5.8 ¥ 10–9 m/s (183 mm/year) was observed (Fig. 10.7). The crack was growing with same rate for further 40 h (delay time) after returning to highpurity water. Then the crack growth slowed down to a mean CGR of 7.0 ¥ 10–10 m/s (22 mm/year), which was still significantly higher than before the transient. The crack growth after the chloride transient consisted of periodic sequences of longer phases with slightly lower CGR (3 to 5 ¥ 10–10 m/s) and shorter phases with significantly faster transient CGR (5 ¥ 10–9 m/s) than the long-term mean value of 7.0 ¥ 10–10 m/s (Fig. 10.6). This special shape of crack growth was caused by local crack pinning (periods with slightly slower CGR) and subsequent retarded and stepwise failure of these uncracked ligaments (periods with higher transient CGR) by EAC or ductile tearing, which was further confirmed by post-test fractography. Similar shapes of crack growth versus time curves were observed in many other PSI tests with fast SCC under constant load [4]. Stable, fast SCC with CGR significantly above the BWRVIP-60 SCC disposition line 1 and 2 could be sustained for more than 1100 h after returning WC 1 27.0
WC 2 (20 ppb Cl–)
WC 3 (< 2 ppb Cl–) Inlet 0.12 7.0 ¥
10–10
m/s
26.0
(5 ¥ 10–9 m/s) (4 ¥ 10
25.5 25.0 24.5
–10
m/s)
1 partial unloading (R = 0.7)
1.2 ¥ 10–10 m/s
0.06
5.8 ¥ 10 m/s
KI = 38–52 MPa.m1/2
–9
24.0 900
0.09
1200
C: SA 533 B Cl.1, 0.018 wt.% S T = 288 ∞C, DO = 8 ppm, ECP = 140 mVSHE
1500 Time (h)
1800
2100
Conductivity (mS/cm)
Crack length (mm)
26.5
0.03
0.00
10.6 Crack length of alloy C specimen with mean EAC CGR (linear fit) during and after the chloride transient. Test 3.
144
Corrosion issues in light water reactors 24.4 22 Load 20
24.2
24.1
5.8 ¥ 10–9 m/s
16
Onset of fast EAC
24.0
C: SA 533 B Cl.1, 0.018 wt.% S T = 288 ∞C, DO = 8 ppm, ECP = 140 mVSHE – WC 2: k = 0.13 mS/cm, 20 ppb Cl
23.9 1050
18
1055
1060 Time (h)
1065
Load (kN)
Crack length (mm)
24.3
14
12 1070
10.7 Crack length of alloy C specimen at the beginning of the chloride transient (partial unloading). Test 3.
to high-purity water in alloy C. This showed that there might be a distinctive long-term effect after severe (≥ EPRI action level 2) and prolonged chloride transients. Alloy B also showed accelerated EAC crack growth during the chloride transient, although the CGR slowed down to values below the detection limit of the DCPD measurement 35 h after returning to high-purity water.
10.3.3 Comparison with the BWRVIP-60 SCC disposition lines The EAC CGR results of the different water chemistry transient tests under PPU and constant loading conditions with alloy A, B and C were compared to the BWRVIP-60 SCC disposition lines [3]. In Fig. 10.8, the SCC CGR from constant load tests [1, 4, 12, 13] in oxygenated high-temperature water (0.4 or 8 ppm DO, k = 0.25 to 10 mS/cm, T = 288 ∞C) with alloy A, B and C and different amounts of sulphate (65 to 1400 ppb) added either as Na2SO4 or H2SO4 were compared to the BWRVIP-60 SCC disposition lines. Even for extremely high sulphate levels significantly above the EPRI action level 3, the SCC CGR were well below the BWRVIP-60 SCC disposition line 2 for water chemistry transients. Furthermore, fast growing EAC cracks, triggered by cyclic or slow rising loading arrested immediately after switching to constant load at stress intensity factors of up to 60 MPa·m1/2 [1–4]. These results clearly confirmed the very conservative character of the BWRVIP-60 SCC disposition line 2 for sulphate transients even exceeding the EPRI action level 3.
The effect of sulphate and chloride transients
145
10–8 102
Alloy B (Na2SO4): : 0.25 mS/cm
101
10–10 100
da /dt (mm/year)
da /dtscc (m/s)
10–9
Alloy A (H2SO4, [14]): Alloy C (Na2SO4): : 1 mS/cm : 0.25 mS/cm : 5 mS/cm : 1 mS/cm : 10 mS/cm
10–11 BWRVIP-60 SCC DL 2 BWRVIP-60 SCC DL 2 10–12 20
30
T = 288 ∞C, DO = 8/0.4 ppm, 10–1 ECP = 70 – 140 mVSHE
40 50 60 70 80 Stress intensity factor Kl (MPa·m1/2)
90
100
10.8 Effect of sulphate on SCC CGR under constant load. Comparison with the BWRVIP-60 SCC DL [3].
10–7
High-sulphur line, GE model BWRVIP-60 SCC DL 2 BWRVIP-60 SCC DL 1
T = 288 ∞C, DO = 8 ppm, ECP = 70 – 140 mVSHE
104
103
102 10–9 101 10–10
Alloy A, 50 ppb Cl– Alloy B, 50 ppb Cl– Alloy B, 50 ppb Cl–
10–11
10–12
20
Alloy C, 20 ppb Cl– Alloy C, <2 ppb Cl–, after Trans. of 20 ppb Cl– 30
40 50 60 70 Stress intensity factor Kl (MPa·m1/2)
100
da /dtscc (mm/year)
da /dtssc (m/s)
10–8
10–1 80
10.9 Effect of chloride on SCC CGR under constant load. Comparison with the BWRVIP-60 SCC disposition lines [3].
In contrast to the sulphate transient experiment (368 ppb SO 2– 4 ) , a relatively low chloride concentration (50/20 ppb Cl–, ≥ EPRI action level 2) had a distinct accelerating effect on the EAC crack growth and resulted in sustained, stationary SCC crack growth under constant load under simulated highly oxidising BWR conditions. As shown in Fig. 10.9, the SCC CGR of alloy A, B and C during chloride transients clearly exceeded the BWRVIP-60 SCC
146
Corrosion issues in light water reactors
disposition line 2 for water chemistry transients. In several cases stable, stationary SCC with CGR above the BWRVIP-60 SCC disposition line 2 could be sustained after severe (≥ EPRI action level 2) and prolonged chloride transients for much longer periods (> 1000 h) than the 100 h interval suggested by BWRVIP-60 and the CGR remained well above the BWRVIP-60 disposition line 1 for stationary, transient-free BWR power operation. The short incubation period (few hours) under PPU for acceleration of SCC in combination with the very high SCC CGR under constant load of up to 1 mm/day and possible long-term effects arise some concern for severe chloride transients under BWR/NWC conditions. These important results and the non-conservatism of the BWRVIP-60 SCC disposition lines for severe chloride transients should therefore be further investigated at lower chloride concentrations adjacent to the EPRI action level 1 and shorter transient periods, both for lower DO of 0.4 ppm and lower KI values.
10.4
Summary and conclusions
The adequacy and conservative character of the BWRVIP-60 stress corrosion cracking (SCC) disposition lines during and after water chemistry transients was evaluated and assessed in the context of the current EPRI boiling water reactor (BWR) water chemistry guidelines. For that purpose, the SCC behaviour of three nuclear grade low-alloy RPV steels during and after sulphate and chloride transients was investigated under simulated BWR power operation conditions by tests with periodical partial unloading (PPU) and experiments under constant load. Modern high-temperature water loops, on-line crack growth monitoring (DCPD) and fractographical analysis by scanning electron microscope were used to quantify the cracking response. In oxygenated, high-temperature water (T = 288 ∞C, 8 ppm dissolved oxygen (DO)), the addition of 368 ppb sulphate (≥ EPRI action level 3) did not result in acceleration of crack growth under PPU and constant load in all materials and the SCC crack growth rates (CGR) under constant load during sulphate transients were conservatively covered by the BWRVIP-60 SCC disposition line 2. Both, in high-purity water or water with 368 ppb sulphate, no sustained SCC was observed. Under PPU conditions, the cracks were only growing during the rising load phase of the PPU cycles. The absence of an acceleration of EAC crack growth was attributed to ‘high-sulphur’ crack chemistry conditions, which already existed before the sulphate transient because of the high corrosion potential and the dissolution of MnS-inclusions in the pre-crack enclave. The addition of 20 to 50 ppb chloride (≥ EPRI action level 2) resulted in acceleration of the SCC crack growth in all materials by at least one order of magnitude and in fast, stationary SCC under constant load in the investigated stress intensity factor range KI from 32 to 62 MPa·m1/2 with CGR significantly
The effect of sulphate and chloride transients
147
above the BWRVIP-60 SCC disposition line 2 and close to the ‘high-sulphur SCC crack growth curve’ of the GE model. In several cases stable, stationary SCC with CGR above the BWRVIP-60 SCC disposition lines 1 and 2 could be sustained after severe (≥ EPRI action level 2) and prolonged chloride transients for much longer periods (> 1000 h) than the 100 h interval suggested by BWRVIP-60. The short incubation period (few hours) under PPU for acceleration of SCC in combination with the very high SCC CGR under constant load of up to 1 mm/day and possible long-term effects, at least after severe and prolonged chloride transients, arise some concern for severe chloride transients under BWR/NWC conditions. These important results and the non-conservatism of the BWRVIP-60 SCC disposition lines for severe chloride transients should therefore be further investigated at lower chloride concentrations adjacent to the EPRI action level 1 and shorter transient periods, both for lower DO of 0.4 ppm and lower KI values.
10.5
Acknowledgements
This work has been performed within the CASTOC (5th EC FW programme, participants: MPA Stuttgart – D, CIEMAT Madrid – ES, NRI Řež – CZ, PSI Villigen – CH, Framatome ANP GmbH Erlangen – D, VTT Espoo – FIN, [13]) and RIKORR-I project. The financial support for this work by the Swiss Federal Office for Education and Science (BBW), the Swiss Federal Nuclear Safety Inspectorate (HSK) and the Swiss Federal Office of Energy (BFE) is gratefully acknowledged. Thanks are also expressed to U. Ineichen, U. Tschanz, B. Gerodetti, and E. Groth (all PSI) for their experimental contribution to the project.
10.6
References
1. J. Heldt, H.P. Seifert, Nuclear Eng. & Design, Vol. 206, 2001, pp. 57–89. 2. D. Blind, F. Hüttner, A. Wünsche (MPA Stuttgart), K. Küster (HEW), H.P. Seifert, J. Heldt (PSI), A. Roth (Siemens KWU), P. Karjalainen-Roikonen, U. Ehrnstén (VTT), ‘European Round Robin Test on Constant Load EAC Tests of Low Alloy Steels under BWR Conditions’, 9th Int. Conf. on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors, ANS/NACE/TMS, Aug. 1– 5, 1999, Newport Beach, CA, USA, pp. 911–919. 3. F.P. Ford, R.M. Horn, J. Hickling, R. Pathania, G. Brümmer, ‘Stress Corrosion Cracking of Low Alloy Steels under BWR Conditions; Assessments of Crack Growth Rate Algorithms’, 9th Int. Conf. on Environmental Degradation of Materials in Nuclear Power Systems–Water Reactors, ANS/NACE/TMS, Aug. 1–5, 1999, Newport Beach, CA, USA, pp. 855–863. 4. H.P. Seifert, S. Ritter, ‘Environmentally-Assisted Cracking of Low-Alloy Reactor Pressure Vessel Steels under Boiling Water Reactor Conditions’, PSI-Report 02-05, ISSN 1019-0643, Feb. 2002.
148
Corrosion issues in light water reactors
5. H.P. Seifert, ‘Literature Survey on the SCC of Low-Alloy Steels in High-Temperature Water’, PSI-Report 02-06, ISSN 1019-0643, Feb. 2002. 6. M. Lasch, U. Staudt, ‘Die VGB-Richtlinie fuer SWR-Anlagen im internationalen Vergleich’, VGB-Kraftwerkstechnik, Vol. 75, 1995, pp. 745–750. 7. P.L. Andresen, L.M. Young, ‘Crack-Tip Microsampling and Growth Rate Measurements in Low-Alloy Steel in High-Temperature Water’, Paper No. 156, NACE Corrosion, 1995. 8. H.P. Seifert, S. Ritter, ‘PSI Contribution to the CASTOC Round Robin on EAC of Low-Alloy RPV Steels under BWR Conditions, PSI-Report 01-08, ISSN 1019-0643, Aug. 2001. 9. H.H. Johnson, Materials Res. Stand., Vol. 15, 1978, pp. 89–111. 10. P.M. Yukawich, C.W. Hughes, Practical Metallography, Vol. 20, 1997, pp. 1–12. 11. F.P. Ford, ‘Environmentally Assisted Cracking of Low-Alloy Steels’, EPRI NP7473-L. Electric Power Research Institute, Jan. 1992. 12. S. Ritter, H.P. Seifert, ‘Effect of a Sulphate Transient on the EAC Crack Growth Behaviour of Low-Alloy RPV Steels under Simulated BWR Operating Conditions’, PSI Report No. 02-09, ISSN 1019-0643, Mar. 2002. 13. J. Föhl, U. Ehrnstén, M. Ernestová, D. Gómez-Briceño, J. Lapeña, S. Ritter, A. Roth, B. Devrient, H.P. Seifert, T. Weissenberg, M. Žamboch, ‘Crack Growth Behaviour of Low-Alloy Steels for Pressure Boundary Components under Transient Light Water Reactor Operating Conditions–CASTOC’, FISA-Conference on EU Research in Reactor Safety, Luxembourg, Nov. 10–12, 2003. 14. S. Ritter, H.P. Seifert, ‘Effect of a Chloride Transient on the EAC Crack Growth Behaviour of Low-Alloy RPV Steels under Simulated BWR Operating Conditions’, PSI Report No. 02-23, ISSN 1019-0643, Nov. 2002.
11 Transgranular stress-corrosion cracking in austenitic stainless steels at high temperatures A. B R O Z O VA, Nuclear Research Institute, Czech Republic and S. L Y N C H, Monash University, Australia
11.1
Introduction
Some pressurised-water nuclear-power plants are equipped with horizontal steam-generators in which heat-exchange tubes, exposed to high-temperature (H-T) water, are made from titanium-stabilised stainless steel. There have been few instances of cracking during over 20 years of service provided that appropriate water chemistries are maintained, but there are concerns that stress-corrosion cracking (SCC) could become a significant problem before desired lifetimes are achieved. SCC is most likely to initiate and grow from the outside surfaces of tubes at crevices between the tubes and the tubesupport plates where ionic impurities in the water can become concentrated. Previous studies have shown that the susceptibility of stainless steels to SCC in H-T water is sensitive to impurities such as chloride ions, electrochemical potential, and degree of sensitisation of the steel [1]. One of the present authors (and co-workers) [2, 3] have determined threshold stressintensity-factors (KIEAC) and crack-growth rates for a titanium-stabilised stainless steel in high-temperature (270 ∞C) alkaline, neutral, and acid environments that could possibly occur in crevices (Fig. 11.1). Crack-growth rates were generally in the range 10–9 to 5 ¥ 10–8 m/s for a range of crackopening displacement rates (1–100 mm/h) in all the environments (Fig. 11.2). Comparison of KIEAC values from these tests with the stress-intensity factors for small cracks that might develop under service loading suggested that small (0.1 mm) cracks should not grow under normal service-loading conditions without taking into account residual stresses and the effects of stress bi2 (Fig. 11.3). axiality on K IEAC The most significant differences observed between the different environments were (i) much shorter crack-initiation times for the acid environment compared with the neutral and alkaline environments, (ii) somewhat larger crack-growth rates for the alkaline environment compared with the neutral environment at low crack-opening displacement (COD) rates, and (iii) somewhat shorter crack-initiation time (and lower KIEAC) for 149
Corrosion issues in light water reactors 08Kh18N10T in neutral and alkaline crevice solution, Na, SO4, Cl, H3SiO4, 270∞C
70 60
Kini (MPam1/2)
50 40 30 20 Neutral Alkaline
10 0 0.1
1.0 10.0 100.0 Crack opening displacement rate (mm/hour)
1000.0
11.1 Results of rising displacement tests on SENT specimens [3] in neutral and alkaline solutions specified in Table 11.1: Plot of stressintensity factor, Kini, at crack-growth initiation versus test rate. The threshold values, KIEAC, can be easily determined as minimum limit values of the data sets. Note the different rate dependencies in neutral and alkaline solutions.
08Kh18N10T in neutral and alkaline crevice solution, Na, SO4, Cl, H3SiO4, 270∞C
1.E-06
Crack growth rate (m/s)
150
1.E-07
1.E-08
1.E-09
1.E-10
Neutral Alkaline
1.E-11 0.1
1.0 10.0 100.0 Crack opening displacement rate (mm/hour)
1000.0
11.2 Crack-growth rate versus test-rate data from RDT tests [3] in neutral and alkaline solutions specified in Table 11.1 showing a significant rate-dependency in the alkaline solution but not in the neutral solution.
Transgranular stress-corrosion cracking
151
Threshold stress intensity KIEAC (MPam1/2)
70
60 CT, a/W = 0.5
50 SENT, a/W = 0.5
40 30 20
SENT, a/W = 0.2
10 SGT with crack depth 0.1 mm 0 – 0.6
–0.4
–0.2
0 b
0.2
0.4
0.6
11.3 Effect of biaxiality b, calculated from T stress, crack length and K T pa , on the threshold KIEAC value, previous KI experimental results [2] on CT and SENT specimens with two crack depths. Extrapolation is made for steam generator tube (SGT), ∆16 ¥ 1.4 mm, with outside surface crack depth 0.1 mm. value as: b =
the alkaline environment compared with the neutral one [2, 3]. SCC was transgranular (T) and fracture surfaces appeared to be similar in all the environments. Fracture surfaces were cleavage-like and exhibited crackarrest markings (CAMs), as has been observed previously for some stainless steels tested in high-temperature aqueous environments [1, 4]. In this chapter, more detailed observations of fracture surfaces than have been made previously are reported. The aim of the observations was to get a better understanding of the mechanisms and kinetics of SCC. Proposed mechanisms for cleavage-like cracking are therefore reviewed in the light of the present observations and those made by others. A better fundamental understanding of SCC can be valuable in terms of making engineering judgements regarding component lifetimes estimated on the basis of ‘accelerated’ testing.
11.2
Experimental procedure
Details of experimental procedures and materials can be found elsewhere [2, 3]. In summary, tests were carried out on C-ring and single-edge-notch tensile specimens under rising-load displacements at 270 ∞C. An austenitic stainless
152
Corrosion issues in light water reactors
Table 11.1 Composition (mole/litre), pH, and potential (mV versus SHE) of test solutions
Acid Neutral Alkaline
Na
Cl
H3SiO4
SO4
pHT
Potential
6.0 2.7 2.7
2.00 1.91 0.50
0.003 0.0019 0.13
3.00 0.39 0.81
2.7 6.4 9.8
–310 –540 –990
1 mm (b)
(a)
200 nm
11.4 SEMs of fracture surfaces produced in (a) alkaline environment, and (b) neutral environment, showing cleavage-like appearance with crack-arrest markings.
steel, equivalent to AISI 321, with a grain size ~13 mm and yield strength of about 280 MPa (at 300 ∞C) was used. The environment compositions, pH values, and potentials are listed in Table 11.1. Fracture surfaces were covered with thick oxide after testing and were cleaned either by immersion in boiling distilled water or ammonium nitrate at 75–90 ∞C (standard ASTM G1-90 procedure C3.4).
11.3
Results
Scanning-electron microscopy (SEM) at high magnifications (up to 60,000¥) showed that some of the fracture surfaces after cleaning were remarkably uncorroded, and features as small as 20 nm, produced by the fracture process, were resolved. For example, numerous steps, some of which were serrated on a fine scale, and CAMs with spacings as small as 50 nm were observed in some areas (Fig. 11.4). Coarser steps, with undercutting, and numerous secondary cracks were also evident. Occasional large dimples were observed in cleavage-like areas at high K values, suggesting that large, localised strains were associated with cracking. (Other studies have also shown evidence of substantial localised plasticity.) The fracture-surface appearance was generally similar for the different environments, but it was difficult to determine if
Transgranular stress-corrosion cracking
153
there were subtle differences due to differing degrees of corrosion after fracture and variations in appearance from one area to another on each specimen.
11.4
Discussion
The fractographic observations at high magnifications show smaller steps and more closely spaced CAMs than have been reported previously for T-SCC in stainless steels. However, no strikingly new observations were made, and any extremely fine detail that may have been produced by the fracture processes was either difficult to distinguish from superficial corrosion or obscured by thin films. The crystallography of cracking could not be established as there were no well defined etch pits on fracture surfaces to provide a guide, and the facets were too small for other techniques to be applied. Previous observations of T-SCC in various stainless steels (usually tested in boiling MgCl2 at ~150 ∞C) suggest that cracking most often occurs on {100} planes in <110> directions, but also quite commonly occurs on {110} planes in both <100> and <110> directions [5, 6]. Facets parallel to {111} planes are sometimes observed, especially near crack origins [5, 6]. Other fracture planes have occasionally been reported [5, 6]. On a fine scale, {100} and {110} facets sometimes exhibit a corrugated appearance due to cracking on alternate {111} planes [5]. However, such micro-facets were not apparent using high-resolution SEM in the present work. Cleavage-like fracture surfaces with CAMs have been observed after environmentally assisted cracking in many ductile materials in a variety of environments [5], and numerous mechanisms have been proposed to explain this fracture morphology. These mechanisms have been based on adsorption, film-formation, localised dissolution, and hydrogen (or vacancy) generation and diffusion ahead of cracks. For stainless steels in H-T water, all these material-environment interactions probably occur and, hence, establishing the mechanisms of SCC is difficult. Some of the proposed mechanisms of TSCC are outlined in the following section, with further details available in the references cited. Whether or not these mechanisms are applicable to HT SCC of stainless steels, or may be applicable with some modification, are then discussed.
11.4.1 Outline of proposed mechanisms of T-SCC Adsorption-induced dislocation-emission (AIDE) [7, 8] The AIDE mechanism, illustrated in Fig. 11.5, involves weakening of interatomic bonds at crack tips due to adsorption of environmental species such as hydrogen so that dislocation emission is facilitated.
154
Corrosion issues in light water reactors H adsorption
H and vacancy diffusion Void nuclei {100} <110>
Anodic + Cathodic reactions Ionic diffusion
Dislocation emission (alternate slip)
{110} <100> Slip bands
Vacancy cluster
11.5 Diagram illustrating adsorption-induced dislocation-emission (AIDE) mechanism.
Hydrogen atoms within several atomic layers of the crack-tip surface, as well as hydrogen at the surface, probably facilitate dislocation emission. The term ‘adsorbed hydrogen’ used in the rest of the paper includes all these sites. Crack growth occurs by alternate slip from crack tips, in conjunction with void formation around particles or at other sites in the plastic zone ahead of cracks. Diffusion or dislocation transport of hydrogen ahead of cracks is not essential but may occur – resulting in ‘hydrogen adsorption’ and dislocation emission from tips of voids. Macroscopic fracture planes bisect the angle between the active slip planes, and crack fronts lie along the line of intersection of crack planes and slip planes. For example, {100} fracture planes and <110> directions of cracking can be produced when alternate slip occurs on {111} planes. On a very fine scale, fracture surfaces would exhibit small dimples. Hydrogen enhanced decohesion (HEDE) [9] This mechanism is also based on weakening of metal-metal bonds at or near crack tips by high, localised concentrations of hydrogen, so that tensile separation of atoms (‘decohesion’) occurs in preference to slip. Decohesion could occur at several locations, viz (i) within a few atomic distances of crack tips due to ‘adsorbed hydrogen’, (ii) some distance ahead of cracks at positions of maximum tensile or hydrostatic stress, and (iii) at particlematrix interfaces. Some dislocation activity may accompany decohesion, and may increase stresses at decohesion sites, but local strains should be low. HEDE could occur along low-index planes in order to minimise surface and plastic-energy contributions to the fracture energy, as for cleavage in inert environments. Hydrogen-enhanced localised plasticity (HELP) [9] The HELP mechanism is based on the re-configuration of hydrogen atmospheres around dislocations, which reduces elastic stress fields so that
Transgranular stress-corrosion cracking
155
repulsive interactions are minimised when dislocations approach obstacles. Since hydrogen concentrations are localised near crack tips due to entry of hydrogen at crack tips and hydrostatic stresses, deformation should be more localised during crack growth than in the absence of hydrogen. However, the precise mechanisms of crack growth, and how cleavage-like fractures might be produced, have not been specified. Corrosion-enhanced localised plasticity [10] The following sequence of events to account for cleavage-like fractures exhibiting fine-scale {111} facets is envisaged: (i) rupture of any oxide films at crack tips, (ii) localised dissolution along a {111} plane intersecting the crack tip, (iii) enhanced plasticity along the {111} plane due to increased stress, adsorption, or HELP, (iv) piling-up of dislocations along the slip plane against an obstacle such as a Lomer-Cottrell (L-C) lock, (v) crack nucleation and cleavage (perhaps involving HEDE) along the {111} plane back towards the main crack tip, and (vi) repetition of the above sequence on a differently inclined {111} slip plane. Corrosion-assisted cleavage [11] This proposed mechanism has similarities to the previous mechanism in that dissolution is envisaged as occurring along a {111} slip plane to produce a ‘dog-leg’ which, along with a dislocation pile-up, increases the stress on a LC lock at the head of the pile-up so that a cleavage crack nucleates at the lock. However, unlike the previous mechanism, the cleavage crack is thought to propagate along a {110} plane, with further dissolution along the aforementioned {111} plane linking up the cleavage cracks. Film-induced cleavage [1] As the name implies, the mechanism involves (i) the formation of a brittle, epitaxial film (usually a nanoporous de-alloyed film ≥ 50 nm thick) at crack tips, (ii) rapid fracture of the film, (iii) continuation of cracking into the underlying substrate by cleavage for up to 10 mm, with dislocation activity suppressed by extremely high local strain rates, and (iv) crack-arrest due to increasing extents of dislocation activity. Selective-corrosion vacancy-creep [12] High concentrations of vacancies (and di-vacancies) are produced by selective corrosion (de-alloying), and it has been proposed that these vacancies diffuse ahead of cracks and promote dislocation climb and cross-slip thereby localising
156
Corrosion issues in light water reactors
deformation near crack tips. Vacancies could also cluster to form nanovoids, possibly along low-index crystallographic planes [13]. A combination of vacancy-enhanced creep and vacancy clustering is thought to result in cleavage-like cracking, but details of exactly how this might occur have not been clarified. Dissolution mechanisms Crack growth is considered to occur primarily by dissolution in these models – as opposed to the corrosion-enhanced plasticity and corrosion-assisted cleavage models where dissolution triggers mechanical fracture but does not make a major contribution to crack advance. ‘Slip-dissolution’ models were amongst the earliest ones proposed for SCC, and involve repetitive cycles of dissolution, repassivation, and then rupture of oxide films at crack tips by slip [1]. Slip-dissolution mechanisms are generally considered to be more applicable to intergranular SCC rather than T-SCC. A more recent dissolution model for T-SCC (stress-assisted directeddissolution) [14] involves high elastic stresses that stretch interatomic bonds so that rates of dissolution are increased by about an order of magnitude – with dissolution directed along low-index crystallographic planes to minimise the energy of bond breaking as atoms are detached from the lattice. Some dislocation emission from crack tips is considered necessary to open cracks and allow solution access and diffusion of ions away from crack tips. For material-environment systems where hydrogen is generated, it has been suggested that dissolution rates could also be increased due to bond weakening by hydrogen [15].
11.4.2 Possible explanations for crack-arrest markings CAMs are commonly observed on cleavage-like fractures produced by environmentally assisted cracking, but it must be emphasised that they are not always observed, especially at low stress-intensity factors and for certain crystallographic planes and directions [5]. CAMs can also be explained regardless of which of the preceeding SCC mechanisms (or combination of mechanisms) is operative [8]. One general mechanism for the formation of CAMs involves the formation of ligaments of uncracked material behind the main crack tip. These ligaments act as a restraining force opposing crack-tip opening so that cracks may slow down or stop, and crack-tips probably repassivate, at least along part of the crack front. Ligaments could then fail by SCC or tearing (producing the observed serrated steps or tear ridges on fracture surfaces), thereby increasing stresses at crack tips so that blunting, film rupture, and continued SCC can occur. The presence of intermittent microstructural barriers that inhibit crack growth could be another general
Transgranular stress-corrosion cracking
157
basis for the formation of CAMs. For example, dislocation cell walls or particular arrangements of shielding and anti-shielding dislocations could act as barriers to crack growth or, alternatively, produce a sudden avalanche of dislocation egress at crack tips resulting in blunting. CAMs in some systems could be associated with ‘embrittlement’ of material ahead of cracks, with cracks suddenly advancing when a critical degree of embrittlement is achieved, and then stopping when they encounter ‘unembrittled’ material. ‘Embrittlement’ could be caused by a critical concentration of solute hydrogen, or a critical volume fraction of vacancyinduced or plasticity-induced voids ahead of cracks. Discontinuous cracking could also occur due to varying environmental conditions at crack tips. For example, localised dissolution could result in a very high concentration of complex ions near sharp crack tips, which might stifle further dissolution (and other reactions) so that crack-arrest occurred. Diffusion of ions near crack tips into the bulk solution, perhaps aided by plastic blunting at crack tips due to creep, could then re-establish environmental conditions conducive to further reactions, so that crack growth re-initiated. Alternatively, highly concentrated solutions produced by localised dissolution might become embrittling, perhaps with complex ions adsorbing at crack tips resulting in an increment of cracking by AIDE. Cracks could arrest when the supply of embrittling species became exhausted.
11.4.3 Applicability of proposed mechanisms to T-SCC in stainless steel The likelihood that hydrogen is generated at crack tips during T-SCC of stainless steels, along with observations that ‘stable’ stainless steels exhibit cleavage-like cracking when tested in air at 20 ∞C after hydrogen charging [16], lend credibility to an H-based mechanism. Any lack of correlation between the susceptibility of different stainless steels to embrittlement after hydrogen charging and susceptibility to SCC, and minimal embrittlement due to gaseous hydrogen in stable austenitic stainless steels [1], does not preclude an H-based SCC mechanism. These effects could reflect differences in rate-controlling steps rather than differences in mechanisms. For {100}<110> fractures, which seem to be observed most commonly for SCC of stainless steels, the AIDE mechanism (involving ‘adsorbed hydrogen’) is a strong contender as the mechanism is based, in part, on observations of cleavage-like fractures with this crystallography in circumstances where only adsorption can occur, e.g. liquid-metal embrittlement (LME) of Al and Ni, and SCC at very high velocities (~10 mm/s) for Al alloys in aqueous environments [7, 8]. Cleavage-like cracking due to adsorptioninduced LME has also occasionally been observed along {110} planes in
158
Corrosion issues in light water reactors
<100> and <110> directions [17]. Crack growth on {110} planes in the {100} direction could involve alternate-slip since slip planes intersect crack fronts, as occurs for {100} <110> fractures. For crack growth on {110} planes in <110> directions, slip planes do not intersect crack fronts. In this case, ‘adsorbed’ species could result in decohesion (HEDE), or a variant of AIDE involving alternate-shear at crack tips could occur. Alternate-shear has been proposed to account for planar {110}<110> fracture surfaces produced by fatigue of stainless-steel single crystals in air at low growth rates [18]. Crack planes bisect two shear bands in which multiple slip occurs on all four {111} slip planes, and AIDE of small segments of dislocations intersecting crack tips (that are not atomically sharp) could perhaps facilitate alternate shear. For cracks growing by an alternate-slip process, nucleation and growth of small voids ahead of cracks enable a small crack-tip-opening angle to be maintained, and the presence of small, shallow dimples on cleavage-like fracture surfaces in some systems shows that such a process can occur [7, 8] For cleavage-like fractures in stainless steels, however, there is no evidence of dimples on fracture surfaces, although their presence cannot be completely ruled out. Dimples can be extremely small and shallow, and could be obscured by oxide films or obliterated by corrosion after fracture. Besides void formation, other crack-tip re-sharpening processes, such as intermittent decohesion, fracture of brittle films, or dissolution at crack tips, could occur in conjunction with alternate-slip (AIDE) to produce cleavagelike fractures. For the AIDE mechanism (involving ‘adsorbed hydrogen’), some anodic dissolution must, of course, occur to balance the cathodic production of hydrogen. The possibility that dissolution or de-alloying could facilitate simultaneous dislocation emission also merits some consideration, especially as hydrogen effects can be discounted for cleavage-like SCC fractures in some materials [1]. Also, if crack tips become passivated, rupture of oxide films must occur to allow AIDE. Thus, there are a number of variants to the originally proposed AIDE mechanism, as discussed in more detail elsewhere [8], and one or more of them could be applicable to T-SCC in stainless steel. Other proposed mechanisms are more problematical than the AIDE mechanism and its variants in being able to account for cleavage-like SCC, not only for stainless steels but also more generally. The HELP mechanism, for example, can be discounted on a number of grounds. Firstly, hydrogen atmospheres around dislocations become more dispersed at higher temperatures [9] and HELP would not be expected to occur at 270 ∞C, and would probably not be significant at ~150 ∞C. Secondly, even in the temperature and strainrate regimes where HELP could occur, it is difficult to envisage how just localising dislocation activity ahead of cracks could produce a change from a non-crystallographic ductile fracture in inert environments to a fracture
Transgranular stress-corrosion cracking
159
along low-index crystallographic planes in specific directions, e.g. {100}<110> [7, 8]. Localised deformation due to increased vacancy concentrations and the presence of vacancy clusters could well be important, but seems unlikely, by itself, to be able to explain the crystallographic aspects of cracking, as discussed for HELP. Also, heavily irradiated stainless steel, which should contain a high density of vacancy clusters, exhibits ductile fracture in air [19], suggesting that vacancy clusters per se are not embrittling. However, vacancy clusters, perhaps stabilised by hydrogen, could be one mechanism for nucleating very small voids ahead of cracks which, in conjunction with AIDE, could produce cleavage-like fractures. Mechanisms based on the presence of L-C locks that block slip and initiate cleavage ahead of crack tips are questionable for several reasons. Firstly, the pattern of river lines on fracture surfaces suggests that cleavage cracks re-initiate from the existing crack-tip, rather than ahead of the crack [5]. Secondly, recent 3-D modelling of dislocation interactions suggest that L-C locks are not strong obstacles and can be easily ‘unzipped’ [20]. Mechanisms primarily involving dissolution at crack tips are generally discounted on the basis that they are not consistent with the detailed fractography, e.g. the very fine-scale steps that have been shown to be interlocking on opposite fracture surfaces. Film-induced cleavage is questionable for SCC in stainless steels because any films formed at crack tips may be too thin, or may not have the requisite properties, to induce cleavage [1]. It is also unclear, in general, why cleavage in films should continue into an underlying ductile substrate, rather than blunting immediately as has been observed in some model systems [8]. However, observations in other systems do support a film-induced SCC mechanism, and further studies to clarify some of the issues concerning this mechanism are warranted.
11.4.4 Rate-controlling steps for SCC Possible rate-controlling steps for H-T SCC in stainless steel include (i) transport processes in the environment, (ii) electrochemical-reaction and adsorption kinetics, (iii) kinetics of film-rupture and re-passivation, (iv) diffusion of hydrogen or vacancies ahead of cracks, and (v) crack-tip strain rates, as is the case for other SCC systems. Previous work for H-T SCC in stainless steel [2, 3] has shown that there is no effect of COD rates on crack-growth rates in neutral environments whereas crack-growth rates increased with increasing COD rates in alkaline environments. Thus, crack-tip strain rates do not appear to be rate-controlling in neutral environments, but could well be in alkaline environments. In neutral environments, the lack of an effect of COD rate is possibly associated
160
Corrosion issues in light water reactors
with rate-control by hydrogen adsorption and diffusion kinetics. The different behaviour in different environments is probably associated with differences in hydrogen-ion concentration, and rates of dissolution and repassivation at crack tips. Possible differences in the extent of crack-branching could also affect crack-growth rates. Further work is clearly required to understand these effects, and to understand the kinetics of SCC more generally.
11.5
References
1. R.C. Newman and A. Mehta, ‘Stress Corrosion Cracking of Austenitic Steels’, Environment Induced Cracking of Metals, R.P. Gangloff and M.B. Ives, eds, NACE10, 1990, 489–509, and references therein. 2. A. Brozova, J. Burda, L. Papp and K. Pouchman, ‘Nature of Tube Degradation in Horizontal Steam Generators’, Proc. Int. Symp. on Materials Investigation to the Resolution of Problems in Pressurised Water Reactors, Fontevraud 5, 2002, 23–27. 3. A. Brozova, ‘Role of Anodic Dissolution and Hydrogen Effects during Environmentally Assisted Cracking of A321 Steel in Concentrated Solutions at 270 ∞C’, Hydrogen Effects on Materials Behavior and Corrosion Deformation Interactions, Proc. Of the Int. Conf., ed. N.R. Moody et al., TMS publication, ISBN 0-87339-501-8, 2003, 723–731. 4. H.D. Solomon, ‘Transgranular, Granulated and Intergranular Stress Corrosion Cracking in AISI 304 SS’, Corrosion, 1984, 40, 493–506. 5. J.I. Dickson, Li Shiqiong, J.P. Bailon and D. Tromans, ‘The Fractography of Transgranular SCC in F.C.C Metals: Mechanistic Implications’, Parkins Symposium on Fundamental Aspects of Stress Corrosion Cracking, S.M. Bruemmer et al., eds, TMS, 1992, 303–322, and references therein. 6. E.I. Meletis and R.F. Hochmann, ‘A Review of the Crystallography of Stress Corrosion Cracking’, Corros. Sci., 1986, 26, 63–90, and references therein. 7. S.P. Lynch, ‘Environmentally Assisted Cracking: Overview of Evidence for an Adsorption-Induced Localised-Slip Process’, Acta Metall., 1988, 36, 2639–2661. 8. S.P. Lynch, ‘A Commentary on Mechanisms of Environmentally Assisted Cracking’, Corrosion-Deformation Interactions (CDI ’96), T. Magnin, ed., Inst. of Metals, 1997, 206–219, and references therein. 9. H.K. Birnbaum, ‘Mechanisms of Hydrogen Related Fracture of Metals’ Hydrogen Effects on Material Behavior, N.R. Moody and A.W. Thompson, eds, TMS, 1990, 639–658, and references therein. 10. T. Magnin, A. Chambreuil and B. Bayle, ‘The Corrosion Enhanced Plasticity Model for Stress Corrosion Cracking in Ductile fcc Metals’, Acta Mater., 1996, 44, 1457– 1470. 11. W.F. Flanagen and B.D. Lichter, ‘A Mechanism for Transgranular Stress Corrosion Cracking’, Int. J. Fracture, 1996, 79, 121–135. 12. H. Leinonen and H. Hanninen, ‘Prediction of Stress Corrosion Cracking Susceptibility of Austenitic Stainless Steels in 50% CaCl2 Solution’, Corrosion-Deformation Interactions (CDI ’96), T. Magnin, ed., Inst. of Metals, 1997, 131–139. 13. D.A. Jones, ‘A Unified Mechanism of Stress Corrosion and Corrosion Fatigue Cracking’, Metall. Trans. A, 1985, 16A, 1133–1141.
Transgranular stress-corrosion cracking
161
14. B.D Lichter, H. Lu and W.F. Flanagan, ‘Strain-Enhanced Dissolution: A Model for Transgranular Stress Corrosion Cracking’, 2nd Int. Conf. on Environment Sensitive Cracking and Corrosion Damage, M. Matsumura et al. eds, Nishiki Printing Ltd., Hiroshima, Japan, 2001, 271–278. 15. L. Qiao and X. Mao, ‘Thermodynamic Analysis on the Role of Hydrogen in Anodic Stress Corrosion Cracking’, Acta metall. mater. 1995, 43, 4001–4006. 16. H. Hanninen and T. Hakkarainen, ‘Fractographic Characteristics of a HydrogenCharged AISI 316 Type Austenitic Stainless Steel’, Metall. Trans. A, 1979, 10A, 1196–1199. 17. S.P. Lynch, Unpublished work, 2002. 18. R. Rieux, J. Driver, and J. Rieu, ‘Fatigue Crack Propagation in Austenitic and Ferritic Stainless Steel Single Crystals’, Acta Metall., 1979, 27, 145–153. 19. M.R. Louthan, Jr., Savannah River Company, Aiken, SC, USA, private communication, 2002. 20. V. Bulatov, F. Abraham, L. Kubin, B. Devincre and S. Yip, ‘Dislocation Junction and Crystal Plasticity: Linking Atomistic and Mesoscale Simulations’, Nature, 1998, 391, 669–672.
162
Corrosion issues in light water reactors
Part III Stress corrosion cracking: propagation
163
164
Corrosion issues in light water reactors
12 Crack growth behaviour of low-alloy steels for pressure boundary components under transient light water reactor operating conditions – CASTOC, Part 1: BWR/NWC Conditions S. R I T T E R and H. P. S E I F E R T, Paul Scherrer Institute (PSI), Switzerland, B. D E V R I E N T and A. R O T H, Framatome ANP GmbH, Germany, U. E H R N S T É N, VTT Industrial Systems, Finland, M. E R N E S T O V Á and M. Ž A M B O C H, Nuclear Research Institute (NRI), Czech Republic, J. F Ö H L and T. WEISSENBERG, Staatliche Materialprüfungsanstalt (MPA), Germany and D. G O M É Z - B R I C E Ñ O and J. L A P E Ñ A, Centro de Investigaciones Energéticas Medioambientales y Tecnológicas (CIEMAT), Spain
12.1
Introduction
Ageing of pressure boundary components is one of the main factors controlling the lifetime of nuclear power plants. EAC under certain circumstances can be one of the major ageing mechanisms of LAS in high-temperature water. The project ‘Crack Growth Behaviour of Low-Alloy Steels for Pressure Boundary Components under Transient Light Water Reactor Operating Conditions’ (CASTOC), was performed within the 5th EC framework programme and addressed the problem of EAC of Western and Eastern type steels used for pressure boundary components [1, 2]. The objective of the CASTOC project was to screen the EAC behaviour of low-alloy reactor pressure vessel (RPV) steels in high-temperature water during transients of load and water chemistry that may occur during start-up and shut-down, steady-state operation and load following mode of commercially operating LWRs. This is in contrast to the worldwide activities in the past, which focused mainly on either cyclic loading or static loading and steadystate operating conditions. The main focus of the project was directed to the interaction between static and cyclic loading which was realised, e.g., by low frequency corrosion fatigue (LFCF) phases followed by static load or by periodical partial unloading (PPU) with different rise and hold times. In conjunction with the different load spectra, the effect of transients in water 165
166
Corrosion issues in light water reactors
chemistry was investigated. A more detailed description of the project is available in [1] and [2]. The results of the project were assessed with respect to quality, reliability and their application to plant concerns and possible code implementation. This comprised a comparison of the data from the CASTOC project with data from literature and codes. With regard to the specific situation in Europe, the materials and water environment conditions were chosen to address both the concerns of BWRs and VVERs. In the current paper some important crack growth results obtained in simulated BWR/NWC environment are presented. The results of the tests performed under simulated VVER conditions are summarised in [3]. For a detailed description of all results see [4–7].
12.2
Experimental procedures
The tests performed within the CASTOC project comply with the current state-of-the-art knowledge of science and technology in laboratory testing of EAC processes. The investigated materials represent nuclear grade and lower bound materials. With regard to the selected environmental conditions, enveloping parameters were applied.
12.2.1 Materials The following LAS, used for the pressure retaining components of the primary coolant of LWRs, were investigated under BWR/NWC conditions (Table 12.1). ∑ ∑
∑
Material A, base material: seamless forged ring of German type 20MnMoNi5-5 RPV steel, equivalent to ASME SA 508 Grade 3 Cl. 1. Material A, weld metal: S 3 NiMo 1/OP 41 TT (wire/flux), fabricated as weld using narrow gap welding according to nuclear grade quality with optimised wire and flux relevant to welding techniques, which were used for RPVs of Western plants. Material B, base material: seamless forged vessel shell of German type 22NiMoCr3-7 RPV steel, equivalent to ASME SA 508 Grade 2 Cl. 1, taken from a RPV fabricated for a nuclear power plant in Germany (‘Biblis C’), which has not been built, however.
All base materials have a fine-grained bainitic microstructure. In case of material A, a high variation in the local sulphur content was observed ranging from 0.003 to 0.053 wt.%. Furthermore, portions of intergranular fracture were found on fracture surfaces produced under cyclic load in air giving indications for grain boundary segregations (P, Mo and Mn), which could be identified by Auger Electron Spectroscopy.
Material
Chemical composition [wt.%]
sYS (RT)
sUTS (RT)
sYS (288 ∞C)
C
Mn
Cr
Ni
P
S
V
[MPa]
[MPa]
[MPa]
A (base)
0.25
1.54
0.18
0.62
0.014
0.015
0.024
512
663
462
A (weld)
0.07
1.15
0.10
1.04
0.014
0.005
0.010
496
572
440
B (base)
0.22
0.91
0.42
0.88
0.008
0.007
0.007
467
605
400
base = base material weld = weld metal
RT = room temperature
sUTS = ultimate tensile strength sYS = yield strength
Crack growth behaviour of low-alloy steels
Table 12.1 Chemical composition in wt.% and mechanical properties of the investigated materials
167
168
Corrosion issues in light water reactors
The specimens were predominantly taken from the 1/4 T to the 3/4 T position (T = thickness of the plate/forging) which corresponds to requirements according to the acceptance testing procedure. One fracture mechanics specimen of material A was investigated with the crack located in the HAZ of the joint weld. The hardness determined on a metallographically prepared section near the location where the specimen was taken reached values of about 340 HV 0.1.
12.2.2 Experimental facilities The laboratory tests of the six CASTOC partners were performed in autoclaves with integrated loading systems attached to sophisticated refreshing or oncethrough high-temperature water loops, which enable precise adjustment and control of the water chemistry and loading conditions. During the experiments all important data were recorded continuously. 25 mm thick compact tension specimens (C(T)25) were used for most of the tests. By means of the reversed direct current potential drop (DCPD) technique, on-line crack length measurements were performed with high resolution in crack length. The detection limit of the DCPD technique was of the order of 2 to 10 mm. This corresponded to a detection limit of crack growth rates during a 300 h test period of about 10–12 to 10–11 m/s (60 to 300 mm/a).
12.2.3 Loading conditions Tests with cyclic loading (LFCF), PPU cycles and under pure static load were conducted, whereas a cyclic load phase always preceded the static load phases to generate an actively growing crack. In this way long incubation times for the development of stable crack growth could be avoided. The tests under cyclic load were usually performed with a high number of cycles to achieve sufficient stable crack growth conditions and sufficient crack advance to consider this data as reliable. Under static load, the duration of the tests was extended up to 500 h.
12.2.4 Environment BWR conditions were mostly simulated with high purity water at a temperature of 288 ∞C with an oxygen content of 400 mg/kg, representing steady-state power operation in a conservative way. An oxygen content of 8000 mg/kg was applied additionally to investigate the effect of oxygen during start-up phases in the plant and at the same time to simulate a realistic electrochemical corrosion potential (ECP). If not stated otherwise, the term ‘BWR water’ is used for water of high purity with an electrical conductivity of k < 0.2 mS/ cm in the outlet water. With very few exceptions the CASTOC tests were
Crack growth behaviour of low-alloy steels
169
performed under quasi-stagnant flow conditions with a low refreshing rate to generate conservative data with respect to plant conditions. To simulate transient BWR power operating conditions, tests at temperatures of 180 or 240 ∞C were performed as well as sulphate or chloride in terms of Na2SO4/H2SO4 or NaCl, respectively, being added to the high purity water in some experiments. For BWR/NWC power operation the main parameters of the cooling water are specified in the EPRI Water Chemistry Guidelines [8] or in the German ‘VGB-Richtlinie’ [8]. Accordingly, environmental parameters were chosen which clearly exceeded the normal operation values for stationary BWR power operation. In some experiments single values even exceeded the EPRI Action Level 3 limits, taking into account that those water chemistry conditions would not allow to continue operation of the plant but are necessary to evaluate the effect of worst case conditions. Therefore, the crack growth results of these experimental investigations are highly conservative with respect to the water chemistry parameters of normal plant operation.
12.3
Results and discussion
12.3.1 Inter-laboratory comparison test The project was designed in a way that different partners contributed results partly to the same objective but with different parameter sets. To assure that the individual results can be comprised to describe the complex interactions of the different parameters, an inter-laboratory comparison test was performed to demonstrate the reproducibility and, at the same time, to generate data which describe the crack growth behaviour of material A in high purity BWR water [4, 9]. The tests were carried out under nominally identical conditions under static loading after initial cyclic loading. It was confirmed that all tests were performed under proper control of all important ‘external’ parameters, e.g. load and environment, and that sufficient crack advance mostly was achieved in the cyclic phase to obtain reliable data [9]. After changing from cyclic to static load, immediate cessation of crack growth was observed in all labs at the applied stress intensity factors of up to almost 60 MPa÷m. An example is presented in Fig. 12.1. This confirms that material A, tested under these conditions, is not susceptible to EAC under static load (stress corrosion cracking, SCC). The cycle-based crack growth rate data da/dN measured during cyclic loading revealed a range of up to two orders of magnitude in the simulated BWR water environment under nominally identical conditions (Figs 12.2 and 12.3). This range is higher than is generally expected for similar materials and loading parameters in this test environment. However, a range of up to
Corrosion issues in light water reactors 0.7
Crack advance (mm)
BWR water, 288 ∞C 400 mg/kg O2 0.6 Material A
Specimen A11
0.5 Fatigue phase
Constant load phase
0.4 0.3 Specimen A10 0.2 0.1 0.0 0
Note the different scale before and after the x-axis break! 10
20
100
200 Time (h)
300
400
500
12.1 Crack advance according to the DCPD signal versus testing time, showing cessation of crack growth at static load immediately after cyclic loading in the autoclave (oxygenated high purity BWR water at 288 ∞C).
102 ASME XI ‘Air’ ASME XI ‘Wet’
Crack growth rate da /dN (mm/cycle)
170
101
BWR water, 288 ∞C 400 mg/kg O2 Material A f = 8.3 ¥ 10–3 s–1 R = 0.7
100
10–1 ( (
10–2 0.65 £ R < 1
R = 0.1 10–3 1
10 DKl (MPa ÷m)
Da > 0.2 mm Da > 0.2 mm 100
12.2 Range of crack growth rates of material A at a frequency of 8.3 ¥ 10–3 s–1 in oxygenated high purity BWR water at 288 ∞C.
Crack growth behaviour of low-alloy steels
171
102
Crack growth rate da /dN (mm/cycle)
ASME XI ‘Air’ ASME XI ‘Wet’ BWR water, 288 ∞C 400 mg/kg O2
101
Material A f = 8.3 ¥ 10–4 s–1 R = 0.7 100
10–1
10–2 0.65 £ R < 1 10–3
1
R = 0.1 10 DKl (MPa÷m)
Da > 0.2 mm Da > 0.2 mm 100
12.3 Range of crack growth rates of material A at a frequency of 8.3 ¥ 10–4 s–1 in oxygenated high purity BWR water at 288 ∞C.
one order of magnitude is typically observed in this loading frequency range for RPV steels based on well-behaved crack growth of homogeneous material in a similar environment [9, 12] and all data obtained in the present study for larger crack extensions (Da ≥ 0.2 mm) also falls within this with the exception of one single data point. This ‘outlier’ was related to a highly uneven crack front and a repetition of the test in the corresponding lab revealed a cyclebased crack growth rate da/dN in the expected range. Most of the data obtained in the CASTOC project with low crack growth rates were related either to load drops because of electric power interruptions, highly uneven crack front because of crack pinning, or short crack advances (Da < 0.2 mm) and were believed to be non-representative for this material. EAC growth in simulated BWR environment is affected by the stress intensity, type of loading, the ECP related to the dissolved oxygen concentration, – 2– – the concentration of specific anionic impurities ( SO 2– 4 , Cl , H2S, S , HS , etc.) reflected by the conductivity of the water, the flow rate passing the crack mouth, the steel sulphur content, and the morphology/spatial distribution of the MnS-inclusions [12]. Variations of these parameters can result indifferent crack growth rates. Apart from material properties, all of these factors were fairly similar in all labs. A relevant part of the large data range may therefore be related to the inhomogeneous microstructure in this material: e.g., the
172
Corrosion issues in light water reactors
investigated specimens showed a strong variation in the amount of MnS inclusions and local islands of intergranular fracture, indicating local segregation. Additionally the nature of the EAC cracking process itself can lead to local crack pinning, crack cessation/arrest and re-nucleation problems, and thus to lower crack growth rates than expected. EAC is a deterministic process, but singular results are influenced by the previously mentioned parameters, thus adding a probabilistic factor. Furthermore, crack growth data, which were derived from test periods with not long enough crack advance (Da < 0.2 mm) with regard to the microstrucutre (e.g., grain size) and to the resolution of fractographic crack length determination and DCPD technique for crack length measurement, in particular in the lower range of da/dN, are associated with a higher uncertainty and thus are less reliable. This has to be considered with regard to practical applications. Several data points, from several specimens representing several locations in a LAS material are needed before representative and conservative crack growth rate values can be derived with satisfactory confidence. From the results of the present work it was concluded, that a large enough (Da ≥ 0.2 mm) crack advance is needed following any type of anomalous testing event before appropriate cyclic crack growth rate data are measured. If not further specified, the following cyclic crack growth rate diagrams therefore only contain data points with crack advances ≥ 0.2 mm. The data were compared with the prediction line as presented in the ASME Boiler and Pressure Vessel Code, Section XI, Appendix A [10]. This comparison clearly reveals that a significant number of data, in particular those which were derived from test periods with sufficient crack advance, exceed the ASME prediction line. It can further be concluded that the lower cycling frequency (8.3 ¥ 10–4 s–1, Fig. 12.3) tends to cause higher crack growth rates, than the higher frequency (8.3 ¥ 10–3 s–1, Fig. 12.2). This is consistent with the general experience that EAC is a strong time dependent process.
12.3.2 Results from cyclic loading and load transients Effect of material Material A was investigated extensively and showed consistently, that most of the da/dN data exceed the ASME XI prediction curve in high purity water (Figs 12.2 and 12.3). Material B, representing optimised nuclear grade, showed significantly lower susceptibility to EAC and in most cases it was difficult to initiate fast EAC crack growth under cyclic load. Therefore, the range of da/ dN data were generally almost one order of magnitude lower than that of material A (Fig. 12.4), but if once fast crack growth was initiated, the crack growth rates of material B, e.g. during slow load transients, were in the same ranges as those of material A [6]. The lower susceptibility to EAC appeared
Crack growth behaviour of low-alloy steels
173
102
Crack growth rate da /dN (mm/cycle)
ASME XI ‘Wet’, R = 0.2 ASME XI ‘Wet’, R = 0.8 BWR water, 240 ∞C 400 mg/kg O2
101
f = 2.2¥10–4 s–1 R = 0.2
100
f = 2.5¥10–3 s–1 R = 0.8
10–1
10–2
10–3
Material A Material B Material B with Da < 0.2 mm 1
10 DKl (MPa÷m)
100
12.4 Comparison of crack growth rates of material A and B under low frequency fatigue in oxygenated high purity BWR water at 240 ∞C.
also in tests with PPU and during the applied chloride transient (compare pages 178–9) and was attributed to the more homogeneous microstructure, lower sulphur content and lower susceptibility to dynamic strain ageing (DSA) in this material. The weld metal and the HAZ of the joint weld of material A showed similar behaviour as the base material A (Fig. 12.5), although due to the limited number of tests and too short crack advances (Da < 0.2 mm) in some cases no clear conclusion for the cyclic crack growth behaviour could be established in the framework of the CASTOC project. Effect of oxygen content The effect of dissolved oxygen content was investigated on material A in high purity BWR water. No significant effect of oxygen on EAC was observed at concentrations between 400 and 8000 mg/kg (Fig. 12.6), which is consistent with the only small differences in the measured ECP values. Effect of temperature In BWR water environment experiments were carried out with material A and B at temperatures of 180 and 240 ∞C in addition to those at 288 ∞C. An
Corrosion issues in light water reactors 102
Crack growth rate da /dN (mm/cycle)
ASME XI ‘Air’ ASME XI ‘Wet’ 101
BWR water, 288 ∞C 400 mg/kg O2
f = 8.3 ¥ 10–3 s–1 R = 0.7 100
10–1
10–2
0.65 £ R < 1
R = 0.1 10–3 1
Base material A HAZ Weld metal Weld metal with Da < 0.2 mm
10 DKl (MPa÷m)
100
12.5 Crack growth behaviour of weld metal and HAZ compared to data for base material A under low frequency fatigue in oxygenated high purity BWR water at 288 ∞C. 102 ASME XI ‘Air’ ASME XI ‘Wet’
Crack growth rate da /dN (mm/cycle)
174
101
BWR water, 288 ∞C Material A f = 8.3 ¥ 10–4 s–1 R = 0.7 (0.8)
100
10–1
10–2 0.65 £ R < 1
R = 0.1 10–3 1
10 DKl (MPa÷m)
400 mg/kg O2 8000 mg/kg O2 100
12.6 Effect of oxygen on crack growth rate under low frequency fatigue in BWR water at 288 ∞C.
Crack growth behaviour of low-alloy steels
175
example is presented in Fig. 12.7 for material A, whereas material B showed a similar behaviour. In this temperature range, no clear temperature trend on the crack growth behaviour was observed due to the wide range of data, the limited number of tests, and too short crack advances (Da < 0.2 mm) in some cases. However, literature data in BWR environment reveal an increase in crack growth rates with increasing temperature, sometimes with a maximum at intermediate temperatures (200 to 250 ∞C) in case of materials which show distinct DSA effects [11, 12]. Effect of load transients and frequency By means of the DCPD measurement technique detailed insight into the crack growth behaviour as a function of time was obtained. Tests performed with PPU revealed very clearly that crack advance in high purity BWR water occurs only in the phases of rising load (e.g., Fig. 12.8). Figure 12.9 shows an example of PPU tests in which the hold time was varied from 0 to 105 s (0 to 28 h). As long as EAC under static load during the hold time period at maximum load does not occur, the low frequency corrosion fatigue (LFCF) crack growth rate da/dN depends only on the number of loading events and thus the curve in Fig. 12.9 must result in a horizontal line. Differences appear in the crack growth rate due to different applied load ratios (R = 0.2 and 0.8) and different rise times to maximum load (100, 1000, and 4000 s). With the longer rise times (1000/4000 s), the load increase is slower, causing a lower strain rate in the crack tip region and hence the contribution of EAC is more pronounced and results in a higher crack growth rate da/dN. This behaviour is consistent with the basic mechanism of straininduced corrosion cracking (SICC). In Fig. 12.10 cycle-based crack growth rates of material A are plotted versus the loading frequency and compared to the corresponding ASME XI prediction curves. The crack advance per fatigue cycle da/dN increases with decreasing frequency, whereas sustained, stationary LFCF crack growth was observed down to very low frequencies of 10–5 s–1. The ASME XI prediction curves are significantly exceeded for all investigated loading frequencies under low-flow and oxidising conditions at 240 ∞C. Effect of sulphate The effect of sulphate in BWR water, added as Na2SO4 and H2SO4 respectively, was predominantly investigated on material A. Although the sulphate content was realised up to values far beyond the onset of Action Level 3 of the EPRI Water Chemistry Guidelines according to the sulphate content of up to 1400 mg/kg, no enhanced crack growth rates were observed (Fig. 12.11). This is in good agreement with model predictions and most investigations under BWR/
Corrosion issues in light water reactors 102
Crack growth rate da /dN (mm/cycle)
ASME XI ‘Air’ ASME XI ‘Wet’ BWR water 400 mg/kg O2
101
Material A f = 8.3 ¥ 10–4 s–1 R = 0.7
100
10–1
10–2 0.65 £ R < 1
R = 0.1 10–3 1
288 ∞C 240 ∞C 180 ∞C 180 ∞C with Da < 0.2 mm 100
10 DKl (MPa÷m)
12.7 Effect of temperature on crack growth rate under low frequency fatigue in oxygenated high-purity BWR water.
23.9
Load
32
da /dt = 1.22¥10–9 m/s
30
23.8 28 DCPD 23.7
26
23.6
24 Material A BWR water, 288 ∞C, 8000 mg/kg O2
23.5
Load (kN)
24.0
Crack length (mm)
176
390
400
410 420 Time (h)
430
22 440
12.8 Effect of load transients (PPU) on the crack advance during the load transient and during the hold time period; material A, high purity BWR water at 288 ∞C.
Crack growth behaviour of low-alloy steels
177
103
Crack growth rate da /dN (mm/cycle)
Material A, BWR water, 240 ∞C, 400 mg/kg O2 102
58.0
56.0
60.1
DtH = 0 h
101
61.5
58.8
57.5
60.4
57.0 55.0
100
DtH
P 10–1
59.5
58.2
59.8
DtR
R = 0.8, DtR = 1000 s R = 0.2, DtR = 4000 s R = 0.7, DtR = 100 s
PPU DtR = 100/1000/4000s, variation of DtR
10–2
0.01
t
0.1 1 10 Hold time at maximum constant load DtH (h)
12.9 Effect of hold time at maximum load during PPU on crack advance per reloading event; numbers in the diagram indicate the maximum KI during the hold time.
Material A, BWR water, 240 ∞C, 400 mg/kg O2
Crack growth rate da /dN (mm/cycle)
100
ASME XI ‘Wet’ R = 0.2, DK = 43.4 MPa÷m
10
1
ASME XI ‘Wet’ R = 0.8, DK = 12.5 MPa÷m
R = 0.2 R = 0.8 0.1 10–6
10–5
10–4
10–3 10–2 10–1 Frequency (s–1)
100
101
12.10 Effect of loading frequency on crack growth rate in oxygenated high purity BWR water at 240 ∞C.
178
Corrosion issues in light water reactors 102 ASME XI ‘Air’ ASME XI ‘Wet’
Crack growth rate da /dN (mm/cycle)
101
BWR water, 288 ∞C 400 mg/kg O2 Material A f = 8.3 ¥ 10–4 s–1 R = 0.7
100
R = 0.1
10–1
10–2
High purity water Sulphate Sulphate with Da < 0.2 mm
0.65 £ R £ 1
10–3 1
10 DKl (MPa÷m)
100
12.11 Effect of sulphate content in BWR water at 288 ∞C on the crack growth rate of material A under low-frequency fatigue, sulphate content up to 150 mg/kg.
NWC conditions known from literature [12]. In some few other experiments under BWR/NWC conditions, an accelerating effect of sulphate was observed, in particular in LFCF tests with low-sulphur steels at lower corrosion potentials, where crack growth rates in high purity water were close to those measured in air [12]. In the CASTOC experiments, however, the effect of sulphate addition was shaded because the investigated material has relatively high sulphur content, so that the dissolved manganese sulphides intersected by the plane of the growing crack strongly control the local water chemistry. The ranges of crack growth rate data without and with additional sulphate overlap completely and there is no tendency that crack growth data corresponding to EPRI Action Level 3 are higher than those corresponding to EPRI Action Levels 1 or 2. Effect of chloride To screen the effect of chloride on the crack growth behaviour of LAS a test with PPU with a hold time of 12 h at maximum load was performed introducing
Crack growth behaviour of low-alloy steels
179
a chloride transient of about 50 mg/kg for a time period of 40 h. According to the chloride content, this water condition corresponds to Action Level 2 of the EPRI Water Chemistry Guidelines, whereas the electrical conductivity which is monitored continuously in the plant, resulted in a value of about 0.27 mS/cm, which is still below the EPRI Action Level 1 limit. Starting in BWR water of high purity but with enhanced oxygen content of about 8000 mg/kg, crack advance was observed typical for PPU tests, i.e., crack growth occurred only in phases of rising load (compare page 175 and Fig. 12.8). After an incubation time of about 3 h, onset of fast crack growth under static load (SCC) occurred in the specimen of material A (Fig. 12.12). The specimen of material B, which was in daisy chain with the specimen of material A in the same experiment, exhibited retarded crack initiation only after 32 h, i.e. after two reloading events in chloride containing water. The detailed analysis of the DCPD signal showed that the chloride transient affected both, the crack growth behaviour under static load da/dt and the crack growth rate under cyclic load da/dN based on the number of reloading events (Fig. 12.13). The crack advance Da during reloading, however, was only slightly increased. This indicates that the mechanism of SICC which is acting during the reloading phase is not much affected by the presence of chlorides. The high value for the cycle-based crack growth rate da/dN has mainly to be attributed to the mechanism of SCC which occurs under static load at the level of the maximum stress intensity factor KImax. After returning to high purity water, crack growth in the phase of constant static load was still observed, however, with strongly decreasing tendency over two more load cycles. This observation indicates that a long-term effect (‘memory effect’) of a chloride transient cannot be fully excluded. Similar behaviour was observed for material B but as already mentioned with retarded crack initiation, lower crack growth rate under static load and less crack advances during reloading.
12.3.3 Results from static loading Based on well-qualified data for simulated BWR environment [13, 14], disposition lines for SCC crack growth in LAS during BWR power operation were proposed by an international group of experts, working within the framework of the EPRI BWRVIP Project, and accepted by the US Nuclear Regulatory Commission as an interim position [13]. The BWRVIP-60 SCC Disposition Line (DL) 1 applies to crack growth in LAS under static loading and transient-free, stationary BWR/NWC or hydrogen water chemistry power operation conditions, whereas the BWRVIP-60 SCC DL 2 may be used for estimating SCC crack growth during and 100 h after transients in water chemistry (> EPRI Action Level 1 limit) or load transients not covered by
180
Corrosion issues in light water reactors < 0.4 mg/kg Cl–
50 mg/kg Cl–
24.4 Load
32
30 24.2
Onset of fast EAC under static load
28
24.1
Load (kN)
Crack length (mm)
24.3
26 24.0
DCPD
24
Material A 23.9 BWR water, 288 ∞C, 8000 mg/kg O2 470
475
480 485 Time (h)
490
22 495
12.12 Crack initiation in a C(T)25 specimen of material A during the phase of static load due to a chloride transient (50 mg/kg) in oxygenated (8000 mg/kg O2) BWR water at 288 ∞C.
da /dt da /dN
Contribution of SCC
1000
2¥10–8
da/dt Decreasing tendency with time 1¥10–8
0
High purity phase 1
da /dN
da /dN
500
da /dt = 0
Crack growth rate da /dN (mm/cycle)
1500
Material A BWR water, 288 ∞C 8000 mg/kg O2 Kl = 55 to 62 MPa÷m
50 mg/kg chloride phase 2
Crack growth rate da /dt (m/s)
3¥10–8
2000
0 High purity phase 3
12.13 Crack growth behaviour (da/dN and da/dt) of material A before, during and after a chloride transient in oxygenated BWR water at 288 ∞C.
fatigue evaluation procedures. For comparison purposes crack growth rate data of material A obtained from tests in high purity BWR water under constant load are displayed together with these DLs in Fig. 12.14. For stress intensity factors in the range of up to about 60 MPa÷m crack growth was not
Crack growth behaviour of low-alloy steels
181
10–6
Crack growth rate da /dt (m/s)
BWRMP-60 SCC DL 1 (stationary power operation) BWRMP-60 SCC DL 2 (during and 100 h after transients)
10–7
BWR water, 288 ∞C Material A
‘High-Sulphur line’
10–8 LEFM range 10–9
‘Low-Sulphur line’
all other data under constant load below detection limit < 10–12 to 10–11 m/s
10–10
10–11 20
30
40 50 60 70 80 Stress intensity factor Kl (MPa÷m)
90
100
12.14 Crack growth behaviour of material A under constant static load in high purity BWR water at 288 ∞C, range of plane-strain LEFM validity indicated.
observed in any of the C(T)25 specimens, which were tested in high purity BWR water. These results in which the crack growth rate was below the detection limit of the DCPD method of 10–12 to 10–11 m/s (60 to 300 mm/a) are displayed schematically in Fig. 12.14. When the stress intensity factor was increased far beyond the validity limits for linear elastic fracture mode (LEFM) continuous crack growth was observed even in high purity BWR water obviously due to yielding processes in the crack tip region. Although this plastic deformation occurs under constant static load, the EAC process may mechanistically be attributed to SICC. However, most of the data fall below the DLs. These data in general are not relevant for application to thick-walled pressure boundary components, which are loaded in the LEFM regime during operation, as e.g. the RPV, because the LEFM validity criteria are violated. For thinwalled components, e.g. pipes, a careful assessment of LEFM applicability has to be performed depending on the load and flaw size. The most important result from the investigations under static load was the reproducible observation of immediate crack cessation of growing cracks after changing from cyclic loading to static load for all investigated base materials in oxidising high purity BWR water at stress intensity factors below 60 MPa÷m (e.g., Fig. 12.1). There were only few exceptions in which continuous crack advance was detected under static load. These are described in the following sections.
182
Corrosion issues in light water reactors
Effect of material As stated above, none of the investigated base materials showed any susceptibility to EAC under constant static load in the relevant stress intensity range and normal BWR water chemistry. This behaviour was also confirmed for the weld metal of the joint weld in material A. A different behaviour was observed in a test with a specimen from the HAZ of the joint weld in material A. Even at a stress intensity factor of KI = 47 MPa÷m, using a C(T)25 specimen, sustained crack growth occurred with a crack growth rate beyond the DL 2 (Fig. 12.15). Based on hardness measurements at room temperature in the base material (235 HV) and the HAZ (340 HV) and also, based on general experience, it may be concluded that the limit for plane-strain LEFM even at elevated temperature is significantly higher for the HAZ as compared to the base material. Therefore, the applied stress intensity factor in this experiment is still supposed to fulfil the LEFM criteria. Effect of environment As already stated (page 175), additional high sulphate content in BWR water did not enhance the crack growth rate under cyclic load. The same is true for static load. In the relevant range of stress intensity, crack cessation occurred in all cases even at a sulphate concentration corresponding to Action Level 3 of the EPRI Water Chemistry Guidelines. 10–6
Crack growth rate da /dt (m/s)
BWRVIP-60 SCC DL 1 (stationary power operation) BWRVIP-60 SCC DL 2 (during and 100 h after transients)
10–7 BWR water, 288 ∞C
‘High-Sulphur line’ S
10–8
S
E
E ‘Low-Sulphur line’
10–9 S = start of test E = end of test 10–10
10–11 20
HAZ, high purity water Material A, chloride transient Material B, chloride transient 30
40 50 60 70 80 Stress intensity factor Kl (MPa÷m)
90
100
12.15 Summary of conditions under which continuous crack growth was observed under static load in oxygenated high purity BWR and BWR water containing 50 mg/kg chloride.
Crack growth behaviour of low-alloy steels
183
Clear evidence of crack growth under static load was obtained from tests with materials A and B when introducing a chloride transient. According to the chloride content (50 mg/kg), the conditions corresponded to Action Level 2 of the EPRI Water Chemistry Guidelines, whereas the electrical conductivity was still in the range below Action Level 1. Crack initiation occurred during the phase of static load after a relatively short incubation time of 3 h and 32 h respectively (compare pages 178–9). The crack growth rate da/dt significantly exceeds the DL 2 (Fig. 12.15). For material A a crack growth rate of 1.8 ¥ 10–8 m/s (570 mm/a) was determined at a stress intensity factor of about 55 MPa÷m. Material B showed a longer incubation time and lower crack growth rate under static load of 2.5 ¥ 10–9 m/s (80 mm/a). Details are already shown in pages 178–9 and Figs 12.12 and 12.13. After returning to high purity water, a decreasing tendency of the crack growth rate with some delay was observed indicating a kind of ‘memory effect’ due to the residence time of the chloride ions in the crevice.
12.4
Summary and conclusions
The CASTOC project has given more insight into both the phenomenology and the acting mechanisms on corrosion cracking in BWR water environment and the effect of transients. With regard to the application of the results from the CASTOC project for the assessment of components in LWRs, the following aspects should be considered: ∑ ∑
∑
∑
Low-alloy steel base materials for RPV application revealed resistance to SCC crack growth under constant static load up to stress intensity factors of about 60 MPa÷m in BWR/NWC environment. Under certain environmental and material conditions, however, experimental results from tests performed under static load give reason for a more careful consideration of the assessment of components. The screening experiments of this project revealed crack growth under constant load for the following conditions: HAZ of the joint weld of material A, and materials A and B during a water chemistry transient with 50 mg/kg chloride. The proposed BWRVIP-60 SCC Disposition Line 1 [13] for crack growth under steady-state conditions was essentially confirmed for base materials. With respect to the Disposition Line 2 for transients in load and water chemistry, however, further consideration is recommended based on the results of this project. The project has revealed the general trend that the existing prediction curve presented in the ASME Boiler and Pressure Vessel Code, Section XI, Appendix A [10] for da/dN assessment of existing flaws in low-alloy steels may not be conservative under some specific conditions, e.g. low
184
Corrosion issues in light water reactors
loading frequencies, since the observed crack growth rates at low frequency cyclic loading significantly exceeded the maximum rates of the Code.
12.5
Acknowledgements
The financial support by the 5th Framework Programme of the European Commission under Contract No. FIKS-CT-2000-00048 and the Swiss Federal Office for Education and Science (BBW) is gratefully acknowledged. The valuable contributions of all partners to data generation and discussion of the results were the basis for a successful performance of the project.
12.6
References
1. J. Föhl, U. Ehrnstén, M. Ernestová, D. Gómez-Briceño, J. Lapeña, S. Ritter, A. Roth, B. Devrient, H.P. Seifert, T. Weissenberg, M. Žamboch, ‘Crack Growth Behaviour of Low Alloy Steel for Pressure Boundary Components under Transient Light Water Reactor Operating Conditions – CASTOC’, FISA Conf. on EU Research in Reactor Safety, Luxembourg, Nov. 12–14, 2001. 2. J. Föhl, U. Ehrnstén, M. Ernestová, D. Gómez-Briceño, J. Lapeña, S. Ritter, A. Roth, B. Devrient, H.P. Seifert, T. Weissenberg, M. Žamboch, ‘Crack Growth Behaviour of Low-Alloy Steels for Pressure Boundary Components under Transient Light Water Reactor Operating Conditions – CASTOC’, FISA Conf. on EU Research in Reactor Safety, Luxembourg, Nov. 10–12, 2003. 3. M. Ernestová, M. Žamboch, J. Föhl, U. Ehrnstén, D. Gómez-Briceño, J. Lapeña, S. Ritter, A. Roth, B. Devrient, H.P. Seifert, T. Weissenberg, ‘Crack Growth Behaviour of Low-Alloy Steels for Pressure Boundary Components under Transient Light Water Reactor Operating Conditions – CASTOC, Part II: VVER Conditions’, EUROCORR 2004, Paper No. 241, Nice, France, Sep. 12–16, 2004. 4. U. Ehrnstén, ‘Crack Growth Behaviour of Low Alloy Steels for Pressure Boundary Components Under Transient Light Water Reactor Operating Conditions’, EU Project CASTOC, Technical Report WP1, 2002. 5. J. Lapeña, D. Gómez-Briceño, ‘Crack Growth Behaviour of Low Alloy Steels for Pressure Boundary Components Under Transient Light Water Reactor Operating Conditions’, EU Project CASTOC, Technical Report WP2, 2003. 6. M. Žamboch, J. Föhl, ‘Crack Growth Behaviour of Low Alloy Steels for Pressure Boundary Components Under Transient Light Water Reactor Operating Conditions’, EU Project CASTOC, Technical Report WP3, 2003. 7. A. Roth, B. Devrient, J. Föhl, ‘Crack Growth Behaviour of Low Alloy Steels for Pressure Boundary Components Under Transient Light Water Reactor Operating Conditions’, EU Project CASTOC, Technical Report WP4, 2003. 8. U. Staud, M. Lasch, ‘Die VGB-Richtlinie für Chemie in SWR-Anlagen – aktueller Stand’; VGB-Konferenz ‘Chemie im Kraftwerk 1995’, VGB-Speisewassertagung 1995, Vortrag KKW3. 9. U. Ehrnstén, D. Gómez-Briceño, J. Lapeña, M. Ernestová, M. Žamboch, S. Ritter, H.P. Seifert, A. Roth, J. Föhl, F. Hüttner, T. Weissenberg, ‘Inter-Laboratory Crack Growth Test on Pressure Vessel Steel 20MnMoNi5-5 in Simulated BWR Environment’,
Crack growth behaviour of low-alloy steels
10.
11.
12. 13.
14.
185
11th Int. Conf. on Env. Deg. of Mat. in Nucl. Power Systems – Water Reactors, Stevenson, WA, USA, Aug. 10–14, 2003. ASME Boiler and Pressure Vessel Code, Section XI, ‘Rules for In-service Inspection of Nuclear Power Plant Components’, Appendix A, Article A-4000, ‘Material Properties’. A. Roth, et al., ‘Experimental Investigations Concerning the Possible Effect of Dynamic Strain Ageing in the Environmentally Assisted Cracking of Low Alloy Steels in Oxygenated High Temperature Water’, 29th MPA Seminar, Stuttgart, Germany, Oct. 09–10, 2003. H.P. Seifert, S. Ritter, J. Hickling, Power Plant Chemistry, 6, pp. 111–123, 2004. F.P. Ford, R.M. Horn, J. Hickling, R. Pathania, G. Brümmer, ‘Stress Corrosion Cracking of Low Alloy Steels under BWR Conditions; Assessments of Crack Growth Rate Algorithms’, 9th Int. Conf. on Env. Deg. of Mat. in Nucl. Power Systems – Water Reactors, pp. 855–863, Newport Beach, CA, USA, Aug. 1–5, 1999. J. Heldt, H.P. Seifert, Nuclear Engineering and Design, 206, pp. 57–89, 2001.
13 Crack growth behaviour of low-alloy steels for pressure boundary components under transient light water reactor operating conditions – CASTOC, Part 2: VVER conditions M. E R N E S T O V Á and M. Ž A M B O C H, Nuclear Research Institute (NRI), Czech Republic, B. D E V R I E N T and A. R O T H, Framatome ANP GmbH, Germany, U. E H R N S T É N, VTT Industrial Systems, Finland, J. F Ö H L and T. W E I S S E N B E R G, Staatliche Materialprüfungsanstalt (MPA), Germany, D. G O M É Z B R I C E Ñ O and J. L A P E Ñ A, Centro de Investigaciones Energéticas Medioambientales y Tecnológicas (CIEMAT), Spain and S. R I T T E R and H. P. S E I F E R T, Paul Scherrer Institute (PSI), Switzerland
13.1
Introduction
The ageing of pressure boundary components is one of the main factors controlling the lifetime of nuclear power plants. Under certain circumstances EAC can be one of the major ageing mechanisms of LAS in high-temperature water. The project ‘Crack Growth Behaviour of Low-Alloy Steels for Pressure Boundary Components under Transient Light Water Reactor Operating Conditions’ (CASTOC), was performed within the 5th EC framework programme and addressed the problem of EAC of Western and Eastern type steels used for pressure boundary components [1, 2]. The objective of the CASTOC project was to screen the EAC behaviour of low-alloy reactor pressure vessel (RPV) steels in high-temperature water during load transients and water chemistry transients such as may occur during start-up and shut-down, steady-state operation and the following mode of commercially operating LWRs. This is in contrast to the worldwide activities in the past, which focused mainly on either cyclic loading or static loading and steady-state operating conditions. The main focus of the project was directed at the interactions between static and cyclic loading, which was realised, for example, by low frequency corrosion fatigue (LFCF) tests followed by static load or by periodical partial unloading (PPU) with different rise and hold times. In conjunction with the different load spectra, the effect of water 186
Crack growth behaviour of low-alloy steels
187
chemistry transients was investigated. A more detailed description of the project is available in references [1] and [2]. The results of the project should in particular be assessed with respect to quality, reliability and their application to plant concerns and possible code implementation. This comprises a comparison of the data from the CASTOC project with data from literature and codes and to give indications where the results may be considered in plant life management strategies. The tested materials and water environment conditions were chosen to address the concerns of both BWRs and VVERs. In this chapter the crack growth results obtained in a simulated VVER environment on materials representing VVER RPVs are presented. The main focus of the tests performed in a simulated VVER environment was directed to the crack growth rate (CGR) data during cyclic and static loadings and to investigate the effect of materials, oxygen content and the effect of different constraint situations realised by different specimen size. The tests were performed at NRI within the CASTOC project subsequently after the interlaboratory comparison test. The results of the tests performed under simulated BWR/NWC conditions are summarised in [3]. For a detailed description of all results see [4–8].
13.2
Experimental procedure
The tests performed within the CASTOC project comply with the current state-of-the-art knowledge of science and technology in laboratory testing of EAC processes. The investigated materials represent nuclear grade materials. With regard to the selected environmental conditions, enveloping parameters were applied.
13.2.1 Materials The ferritic reactors LAS 15Ch2MFA (material C) and 15Ch2NMFA (material D) as RPV steels used at VVER 440 and VVER 1000, respectively, were investigated under simulated VVER conditions. The chemical composition of the materials are summarised in Table 13.1. The steels were quenched and tempered followed by air cooling [6]. Both base materials had a fine-grained bainitic microstructure. Mechanical properties are given in Table 13.2. ∑ ∑
Material C, base material: forged plate 15Ch2MFA (thickness of the plate 140 mm), fabricated according to nuclear grade quality with enhanced sulphur content. Material D, base material: forged plate 15Ch2NMFA (thickness of the plate 320 mm), fabricated according to nuclear grade quality.
188
Base material
Chemical composition [wt.%] C
Mn
Si
P
S
Ni
Cr
Mo
Cu
V
Co
As
Material C
0.15
0.40
0.24
0.013
0.015
0.30
2.78
0.64
0.08
0.29
0.009
0.011
Material D
0.14
0.45
0.25
0.009
0.007
1.23
2.15
0.57
0.05
0.08
*
*
* not determined
Corrosion issues in light water reactors
Table 13.1 Chemical composition (in wt.%) of the investigated materials
Crack growth behaviour of low-alloy steels
189
Table 13.2 Mechanical properties of the investigated materials Temperature [∞C]
Rp0.2 [MPa] Yield strength
Rm [MPa] Tensile strength
A5 [%] Elongation
RA [%] Reduction of area
Material C
20 350
545 469
651 544
22.6 17.8
75.0 75.0
Material D
22
570
674
19.7
75.3
13.2.2 Specimen preparation The C(T)25 and C(T)50 samples were manufactured from forged plates, material C specimens in L-S direction and material D specimens in S-L direction. The specimen were pre-cracked in air using parameters which fulfill the demand of ASTM E399, 1990 to the final a0 /W ~ 0.5.
13.2.3 Experimental facilities The test equipment at NRI consisted of a heated autoclave vessel with an integrated bellows system to apply the mechanical load, a water refreshing system to adjust desired water conditions, a high pressure pump, and measuring equipment to control the water chemistry [6]. The autoclave had the capacity to install either two C(T)25 or C(T)50 specimens in a daisy chain, where each specimen was electrically isolated using ceramic and mica spacers. The laboratory test unit enables control of the water and loading conditions. The reversed direct current potential drop (DCPD) system for on-line crack length monitoring was used. The detection limit of the DCPD technique is of the order of 10 mm. On-line monitoring was performed on load, pressure and temperature. The outlet conductivity and defining the outlet oxygen concentration as the target value of oxygen were measured continuously. The external Ag/AgCl/deionate reference electrode and a platinum probe were used for continuous measurement of the corrosion and redox potentials.
13.2.4 Testing procedure and environment Each autoclave test was divided into a stabilisation phase, covering the time needed for heating and pressurising the autoclave (about 100 h) and a conditioning phase taking at least 100 h at stable conditions before the test phase was started by fatigue loading followed by constant loading. The main objective of the fatigue loading part of the test was to create an actively growing crack before switching to constant load, and to investigate whether sustained crack growth occurs at desired K value in simulated VVER water. Normal operation of VVER reactors is characterised by very low oxygen
190
Corrosion issues in light water reactors
Table 13.3 Water chemistry parameters in simulated VVER water Boric acid
Potassium hydroxide
Ammonia
Conductivity (in the outlet)
O2 concentration (in the outlet)
6.8 g/kg
23.5 mg/kg
20 mg/kg
~130 mS/cm
< 20 mg/kg or ~ 200 mg/kg
concentration (< 10 mg/kg). In order to investigate the effect of higher oxygen levels – e.g., as residual oxygen after reactor start-up or as a result of oxygen ingress during power operation – the tests were performed in oxygenated (~ 200 mg/kg) or oxygen-free (< 20 mg/kg) water with boric acid at 288 ∞C to generate conservative data with respect to plant conditions. The VVER water chemistry parameters are listed in Table 13.3. The aim of the project was to obtain the data at stress intensity factors outside the range of linear elastic fracture mode (LEFM). The testing procedure included loading the specimens to a stress intensity ranging from 56 to 88 MPa÷m starting of fatigue loading using a positive saw tooth waveform with a rise time of 1000 s and a decline time of 200 s (f = 8.3·10–4 s–1) and a load ratio of R = 0.1, 0.2 or 0.8. After the crack activation, constant load was applied for at least 300 h. After termination of the autoclave testing the cracks were opened at liquid nitrogen temperature. The pre-crack length a0 and EAC advance were measured at 25/50 (C(T)25/C(T)50) equidistant locations on the fracture surface along the notch. Fracture surface investigations using a scanning electron microscope were performed before and after electrochemical cleaning.
13.3
Results and discussion
13.3.1 Results from cyclic loading The CGRs obtained from the experiments were compared with the prediction line of the ASME Boiler and Pressure Vessel Code Case N 643, Section XI, Div. 1 [9]. In this Code Case the prediction line is determined by a threshold value in DKI, the load ratio R and the rise time Dtr of the cycle. Despite the fact that the Code Case was established from Western type PWR water environments, the data obtained from tests in simulated VVER environments within this project are compared with the Code Case prediction line. The crack growth rates in mm/cycle have been calculated using the average crack increment for the cyclic test period, the amount of cycles and the rise time. Effect of material The tested materials differed in sulphur, chromium, phosphorus and vanadium content. Although material C had a higher sulphur content (0.015 wt.%)
Crack growth behaviour of low-alloy steels
191
compared to material D (0.007 wt.%) the CGRs for material D tended to be higher than those of material C under comparable conditions (Figs 13.1 and 13.2). This observation indicates that the sulphur content of the steel was not the sole material parameter controlling EAC growth rates. Effect of oxygen content The effect of dissolved oxygen in VVER water environment on the crack growth behaviour can be established only from the tests performed with C(T)50 specimens. At low loading ratio (R = 0.2 and R = 0.1) the CGRs tended to be slightly higher in oxygenated water than in oxygen-free water. At the higher loading ratio (R = 0.8) the CGRs in water with enhanced dissolved oxygen content were more than one order of magnitude higher than in an oxygen-free environment (Figs 13.3 and 13.4).
1.E+03
VVER water, 288 ∞C < 20 mg/kg or 200 mg/kg O2, f = 8.3 ¥ 10–4 s–1 CT25
1.E+02
CT50
Material C
da /dN (mm/cycle)
1.E+01
1.E+00
R = 0.8 ASME XI Code case N 643 PWR water line R = 0.2 Dtrise = 1000 s
1.E+01
R = 0.2/01
1.E–02
ASME XI air line R = 0.2
1.E–03
1
10 DKl,max (MPa.m1/2)
100
13.1 CGRs of material C at a frequency of 8.3 ¥ 10–4 s–1 in oxygenated and oxygen-free VVER water at 288 ∞C.
192
Corrosion issues in light water reactors 1.E+03
VVER water, 288 ∞C < 20 mg/kg or 200 mg/kg O2, f = 8.3 ¥ 10–4 s–1 CT25
1.E+02
CT50
Material D
da /dN (mm/cycle)
1.E+01
R = 0.8
1.E+00
1.E–01
ASME XI Code case N 643 PWR water line R = 0.2 Dtrise = 1000 s
R = 0.2/0.1
1.E–02
ASME XI air line R = 0.2
1.E–03 1
10 DKl,max (MPa.m1/2)
100
13.2 CGRs of material D at a frequency of 8.3 ¥ 10–4 s–1 in oxygenated and oxygen-free VVER water at 288 ∞C.
Effect of specimen size The effect of specimen size can be evaluated from the tests performed in oxygenated water with a loading ratio of 0.2 and 0.1 (Fig. 13.5). It becomes obvious that the crack growth per cycle in small C(T)25 specimens is about one order of magnitude higher than that of the large C(T)50 specimens for both materials. This might be caused by higher plastic deformation in the crack tip area of the smaller specimens, in particular at the low load ratio R since the prevailing mechanism is strain induced corrosion cracking. With regard to the transferability of laboratory results to large components the smaller specimens obviously provide more conservative data.
13.3.2 Results from constant loading Although the BWRVIP-60 SCC Disposition Lines (DL) [10] apply to BWR/ NWC conditions the da/dt data obtained from the experiments were compared to these DLs. In most of the tests the crack activated during cyclic loading
Crack growth behaviour of low-alloy steels 1.E+03
193
VVER water, 288∞C, f = 8.3 ¥ 10–4 s–1 oxygen-free (< 20 mg/kg O2) CT25
1.E+02
CT50
Closed symbols: material C open symbols: material D
da /dN (mm/cycle)
1.E+01
1.E+00 ASME XI Code case N 643 PWR water line R = 0.2 Dtrise = 1000 s
1.E–01
R = 0.2/0.1
R = 0.8
1.E–02 ASME XI air line R = 0.2
1.E–03
1
10 DKl,max (MPa.m1/2)
100
13.3 CGRs of material C and D at a frequency of 8.3 ¥ 10–4 s–1 in oxygen-free VVER water at 288 ∞C.
arrested after switching to static load. There were only a few exceptions in which continuous crack advance was detected under static load. The crack growth rates, da/dt, were calculated using the average crack increment for the static test period and the whole static period test time. Effect of material The corrosion fatigue crack activated by cyclic loading arrested after the change to constant static load during all tests in oxygenated (~ 200 mg/kg) and oxygen-free (< 20 mg/kg) simulated VVER water performed with C(T)25 and C(T)50 specimens from material C. During the test phases at static load of at least 300 h duration no crack growth could be detected at applied stress intensity factors ranging from 56 to 88 MPa÷m. Concerning the material D, the corrosion fatigue crack activated by cyclic loading, arrested after switching to constant static load during all tests performed on C(T)50 specimens in oxygenated and oxygen-free simulated VVER water. Similar to the behaviour of material C no crack growth was observed during
194
Corrosion issues in light water reactors 1.E+03
VVER water, 288 ∞C, f = 8.3 ¥ 10–4 s–1 oxygenated (200 mg/kg O2)
1.E+02
CT50 Closed symbols: material C open symbols: material D
da /dN (mm/cycle)
1.E+01
R = 0.8
1.E+00 R = 0.2
ASME XI Code case N 643 PWR water line R = 0.2 Dtrise = 1000 s
1.E–01
1.E–02 ASME XI air line R = 0.2
1.E–03
1
10 DKl,max (MPa.m1/2)
100
13.4 CGRs of material C and D at a frequency of 8.3 ¥ 10–4 s–1 in oxygenated VVER water at 288 ∞C.
the phases of static load. However, crack growth under static load was observed in C(T)25 specimens tested in oxygenated VVER water at stress intensity factors in the range from 58 to 70 MPa÷m. For comparison the results are displayed together with the BWRVIP-60 SCC DLs in Fig. 13.6. For stress intensity factors in the range of up to about 56 MPa÷m no crack growth was observed in any of the specimens of material C or in any of the C(T)50 specimens of material D, which were tested in oxygenated and oxygen-free VVER water. When during the constant load period the stress intensity factor was increased beyond the validity limits for linear elastic fracture mode (LEFM) continuous crack growth was observed on C(T)25 specimens of material D in oxygenated VVER water and the da/ dt data (~10–8 m/s) are higher than the ones expected from DL 2. The investigation of the fracture surfaces on C(T)25 specimens of material D which showed crack growth under static load revealed a small portion of intergranular (IG) cracking during cyclic phase and high portion of IG cracking during the constant load phase (Fig. 13.7).
Crack growth behaviour of low-alloy steels 1.E+03
195
VVER water, 288 ∞C, 200 mg/kg O2, f = 8.3 ¥ 10–4 s–1, R = 0.2/0.1
CT 25
1.E+02
CT 50
Closed symbols: material C open symbols: material D
C(T) 25
da/dN (mm/cycle)
1.E+01
1.E+00 ASME XI Code case N 643 PWR water line R = 0.2 Dtrise = 1000 s
1.E–01
C(T) 50
1.E–02 ASME XI air line R = 0.2
1.E–03
1
10 DKl,max (MPa.m1/2)
100
13.5 CGRs of material C and D at a frequency of 8.3 ¥ 10–4 s–1 in oxygenated VVER water at 288 ∞C; C(T)25 and C(T)50 specimens.
Effect of oxygen The effect of oxygen could not be demonstrated on materials C and D in VVER water because of crack arrest on most of the specimens. The only possibility of examining the effect of oxygen is to use the da/dt data obtained on C(T)25 specimens of material D in oxygenated (~ 200 mg/kg) VVER water which could be compared with data in oxygen-free VVER water. The additional test with C(T)25 specimens of C and D materials in oxygen-free VVER water is being carried out separately to the CASTOC project and will document the possible effect of oxygen. Effect of specimen size The effect of specimen size on the crack growth rate under static load could not be clearly demonstrated. In tests with material C no crack growth was observed for both specimen sizes (i.e. 25 mm or 50 mm thick) and in material D crack growth was only detected in C(T)25 specimens, this was associated
196
Corrosion issues in light water reactors
1.E–07
1.E–08
CT25 CT50 Closed symbols: material C Open symbols: material D
da /dt (m/s)
1.E–09
1.E–10 VIP DL 1
1.E–11
VIP DL 2
1.E–12
1.E–13 20
30
40
50 60 Kl (MPa.m1/2)
70
80
90
13.6 Crack growth behaviour of material C and D under constant static load in oxygenated and oxygen-free VVER water at 288 ∞C; the data below detection limit ~ 10–13 m/s.
with IG cracking. It can be concluded that for the smaller specimen size C(T)25 equal nominal stress intensity factors provided more conservative data than the larger one, which suggests that the mechanism was strain induced corrosion cracking because more extended yielding is anticipated in the smaller specimen at high KI values.
13.4
Summary and conclusions
The PWR part of the CASTOC project addresses environmentally assisted crack growth phenomena in the low-alloy steels used for pressure boundary components in Russian-type pressurised water reactors (VVER). The number of tests using sophisticated test facility and measurement technique for the on-line detection of crack advance have provided a more detailed understanding of the mechanism of environmentally assisted cracking and provided quantitative data for CGRs as a function of loading events and time. The work was focussed on the evaluation of crack growth under cyclic load, crack growth and crack cessation under static load, and on determining the effect of oxygen content, constraint and stress state outside the range of LEFM. Nevertheless, regarding the application of the results from the CASTOC project for the assessment of components in LWRs, the following aspects should be considered: ∑
Low-alloy steel base materials for RPV application revealed resistance to crack growth under constant static load up to stress intensity factors
Crack growth behaviour of low-alloy steels
50 mm (a)
50 mm (b)
50 mm (c)
13.7 Typical intergranular attack in C(T)25 specimen of material D tested in oxygenated VVER water environment at 288 ∞C (static loading phase).
197
198
∑
∑
∑
Corrosion issues in light water reactors
of about 60 MPa÷m in VVER normal water chemistry. The observed crack growth behaviour is consistent with plant experience in general, and especially in those cases, where austenitic stainless steel cladding is not applied or was removed deliberately or by chance. Under certain environmental and material conditions, however, experimental results from tests performed under static load suggest that a more careful assessment of components should be made. The screening experiments carried out in this project revealed crack growth under constant load for the following condition: material D in oxygenated (~ 200 mg/kg) VVER water and stress intensity factor beyond the validity limit for linear elastic fracture mode. The proposed BWRVIP-60 SCC Disposition Line 1 [10] for crack growth under steady-state BWR/NWC conditions was essentially confirmed as well as for steady-state VVER conditions. However, with respect to the Disposition Line 2 for transients in load and water chemistry further consideration is recommended based on the results of this project. The curves provided in the ASME Code Case N 643 for a PWR water environment cover fairly well the data obtained in a VVER environment for Russian type RPV steels, even at increased oxygen content.
The CASTOC results provide an important contribution to the understanding of crack growth behaviour as a function of time and on as a consequence of the number and height of loading events. This is important in evaluating transient events, that may occur in a power plant.
13.5
Acknowledgements
The financial support by the 5th Framework Programme of the European Commision under contract No. FIKS-CT-2000-00048 is gratefully acknowledged. The valuable contributions of all partners to data generation and discussion of the results formed the basis for successful performance of the project.
13.6
References
1. J. Föhl, U. Ehrnstén, M. Ernestová, D. Gómez-Briceño, J. Lapeña, S. Ritter, A. Roth, B. Devrient, H.P. Seifert, T. Weissenberg, M. Žamboch, ‘Crack Growth Behaviour of Low Alloy Steel for Pressure Boundary Components under Transient Light Water Reactor Operating Conditions – CASTOC’, FISA Conference on EU Research in Reactor Safety, Luxembourg, November 12–14, 2001. 2. J. Föhl, U. Ehrnstén, M. Ernestová, D. Gómez-Briceño, J. Lapeña, S. Ritter, A. Roth, B. Devrient, H.P. Seifert, T. Weissenberg, M. Žamboch, ‘Crack Growth Behaviour of Low-Alloy Steels for Pressure Boundary Components under Transient Light Water Reactor Operating Conditions – CASTOC’, FISA Conference on EU Research in Reactor Safety, Luxembourg, November 10–12, 2003.
Crack growth behaviour of low-alloy steels
199
3. S. Ritter, H.P. Seifert, B. Devrient, U. Ehrnstén, M. Ernestová, J. Föhl, D. GómezBriceño, J. Lapeña, A. Roth, T. Weissenberg, M. Žamboch, ‘Crack Growth Behaviour of Low-Alloy Steels for Pressure Boundary Components under Transient Light Water Reactor Operating Conditions – CASTOC, Part I: BWR/NWC Conditions’, Paper No. 281, EUROCORR 2004, Nice, France, September 12–16, 2004. 4. U. Ehrnstén, ‘Crack Growth Behaviour of Low Alloy Steels for Pressure Boundary Components Under Transient Light Water Reactor Operating Conditions’, EU project CASTOC, Technical Report WP1, 2002. 5. U. Ehrnstén, D. Gómez-Briceño, J. Lapeña, M. Ernestová, M. Žamboch, S. Ritter, H.P. Seifert, A. Roth, J. Föhl, F. Hüttner, T. Weissenberg, ‘Inter-Laboratory Crack Growth Test on Pressure Vessel Steel 20MnMoNi5-5 in Simulated BWR Environment’, 11th Int. Conf. on Env. Deg. of Materials in Nuclear Power Systems – Water Reactors, Stevenson, WA, USA, August 10–14, 2003. 6. M. Žamboch, J. Föhl, ‘Crack Growth Behaviour of Low Alloy Steels for Pressure Boundary Components Under Transient Light Water Reactor Operating Conditions’, EU project CASTOC, Technical Report WP3, 2003. 7. J. Lapeña, D. Gómez-Briceño, ‘Crack Growth Behaviour of Low Alloy Steels for Pressure Boundary Components Under Transient Light Water Reactor Operating Conditions’, EU project CASTOC, Technical Report WP2, 2003. 8. A. Roth, B. Devrient, J. Föhl, ‘Crack Growth Behaviour of Low Alloy Steels for Pressure Boundary Components Under Transient Light Water Reactor Operating Conditions’, EU project CASTOC, Technical Report WP4, 2003. 9. Cases of ASME Boiler & Pressure Vessel Code, Case N-643; ‘Fatigue Crack Growth Rate Curves for Ferritic Steels in PWR Water Environment’, Section XI, Division 1, 2000. 10. F.P. Ford, R.M. Horn, J. Hickling, R. Pathania, G. Brümmer, ‘Stress Corrosion Cracking of Low Alloy Steels under BWR Conditions; Assessments of Crack Growth Rate Algorithms’, 9th Int. Conf. on Env. Deg. of Materials in Nuclear Power Systems – Water Reactors, Newport Beach, CA, USA, pp. 855–863, August 1–5, 1999.
14 Effect of yield strength on stress corrosion crack propagation under PWR and BWR environments of hardened stainless steels M. L. C A S T A Ñ O, M. S. G A R C Í A, G. D E D I E G O and D. G O M É Z - B R I C E Ñ O, CIEMAT, Spain
14.1
Introduction
Core components of light water reactors (LWR), made of austenitic stainless steels (SS) and nickel alloys, subjected to stress and exposed to relatively high fast neutron flux may suffer a cracking process termed Irradiation Assisted Stress Corrosion Cracking (IASCC). This degradation phenomenon is a timedependent process in which neutron and gamma radiation are directly implicated in the initiation and propagation of cracking [1]. Although this type of cracking was first recognized in Boiling Water Reactor (BWR), later service failures attributed to IASCC were observed in Pressurized Water Reactor (PWR) components [2]. Among the material modifications induced by neutron irradiation, Radiation Induced Segregation (RIS) and Radiation Hardening have been identified as the main contributors to the susceptibility to IASCC of irradiated stainless steels. Chromium depletion at grain boundaries produce by Radiation Induced Segregation can justify the IASCC response in oxidizing environments, such as BWR normal water chemistry [3]. However, in non-oxidizing environments, such as PWR primary water or BWR hydrogen water chemistry, the role played by chromium depletion at grain boundaries on IASCC behaviour of highly irradiated material seems to be irrelevant [4], and the influence of material hardening is becoming more strongly considered. Radiation hardening can be simulated by mechanical deformation, in spite of the significant difference observed in the microstructure of both types of materials. Furthermore, it is accepted that the study of the SCC behaviour of unirradiated austenitic steels with different hardening levels could contribute to the understanding of IASCC mechanism. In this chapter, crack growth rate data of sensitized 304, 316L and 347 with different hardening levels obtained by cold work will be presented and discussed. Sensitized 304 SS has been tested in BWR conditions to gain some insight into the cracking behaviour of core shroud, in which the cracks appear associated to HAZ. 316L SS will be tested in typical PWR primary 200
Effect of yield strength on stress corrosion crack propagation
201
water and in high lithium primary water to study the behaviour of this material in its use as baffle former bolts (BFB). Tests have been carried out in high lithium primary water to simulate the postulated environment around the BFB due to gamma heating. Niobium-stabilized type 347 SS has been tested in BWR and PWR to study the behaviour of this material in its use as core shroud in the Siemens-KWU plants and in its use as BFB in Westinghouse plants.
14.2
Experimental procedure
14.2.1 Materials Materials tested were three plates of commercial austenitic stainless steels, type 316L, 347 and 304. The chemical compositions and the mechanical properties, at room temperature, in ‘as-received’ condition, are shown in Tables 14.1 and 14.2, respectively. Stainless steel type 304 SS was subjected to a sensitization treatment of 650 ∞C, 1 hour and air cooling, while no additional heat treatment was applied to 316L and 347 SS.
14.2.2 Hardening process In order to produce materials with different yield strength, several degrees of cold or warm work have been applied to the material by tensile deformation. Large tensile samples were strained in a 100 Tm tensile machine to several Table 14.1 Chemical composition (%wt) of tested materials Material
C
Cr
Mn
Mo
N
316L SS
0.020 17.39 1.28
2.20 0.020 11.49 0.032
347 SS
0.028 18.10 1.79
–
304 SS
0.059 18.02 1.63
0.20 0.084
–
Ni
P
S
Si
Co
Nb
0.001 0.45
0.14
–
10.35 0.022
0.005 0.17
–
0.46
8.10 0.022
0.022 0.44
0.15
–
Table 14.2 Mechanical properties (yield strength, ultimate tensile strength, percentage of elongation and Vickers hardness), at room temperature, in asreceived condition Material
YS MPa (Ksi)
UTS MPa (Ksi)
Elongation (%)
Hv (30 Kg)
316L SS 347 SS Sen. 304 SS*
232 (33.9) 238 (34.8) 240 (35.1)
566 (82.6) 568 (82.9) 707 (103.2)
84 70 86
172 171 194
*Mechanical properties after the sensitization treatment: 650 ∞C, 1 hour, air cooling
202
Corrosion issues in light water reactors
Table 14.3 Test matrix PWR 340 ∞C
Material 316L CW 347 CW Sen. 304 WW
BWR, 290 ∞C
1200 ppm B, 2 ppm Li 3.2 ppm H2
108 ppm B, 7 ppm Li 3.2 ppm H2
NWC 200 ppb O2
YS (MPa) 542 772 518 639 – –
YS (MPa) 542 819 – – – –
YS (MPa) – – 238 518 240 503
819 705 –
– 639 643
– 705 680
CW: Cold worked, WW: Warm worked,
% of deformation, before necking. Finally the gauge length of the strained samples was used for Compact-Tension (C-T), tensile and metallographic samples fabrication. Stainless steels 316L and 347 were hardened by cold work at room temperature whereas 304 was hardened by warm work at a temperature higher than 200 ∞C.
14.2.3 Test procedure Crack growth test of hardened stainless steels, 316L, 347 and sensitized 304, with different levels of yield strength have been performed in BWR and PWR conditions. Table 14.3 shows the test matrix carried out. Two samples per conditions were tested simultaneously. Crack growth rate tests were performed using 12 mm CT specimens, fabricated according to the ASTM E-399. CT specimens were pre-cracked in air under a triangular wave (22 Hz and R = 0.1). Then, the samples were precracked in high temperature water under a triangular wave (2 ¥ 10–2 Hz and R = 0.6) and, then, constant load with periodic unloading under trapezoidal wave was applied with a holding time of 9000 seconds and 5 and 45 second for the unloading and reloading process. In some of the tests in BWR conditions (347 and sensitized 304 SS with highest YS) the time loading and reloading was 50 and 450 seconds. Nominal stress intensity factor, Ki, was in the range of 25–35 MPam1/2. The apparent crack advance was on-line monitored by Direct Current Potential Drop (DCPD) technique. After each crack propagation test in high temperature water, the CT specimens were opened by fatigue in air, at room temperature, and the fracture surface examined by Scanning Electron Microscopy (SEM). This observation was used to identify the areas of crack propagation, to determine the morphology of the cracking and to verify the accuracy of the DCPD monitoring technique.
Effect of yield strength on stress corrosion crack propagation
14.3
203
Results and discussion
14.3.1 Effect of yield strength in PWR conditions Sixteen CT samples were tested at 340 ∞C in primary PWR. After testing, of 230 to 580 hours duration, some samples exhibit a band of intergranular cracking with a regular initiation from the pre-cracking end and almost even crack propagation. However, other specimens show localized initiations along the pre-cracking end, rapid propagation along elongated grains with the presence of ligaments and growing finger-like shapes. Some samples only show localized crack initiation along the pre-cracking crack front, identified as intergranular morphology. In all the cases the fracture morphology was always intergranular. In addition to the crack propagation obtained by fractographic measurements, apparent crack growth rate was available using the DCPD. Agreement between crack growth rates obtained by both techniques has been discussed previously [5]. To establish comparisons among different conditions, maximum crack growth rates (CGR) were obtained by dividing the deepest fractographic intergranular propagation by total testing time. Figure 14.1 plots the crack growth rate of 316L and 347 SS at 340 ∞C obtained under standard and high lithium primary water conditions. All crack growth rate data are normalized to a stress intensity of 30 MPam1/2 [6]. In both materials, as yield strength increases the crack growth rate increases. In the case of 347 SS the crack growth rates obtained are lower than in 316L SS. However, the effect of yield strength seems to be more evident in 347 SS than in 316L SS. Results obtained are consistent with the published data for cold worked 316L SS obtained by Andresen [7], although in this reference tests were performed in hydrogenated pure water instead of primary PWR.
316L Primary water 316L High Li 347 Primary water
CGR* (mm/s)
1E-6
1E-7
1E-8
* Corrected CGR to K30 450
500
550
600
650 700 YS (MPa)
750
800
850
14.1 CGR of CW stainless steels in PWR at 340 ∞C.
900
204
Corrosion issues in light water reactors
Crack growth rate was ª 3 times higher in high Li primary water than in PWR standard primary water. The SCC susceptibility of cold worked austenitic stainless steels in lithiated solutions at high temperature has been shown previously by Smialowska and co-workers [8]. The possibility of highly alkaline environments by concentration of LiOH in the liquid phase has been considered for some closed crevices, in particular for PWR core baffle bolts [9].
14.3.2 Effect of yield strength in BWR conditions Fourteen CT samples were tested at 290 ∞C in BWR conditions Test temperature, pressure, conductivity, dissolved gases and corrosion potential, using a reference electrode of Cu/Cu2O, were continuously monitored and recorded. After the pre-cracking at high temperature, samples were exposed for around 500 hours to oxidizing environment (200 ppb oxygen). Specimens of sensitized 304 with 240 MPa of YS, used as reference, presented a band of intergranular cracking with regular initiation from the pre-cracking end and almost even crack propagation. However, sensitized and warm-worked 304 SS presents partial crack initiation from the pre-cracking end, rapid propagation along elongated grains, presence of ligaments between intergranular cracking and growing finger-like shapes. In the case of 347 SS, no intergranular cracking was observed in material with yield strength of 238 MPa, but a clear intergranular propagation was observed for higher yield strength. The crack propagation in 347 SS shows similar characteristics to those observed in 304 SS. Following the same criteria as in PWR, maximum crack growth rate has been used for comparisons. Figure 14.2 plots the crack growth rate of sensitized
CGR* (mm/s)
1E-6
Sen. AISI-304 AISI-347
1E-7
1E-8 * Corrected CGR to K30 200
300
400 500 YS (MPa)
600
700
800
14.2 Crack growth rates of sensitized 304 SS and 347 SS tested at 290 ∞C in BWR conditions.
Effect of yield strength on stress corrosion crack propagation
205
304 and 347 SS as a function of yield strength in BWR conditions, at 290 ∞C. According to the fractographic values, the crack growth rate of sensitized 304 SS and 347 SS increases as yield strength increases. However, the capability of increasing the crack propagation is less pronounced in sensitized 304 SS. This material shows significant crack growth rate in the non-warmwork conditions, due to its sensitization treatment. Apparently, the detrimental effect of yield strength could be overwhelmed by the marked and wellknown high crack growth rate of sensitized material in oxidizing environments. A more significant effect of sensitization is reported by M. Spiedel [10], who indicates that crack growth rate of heavily sensitized 304 SS is independent of the stress intensity and yield strength. In fact, in the present study, very similar CGR have been obtained for specimens with yield strength of 503 and 680 MPa. However, it is important to indicate that yield strength of 680 MPa in sensitized 304 was obtained by a two-step deformation and that the resultant increase of hardness was lower than expected. As a consequence, the crack growth rate could be affected by the straining procedure followed to produce the target yield strength. Crack growth rate of 347 SS shows a significant dependence on the yield strength, and crack growth rate as high as 3.1 ¥ 10–7 mm/s was measured for 347 SS with a YS of 705 MPa. These values are consistent with the published data [11]. This material, 347 SS has been tested in PWR and BWR conditions. In spite of the higher test temperature in PWR water, crack propagation was higher in BWR (NWC) water. The influence of yield strength in both environments seems to be quite similar, Fig. 14.3. This similar dependence with the yield strength at both low and high corrosion potential has also been reported by Andresen [11].
CGR* (mm/s)
1E-6
347 BWR 290 ∞C 347 PWR 340 ∞C
1E-7
1E-8 * Corrected CGR to K30 500
600
700 YS (MPa)
800
900
14.3 Crack growth rate of cold worked 347 SS, tested in PWR and BWR conditions.
206
Corrosion issues in light water reactors
14.3.3 Implications for the IASCC process Hardening induced by neutron radiation is one of the effects observed on structural materials exposed to radiation fields. The potential contribution of radiation induced hardening to the initiation and propagation of cracking process is becoming more strongly considered, especially for environments where other factors, such as microchemistry, have no significant influence. In order to compare the crack growth rate data obtained with hardened and irradiated materials, the correlation between yield strength and dpa shown in Fig. 14.4 has been used [12]. The range of yield strength tested, from 500 to 800 Mpa, could correspond to a radiation damage from 1 to 10 dpa. Figure 14.5 shows crack growth rate data for hardened materials obtained in this work and in other labs and available data for irradiated materials, in PWR conditions. Crack growth rate for irradiated 304 up to 12 and 35 dpa were obtained under constant load with one per day unloading (holding time >80.000 s.) in some steps of the test, at 335 ∞C [13]. Only data from valid K values have been included. Crack growth rate data for irradiated 304 up to 6 dpa under several program conditions were obtained at 340 ∞C [14]. All data were corrected to K30. Irradiated stainless steels at higher yield strength presented a significant
Measured tensile yield strength (MPa)
1000
800
600 304 SS Jenssen 304 SS Jenssen 304 SS Jenssen 304 SS Jenssen 316 SS Jenssen 316 SS Jenssen 316 SS Jenssen 316 SS Jenssen 316 SS Bergenlid 310 SS Kodama 316 SS Kodama 347 SS Kodama 304/316 SS Odette/Lucas Neutron-irradiated 300-Series Stainless Steel
400
200
0
0
1
2
3 4 Square root (dpa)
14.4 Increase of yield strength with dpa [12].
5
6
7
Effect of yield strength on stress corrosion crack propagation
CGR (mm/s)
1E-6
CW 316 CW 347 WW 316 L. Shoji [13] WW 304 L. Shoji [13] WW 304 L. Andresen [14, 15] WW 316 L. Andresen [14, 15] Irrad-304 Halden [16] Irrad-304 CIR-Content Load [17] Irrad-304 CIR-trapez-1000s [17] Irrad-304 CIR-trapez-10000s [17]
207
PWR
1E-7
1E-8 500
600
700
800 YS (MPa)
900
1000
1100
14.5 Comparison of CGR of irradiated material and hardened material at 340–335 ∞C in PWR conditions.
dispersion, SCC behaviour is probably a multi-parameter phenomenon and the influence of testing conditions could modify final results. However, the crack growth rate for irradiated stainless steels and for hardened material show a similar trend when the yield strength increases. Therefore, hardened material seems to reproduce reasonably well the behaviour of irradiated material under stress corrosion cracking conditions, in PWR conditions. Similar comparison has been performed for BWR conditions, Fig. 14.6. Crack growth rate data for irradiated 304 SS (13 dpa), 316NG (1.4 dpa) and 347 SS were obtained in pure water with 6–7 ppm O2 at 288 ∞C [13, 15] Crack growth rate for irradiated 304 SS (1.4 and 3 dpa) and irradiated 316 SS (2 dpa) were obtained in pure water with 300 ppb O2 at 289 ∞C, under several load programs [16]. Only data obtained under constant load or under cycling load with holding time of 7200 were included in the Fig. 14.6. Finally, irradiated 304 SS (12 dpa) was tested in pure water with 900 ppb O2. at 288 ∞C, under constant load [17]. Comparison of crack growth rates of irradiated material and hardened material shows that, in general, crack propagation rates of irradiated material are above crack growth rates of hardened material. In addition, crack growth rates of irradiated material are also above crack growth rates of hardened and sensitized material. These results seem to suggest that hardened materials and even hardened and sensitized materials are not appropriated to evaluate the behaviour of irradiated materials in oxidizing conditions, representative of BWR environments.
208
CGR (mm/s)
1E-5
1E-6
Corrosion issues in light water reactors Se. 304 347 316L Shoji [13] 304 Shoji [13] 347 Shoji [13] 304L Andresen [14, 15] 316L Andresen [14, 15] Irrad. 304, 316, 1.4 and 3dpa NRC [19] Irrad. 304, 12 dpa, Studsvik [20] Irrad. 304, 13 dpa Halden [16, 18] Irrad. 347, 2 dpa Halden [16, 18] Irrad. 316NG, 1.4 dpa Halden [16, 18]
BWR
1E-7
200
300
400
500 600 YS (MPa)
700
800
900
1000
14.6 Comparison of CGR of irradiated material and hardened material at 288 ∞C in BWR conditions.
14.4
Conclusions
In PWR at 340 ∞C, crack growth rates increase as yield strength increases, both in 316L SS and 347 SS. The influence of yield strength is more pronounced in 347 SS that in 316L SS. However the crack propagation obtained is lower in 347 SS than in 316L SS. Crack growth rates are almost ª 3 times higher in high Li and high pH primary water than in PWR standard primary water. The detrimental effect of yield strength on crack propagation, in BWR conditions, was less pronounced in sensitized 304 than in 347 SS. For this material, crack propagation rates are higher in BWR (NWC) than in primary PWR, in spite of the higher temperature of the latter conditions. Radiation hardening and cold work produces similar effects on crack growth in PWR conditions. Hardened material seems to be appropriate to assess the stress corrosion cracking behaviour of irradiated material under this condition. However, crack growth rate data obtained with hardened and sensitized material poorly reproduce the data of irradiated material and therefore seems not to be appropriated to evaluate the behaviour of irradiated materials in oxidizing conditions representative of BWR environments.
Effect of yield strength on stress corrosion crack propagation
14.5
209
References
1. P. L. Andresen. ‘Irradiation Assisted Stress Corrosion Cracking’. Stress Corrosion Cracking Material Performance and Evaluation. R.H. Jones. ASM-210, p 182. (1992). 2. P. Scott, M. Meurier, D. Deydier, S. Silvestre, A. Trency. ‘An analysis of Baffle Former Bolt cracking in French PWRs’. Environmental Assisted Cracking: Predictive Methods for Risk Assessment and Evaluation of Materials Equipment and Structures.ASTM 1410.West Conshohocken, (2000). 3. M. Kodama, R. Katsura, J. Morisawa, S. Nishima, S. Suzuki, K. Takamori. ‘IASCC susceptibility of Irradiated Austenitic Steels under very Low Dissolved Oxygen’. 7th Int. Conf. on Environ. Degradation of Materials in NPS-Water Reactor, NACE, p 1121 (1995). 4. K. Fukuya et al. ‘Stress Corrosion Cracking on cold worked 316 stainless steel irradiated to high fluence’. 10th International Conference on Environmental Degradation of Materials in NPS – Water Reactors. Lake Tahoe (2001). 5. M. L. Castaño, M. S: Garcia Redondo, G. De Diego, D. Gómez-Briceño, ‘Crack Growth Rate in BWR and PWR of Hardened Austenitic Stainless Steels’, 11th International Conference on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors August 10–14, 2003. 6. P. Andresen, K. Gott, L. Nelson. ‘Stress Corrosion Cracking of Sensitized type 304 Stainless Steels in 288 ∞C Water: A five Laboratory Round Robin’. 9th International Symposium on Environmental Degradation of Material in NPS – Water Reactors. TSM, p 423 (1999). 7. P. Andresen, T. Angeliu, R. Catlin, L. Young, R. Horn. ‘Effect of Deformation on SCC of Unsensitized Stainless Steels’. NACE Corrosion 2000. Paper 203. 8. S. W. Sharkawy, Z. Xia, Z. Szklarska-Smialowska. ‘Stress Corrosion Cracking of AISI304 and 316 Stainless Steels in Lithiated Water at 350 ∞C’. JNM 195, p 184 (1992). 9. P. M. Scott. 200 F. N. Speller Award Lecture: ‘Stress Corrosion Cracking in Pressurized Water Reactors – Interpretation, Modeling and Remedies’. Corrosion, Vol. 56, No. 8, 771–782 (2000). 10. M. O. Spiedel, R. Magdowski. ‘Environmental Degradation Assessment and Life Prediction of Nuclear Piping Made of Stabilized austenitic stainless steels’. Proceedings of the Inter. Symp. Plant Aging and Life Prediction of Corrodible Structures. Sapporo, Japan, p 951 (1995). 11. P. Andresen, T. Angeliu, L. Young, W. Catlin, R. Horn. ‘Mechanisms and Kinetics of SCC in Stainless Steels’. 10th International Conference on Environmental Degradation of Materials in NPS – Water Reactors, Lake Tahoe (2001). 12. S. M. Brummer, E. P. Simonen, P. M. Scott, P. L. Andresen, G. S. Was, J. L. Nelson. ‘Radiation Induced Material Changes and Susceptibility to Intergranular Failure of Light Water Reactor Core Internals’. JNM 274, p 299 (1999). 13. T. Shoji, et al. ‘Quantification of Yield Strength Effects on IGSCC of Austenitic Stainless Steels in High Temperature Waters’. 11th International Conference on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors August 10–14, 2003. 14. P. L. Andresen. ‘Similarity of Cold Work and Radiation Hardening in Enhancing Yield Strength and SCC Growth of Stainless Steel in Hot Water’. NACE 2002 Paper No. 0509. 15. P. L. Andersen et al. ‘Stress Corrosion Crack Growth Rate Behavior of Various Grades of Cold Worked Stainless Steel in High Temperature Water’. NACE 2002 Paper No. 2511.
210 16. 17. 18. 19.
Corrosion issues in light water reactors
OECD Halden Reactor Project. Proprietary Information. CIR Proprietary Information. OECD Halden Reactor Project. Proprietary Information. O. K. Chopra, E. E. Gruber and W. J. Shack. ‘Crack Growth behavior of irradiated austenitic stainless steels in high purity water at 289 ∞C’. 11th Int. Con. on Environmental Degradation on Material in NPS – Water Reactors. Skamania Lodge, August 2003. 20. A. Jenssen, P. Efsing, K. Gott, P. O. Anderson. ‘Crack growth behavior of irradiated 304L stainless steel in simulated BWR environment’. 11th Int. Con. on Environmental Degradation on Material in NPS – Water Reactors. Skamania Lodge, August 2003.
15 Corrosion fatigue crack growth behaviour of low-alloy RPV steels at different temperatures and loading frequencies under BWR/NWC environment S. R I T T E R and H. P. S E I F E R T, Paul Scherrer Institute (PSI), Switzerland
15.1
Introduction
Low-alloy steels (LAS) are widely used for the reactor pressure vessel (RPV) of light water reactors (LWR), which is the most critical pressure-boundary component as far as safety and plant life are concerned. The possible effect of environmentally-assisted cracking (EAC) on RPV structural integrity therefore continues to be a key concern within the context of both reactor safety and evaluation/extension of plant service life. The accumulated operating experience and performance of low-alloy primary pressure-boundary components is very good world-wide [1–5]. The current fatigue design and evaluation codes (ASME III and XI) have been quite successful in preventing fatigue cracks and failures in LAS components and would therefore seem to be adequate or conservative under most operating circumstances. Instances of EAC have occurred particularly in boiling water reactor (BWR) service, most often in LAS piping and, very rarely, in the RPV itself [1–5]. Oxidising agents, usually dissolved oxygen (DO), and relevant dynamic straining (e.g., arising from thermal stratification, thermal and pressurisation cycles during start-up/shut-down, etc.) were always involved [1–6]. These cases were attributed either to strain-induced corrosion cracking (SICC) or low-frequency corrosion fatigue (LFCF) (Table 15.1) [2, 4]. Operational experience [1–5] and laboratory background knowledge [7] both indicate, that the current fatigue design curves in Appendix A of the ASME Boiler and Pressure Vessel Code, Section XI, might be non-conservative for certain critical, short-lived, BWR plant transients (start-up/shut-down, hot stand-by, thermal stratification, etc.) and that SICC or very low-cycle corrosion fatigue covers the most important gap in the field of EAC of LAS. There is a relevant lack of quantitative SICC/LFCF crack growth data under these critical conditions (i.e., at slow strain rates or very low cyclic frequencies (< 10–2 Hz), intermediate temperatures (150 to 270 ∞C) and high corrosion potentials (ECP)) [1–9]. Under these combinations of temperature and strain rate, weld and weld HAZ materials could eventually reveal higher CF CGR 211
212
Corrosion issues in light water reactors
Table 15.1 Basic types of environmentally-assisted cracking Environmentally-assisted cracking (EAC) Mechanism
SCC Stress corrosion cracking
SICC Strain-induced corrosion cracking
CF Corrosion fatigue
Type of loading
Static
Slow monotonically rising or very lowcycle
Cyclic: low-cycle, high-cycle
LWR operation condition
Transient-free, steady-state power Start-up/shut-down, Thermal fatigue, operation thermal stratification thermal stratification, …
Characterisation of crack growth
BWRVIP-60 Disposition Lines
?
ASME XI, Code Case N-643 (PWR)
Characterisation of crack initiation
?
Susceptibility conditions: ECPcrit, de/dtcrit, ecrit
ASME III, Fenv-approach
than the base metal, because of dynamic strain ageing (DSA) [9, 10] or hydrogen-induced EAC (if hardness of HAZ > 350 HV) [11, 12]. An EAC project [9] was therefore started at Paul Scherrer Institute (PSI) to evaluate and assess the adequacy and conservatism of the current reference fatigue crack growth curves in LWR coolant environment in Appendix A of the ASME Boiler and Pressure Vessel Code, Section XI (‘ASME XI wet fatigue CGR curves’) [13] and of existing crack growth models (GE model [3]) under these critical conditions. In this project different RPV steels and weld filler/weld HAZ materials were investigated. This chapter presents some important results and conclusions of this experimental parameter study. Special emphasis is placed on loading frequency, temperature and material effects.
15.2
Experimental procedure
15.2.1 Materials Five different types of low-alloy, nuclear grade RPV steels (base metal and HAZ) with either a low, medium, or high sulphur (and aluminium) content and a RPV weld filler material were investigated (Tables 15.2 and 15.3) [8, 9, 14]. The weld filler and weld HAZ materials were taken from the circumferential core girth weld of a German pressurised water RPV (Biblis C, 1976), which has not been commissioned. All base materials were quenched and tempered. The weld filler, weld
Material
C
Si
Mn
P
S
Cr
Mo
Ni
V
Al
Cu
20 MnMoNi 5 5
A
0.210
0.25
1.26
0.004
0.004
0.15
0.50
0.77
0.008
0.0130
0.06
SA 508 Cl. 2
B
0.210
0.27
0.69
0.005
0.004
0.38
0.63
0.78
0.006
0.0150
0.16
SA 533 B Cl. 1
C
0.250
0.24
1.42
0.006
0.018
0.12
0.54
0.62
0.007
0.0300
0.15
22 NiMoCr 3 7
D
0.215
0.20
0.91
0.008
0.007
0.42
0.53
0.88
0.007
0.0180
0.04
Weld Filler
E
0.054
0.17
1.19
0.013
0.007
0.04
0.55
0.94
0.006
0.0053
0.06
20 MnMoNi 5 5
F
0.260
0.32
1.44
0.016
0.015
0.15
0.61
0.63
0.020
0.0290
0.17
HAZ of D
G
0.215
0.20
0.91
0.008
0.007
0.42
0.53
0.88
0.007
0.0180
0.04
Corrosion fatigue crack growth behaviour of low-alloy RPV steels
Table 15.2 Chemical compositions of investigated steels in wt.%
213
214
Material
288 ∞ C
S [wt.%]
Al [wt.%]
Nfree [ppm]
Heat treatment
Microstructure
RP [MPa]
DSAindex
20 MnMoNi 5 5 (∫ SA 508 Cl.3)
A
0.004
0.013
30
910–920∞C/6h/WQ, 640–650∞C/9.5h/FC
Bainitic
418
–12.3% +++
SA 508 Cl.2 (∫ 22 NiMoCr 3 7)
B
0.004
0.015
2
900∞C/ 8h/WQ 600∞C/9h/AC
Bainitic/ ferriticpearlitic
396
–16.4% +++
SA 533 B Cl.1 (∫ 20 MnMoNi 5 5)
C
0.018
0.030
<1
915∞C/12h/AC/860∞C/12h/WQ 660∞C/12h/FQ/610∞C/40h/FQ 550∞C/12h/FQ/550∞C/12h/FQ
Bainitic
412
–8.9% ++
22 NiMoCr 3 7 (∫ SA 508 Cl.2)
D
0.007
0.018
3
890–900∞C/7h/WQ 640–650∞C/17h/AC+SR*
Bainitic
400
–0.58% +
S3 NiMo 1 RPV weld filler
E
0.007
0.005
16
*540–555∞C/59h/465∞C/ 590–610∞C/21h/465∞C/ 590–605∞C/11.25h/AC
Ferritic
430
–2.6% +
20 MnMoNi 5 5 (∫ SA 508 Cl. 3)
F
0.015 (0.003–0.053)
0.029
?
900∞C/9h/WQ/650∞C/34h/AC/ 660∞C/14h/AC/550∞C/47h/ 600∞C/8h/AC
Bainitic
439
–9.1% ++
Weld HAZ of D
G
0.007
0.018
?
540–555∞C/59h/465∞C/ 590–610∞C/21h/465∞C/ 590–605∞C/11.25h/AC
–
640
?
Corrosion issues in light water reactors
Table 15.3 Important properties of investigated LAS (WQ = water quenched; FC = furnace cooled; AC = air cooled; SR = stress relief heat treatment; DSA-index (T = 250 ∞C) = (Z1E-3 %/s – Z1E-1 %/s)/Z1E-1 %/s = ductility loss, +++: high, ++: medium, +: low DSA susceptibility)
Corrosion fatigue crack growth behaviour of low-alloy RPV steels
215
HAZ, and some base materials were post-weld heat-treated or stress relieved. The RPV steels had a granular, bainitic (alloy A, C, D, F) or a mixed bainitic/ ferritic-pearlitic structure (alloy B) with an average former austenitic grain size of 10 to 20 mm. The spatial distribution and morphology of the MnS inclusions was fairly homogeneous and similar in alloys A to D covering the range from small, spherical to large (up to a few 100 mm), elongated inclusions. Alloy F revealed distinct banded sulphur segregation zones with large clusters of MnS inclusions. The weld filler material E had a very fine-grained, ferritic microstructure with a mean grain size of £ 6 mm. This material revealed a very fine-dispersed distribution of extremely small (£ 1 mm), spherical MnS inclusions. The maximum hardness/microhardness and tensile residual stress in the region of the fusion line/HAZ [14] was limited to 320 HV1/350 HV0.5 and to 30 to 40 MPa. Concerning the EAC behaviour, the steels mainly differed in their DSA susceptibility and sulphur content/MnS morphology (Table 15.3).
15.2.2 Specimens 25 mm thick compact tension specimens (1T-C(T)) according to ASTM E399 were used for all experiments. The base metal specimens were manufactured from forged ingots or hot-rolled steel plates mainly in T-L or L-T orientation. The weld and weld HAZ specimens were manufactured in the T-L or L-T and T-S or T-L orientation. The specimens were pre-cracked by fatigue in air at room temperature, using a load ratio R of 0.1. The maximal KI at the final load step was £ 15 MPa·m1/2. The fatigue pre-crack of the HAZ specimens was positioned in the middle of the HAZ close to the peak hardness region. Because of the wavy form of the fusion line, small parts of the pre-crack plane were in some cases in the region of the fusion line or in the sub-critical part of the HAZ.
15.2.3 Environmental parameters The tests were performed in modern high-temperature water re-circulating loops under simulated BWR/NWC conditions, i.e., in oxygenated hightemperature water at temperatures of either 288, 250, 200, or 150 ∞C. Water chemistry (oxygen content and conductivity) and flow rate were measured at the autoclave inlet and outlet. Inside the autoclave pressure and temperature were measured. The stainless steel autoclave volume of 10 litres was exchanged three to four times per hour. In the vicinity of the specimens a flow velocity in the range of mm/s was obtained. The concentration of DO was adjusted by adding an argon-oxygen mixture to the storage tank. After the demineralised water in the storage tank was purified by ion exchangers, the conductivity was controlled by dosing 0.02 M Na2SO4 to the high-purity (£ 0.06 mS/cm)
216
Corrosion issues in light water reactors
water. Concentration of DO and conductivity were controlled at the inlet water and were varied from 0.4 to 8 ppm and 0.06 to 1.0 mS/cm (<1 to 370 ppb SO 2– 4 ). Ionic impurities of the water (inlet and outlet) were analysed by Inductive Coupled Plasma – Atomic Emission Spectroscopy and Ion Chromatography about four times each test [8, 9]. The ECP of the specimens and the redox potential (platinum probe) were continuously monitored by use of an external Ag/AgCl/0.01 M KCl-reference electrode. The specimens were electrically insulated from the autoclave, from each other, and from the clip gauges by ZrO2 spacers. The ECP reached a quasi steady state during the conditioning phase and only increased ca. 30 mV during 1000 h [8, 9].
15.2.4 Crack growth monitoring and fractographical posttest evaluation Crack advance was continuously monitored using the reversed direct current potential drop (DCPD) method with a resolution limit of about 5 mm. The crack growth increment was calculated by the Johnson formula. The mean pre-fatigue crack length was assigned to the potential drop at the point of crack growth initiation during initial loading in the test, as determined according to ASTM E1737. The calculated crack length at the end of the experiment was then verified and, if necessary, corrected with regard to the mean final crack length as revealed by post-test fractography. In the case of fairly uniform crack advance, the difference between calculated and fractographically determined increment of crack advance was <1 to 5%. The specimens were broken open at liquid nitrogen temperature for post-test evaluation. For fractographical analysis in the SEM, the oxide film on the fracture surface was removed by galvanostatic reduction in an ENDOX-bath [8, 9].
15.2.5 Mechanical loading Two pre-cracked specimens were investigated simultaneously under the test conditions in oxygenated high-temperature water in a daisy chain. The load was actuated with a screw-driven, electromechanical tensile machine with computer control. The KI values were calculated according to ASTM E399 by the measured load and by the actual mean crack length, derived by posttest fractographical evaluation and by DCPD method [8, 9]. The different phases of the experiments are shown in Fig. 15.1. The specimens were loaded with a small mechanical pre-load of approximately 9 kN, corresponding to a KI between 12 and 18 MPa·m1/2, and the autoclave was heated in deoxygenated high-purity water (1). Thereupon the conditioning phase followed, where the environmental parameters were adjusted and the specimens were pre-oxidised for ≥ 168 hours (2). The subsequent cyclic
Corrosion fatigue crack growth behaviour of low-alloy RPV steels 1 Load, Kl
2 168 h Pre-load Kl << Klscc
3
217
4
DtR
Asymmetrical saw tooth loading
Temperature
Time t
Environmental parameters O2, k, …
Time t
t=0 Dt Time t 1: Heating phase 2: Conditioning phase 3: Low-frequency fatigue phase (DtR) 4: Cooling phase
15.1 Schematic of the LFCF tests.
loading in LFCF tests was performed under load control. Constant load amplitude loading with a positive saw tooth waveform (slow loading, fast unloading) was applied (3). In most cases the K Imax values were below the ASTM E647 limit. Finally the specimens were unloaded and the autoclave cooled down (4). [8, 9]
15.3
Results and discussion
15.3.1 Effect of temperature and loading frequency To investigate the effect of temperature and loading frequency on corrosion fatigue (CF), several LFCF tests with the RPV steels A to C and the weld filler/weld HAZ material E/G at four different temperatures (150, 200, 250, and 288 ∞C) were performed in oxygenated high-temperature water (DO = 8 ppm) with a conductivity of 0.25 mS/cm (65 ppb SO 2– 4 ). The ECP decreased from +250 mVSHE at 150 ∞C to +150 mVSHE at 288 ∞C. A positive saw tooth loading with a high R value of 0.8, a DK of 11.7 to 13.7 MPa·m1/2 and loading frequencies n of 10–5, 10–4, 8.3 ¥ 10–4, and 2.5 ¥ 10–3 Hz were applied. For all frequencies and materials, both cycle-based CGR Da/DNEAC and time-based CGR da/dtEAC increased with increasing temperature from 150 to 250 ∞C. In alloy A, B and the HAZ material G no noticeable change in CF CGR was observed by further increasing the temperature from 250 to
218
Corrosion issues in light water reactors
288 ∞C. In alloy C and the weld material E a maximum in CGR was observed at 250 ∞C and CF CGR decreased again by further increasing the temperature from 250 to 288 ∞C. This is exemplarily shown in Figs 15.2 and 15.3 for the time-based CGR in alloy A and the weld material E. In the temperature range from 150 to 250 ∞C, an Arrhenius activation energy EA between 40 and 50 KJ/mol was calculated for the different frequencies and materials [8]. For all materials and temperatures, the CF crack advance per cycle Da/DNEAC increased with decreasing frequency, whereas the time-based
da /dtEAC (m/s)
10–8
20 MnMoNi 5 5, 0.004 wt.% S, A R = 0.8, DK = 11.7–13.7 MPa·m1/2 DO = 8 ppm, 65 ppb SO42–
10–9
10–10
n = 8.3 ¥ 10–4 Hz, DtR = 1000 s n = 1 ¥ 10–4 Hz, DtR = 10000 s n = 1 ¥ 10–5 Hz, DtR = 100000 s
10–11
10–12
150
200 250 Temperature (∞C)
300
15.2 Effect of temperature on da/dtEAC from LFCF tests at different frequencies. Alloy A.
da /dtEAC (m/s)
10–8
RPV weld, 0.007 wt. % S, E R = 0.8, DK = 12–13.4 MPa·m1/2 DO = 8 ppm, 65 ppb SO42–
10–9
10–10
n = 8.3 ¥ 10–4 Hz, DtR = 1000 s n = 1 ¥ 10–4 Hz, DtR = 10000 s n = 1 ¥ 10–5 Hz, DtR = 100000 s
10–11
10–12
150
200 250 Temperature (∞C)
300
15.3 Effect of temperature on da/dtEAC at different frequencies. Weld filler material E.
Corrosion fatigue crack growth behaviour of low-alloy RPV steels
219
da/dtEAC decreased with decreasing frequency. In alloy B, C, and the weld material E at 288 ∞C, in alloy B at 250 ∞C, and in the HAZ material G at 200/ 250 ∞C no noticeable change of the CF crack advance per cycle Da/DNEAC was observed by a reduction of the loading frequency from 10–4 to 10–5 Hz. Based on the results from other temperatures and other materials, it is concluded that this might be rather an experimental artefact than ‘critical frequency behaviour’, since there are many reasons for cessation, crack arrest and local crack pinning phenomena, which could feign such a behaviour. Depending on temperature and material a power law relationship (Da/DNEAC = A·n–n) between crack advance per cycle Da/DNEAC and loading frequency n was observed in the loading frequency range form 10–5 to 10–2 Hz with an exponent of 0.4 to 0.65 (typically 0.5 to 0.6). In most cases, stable and stationary CF crack growth was observed down to very low frequencies of 10–5 Hz. This behaviour is exemplarily shown in Figs 15.4 and 15.5 for alloy A and the HAZ G. The same frequency trends and very similar LFCF CGR have also been – observed in high-purity (k £ 0.06 mS/cm, < 1 ppb SO 2– 4 /Cl ) , hightemperature water with a DO (ECP) of 8 (+150 to +200 mVSHE) and 0.4 ppm (0 to +60 mVSHE) at temperatures of 288 and 250/240 ∞C for low and high load ratios R of 0.2 and 0.8. Sustained CF crack growth has also been observed down to extremely low loading frequencies of 3 ¥ 10–6 Hz under these conditions. The effect of loading frequency on the cycle-based CGR Da/DNEAC at a realistic DO concentration of 0.4 ppm is exemplarily shown in Fig. 15.6 for alloy F for a load ratio of 0.2 and 0.8. Additionally, the 100
Da /DNEAC (mm/cycle)
20 MnMoNi 5 5 0.004 wt. % S, A DO = 8 ppm, 65 ppb SO42– R = 0.8, DK = 12.0–13.7 MPa·m1/2 250 ∞C 288 ∞C 200 ∞C 150 ∞C
10
1 ASME XI ‘Wet’
0.1
10–5
10–4 10–3 Frequency n (Hz)
10–2
15.4 Effect of loading frequency and temperature on Da/DNEAC in alloy A.
220
Corrosion issues in light water reactors HAZ, 0.007 wt. % S, G, TS DO = 8 ppm, 65 ppb SO42– R = 0.8, DK = 12.5–14.6 MPa·m1/2
Da /DNEAC (mm/cycle)
100
250 ∞C 288 ∞C 200 ∞C 150 ∞C
10
1 ASME XI ‘Wet’
0.1
10–5
10–4 10–3 Frequency n (Hz)
10–2
15.5 Effect of loading frequency and temperature on Da/DNEAC in HAZ G.
20 MnMoNi 5 5, 0.015 wt.% S, F, 240 ∞C 20 MnMoNi 5 5, 0.004 wt. % S, A, 250 ∞C
Da /DNEAC (mm/cycle)
100
R = 0.2, DK = 42.2–47.7 MPa·m1/2 R = 0.8, DK = 10.9–13.0 MPa·m1/2 R = 0.8, DK = 12 MPa·m1/2 10 ASME XI ‘Wet’ R = 0.2 1 400 ppb O2, k = 0.06 mS/cm ECP = +50 mVSHE 0.1 10–6
10–5
10–4
10–3 10–2 10–1 Frequency n (Hz)
ASME XI ‘Wet’ R = 0.2
100
101
102
15.6 Effect of loading frequency on Da/DNEAC in alloy F and A and comparison to ‘ASME XI wet fatigue CGR’.
corresponding ‘ASME XI wet fatigue CGR’ and results of the RPV steel A at a loading frequency of 8.3 ¥ 10–4 Hz are also shown. Under low-flow conditions, the ‘ASME XI wet fatigue CGR’ could be significantly exceeded in high-purity, high-temperature water with a DO content of 0.4 and 8 ppm at loading frequencies £ 10–2 Hz and temperatures ≥ 150 ∞C (Figs 15.4 to 15.6).
Corrosion fatigue crack growth behaviour of low-alloy RPV steels
221
15.3.2 Effect of loading conditions LFCF tests at different frequencies ranging from 2.9 ¥ 10–6 to 1.4 ¥ 10–2 Hz and at three different load ratio R (and DK) levels of 0.2 to 0.34 (22.9 to 64.4 MPa·m1/2), 0.7 to 0.88 (7.8 to 18.4 MPa·m1/2), and 0.95 to 0.98 (3.2 to 1.5 MPa·m1/2) were conducted at 150 to 288 ∞C in water with 8 or 0.4 ppm DO and 65 or < 1 ppb SO 2– 4 . In Fig. 15.7, CF crack growth increments per fatigue cycle for all materials, temperatures, and all load ratios are plotted versus the applied stress intensity factor amplitude DK and are compared to the corresponding ‘ASME XI wet fatigue CGR curves’. The CF CGR Da/DNEAC increased with increasing DK and load ratio and decreasing loading frequency [9]. For loading frequencies < 10–3 Hz, the cycle-based CGR Da/DNEAC in LFCF tests significantly exceeded the ‘ASME XI wet fatigue CGR curves’ by a factor of 2 to 100 for all materials as well as for low and high load ratios. Furthermore, the ripple load tests at very high load ratios R of > 0.95 indicated an EAC-threshold DKEAC of £ 2 MPa·m1/2 for highly oxidising conditions [9], which is significantly smaller than the apparent thresholds of the ‘ASME XI wet fatigue CGR curves’. Values below the ‘ASME XI wet fatigue CGR curves’, a noticeable mechanical fatigue crack growth contribution to the total CF crack growth, and associated fatigue striations on the fracture surface were only observed at loading frequencies ≥ 10–3 Hz. Figure 15.8 shows such an example of fatigue striations on the fracture surface of an alloy B specimen. The excess
Solid symbols: 0.004–0.007 wt. % S, open symbols: 0.015–0.018 wt. % S Heat-affected zone G Weld filler material E,
103
DO = 0.4 – 8 ppm < 1 or 65 ppb SO42– T = 150–288 ∞C
Da /DNEAC (mm/cycle)
102 101 100
ASME X1 ‘Wet’ R ≥ 0.65
10–1
ASME XI ‘Wet’ R £ 0.25 0.19 < R < 0.34 0.68 < R < 0.88 0.96 < R < 0.98
10–2 10–3
1
10 DK (MPa·m1/2)
100
15.7 Effect of loading conditions on Da/DNEAC and comparison with the ‘ASME XI wet fatigue CGR curves’. Alloy A–C, E, G.
222
Corrosion issues in light water reactors
6 mm
15.8 SEM micrograph of fatigue striations on the fracture surface of alloy B specimen (150 ∞C, 8 ppm DO, R = 0.8, v = 2.5 ¥ 10–3 Hz).
difference from the ‘ASME XI wet fatigue CGR curves’ increased with decreasing frequency and DK, increasing load ratio R and increasing temperature with a maximum at 250 ∞C.
15.3.3 Effect of material parameters At a DO ≥ 0.4 ppm, neither the sulphate nor the DO content had an effect on the LFCF CGR [9]. Under these highly oxidising conditions (ECP > 0 mVSHE), the low- and high-sulphur RPV steels and the weld filler/weld HAZ materials E/G showed a comparable CF crack growth behaviour over a wide range of environmental (<1 to 370 ppb SO 2– 4 , 0.4 to 8 ppm DO) and loading conditions (DK, R, n). This is shown in Fig. 15.9 for a temperature of 288 ∞C and different loading conditions. In Fig. 15.9 the measured CF CGR da/dtEAC are plotted versus the corresponding fatigue CGR da/dtAir in air under otherwise identical loading conditions. Air fatigue CGR have been calculated according to Eason [15]. All the CGR data of the different materials were within a small scatter band of one half (n > 10–3 Hz) to one order (n £ 10–3 Hz) of magnitude over a wide range of loading conditions with different load ratios R, stress intensity factor amplitudes DK, and loading frequencies n. The observed range of CGR data for the different materials/microstructures for a given da/dtAir was in the same order of magnitude as the scatter of CF CGR in RPV steels with homogeneous sulphur distribution at a loading frequency of 10–4 Hz. Therefore, neither the sulphate nor the sulphur content or microstructure had a significant effect on LFCF CGR under these highly oxidising conditions. The same behaviour has also been observed in slow rising load (SRL) tests under identical system conditions [8].
Corrosion fatigue crack growth behaviour of low-alloy RPV steels
223
10–7
da /dtEAC (m/s)
10–8
T = 288 ∞C 2– 65/<1 ppb SO4 DO = 8 ppm
10–9 n = 3¥10–6–3¥10–3 Hz R = 0.2–0.8, DK = 11–62 MPa.m1/2
10–10
10–11
20 MnMoNi 5 5, 0.004 % S, A SA 508 Cl.2, 0.004 % S, B SA 533 B Cl. 1, 0.018 wt.% S, C Weld filler, 0.007 % S, E Weld HAZ, 0.007 % S, G
10–12 10–13 10–13
10–12
10–11
10–10 10–9 da /dtinert (m/s)
10–8
10–7
15.9 Comparison of da/dtEAC from LFCF tests with different alloys/ microstructures. 8 ppm O2, 65 ppb SO42– 250 ∞C,1E-5 Hz
Da /DNEAC (mm/cycle)
100
250 ∞C, 8.3E-4 Hz
288 ∞C, 1E-5 Hz
0.004 % S DSA-Ind. = –16.4 % low S/high DSA B
0.004 % S DSA-Ind. = –12.3 % low S/high DSA A
0.018 % S DSA-Ind. = –8.9 % high S/med. DSA C
SA 508 Cl. 2
20 MnMoNi 5 5 Material
SA 533 B Cl. 1
10
1
0.1
15.10 Comparison of Da/DNEAC from LFCF tests with alloys A, B and C.
A different trend in the LFCF crack growth behaviour under highly oxidising conditions was only observed at intermediate temperatures (200 to 250 ∞C) and/or very low loading frequencies £ 3·10–5 Hz (Fig. 15.10). At 250 ∞C and at a loading frequency of 10–5 Hz the cycle-based CGR Da/DNEAC increased with increasing DSA susceptibility, which even seemed to dominate the
224
Corrosion issues in light water reactors
effect of steel sulphur content. The RPV steels A and B with a low sulphur content of 0.004 wt.% S and high DSA susceptibility revealed a higher cyclebased CGR Da/DNEAC under these conditions than the high sulphur steel C (0.018 wt.% S) with a moderate DSA susceptibility. With increasing loading frequency, the difference between the materials disappeared. At a loading frequency of 8.3 ¥ 10–4 Hz all materials revealed very similar CF CGR. At 288 ∞C and a loading frequency of 10–5 Hz on the other hand, the cyclebased CGR Da/DNEAC seemed to better correlate to the steel sulphur content than to the DSA susceptibility and increased with increasing sulphur concentration [9]. The CF crack growth behaviour at 288 ∞C may be explained by the GE model [3, 16] (film rupture/anodic dissolution mechanism) and a critical sulphur-anion concentration in the crack-tip electrolyte for fast EAC and its dependence on the steel sulphur content, bulk sulphur anion concentration, ECP and CGR/loading frequency. The maximum/plateau of CF CGR at/ above 250 ∞C and the higher cycle-based CGR Da/DNEAC for the low-sulphur steels with a high DSA susceptibility at intermediate temperatures and very low loading frequencies n £ 3 ¥ 10–5 Hz clearly indicated that DSA might affect the CF crack growth behaviour and eventually even dominate steel sulphur effects under certain temperature/loading frequency combinations. Similarly, a good correlation between DSA and SICC susceptibility in SRL tests [8] and between SCC CGR at intermediate temperatures in constant load tests [9] was observed in other PSI investigations. This further confirmed the possible effect of DSA on EAC. DSA may result in a higher crack-tip strain and strain rate than outside the DSA range or than in a material, which is not susceptible to DSA [9, 10]. The inhomogeneous localisation of deformation, the increase in dislocation density and increase in planar deformation by DSA can result in a reduction of the local fracture toughness and favour brittle crack extension, but also in the mechanical rupture of the protective oxide film and therefore crack advance by anodic dissolution/ hydrogen embrittlement mechanism [9, 10]. Therefore, DSA may synergistically interact with both mechanisms to increase EAC susceptibility. The concentration of ‘free’, interstitial nitrogen and carbon, which mainly govern the DSA susceptibility in LAS, might therefore be just as relevant for EAC susceptibility as the steel sulphur content.
15.3.4 Comparison to the GE model As shown in previous papers [8, 9], the LFCF CGR data of all materials were lying between the ‘high- and low-sulphur line’ of the GE model [3, 16] and were conservatively covered by the ‘high-sulphur line’ for all frequencies and temperatures. The model correctly predicts most experimentally observed data trends. There is now some increasing experimental evidence that the
Corrosion fatigue crack growth behaviour of low-alloy RPV steels
225
transition curves between the ‘low- and high-sulphur line’ of the model do not conservatively cover the results under highly oxidising conditions. This is exemplarily shown in Figs 15.11 and 15.12. 1000 20 MnMoNi 5.5, F, 0.015 % S, O2 = 400 ppb k = 0.06 mS/cm, ECP = +60 mVSHE R = 0.8, DK = 10.9–13.0 MPa·m1/2
Da /DNEAC (mm/cycle)
100
GE-Model: High-Sulphur Line, Transition Curve for ECP = +100 mVSHE, 0.020 % Superposition-model with
10
1
ASME XI ‘Wet’
0.1 ASME XI ‘Air’
0.01 –6 10
10–5
10–4
10–3 10–2 10–1 Frequency n (Hz)
100
101
102
15.11 Comparison of Da/DNEAC from LFCF tests with GE model and ASME XI.
10–5 10–6
GE-Model, ‘High-Sulphur line’ Superposition-Model
da /dtEAC (m/s)
10–7 10–8 10–9
P= EC
10–10
240 ∞C 288 ∞C 250 ∞C
10–11
<1 or 65 ppb SO42– n = 3E-6-8E-3 Hz
R = 0.2–0.8 DK = 11–62 MPa·m1/2 SA 533 B Cl. 1, 0.018 % S, C 20 MnMoNi 5 5, 0.004 % S, A 20 MnMoNi 5 5, 0.015 % S, F
10–12 10–13 10–13
T = 240–288 ∞C 0.4–8 ppm O2
mV 00 2 +
10–12
10–11
10–10 10–9 10–8 da /dtAir (m/s)
10–7
10–6
10–5
15.12 Time-domain analysis of LFCF test data with superposition model and comparison to GE model.
226
Corrosion issues in light water reactors
In Fig. 15.11 the results of a LFCF test (R = 0.8, DK = 10.9 to 13 MPa·m1/2, 10–5 to 3 ¥ 10–3 Hz) with the RPV steel F (0.015 wt.% S) in high-purity water (£ 0.06 mS/cm) with a DO of 0.4 ppm (+60 mVSHE) are compared to the predictions of the GE model [3, 16]. Additionally, the corresponding ‘ASME XI wet fatigue CGR’ for these loading conditions in an inert (‘air’) and in high-temperature water environment (‘wet’) are plotted. The exact transition lines for the given test conditions were not available. The plotted transition line for an ECP of +100 mVSHE is based on a steel sulphur content of 0.02 wt.%, high-purity water and quasi-stagnant flow conditions and should therefore conservatively cover the test conditions. Under these conditions, the GE model would predict a critical frequency of ca. 10–3 Hz, which was not confirmed by test results, where an increase of the LFCF CGR Da/DNEAC with decreasing loading frequency down to very low values of 10–5 Hz was observed. This clearly indicated that the transition curves of the model might be not conservative under highly oxidising conditions (ECP > 0 mVSHE). DSA, which is not considered in the GE model, might be one possible reason for this discrepancy. In susceptible materials, DSA may affect the EAC cracking behaviour at temperatures from 150 to 300 ∞C, in particular at slow strain rates/low loading frequencies < 10–4 s–1/ < 10–4 Hz (see pages 222–4).
15.3.5 Assessment of the current ‘ASME XI wet fatigue CGR curves’ The current ‘ASME XI wet fatigue CGR curves’ [13] are based on data obtained prior to 1980. They depend explicitly on DK and R, but not on other variables that are known to be important, such as loading frequency or ECP. As already shown in Figs 15.4 to 15.7, the CF CGR Da/DNEAC in LFCF tests under highly oxidising (ECP = 0 to +250 mVSHE) and low-flow conditions significantly exceeded the current ‘ASME XI wet fatigue CGR curves’ for loading frequencies < 10–2 Hz and temperatures > 150 ∞C. Within the investigated parameter range, the excess difference to the ‘ASME XI wet fatigue CGR curve’ increased with decreasing frequency, increasing load ratio and temperature with a maximum around 250 ∞C. The current ‘ASME XI wet fatigue CGR curves’ do not adequately describe the experimentally observed CF crack growth behaviour of LAS in oxygenated high-temperature water. The curves either predict too low (e.g., n £ 10–2 Hz and ECP > 0 mVSHE or 10–2 Hz < n < 10 Hz and high R/small DK) or too high CGR (e.g., n £10–2 Hz and ECP < –200 mVSHE or 10–1 Hz < n < 10 Hz and high DK) [9, 16]. System conditions (e.g., n > 10 to 100 Hz), where significant environmental effects on fatigue crack growth can be neglected or excluded, were not defined in ASME XI. For these reasons, a modification of the ‘ASME XI fatigue CGR curves’ or the development of a new code case for BWR/NWC should be taken into consideration. Based on the presented
Corrosion fatigue crack growth behaviour of low-alloy RPV steels
227
results, the development of more realistic reference curves should consider both the strong effect of loading frequency/strain rate and ECP. A differentiation by material parameters (e.g., steel sulphur content) does not seem to be necessary from an engineering point of view. Different curve sets could be developed for several ECP regimes (e.g., BWR/NWC and BWR/HWC). Any of such procedures would result in more complicated flaw tolerance evaluations than so far, since the loading frequency/strain rate of different transients had to be considered in an adequate way, but it would have the potential to reduce both uncertainty and undue conservatism.
15.3.6 Superposition model and time-domain evaluation of LFCF CGR results A simple linear superposition model [9], which considers both frequency and ECP effects, is briefly outlined in the following paragraphs as one possible way for the development of new reference curves. In this model, the cyclebased CGR in high-temperature water Da/DNEAC is just a simple linear superposition of the cycle-based CGR in air Da/DNAir by pure mechanical fatigue and of the corrosion-assisted CGR Da/DNENV. The first contribution is a purely cyclic-controlled process and independent of loading frequency. The second contribution only occurs during the rising load part of the fatigue cycle and is strongly dependent on crack-tip strain rate de/dtCT (da/dtEAC = A · (de/dtCT)n) and loading frequency. Under cyclic loading conditions it is assumed, that the crack-tip strain rate is proportional to the experimentallyderived and known fatigue CGR in air (de/dtCT a da/dtAir) under otherwise identical loading conditions. For the onset of fast EAC, the fatigue CGR in crit , which is dependent on the air da/dtAir has to exceed a critical CGR da / dt Air ECP. Based on these assumptions, the CF crack growth in high-temperature water can be described by the following equations, which are the basis of the so-called ‘time-domain analysis method’: crit 1. da / dt Air < da / dt Air = f (ECP) :
da/dtEAC = da/dtAir = f (DtR, DK, R)
crit 2. da / dt Air ≥ da / dt Air = f (ECP) :
da / dt EAC C ◊ ( da / dt Air ) m + da / dt Air
C, m = f (ECP) These equations can be easily transformed in a cycle-based form by dividing crit have to be them by the loading frequency. The parameters C, m and da / dt Air conservatively determined by experiments for different ECP regimes, (e.g., crit ,C BWR/NWC-, BWR/HWC- and PWR-conditions). In contrast to da / dt Air crit , and m are expected to be only slightly dependent on ECP. Based on da / dt Air thresholds DKEAC = f (n, R) and critical frequencies ncrit = f (DK, R) for the onset of EAC can be derived. Such a time-domain analysis for a large data base of LFCF tests [9] in
228
Corrosion issues in light water reactors
oxygenated high-temperature water (simulated BWR/NWC operating conditions) is shown in Fig. 15.12. The air fatigue CGR da/dtAir have been calculated according to Eason [15]. The test conditions covered a wide range of environmental (240 to 288 ∞C, 0.4 to 8 ppm DO, k = 0.06 to 0.25 mS/cm, <1 to 65 ppb SO 2– 4 ), material (0.004 to 0.018 wt.% S) and loading parameters (DK = 11 to 62 MPa·m1/2, R = 0.2 to 0.8, n = 3·10–6 to 8 ¥ 10–3 Hz). Additionally, the ‘high-sulphur line’ of the GE model [3, 16] and the transition curve for an ECP of +200 mVSHE and a steel sulphur content of 0.02 wt.% are shown. Despite the wide range of parameters, all CF CGR data were lying in a relatively small scatter band of one half to one order of magnitude and within a factor of 5 of the calculated regression curve. The data indicated a crit < 10–13 m/s and further confirmed the non-conservatism critical CGR da / dt Air of the transition curve of the GE model under highly oxidising conditions. The corrosion fatigue crack growth behaviour of LAS in oxygenated, hightemperature water can therefore be reasonably described by the proposed model and by one single equation in the time-based form. Furthermore, it directly considers frequency effects and has the potential to define ‘immunity conditions’, where environmental effects on fatigue crack growth can be excluded or neglected.
15.4
Summary and conclusions
The SICC and LFCF behaviour of five different RPV steels and of a weld filler and weld HAZ material were characterised under simulated transient BWR/NWC conditions by cyclic fatigue tests with pre-cracked fracture mechanics specimens. The experiments were performed in oxygenated hightemperature water at temperatures of either 288, 250, 200, or 150 ∞C. These tests revealed the following results for low-flow and highly oxidising conditions (ECP > 0 mVSHE, ≥ 0.4 ppm DO):
15.4.1 Temperature/loading frequency For all frequencies and materials, both cycle-based CGR Da/DNEAC and time-based CGR da/dtEAC increased with increasing temperature from 150 to 250 ∞C, where a maximum/plateau could be observed with further increasing the temperature to 288 ∞C. With decreasing frequency the CF crack advance per cycle Da/DNEAC generally increased for all temperatures and materials. Sustained EAC growth could be maintained down to low frequencies of 10–5 Hz. The time-based LFCF CGR da/dtEAC were in the range of 5 ¥ 10–11 m/s (1.6 mm/a) to 5 ¥ 10–8 m/s (160 mm/a) and decreased with decreasing loading frequency.
Corrosion fatigue crack growth behaviour of low-alloy RPV steels
229
15.4.2 Material aspects The RPV steels with low and high sulphur content and the weld filler/weld HAZ material showed very similar LFCF CGR over a wide range of loading conditions. A possible effect of steel sulphur content was only observed at 288 ∞C at very low loading frequencies n £ 3 ¥ 10–5 Hz, where Da/DNEAC seemed to increase with increasing sulphur content. The maximum/plateau of CF CGR at/above 250 ∞C and the higher cycle-based CGR Da/DNEAC for the low-sulphur steels with a high DSA susceptibility at intermediate temperatures and very low loading frequencies n £ 3 ¥ 10–5 Hz clearly indicated that DSA might affect the LFCF behaviour. The concentration of ‘free’, interstitial nitrogen and carbon might therefore be just as relevant for EAC susceptibility as the steel sulphur content, at least under conditions where DSA is observed.
15.4.3 Comparison to the GE model and to ASME XI The LFCF CGR of all materials were conservatively covered by the ‘highsulphur line’ of the GE model for all temperatures and frequencies. The transition curves between the ‘low- and high-sulphur line’ seem to be nonconservative under these highly oxidising conditions and the model therefore crit . The current predicts too high critical frequencies ncrit and CGR da / dt Air ‘ASME XI wet fatigue CGR curves’ could be significantly exceeded by cyclic fatigue loading at low frequencies (< 10–2 Hz) for low- and highsulphur steels as well as the RPV weld filler/HAZ materials and low and high load ratios in the temperature range between 150 and 288 ∞C. They do not adequately describe and conservatively cover the experimentally observed CF crack growth behaviour of LAS under BWR/NWC conditions. The development of more realistic reference fatigue crack growth curves for a new BWR/NWC code case should therefore be taken into consideration. A simple superposition model/time-domain evaluation method, which includes both frequency and ECP effects, could be used for that purpose.
15.5
Acknowledgements
The financial support for this work by the Swiss Federal Nuclear Safety Inspectorate (HSK), the Swiss Federal Office of Energy (BFE) and the Swiss Federal Office for Education and Science (BBW) is gratefully acknowledged. Thanks are also expressed to U. Ineichen, U. Tschanz, B. Gerodetti, and E. Groth (all PSI) for their experimental contribution to this work.
15.6
References
1. P. Scott, D. Tice, Nuclear Engineering and Design, 119, pp. 399–413, 1990.
230
Corrosion issues in light water reactors
2. J. Hickling, D. Blind, Nuclear Engineering and Design, 91, pp. 305–330, 1986. 3. F.P. Ford, ‘Environmentally-Assisted Cracking of Low-Alloy Steels’, EPRI NP7473-L, Electric Power Research Institute, Jan. 1992. 4. Y.S. Garud, S.R. Paterson, R.B. Dooley, R.S. Pathania, J. Hickling, A. Bursik, ‘Corrosion Fatigue of Water-Touched Pressure Retaining Components in Power Plants’, EPRI TR-106696, Final Report, Nov. 1997. 5. H.P. Seifert, S. Ritter, J. Hickling, Power Plant Chemistry, 6, pp. 111–123, 2004. 6. E. Lenz, N. Wieling, Nuclear Engineering and Design, 9, pp. 331–344, 1986. 7. O.K. Chopra, W.J. Shack, Nuclear Engineering and Design, 184, pp. 49–76, 1998. 8. S. Ritter, H.P. Seifert, Power Plant Chemistry, 5, pp. 17–29, 2003. 9. H.P. Seifert, S. Ritter, U. Ineichen, U. Tschanz, B. Gerodetti, ‘Risskorrosion in druckführenden Komponenten des Primärkreislaufes von SWR’, BFE-Final Report, PSI, Switzerland, Feb. 2003. 10. H. Hänninen et al., ‘Effects of Dynamic Strain Aging on Environment-Assisted Cracking of Low-Alloy Pressure Vessel and Piping Steels’, 10th Int. Conf. on Env. Degr. of Mat. in Nucl. Power Systems – Water Reactors, CD-ROM, Paper No. 47, Lake Tahoe, NV, USA, Aug. 6–10, 2001. 11. M. Tsubota et al., ‘Intergranular Stress Corrosion Cracking of Low-Alloy and Carbon Steels in High-Temperature Water’, Proc. 6th Int. Conf. on Env. Degr. of Mat. in Nucl. Power Systems – Water Reactors, pp. 53–58, San Diego, CA, USA, Aug. 1– 5, 1993. 12. J. Hickling, ‘Wasserstoffinduzierte Spannungsrisskorrosion in niedriglegierten Stählen’, 4th MPA-Seminar, Paper No. 7, Stuttgart, Germany, Oct. 4–5, 1978. 13. ASME XI Appendix A-4300, ASME Boiler & Pressure Vessel Code, Section XI, Rules for In-Service Inspection of Nuclear Power Plant Components, Appendix A, Article A-4000, Subsection A-4300: Fatigue Crack Growth Rate, ASME, New York, 1998. 14. S. Ritter, H.P. Seifert, ‘Characterisation of the Lower Shell and Weld Material of the Biblis C Reactor Pressure Vessel’, PSI-Report 02-01, ISSN 1019-0643, Jan. 2002. 15. E.D. Eason et al., Nuclear Engineering and Design, 184, pp. 89–111, 1998. 16. F.P. Ford, P.L. Andresen, ‘Corrosion Fatigue of A533B/A508 Pressure Vessel Steels in 288 ∞C Water’, 3rd Int. IAEA Specialist’s Meeting on Subcritical Crack Growth, 1, pp. 105–124, W. Cullen, Ed., NUREG/CP-0112, Moscow, USSR, May 14–17, 1990.
16 Effect of cyclic loadings on the stress corrosion crack growth rate in alloy 600 in PWR primary water C. G U E R R E, O. R A Q U E T and L. D U I S A B E A U, CEA, France and G. T U R L U E R, IRSN, France
16.1
Introduction
Alloy 600 is widespread in Pressurized Water Reactors (PWR). Results of tests, generally performed with monotonic loadings (constant load, constant deformation or constant extension rate), show that this alloy is sensitive to Stress Corrosion Cracking (SCC) in primary water of PWR. For a few years, there has been a growing interest in assessing the role and the effects of cyclic loadings or stress transients on the Primary Water Stress Corrosion Cracking (PWSCC) behavior of metallic components like Alloy 600. For instance, as French nuclear power plants operate at variable power that may generate cyclic loadings on the components, the determination of the effects of cyclic loadings is of great importance. Congleton et al. [1] concluded there was an accelerating effect of cycling loading on Crack Growth Rate (CGR). Bosch and Vaillant [2–4] agreed with an environmentally assisted cracking for frequencies below 0.01 Hz. Concerning the influence of the wave form, Lidar [5] concluded that the saw-tooth form was the most damaging one. This study takes place in a program with the support of the French Institute for Radiological Protection and Nuclear Safety (IRSN) that focuses on the effect of low frequency and high R ratio cyclic loading conditions on Alloy 600 in order to improve the knowledge of the conditions leading to enhanced CGRs and to assess some testing procedures allowing ‘gentle cycling’ or periodic load discharge to generate steady CGRs. Two heats are tested, the first one (heat 3110439) was air melted by Allegheny Ludlum and the specimens were machined in a hot rolled plate. The second one (heat WL344) was produced by Techphy.
16.2
Materials and specimen
The composition of the heat 3110439 is given in Table 16.1. The plate was cut in a hot rolled larger plate (30% cold-work). The microstructure (Fig. 231
232
RCC-M4101
C
Mn
Si
S
Ni
Cr
Cu
Co
Fe
P
Ti
Mo
N
Al
CB
<0.1
<1
<0.5
<0.015
>72
1417
<0.5
<0.1
610
<0.025
<0.5
–
–
<0.5
–
3110439
0.045
0.25
0.18
WL344
0.06
0.82
0.31
0.0001 <0.001
75.9
15.6
0.01
0.03
7.4
0.008
0.25
0.02
0.005
0.12
72.8
15.8
0.01
0.01
9.6
0.008
0.196
–
–
0.164 –
0.01
Corrosion issues in light water reactors
Table 16.1 Chemical composition of the two heats in Alloy 600
Effect of cyclic loadings on stress corrosion crack growth
233
(a)
(b)
16.1 SEM images of the microstructure of the heat 3110439, (a) view of the lateral side (b) view of the core.
16.1) was characterized by SEM. The grain size is between 4.3 and 4.5 (ASTM). All the grain boundaries are covered with carbides. The distribution of intragranular carbides is very irregular. In the core of the plate, there are no intragranular precipitates as well as very near the surface, but on the edges of the plates (top and above), there are two areas of about one or two
234
Corrosion issues in light water reactors
millimeters thick where more than fifty percent of the grains contain high densities of intragranular precipitates. In the core, even if most of the grains do not contain any intragranular precipitate, several bands that are dozens of microns thick contain intragranular precipitates. The Vickers hardness is between 312 Hv and 320 Hv. The mechanical properties shown in Table 16.2 have been measured at 325 ∞C. The chemical composition of the heat WL344 manufactured by Techphy is given in Table 16.1 and its mechanical properties in Table 16.2. This material is tested ‘as forged’ with a mean grain size of 6 (ASTM). The microstructure of the material shows intergranular carbides and intragranular carbides (Fig. 16.2). The Vickers hardness on the surface of the bar is around 245 Hv. Tests were conducted on CT specimens; the thickness was 25.4 mm according to the 1TCT standard. All the specimens were fatigue precracked in air according to the ASTM E399 and ISO/DIS 7539 standard. After the test, the specimens were broken to failure by fatigue in air. Then, the fracture surface morphology was characterized with a SEM. The initial crack length before the SCC test and the final crack length were measured on the fracture surface with a SEM.
16.3
Experimental procedure
The tests are performed in the Venus loop that is a high-temperature, highpressure re-circulating loop. Venus is equipped with four independent autoclaves. Inside each autoclave up to three specimens in daisy chain can be tested. For one specimen per autoclave, the crack growth is monitored by a Reverse Direct Current Potential Drop system (RDCPD). The test was performed in primary water (1000 ppm boron as boric acid, 2 ppm lithium as lithium hydroxide) at 325 ∞C. The water chemistry was controlled by ion exchange resins and several analyses by ionic chromatography and by plasma impedance spectrometry were achieved before, during and after the test. The chlorides, fluorides and sulfates levels were lower than 150 ppb for all the analyses. On each autoclave a hydrogen probe (palladium/silver membrane) is fixed for measuring the hydrogen partial pressure in the water. The dissolved Table 16.2 Mechanical properties at 325 ∞C of the two heats in Alloy 600 Rp 3110439 WL344
0,2%
837 395
(MPa)
UTS (MPa) 850 650
Effect of cyclic loadings on stress corrosion crack growth
235
20 mm
16.2 SEM image of the microstructure of the core of the WL344 heat.
hydrogen concentration is calculated on the basis of the hydrogen partial pressure and the hydrogen solubility at this temperature. The hydrogen content was kept within the range 25–50 cc.kg–1 by several injections in a by-pass in the loop. Four different mechanical loads were applied after either a sequence loading or a direct loading in the corrosion loop (Table 16.3). The sequence loading consists of several sequences of mechanical cycling with an increasing K and a decreasing frequency as described in Table 16.3. The objective of this procedure is to promote the propagation of a regular crack front and to facilitate the transition between the transgranular fracture mode of the precracking in air and the intergranular fracture mode of the SCC crack. Following either a direct loading or a sequence loading, three types of waveform were investigated: constant load, triangular or saw-tooth wave form (Table 16.3). The frequency of the triangular wave form was around 6 ¥ 10–4 Hz corresponding to similar rise and fall time around 14 mn. The frequency of the saw tooth wave form was around 6 ¥ 10–4 Hz with a rise time around 28 mn and a very fast fall time (10 s).
236
Corrosion issues in light water reactors
Table 16.3 Experimental procedure (a)
Experimental procedure Autoclave 1
Autoclave 2
Autoclave 3
Autoclave 4
Loading Mechanical load
Direct Constant F
Sequence Constant F
Specimen 1
A600 3110439 A600 WL344
A600 3110439
Direct Triangular wave form f = 6 ¥ 10–4 Hz and R = 0.8 A600 3110439 A600 WL344
Direct Saw tooth wave form f = 6 ¥ 10–4 Hz and R = 0.8 A600 3110439
Specimen 2
A600 WL344
(b) Details of the sequence loading Sequence
Load ratio R
Frequency
Wave form
1 2 3 4 5 6 7
0.3 0.5 0.6 0.7 0.7
0.26 Hz 0.34 Hz 0.24 Hz 0.27 Hz 0.001 Hz Constant load Partial unloading (f = 0.001 Hz) Constant load
Triangle Triangle Triangle Triangle Triangle
0.7
8
16.4
Triangle
Results
16.4.1 Fracture morphology Four 1TCT specimen in 3110439 heat Alloy 600 were tested with four different mechanical loadings. The duration of the test was more than 1200 h for every specimen. Macroscopic observations are shown on Fig. 16.3. The specimens exhibit an irregular crack front for the SCC crack but also for the air fatigue precrack. A lateral view is shown on Fig. 16.4. This irregular crack front could be explained by the heterogeneous microstructure of the material and, more particularly, by the various distributions of the intragranular carbides as shown before. On the contrary, the three WL344 specimens exhibit a regular crack front for the air fatigue pre crack as well as for the SCC test (Fig. 16.5). The distribution of carbides is homogenous for this heat. The fracture mode is intergranular at constant load and with low frequency cycling (6 ¥ 10–4 Hz) for both the 3110439 heat and the WL344 heat (Fig. 16.6). The fracture mode is mainly transgranular for the first sequences of the loading sequence (Fig. 16.7) tested only on the 3110439 heat. The images on Figs 16.8 and 16.9 show the transition between the air
Effect of cyclic loadings on stress corrosion crack growth
Crack growth at constant load in PWR environment
Air fatigue precrack
5 mm (a) DL+C
10 mm (c) DL+T (b) SL+C
(d) DL+S
16.3 Macroscopic observations of the fracture surface, Alloy 600 (3110439 heat) DL: direct loading; C: constant load, SL: sequence loading, T: triangular wave form, S: saw tooth wave form.
237
238
Corrosion issues in light water reactors
10 mm
16.4 Macroscopic observations of the lateral view of a CT specimen (3110439 heat) DL tested at constant load after a sequence loading.
10 mm (a) CL
(b) T
(c) S
16.5 Macroscopic observations of the fracture surface of the WL344 heat tested at constant load (CL), triangular wave form (T) and sawtooth wave form (S) after direct loading.
Effect of cyclic loadings on stress corrosion crack growth
239
(a)
(b)
16.6 SEM image of the intergranular fracture mode observed on 3110439 heat at constant load (a) and with low frequency cycling (b).
fatigue precrack and the constant load for the tests with direct loading. No evidence of arrest or delay was found on the locations. Concerning the specimen tested with low frequency mechanical cycling, an intermediate high frequency cycling (0.4 Hz, R = 0.8) was applied during 100 h in the middle of the test. Figure 16.10 shows that this step leads to the ductile fracture of remnant ligaments.
240
Corrosion issues in light water reactors
16.7 SEM image of the transition between the air-fatigue precrack and the sequence loading characterized by transgranular fracture (3110439 heat).
16.8 SEM image of the transition between the air fatigue precrack and the stress corrosion cracking at constant load (3110439 heat).
16.4.2 Crack growth rates Concerning the 3110439 heat, due to the irregular crack front, the crack growth rates were measured in the center of the specimen where the crack front is regular and the crack propagation occurred in mode I. For the WL344
Effect of cyclic loadings on stress corrosion crack growth
241
16.9 SEM image of the transition between the air fatigue precrack and the intergranular fracture at constant load for the WL344 heat.
heat, as the crack front is regular, the crack growth rate is the average value between the maximum and the minimum crack length measured on the fracture surface of the specimen. The crack growth rates are presented on Fig. 16.11. The results of this present study are compared to those measured by Le Hong et al. [6] at 320 ∞C on two heats (WF 675 and HB 400). The crack growth rate defined by the DCPD method on the 3110439 heat tested at constant load was 2 ¥ 10–7 mm.s–1. This value is three times larger than those measured on the surface but due to the irregular crack front, the DCPD method was representative of an average value between the center of the specimen and the edges.
16.5
Discussion
Seven 1TCT specimens of different heats of Alloy 600 were tested with four different mechanical loadings. According to the crack growth measured on the samples, the two alloys tested appear to be similarly sensitive to SCC at this temperature. Concerning the effect of the mechanical cycling, for the conditions tested, the crack growth is the highest for mechanical cycling for the 3110439 heat (about three times). This is not the case for the WL344 heat. The comparison between the triangular and the saw-tooth loading shape lead to the conclusion
242
Corrosion issues in light water reactors
(a)
(b)
16.10 SEM image of the transgranular fracture due to the high frequency step during the low frequency test with triangular cycling for the 3110439 heat (a) and with saw-tooth cycling for the WL 344 heat (b).
Effect of cyclic loadings on stress corrosion crack growth 1.E-06
243
da /dt (mm.s–1)
1.E-07
1.E-08
1.E-09 20
3110439 - CSTT
3110439 - TR
3110439 - DS
WL344-CSTT
WL344-TR
WL344-DS
WF 675 (Le Hong)
HB 400 (Le Hong)
25
30 K max (MPam1/2)
35
40
16.11 Crack growth rates measurements for the two heats of Alloy 600 at constant load (CSTT), with triangular cycling (TR) and with saw-tooth cycling (DS) after direct loading.
that the saw-tooth loading is more damaging than the triangular one in agreement with Lidar conclusion [5]. The high susceptibility for cracking of the tested materials is certainly the reason why the accelerating effect of the cyclic loading is not very important. Tests in progress are performed at a lower temperature and for a lower mechanical solicitation. Under these conditions, the accelerating effect of the cyclic loading could be more significant. In this study, the DCPD method was applied to the 3110439 heat specimen. Due to the irregular crack front, this method was not efficient to follow the crack growth during the test. The observations of the transition between the air fatigue precrack and the test at constant load in the primary water exhibit no sign indicating a crack arrest or a delay after a direct loading for the 3110439 heat as well as for the WL344 heat. For these conditions (PWR at 325 ∞C), the loading sequence was not necessary to facilitate the transition between the air fatigue precrack and the SCC and to promote a regular crack front. The high frequency sequence used during the low frequency mechanical cycling lead to the fracture of the unbroken ligaments and promote a regular crack front for both the 3110439 heat and the WL 344 heat. As the DCPD measurements were applied to the 3110439 heat, it was influenced by the irregular crack front and then, the increase of the crack growth rate during the low frequency cycling induced by the high frequency step could not be assessed.
244
Corrosion issues in light water reactors
Concerning the specimen tested at constant load conditions, no unbroken ligaments were found.
16.6
Conclusions
An important IRSN/CEA program is performed in order to characterize the effect of a cyclic loading on CGR in primary water of PWRs. The first results concern two heats of Alloy 600. Other materials will be tested such as, for instance, Alloy 182, Alloy 82 and cold-worked stainless steels. The VENUS loop used for the program makes it possible to test up to 12 CT specimen during the same test. For the two heats of Alloys 600, the accelerating effect of the cyclic loading was estimated at 325 ∞C and complementary tests are in progress for a lower temperature and lower mechanical solicitations. During these tests, the influence of the waveform will also be studied.
16.7
Acknowledgments
Financial support by the Directorate for Reactor Safety of the French Institute for Radiological Protection (IRSN) and by CEA/DSNI is gratefully acknowledged. The authors would also thank General Electric for the supply of the 3110439 heat and the ‘Region Ile-de-France’ for the funding of the scanning electron microscope used in this study.
16.8
References
1. J. Congleton, E.A. Charles, Sui G., Review on effect of cyclic loading on environmental assisted cracking of alloy 600 in typical nuclear coolant water, Corrosion science, volume 43, (2001). 2. C. Bosch, Etude de la relation entre la CSC et la FC basse fréquence de L’Alliage 600 en milieu primaire REP, Ph.D. Thesis, University of Bordeaux, France (1998). 3. F. Vaillant, S. Le Hong, C. Amzallag, C. Bosch, Crack growth rate on vessel head penetrations in alloy 600 in primary water, Colloque Fontevraud IV, 14–18 September 1998. 4. F. Vaillant, J.M. Boursier, C. Amzallag, J. Champredonde, J. Daret, C. Bosch, Influence of a cyclic loading on crack growth rates of alloy 600 in primary environment: an overview, 11th International Conference on Environmental Degradation of Materials in Nuclear Systems, Stevenson, WA, Aug. 10–14, 2003. 5. P. Lidar, Aspects of crack growth in structural materials in light water reactors, Ph.D. Thesis, Departement of Material Science and Engineering, Royal Institute of Technology, Stockholm, Sweden (1997). 6. S. Le Hong, F. Vaillant, C. Amzallag, Synthesis and comparison of crack growth rate measurements on tubes and plates in Alloy 600 in high temperature hydrogenated primary water, in: Advances in Mechanical Behavior, Plasticity and Damage, volume 2, Euromat 2000, eds D. Miannay, P. Costa, D. François, A. Pineau, (2000).
17 Pattern recognition model to estimate intergranular stress corrosion cracking (IGSCC) at crevices and pit sites of 304 SS in BWRs environments M. U R Q U I D I - M A C D O N A L D, Penn State University, USA
17.1
Introduction
There are two approaches for making predictions. One is based on the theoretical models (deterministic model); the other is based on experimental data (nondeterministic model). Data was collected from the open literature on boiling water reactors (BWRs) or BWR environmental condition and was used to learn the trends of crack growth rates with different parameters. In order to have a full matrix of data, we had to convert parameters such as electrolyte concentration into conductivity and pH, while H2, O2, and H2O2 concentrations, temperature, and flow velocity were translated into electrochemical potential (ECP). We homogenized all the units of the different parameters, and de-convoluted the final crack length and integrated time of the cracking experiment to estimate crack growth rate (CGR) using the Couple Environmental Fracture Model (CEFM). Once the data was homogenized into a complete table, we had six main parameters to describe the experiments (pH, temperature, electrolyte conductivity, Stress Intensity Factor, Electrochemical Polarization Reverse (EPR) – EPR is a synonym for alloy sensitization, and metal sensitization), and one dependant variable (crack growth rate). The non-deterministic approach used an Artificial Neural Network (ANN), which does not pre-suppose any model or assumption, but learns from the data. The ANN’s job was to map the six parameters described above into the dependant variable and explore how the CGR was affected by each of those parameters. The main goals of this chapter are to explore ANNs as a predictive tool for IGSCC crack growth rates and analyze the predictions. This chapter is a summary of the work developed by my graduate student, C.P. Lu, in his 1996 thesis [3, 4].
245
246
17.2
Corrosion issues in light water reactors
Objective and procedure
Intergranular stress corrosion cracking (IGSCC) of recirculation piping in a boiling water reactor (BWR) has been a major operating problem in the world [1]. Three conditions have to exist simultaneously to cause IGSCC: The steel has to be in a sensitized condition, subjected to tensile stress, and the environment must have the impurity for this type of corrosion [2]. The stainless steel has to be in a sensitized condition before IGSCC occurs. Sensitization usually occurs after the recalculating pipes are welded. Upon welding, the temperature in the matrix adjacent to the weld exists for some time in the range of 425 ∞C to 815 ∞C [5], resulting in the precipitation of chromium carbides (Cr23C7) at the grain boundary. The chromium carbide precipitates are high in chromium, while the adjacent alloy is depleted of its chromium. This chromium-depleted alloy adjacent to the grain boundaries is much less corrosion-resistant than the interior of the grains, and intergranular attack (including IGSCC) can result. Stainless steel matrices having chromiumdepleted grain boundaries are said to be ‘sensitized’ and therefore less resistant to IGSCC. The necessity for applied mechanical stress is indicated by the fact that no intergranular attack occurs on unstressed samples. Tensile stress will buildup local stresses at the crack tip which causes slip along bands emanating from the tip and therefore results in a sudden rupture of the passive film. The exposed metal passivates as a passive film reforms, but repassivation is not an instantaneous process. Accordingly, a period exists over which a decreasing fraction of the surface is bare and able to support high dissolution currents. Metal dissolution results in crack advance, but eventually the surface becomes passive again and the crack stops growing. At this point, local stresses begin to build ahead of the crack tip once again, and at some critical level, slip occurs and the passive film ruptures. Therefore, crack advance is cyclical due to the applied external stress.
17.3
Effect of pH
Several investigators have studied the effect of pH on IGSCC in sensitized stainless steel. However, many of the studies cannot be accepted as a demonstration of pH effects alone since other parameters (e.g., conductivity) have varied simultaneously [6]. A few tests, however, have been run to show that the effect is certainly attributable to pH. They show that cracking susceptibility increases with decreasing pH, and that the major pH effect is on crack initiation [7]. In summary, low pH values enhance IGSCC of sensitized stainless steel. Andresen [8] ran tests in a simulated BWR environment using sensitized stainless steel; Na2SO4, NaHSO4, and H2SO4 were added to the aqueous
Pattern recognition model to estimate intergranular stress
247
solutions. The solution conductivity in these tests was kept constant. The experiment showed that the susceptibility of sensitized 304 stainless steel to IGSCC increases with decreasing pH values, and that the major pH effect is on crack initiation. Ohnaka et al. [6] ran constant load tests in Na2SO4 (pH = 6) and in H2SO4 (pH = 3) at 150 ∞C for sensitized 304 stainless steel. The time to fail at pH = 6 is larger than ten times the failure time at pH = 3. Other tests run in weak alkaline water indicated that the crack propagation rate increases with decreasing pH beyond neutral pH [9].
17.4
Effect of fluid velocity
Fluid flow influences the rate of mass transport of oxygen to the steel surface, and could be expected to affect the rate of IGSCC. By de-convoluting the initiation and propagation times for Constant Extension Rate Test (CERT) specimens, Choi et al. [10] showed that the initiation time of IGSCC for sensitized stainless steel in 250 ∞C water at the open circuit potential and at a flow velocity of 8 m/s is almost double that under static conditions. On the other hand, the crack growth rate was found to increase with increasing flow rate, particularly at low flow velocities. A later study by Shim et al. [11] explored the effects of flow velocity and pH on IGSCC of sensitized 304 SS. They found that, in pure water and in acidic solutions, the crack growth rate was increased with increasing flow velocity. However, in alkaline solutions, the crack growth rate was not affected by flow velocity. All of these studies involved flow past the external surface of CERT specimens and did not attempt to direct flow to the crack tip, as might occur under fatigue conditions due to the pumping action of the crack flanks. Accordingly, these findings may not hold for fatigue loading. It can be argued that at higher frequencies the pumping action of the crack flanks is sufficiently severe so as to inhibit intergranular fracture by washing out the crack enclave and, hence, by preventing the build-up of acidic conditions at the crack tip. Finally, Macdonald and Fuller [12] found that flow velocity has no detectable effect on the critical potential for IGSCC in sensitized 304 SS in 0.01 M Na2SO4 (slightly alkaline media) at 280 ∞C.
17.5
Effect of electrochemical corrosion potential (ECP)
The most important environmental parameter in IGSCC is the electrochemical corrosion potential (ECP) [13]. Sensitized type 304 SS will suffer IGSCC only at potentials (ECPs) above some critical value EIGSCC [14]. Additionally, the crack growth rate in sensitized type 304 SS at ECP>EIGSCC increases
248
Corrosion issues in light water reactors
strongly with increasing corrosion potential, probably due to an enhanced ability of the external surfaces to consume charge emanating from the crack through the reduction of oxygen and hydrogen peroxide. Macdonald [13] developed a mixed potential model (MPM) for nonequilibrium, high temperature aqueous solutions that exist in BWRs and successfully calculates ECP data for BWR in-vessel components and recirculation pipes. The ECP is a strong function of the temperature, flow velocity, metal composition, and radiolytic species of higher O2, H2O2, and H2 concentration.
17.6
Effect of conductivity
The conductivity of the aqueous solutions plays a key role in determining the rate of IGSCC in sensitized stainless steel in high temperature aqueous solutions [15, 16]. Previous work by Macdonald and Urquidi-Macdonald [1, 2] on the Coupled Environmental Fracture Model (CEFM) explained the observed increase in the CGR with increasing conductivity in terms of an enhancement in the throwing power of the external environment. Thus, an increase in the conductivity of the external solution will increase the crack growth rate because the higher conductivity allows the positive current created by the metal dissolution reaction inside the crack to be consumed by oxygen reduction over a greater distance from the crack mouth. Accordingly, the external surface is capable of accommodating a larger dissolution current, thereby resulting in a larger crack growth rate. However, those same calculations predict that this effect will saturate as the conductivity increases further and control of the CGR will revert to the crack internal environment at sufficiently high conductivities.
17.7
Effect of sensitization (EPR)
Sensitization of stainless steels towards IGSCC is a common problem during welding, particularly in those systems that cannot subsequently be solution annealed to redissolve the precipitated chromium carbides. The cause of cracking is the depletion of chromium at the grain boundaries on precipitation of the chromium carbides (Cr23C7) leaving a matrix of high chromium grains ‘glued’ together with a lower chromium phase. As a result, the grain boundary is less corrosion-resistant than the grains, and preferential stress-assisted corrosion at the grain boundary may be sufficiently severe to cause rapid crack propagation. The width of the chromium-depleted zone increases and the chromium content decreases with increasing sensitization time [22]. Furthermore, as the sensitization time is increased, the critical potential for IGSCC becomes more negative, i.e. the steel becomes increasingly susceptible to
Pattern recognition model to estimate intergranular stress
249
IGSCC. However, for prolonged sensitization times, the back diffusion of chromium may actually decrease the susceptibility of stainless steel to IGSCC. It has been measured on sensitized 304 SS in a autoclave attached to a recirculation piping of a BWR the critical potential for IGSCC is that of –230 mVSHE,T. Vermilyea et al. [17–20] have observed that thicker oxide films are formed on the emergent boundary grains when sensitized type 304 stainless steel is exposed to dilute sulfuric acid and neutral solutions at 290 ∞C. As such, in the absence of straining, the susceptible emergent boundaries are preferentially protected. However, upon straining, these thicker films rupture to mark a nucleation event. After rupture, the film on the matrix rapidly reforms as a result of high re-passivation rate, while the higher dissolution rate and lower re-passivation rate at the grain boundaries tend to confine the attack to these areas. The studies by Macdonald et al. [21] pointed out that at moderate strain rate, measured at constant extension rate tensile test (CERT), cracks propagated trans-granularly until they reached a sensitized grain boundary at which point crack growth takes place inter-granularly. However, this is not always the case for tests which were performed at much lower strain rates. There is consensus among the scientific community that a metal or metal alloy with an EPR of the order of 15 C/cm2 will present a sensitized microstructure; however, there is not a clear consensus in the scientific community of the effect of sensitization on IGSCC over a wide range of EPRs. It is established in the corrosion community that sensitization enhances crack initiation and accelerates crack growth in BWR conditions.
17.8
Effect of stress intensity
The effect of stress intensity on the susceptibility to IGSCC for sensitized 304 stainless steel was studied extensively some years ago. These studies showed that a stress intensity of mode I (KI) has a strong influence on the crack propagation rate [23]. The crack growth rate is strongly dependent on KI, in the range of 20–25 MPa m , but a plateau is observed for higher KI values. This same data suggests that the threshold stress intensity for environment-assisted crack growth (KISCC) and, possibly, the crack velocity in the plateau region depends on the applied potential, at least in sulfate environments. However, the data is highly scattered, particularly with regard to the plateau of crack velocity. Significant micro-branching occurs during the propagation of IGSCC for KI values greater than 35 MPa m . Accordingly, the calculated stress intensity values are not reliable in the plateau region, but the trends are significant because in this region the crack growth rate is least dependent on KI.
250
17.9
Corrosion issues in light water reactors
Data collection
Data, including experiments done in the laboratory under simulated BWRs environments and experiments performed on nuclear reactors themselves, were collected from the open literature. This represented a mammoth effort, since there is not a consensus on which parameters impact crack growth rates. After reviewing the literature and the models we developed based in first principles, we concluded that the variables that affect the crack growth rate are: temperature, pH, electrolyte conductivity, metal alloy, environment and environmental conductivity, and stress intensity applied to the pipe sections. Kassner observes [24] that the influence of solution conductivity is not as severe as Ford described. However, in Kassner’s work, more emphasis is placed on the phenomena of corrosion fatigue and little data is available on constant load tests. During recent years reliable data have been generated for sensitized solution annealed and cold worked and sensitized SS; data that we had not analyzed in this chapter. The first algorithm used in this chapter was dedicated to calculate the room temperature pH, since it was used instead of electrolyte composition in our analysis. The second challenge was determining the electrochemical potential of the metal/electrolyte as a function of the following variables: temperature, flow velocity, hydraulic diameter, and concentrations of hydrogen, oxygen, and hydrogen peroxide on the electrolyte from injection, make up water, and water radiolysis. The data available sometimes reported Electrochemical Polarization Reverse (EPR) or metal sensitization. If the metal sensitization was not reported and the experiment was performed in an autoclave, we assumed the EPR was 15 MPa*m1/2 corresponding to an un-sensitized material. When the stress intensity was not reported, it was set at 27.5 MPa*m1/2. Since, the crack growth rate was always reported for 304 SS, all crack growth rates were changed to the same units.
17.10 Non-deterministic approach: ANN To date, several models have been developed using a mechanical or electrochemical point of view to predict the crack growth rates of sensitized type 304 stainless steel. However, all these approaches do not have the capability to predict every aspect of IGSCC because of the complexity of the problem. For systems that are too complicated to be modeled mathematically, Artificial Neural Networks (ANN) offer an alternative way of making accurate predictions through learning from quality data. One particular benefit is that it can reasonably predict results that are beyond the range of the experimental data, provided a good understanding of problems and the limitation of the ANN is possessed. A system with multiple inputs and outputs can be modeled using ANNs by applying the system inputs to the network and using the system outputs
Pattern recognition model to estimate intergranular stress
251
as the desired outputs. After an appropriate number of iterative learning cycles, the ANN then constitutes a non-algorithmic model of the process involved. A neural network is a data processing system which consists of a number of simple, highly interconnected processing elements in an architecture inspired by the structure of the cerebral cortex portion of the brain. Hence neural networks are often capable of doing things which humans or animals do well but conventional computers do poorly. Therefore, it can model complex systems that cannot be modeled mathematically. The configuration emulates cognitive processes of the brain in response to external stimuli. The fundamental cellular unit of the nervous system and, in particular, the brain is the neuron [26]. A neuron is a processing element which receives signals through structures known as dendrites. These dendrites receive information from other neurons through regulating units called synapses. After processing, the outputs are transmitted through structures known as axons to other neurons. The human brain consists of a complex network of neurons processing and distributing information in this manner. The regulating activity of the synapses in this process is particularly interesting, since it represents an important part of the learning-recognition process. The transmission of chemicals, or neurotransmitters, through synapses is the primary means by which neurons communicate [26]. Synapses are known to be excitory or inhibitory in nature. If a synapse is excitory, stimulation of the pre-synaptic neuron causes an increase in the probability of firing in the post-synaptic neuron. If a synapse is inhibitory, it causes a decrease in the probability of firing in the post-synaptic neuron. The level of information communicated to other neurons is then controlled by the synapse. Synaptic efficiency is modified through the actions of certain enzymes and is believed to be the basis for learning. In other words, as information is processed or knowledge is increased, the regulating activity of the synapses is progressively refined. To understand the cognitive process, it is convenient to compare memory to a data base; i.e. information is stored at particular locations in the brain. When stimuli are received through the senses, the neural network is triggered into action. Through the excitory and inhibitory actions of synapses, signals are transmitted toward the particular locations that stored the same or similar information. The strength of the signal at its destination represents how strongly the external stimuli resemble the stored data. The unit analogues to the neuron are the processing elements (PE). Typically, a PE has a number of input paths which represent dendrites. Input information is weighted using random or specified weights. The weighted inputs are then combined to form a single input which is then modified by a transfer function and output to other PEs [27].
252
Corrosion issues in light water reactors
Two distinct phases of operation exist: learning and recall. Learning is the process of adapting or modifying the connection weights in response to stimuli being presented to the input layer. The activity of successively presenting pairs of input and output data to the network is known as training. This may involve showing a network many examples hundreds of thousands of times. Recall refers to the network activity in processing a given input and creating an output response. This typically follows learning activity and is based on the effectiveness of the training-learning process. Successive pairs of input-output data being presented to the network results in continuous refinement of connection weights in the PEs involved. This is especially true for feedback networks, where information feeds back and forth through the network until some convergence criterion concerning input and output is reached. Different forms of summation and transfer functions may be adopted as judged appropriate for the particular form of activity studied. At last, the number of PEs and layers in the network may be varied iteratively or in line with some explanatory theory. Type of learning: The network learns by means of a training rule which modifies the connection weights in response to inputs and the desired outputs. This method of learning is known as supervised learning. Several types of learning rules exist. Back-propagation is a technique that distributes the error in the output layer to other layers. A back-propagation network has at least three layers: an input layer, an output layer, and at least one hidden layer. During the learning phase, both inputs and desired outputs are presented to the network. Using the input values, information is propagated forward through the network all the way to the output layer. The actual output is then compared with the desired output and the error calculated. Blame for this error is next distributed to all connecting processing elements. In this manner, errors are propagated back to the input layer. Once the errors are known, the weights are modified to minimize the global error. [28].
17.11 Results The data set collected contained 1322 datum point entries. Each datum point contained 6 inputs or parameters (pH, temperature, conductivity, stress intensity, EPR, ECP), and one dependant variable which was expressed as crack growth rate with a logarithm base of 10. A back propagation containing one input layer of size 6, three hidden layers with 50 neurons each, and an output layer of size 2 was designed. There is not a methodology that dictates how to design a net; therefore, the process is trial and error.
Pattern recognition model to estimate intergranular stress
253
The net was trained with the full available data for over 24 hours in a high speed 32-bit, 1.53 GHz Windows XP laptop. Once the net was trained, the performances of the learning were compared by plotting the CGR measured versus the CGR predicted by the NN, as shown in Fig. 17.1. Figure 17.1 shows that the learning is accurate for the data quality used. An error of ±5% was assumed to be inherent to the data. Small deviations to a 45 degree straight line are observed at the lower and higher ends of the CGRs. Because the data came from several authors and there was no discussion of the error that the data may contain, we were satisfied with the ANN performance. Next, we artificially created data for which five out of the 6 parameters that control or impact the CGR remained constant. We then varied one of the parameters between a minimum and maximum range of a typical operational nuclear reactor. EPR influence on CGR Since the EPR test attacks chromium-depleted regions within the stainless steel microstructure, a correlation between the chromium content at the grain boundary and EPR value should exist. Therefore, it would be useful to find a way to relate the direct measurements of chromium depletion by Scanning Transmission Microscopy and Electron Diffraction Spectroscopy (STEMEDS) to indirect measurements using EPR techniques.
ANN predicted crack growth rate (Angstrom/s)
300
250
200
150
100
50
0 0
50
100 150 200 ‘Measured’ crack growth rate (Angstrom/s)
250
17.1 Measured CGR versus ANN predicted CGR. A/s indicates Angstrom/s.
300
254
Corrosion issues in light water reactors
Bruemmer et al. [29] has done systematic studies of chromium depletion development and made comparisons between grain boundary depletion measurements and intergranular corrosion tests by STEM-EDS measurement and EPR techniques. Their studies showed that significant grain boundary depleted regions, particularly those below 13 weight%, produced large EPR values. On the other hand, very low EPR values were measured when grain boundary Cr concentrations rose above 12.5 to 13.5 weight%. Thus, it is apparent that there is a critical Cr content above which sensitization does not occur. Critical Cr concentrations for intergranular corrosion and IGSCC resistance will depend on both environmental and material variables. The data appears to indicate that for 304 SS the maximum sensitization is reached above an EPR of 30 C/cm2. Figure 17.2 shows a very strong dependence of the CGR with the degree of senzitation in the range of EPR 25 to 30 C/cm2. This results appears to be in agreement with the experiential observation that the maximum impact of EPR on CGR is obtained about 30 C/cm2. Stress intensity influence on CGR The CEFM’s predictions (Congleton’s approach applied [30]) on the crack growth rate versus stress intensity are found to increase by a factor of about 1.34 by increasing KI from 1 MPa m to 40 MPa m with the greatest rate of change occurring at low stress intensities. However, the correlation of Congleton’s and Gerberich’s approaches cannot recognize a critical KISCC, below which environmentally-assisted stress corrosion cracking does not occur, agreeing with experimental evidence. If we extrapolate the ANN prediction shown in Fig. 17.3 at 1 MPa m , we estimate a CGR of about 2E7 cm/s, while 40 MPa m has a value of about 2.7E-7 cm/s. This is a rate of about 1.33, which is surprisingly close to the increase ratio predicted by the CEFM and Congleton’s approach. pH influence on CGR The variation of the CGR with pHT is shown in Fig. 17.4. The curve passed a maximum corresponding to a pH of about 6. At high pH, it is expected that the crack tip will not become acidified as it does at lower pH, and that the magnetite film is more compact than at lower pH. These two facts may explain the results predicted by the effect of pH on CGR. The prediction of the ANN is also in agreement with the observations by Andresen on BWR environments using sensitized stainless steel [8] in that IGSCC increases with decreasing pH values and the major pH effect is on crack initiation. It also agrees with the observation made by Ohnaka et al. [6] cited earlier in this chapter.
Pattern recognition model to estimate intergranular stress
255
2.90E-07
2.70E-07
Log (CGR, cm/s)
2.50E-07
2.30E-07
2.10E-07
1.90E-07
1.70E-07
1.50E-07 0
5
10
15 20 Degree of sensitization (EPR)
25
30
35
17.2 Impact of sensitization (in C/cm2) on the CGR for a 304 SS pipe at T = 288 ∞C; KI = 27.5 MPavm; Electrolyte conductivity = 0.5 mS/cm; pHT = 5.67. 2.90E-07
2.70E-07
Log (CGR, cm/s)
2.50E-07
2.30E-07
2.10E-07
1.90E-07
1.70E-07
1.50E-07 10
20
30 40 Stress intensity, MPa m^(1/2)
50
60
17.3 Impact of stress intensity on the CGR for a 304 SS pipe at T = 288 ∞C; Sensitization = 30 C/cm2; Electrolyte conductivity = 0.5 mS/cm; pHT = 5.67.
Temperature influence on CGR Macdonald et al. [32] calculated the effect of temperature by using the CEFM and compared his results to experimental data measured by Andresen
256
Corrosion issues in light water reactors
2.90E-07
2.70E-07
Log (CGR, cm/s)
2.50E-07
2.30E-07
2.10E-07
1.90E-07
1.70E-07
1.50E-07 4
5
5
6
6
7 pH
7
8
8
9
9
17.4 Impact of pHT on the CGR for a 304 SS pipe at T = 288 ∞C; Sensitization = 30 C/cm2; Electrolyte conductivity = 0.5 mS/cm; Stress intensity = 27.5 MPa m .
[31]. Macdonald observed that the CGR passes through a maximum with increasing temperature at a temperature of about 180 ∞C, as shown in Fig. 17.5. Macdonald et al. explain that ‘temperature dependence of the CGR is attributed to the competing effects of temperature on the thermally activated processes that occur at the crack tip and the properties (including ECP and conductivity) of the external environment.’ The measurements and calculation do not correspond to those of a nuclear reactor, but rather the conditions are those of a room temperature, under oxygenated, low conductivity electrolyte. The ANN prediction also shows a similar type of curve which passes by a maximum of about 160 ∞C (Fig. 17.6) for Type 304 SS in a nuclear reactor environment. At high temperatures, the oxide formed on steel is more compact and protective while at low temperatures (such as during cold shut down), the concentration of radiolytic species is highly suppressed, making the environment less favorable for IGSCC. These two combined phenomena may explain the reason why IGSCC goes through a maximum of about 160 ∞C. Figure 17.6 shows the variation of the CGR as a function of temperature. A maximum it is observed about 160 ∞C. The maximum corresponds to the maximum found by several authors during experimental and theoretical approaches [5, 31, 32] (see Fig. 17.5).
Pattern recognition model to estimate intergranular stress
257
1.00E-06
Crack growth rate (cm/s)
Experimental curve [5] Experimental data [5] ‘CEFM - Congleton strain rate option CEFM - Ford strain rate option
1.00E-07
1.00E-08 0
50
100
150 200 250 Temperature (∞C)
300
350
17.5 The effect of temperature on CGR in Type 304 SS pipe in dilute sulphuric acid solution having an ambient temperature conductivity of 0.27 mS/cm and a dissolved oxygen concentration of 200 ppb. The experimental data (curves) are taken from [31, 32]. 2.90E-07
2.70E-07
Log (CGR, cm/s)
2.50E-07
2.30E-07
2.10E-07
1.90E-07
1.70E-07
1.50E-07 0
50
100
150 200 Temperature (∞C)
250
300
350
17.6 Impact of temperature on the CGR for a 304 SS pipe at pH = 5.75; Sensitization = 30 C/cm2; Electrolyte conductivity = 0.5 mS/cm; Stress intensity = 27.5 MPa m .
258
Corrosion issues in light water reactors
17.12 Conclusions By mining data from different authors and mapping that information into crack growth rates, we can explore each of the variables or parameters measured by the different authors and their impact on the crack growth rates. This is in contrast to the different models currently available that do not account for variables that may be of interest for the sake of simplicity, such as the effect of temperature sensitization on metals or metal alloys. We demonstrated that ANNs can be a useful predicting tool for researching the impact of the parameters on IGSCC and exploring the relative importance of each variable and the overall effect of water chemistry on IGSCC.
17.13 References 1. D.D. Macdonald and M. Urquidi-Macdonald, Corrosion Science, 32 (1991) 51. 2. D.D. Macdonald and M. Urquidi-Macdonald, SRI Project PYC-4032, Final Report, (1988). 3. C.P. Lu, Penn State University, Engineering Science and Mecahnics, Ph. D. degree thesis, (1996). 4. D.D. Macdonald, P.C. Lu and M. Urquidi-Macdonald, ‘Stress Corrosion Cracking in Type 304 SS in High Temperature Aqueous Systems: I. Artificial Neural Networks Analysis’, Corrosion, 95 (1995) 1. 5. A.D. Jones, Principles and Prevention of Corrosion, (1991) 290. 6. N. Ohnaka et al., Corrosion, 39 (1983) 214. 7. L.G. Ljungber and D. Cubicciotti, Corrosion, 41 (1985) 290. 8. P.L. Andresen, EPRI NP-3384, Final Report (1983). 9. P. Fejes, R. Ivars and J. Svensson, International Conference on Water Chemistry of Nuclear Reactor System, (1983) 231. 10. H.J. Choi, Y-H. Hu and D.D. Macdonald, Proceeding of The First International Symposium Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors, (1984) 532. 11. S.H. Shim and Z. Szklarska-Smialowska, Corrosion, 43 (1987) 280. 12. D.D. Macdonald and G.A. Fuller, Corrosion, 40 (9184) 474. 13. D.D. Macdonald, Corrosion (March 1992) 194. 14. D.D. Macdonald and G. Cragnolino, Proceeding 2nd International Symposium Environment Degradation of Materials in Nuclear Power Systems – Water Reactors, NACE, (1986). 15. F.P. Ford and P.L Andresen, Proceeding of The Third International Symposium on Environmental Degradation of Materials in Nuclear Power Systems – Water reactors, (1987) 789. 16. P.L. Andresen, Proceeding of The Third International Symposium on Environmental Degradation of Materials in Nuclear Power Systems – Water reactors, (1987) 301. 17. P. Chung and Z. Szklarska-Smialowska, Corrosion, 37 (1981) 39. 18. D.A. Vermilyea, Corrosion, 31 (1975) 421. 19. M.E. Indig and D.A. Vermilyea, Corrosion, 31 (1975) 51. 20. D.A. Vermilyea and M.E. Indig, Journal of Electrochemistry Society, 119 (1972) 39. 21. L.F. Lin, G. Cragnolino, Z. Szklarska-Smialowska, and D.D. Macdonald, Corrosion, 37 (1981) 616.
Pattern recognition model to estimate intergranular stress
259
22. P. Chung, A. Yoshitaake, G. Cragnolino and D.D. Macdonald, Corrosion, 41 (1985) 159. 23. T. Shoji, ASME International Conference on Advances in Life Prediction Methods, Albany, N. Y. (1983) 127. 24. H.M. Chung, T.F. Kassner and S. Majumdar, NUREG/CR-4667, 14 (1992) ANL-92/ 30. 25. Private Communication with D.D. Macdonald. 26. J.E. Dayhoff, Neural Network Architecture, (1990) 5. 27. P.K. Simpson, Artificial Neural Systems, (1991) 8. 28. J.M. Zurada, Introduction to Artificial Neural System, p.173. 29. S.M. Bruemmer, L.A. Charlot and B.W. Arey, Corrosion Science, (1987) 328. 30. J. Congleton, T. Shoji and R.N. Parkins, Corrosion Science, 25 (1985) 633. 31. P.L. Andresen, Corrosion, 49 (1993) 714. 32. M. Vankeerberghen* and D.D. Macdonald, ‘Predicting crack growth rate vs. temperature behavior of Type 304 stainless steel in dilute sulphuric acid solutions’, Corrosion Science, 44 (2002) 1425.
18 Fatigue crack growth in austenitic steel AISI 304L in PWR primary water at room and elevated temperature I. N E D B A L, J. K U N Z and J. S I E G L, Czech Technical University, Czech Republic
18.1
Introduction
The material under study is an extra low carbon grade of an austenitic chromium-nickel steel with a good corrosion resistance and low susceptibility to intergranular corrosion in as-welded condition. These properties warrant an application of this steel in power plant engineering, chemical or process industry, etc. During the severe service conditions, components are often exposed to a combination of corrosion and fatigue. An extensive high cycle fatigue experimental program was carried out with the general aim to study the fatigue crack propagation under various testing conditions [1–4]. A part of the program, the results of which are summarised in the paper, was focused on the influence of water environment simulating exploitation conditions of nuclear power plants both at room and elevated temperature. To explain the obtained macroscopic characteristics of fatigue crack growth under the given conditions, results of microfractographic analysis were taken into account.
18.2
Fatigue experiments
Servohydraulic testing system INOVA 100 kN was used for high-cycle fatigue tests. All fatigue tests of CT-specimens (of thickness B = 5 mm and two different widths, W = 50 or 38 mm) were carried out at stress ratio R = 0.3 and load frequency f = 1 Hz. Two sets of specimens were tested at room and elevated temperature (T = 300 ∞C) in the aqueous solution simulating exploitation environment in PWR (B-water). For comparison, one set of specimens was tested in air at room temperature. For the crack length monitoring, the compliance method or drop potential method was used. By means of the secant method, the macroscopic fatigue crack growth rate v = da/dN was determined from the measured crack length a versus applied number of cycles N. Corresponding DK values were computed by the equation 260
Fatigue crack growth in austenitic steel AISI 304L
(2 + Wa ) (1 – Wa ) È ¥ Í 0.886 + 4.64 a – 13.32 ( a ) W W Î DK ( a ) = DP1/2 ◊ BW
261
3/2
2
( )
+ 14.72 a W
3
( ) ˘˙˚
– 5.6 a W
4
18.1 valid for 0 £ a / W £ 1 [5, 6], where DP = load range [N], B = specimen thickness [m], and W = specimen width [m].
18.3
Macroscopic crack growth rate
Macroscopic fatigue crack growth rates are presented as a function of stress intensity factor range DK (Figs 18.1 and 18.2). In Fig. 18.1, the results obtained in PWR primary water are compared with the ones in air, both at the same temperature T = 20 ∞C. Fatigue crack growth rate in the aqueous environment is rather higher than in air, but the influence of aggressive environment is gradually decreasing with increasing DK – there is no substantial difference caused by the influence of environment in the range of higher DK. The influence of elevated temperature on the fatigue crack growth in PWR primary water is presented in Fig. 18.2 – in whole DK range, the crack growth rate at T = 300 ∞C is substantially (approx. 3¥) lower than at T = 20 ∞C, i.e. increasing temperature decelerates the fatigue degradation process 101
R = 0.3 T = 20 ∞C
v [mm/cycle] 100
10–1
10–2 Air B-water
10–3
DK [MPa.m1/2] 10–4
10
20
30
40
50
18.1 Fatigue crack growth rate v vs. DK in air and B-water at room temperature.
262
Corrosion issues in light water reactors 101
R = 0.3 B-water
v [mm/cycle] 100
10–1
10–2 20 ∞C 300 ∞C
10–3
DK [MPa.m1/2] 10–4 10
20
30
40
50
18.2 Fatigue crack growth rate v vs. DK in B-water at T = 20 ∞C and 300 ∞C.
in the aqueous environment. The dispersion of CGR values at T = 300 ∞C is notably larger. The experimental data v vs. DK were fitted by regression function in the form of general Forman law [7]
v=C◊
( DK ) m0 ( DK – DK th ) m1 , DKth £ DK £ (1 – R)Kc [(1 – R ) K c – DK ] m2
18.2
where DKth and Kc are the regression parameters with formal physical meaning of threshold stress intensity factor range, and fracture toughness respectively. The two mentioned parameters along with the three exponents mj (j = 0, 1, 2) and constant C were estimated by means of the least squares method [8]. The final regression functions v = v(DK) at the same stress ratio R = 0.3 are following: (a) in air at room temperature v = 3.62 ◊
( DK ) 2.12 ( DK – 15.34) 0.17 (117.89 – DK ) 2.34
(15.34 £ DK £ 37.61) MPa·m1/2
18.3.1
(b) in B-water at room temperature
v = 3.85 ◊ 10 3 ◊
( DK ) –1.41 ( DK – 14.96) 0.58 (59.73 – DK )1.90
(15.04 £ DK £ 44.52) MPa.m1/2
18.3.2
Fatigue crack growth in austenitic steel AISI 304L
263
(c) in B-water at elevated temperature T = 300 ∞C
v = 1.38 ◊ 10 87 ◊
( DK ) –3.75 ( DK – 15.06) 0.58 (254.22 – DK ) 35.46
(15.24 £ DK £ 54.72) MPa.m1/2
18.3.3
for v = da/dN in mm/cycle and DK in MPa.m . The corresponding regression curves are also presented in Figs 18.1 and 18.2. 1/2
18.4
Fractographic analysis
Fracture surfaces of fatigued specimens were studied by means of light optical stereomicroscope (in magnification range 4 to 70 times) and scanning electron microscope (10 to 30 000 times). Fractographic analysis was focused on description of fractographic features characterising the crack growth with aim to explain the influence of aggressive environment and/or elevated temperature on FCG micromechanisms of the fatigue process in AISI 304L steel. Aside from environment and temperature, multiple initiations along the tip of spark-machined notch in CT-specimens have always been observed. Also the first period of fatigue crack propagation (i.e., in the range of low DK values: DK < 17 MPa.m1/2) is independent of testing conditions – in close neighbourhood of the notch, fracture micromorphology is predominantly influenced by the steel microstructure (Fig. 18.3). The next periods of fatigue crack propagation will be described for different conditions separately.
5 mm
18.3 Micromorphology of fatigue fracture close to the notch, at low CGR.
264
Corrosion issues in light water reactors
18.4.1 Air, T = 20 ∞C Striation patches prevail in the range of DK > 17 MPa.m1/2. Fracture surface is relatively smooth, boundaries between individual striation patches are formed by low steps (Figs 18.4, 18.5). The higher DK results in the higher number of secondary microcracks generally created by the striation micromechanism.
18.4.2 PWR primary water, T = 20 ∞C Roughness of fracture surface increases with increasing DK. Similarly as in air, striation patches dominate for DK > 17 MPa.m1/2. The higher DK results
10 mm
18.4 Striation patches, a typical feature in all testing conditions (example: air/20 ∞C).
1 mm
18.5 Detail from Fig. 18.4: striations with germs of secondary microcracks.
Fatigue crack growth in austenitic steel AISI 304L
265
in the higher steps between adjacent striation patches and the higher frequency of transversal secondary microcracks. The second main fractographic feature is intergranular facets (Figs 18.6 and 18.7). The microrelief of these facets is changing with increasing DK: relative proportion of facets with striations increases instead of the smooth facets of intergranular separation. The occurrence of intergranular facets can explain the higher crack rate in aqueous environment (see Fig. 18.1). With increasing DK, the total area percentage of intergranular fracture decreases (see Fig. 18.9) and this decline corresponds to the fall of ratio of two compared CGR (see Fig. 18.10 based on the results in Fig. 18.1). The third fractographic feature is a transgranular fracture (geometrically badly defined in conventional fractographic nomenclature – see Fig. 18.8). The occurrence of this indecipherable type of fracture is
50 mm
18.6 Occurrence of intergranular facets in aqueous environment at T = 20 ∞C.
5 mm
18.7 Detail from Fig. 18.6: smooth facets of intergranular separation.
266
Corrosion issues in light water reactors
5 mm
18.8 Indecipherable transgranular fracture (only in B-water at T = 20 ∞C). 7 AISI 304 L steel T = 20 ∞C, R = 0.3
Intergranular fracture (%)
6
5
4
3
2
1
0 15
20
25 30 DK (MPa.m1/2)
35
40
18.9 Area percentage of intergranular fracture in B-water versus DK.
unambiguously tied up to testing conditions (b) – it was never observed on fractures of specimens tested under conditions (a) or (c).
18.4.3 PWR primary water, T = 300 ∞C In PWR primary water at elevated temperature, transgranular striation patches are the main fractographic feature of the fatigue fracture in the area
Fatigue crack growth in austenitic steel AISI 304L
267
3 AISI 304 L steel T = 20 ∞C, R = 0.3
vB-water /vair (1)
2
1
0 15
20
25 30 DK (MPa.m1/2)
35
40
18.10 Ratio of fatigue crack growth rates in B-water and air versus D K.
corresponding to DK > 17 MPa.m1/2. The abundance of secondary transversal microcracks is higher than in the two previous cases. Contrary to the fracture of specimens fatigued at room temperature, both in air and B-water, neither environmentally influenced transgranular fracture (as in Fig. 18.8) nor intergranular separation were observed, and intergranular facets with striations occurred only rarely. In a final part of fatigue fracture corresponding to DK > 35 MPa.m1/2, large ductile dimples with diameter up to 100 mm and serpentine glide on their walls were found.
18.5
Conclusions
Macroscopic and microfractographic studies of fatigue crack growth in stainless steel AISI 304L at the same stress ratio (R = 0.3) but under various environmental conditions results in the following conclusions: ∑
In comparison with the corresponding data in air, the macroscopic fatigue crack growth rates in the B-water at room temperature are higher. This fact corresponds to concurrence of other fracture micromechanisms on the degradation process: in air, only a striation formation is the main controlling mechanism, whereas in B-water, furthermore intergranular separation and transgranular fracture associated with the effect of
268
∑
∑
Corrosion issues in light water reactors
aggressive environment simultaneously participate in fatigue crack growth. The influence of aggressive environment on fatigue crack growth rate is most pronounced in low DK range and it is gradually disappearing with increasing DK. This trend corresponds to fractographically assessed decreasing proportion of intergranular fracture mechanism on the fatigue process in B-water (see graphs in Fig. 18.9 and Fig. 18.10). In B-water, elevated temperature decelerates the fatigue crack propagation in the whole DK range under study – the crack growth rate at T = 300 ∞C is approximately three times lower than at T = 20 ∞C. This result corresponds to fractographic findings – in contrast to fatigue fracture at room temperature, there is neither intergranular separation nor the indecipherable environmentally transgranular fracture at T = 300 ∞C. The presented relations v = v(DK), based on the extensive experimental data set, represent credible basic characteristics of fatigue properties of steel AISI 304 L. Among others, this information (e.g., in the form of equations 18.3.1 to 18.3.3) can be used for an extended study in the domain of quantitative fractography oriented to the fatigue crack growth in the material important for nuclear engineering applications.
18.6
Acknowledgements
This work is a part of the activity within the research project MSM6840770021. The authors gratefully acknowledge Electricité de France for the substantial material and financial support.
18.7
References
1. I. Nedbal, P. Kopriva, J. Kunz, J. Siegl and M. Karlik, ‘Verification of Fatigue Properties of Stainless Steel 304L on CT Specimens’. [Report V-KMAT-452/98.] Czech Technical University in Prague – Faculty of Nuclear Sciences and Physical Engineering – Department of Materials, 1998. 2. I. Nedbal, J. Siegl, J. Kunz and P. Kopriva, ‘Fatigue Properties of Austenitic Steel 304L in Corrosive Environment’. [Report V-KMAT-471/99.] Czech Technical University in Prague – Faculty of Nuclear Sciences and Physical Engineering – Department of Materials, 1999. 3. I. Nedbal, J. Siegl, J. Kunz and P. Kopriva, ‘Fatigue Behaviour of Austenitic Steel 304L in Air and Corrosive Environment’. [Report V-KMAT-484/00.] Czech Technical University in Prague – Faculty of Nuclear Sciences and Physical Engineering – Department of Materials, 2000. 4. I. Nedbal, J. Siegl, J. Kunz and P. Kopriva, ‘Fatigue Behaviour of Austenitic Steel 304L in B-water at Elevated Temperature’. [Report V-KMAT-509/01.] Prague, Czech Technical University in Prague – Faculty of Nuclear Sciences and Physical Engineering – Department of Materials, 2001. 5. ASTM E 647-91. ‘Standard Test Method for Measurement of Fatigue Crack Growth Rates’, ASTM, 1991.
Fatigue crack growth in austenitic steel AISI 304L
269
6. Y. Murakami et al., Stress Intensity Factors Handbook, Pergamon Press, 1987. 7. R.G. Forman and T. Hu, ‘Application of Fracture Mechanics on the Space Shuttle’, Damage Tolerance Metallic Structures: Analysis Methods and Applications, ASTM STP 842, J. B. Chang and J. L. Rudd eds., ASTM, 1984, 108–133. 8. P. Kopriva and J. Kunz, ‘Statistical Processing of Experimental Data on Fatigue Crack Growth’, Proc. CTU Seminar 94, Part C, CTU Prague, 1994, 129–130.
270
Corrosion issues in light water reactors
Part IV Practical experience
271
272
Corrosion issues in light water reactors
19 Corrosion damage to 18Cr-9Ni-Ti steel after 25 years of operation in steam-water environments of the VK-50 reactor G. V. F I L YA K I N, V. K. S H A M A R D I N, YU. D. G O N C H A R E N K O and V. A. K A Z A K O V, FSUE ‘SSC RIAR’, Russia
19.1
Introduction
Taking into consideration that the life-time of the VK-50 boiling water reactor is assumed to be prolonged up to 50 years (to 2015), the problem of service life justification and safety operation of internal components acquires a particular significance. Sensitivity to stress corrosion cracking in corrosive environments and under internal or external stresses [1–3] is one of the principal problems while using austenitic stainless steels as an internal structure material of cores and steam generators of PWR and BWR [1–3]. This problem relates to chrome depletion of grain boundaries and adjacent zones on the sensitised regions in the vicinity of welds due to the precipitation of Me23C6 and/or Me6C type chrome carbides [1, 2]. Neutron irradiation favors initiation of the stress corrosion cracking due to the radiation-induced segregation and depletion at grain boundaries. Moreover, specific mechanisms, appropriate to irradiation conditions, are suggested for sulfur releasing from MnS sulfides as a result of nuclear transformation of 54Mn in 56Fe, cascading failures on the sulfides-matrix interface and additional penetration of manganese deep into the metal due to the reverse effect of Kirkendall [4]. This is followed by the grain boundary poisoning with such detrimental corrosive elements as sulfur, phosphorus and chlorine. In that case, the investigations of metal state and ensuring its safe service become of great concern. The real elements of long-term operated internal components provide the most significant information on corrosion propagation in a water coolant under irradiation. A measurement channel of the VK-50 reactor after 25 years of operation has been selected as an object of the investigation. This chapter summarises and analyses the findings and compares them to previous data obtained from testing a wrapper material of an emergency assembly (08Cr-18Ni-10Ti) after 30 years of operation [5]. The indicated element had failures of corrosion origin in the weld region. 273
274
Corrosion issues in light water reactors
19.2
Material – operation conditions
The measurement channel like most elements of internal components is fabricated of 18Cr-9Ni-Ti steel (Fig. 19.1) and represents a tube of ∆ 76 ¥ 5 mm, freely extending through all the core and above the reactor cover where it is fixed. The lower part of the tube is plugged by a welded plug. The channel was operated from the end 1971 to 1996 and was removed without any signs of its integrity loss. Operating temperatures were 250–280 ∞C. Operational environment: water under pressure, steam-water mixture and steam. The chemical composition was as follows: water hardness – 1.2 mgeq/l; pH – 6.0–6.2; Fe – 0.012 mg/l; chlorine-£0.05 mg/l; copper – 0.009– 0.03 mg/l; NO – 0.011–0.03 mg/l; zinc – 0.01–0.04 mg/l; salt content – 0.18–0.2 mC/cm. Axial distribution of the neutron fluence (E > 0.1 MeV and E ≥ 0.5 MeV) in the measurement channel is given in Fig. 19.2. Five rings of 76 ¥ 10 ¥ 5 mm were cut out to perform the material study and estimate the material corrosion sensitivity as a function of irradiation and coolant: Ring No. 1 – at a distance of 130 cm below the reactor core center; it includes the weld, heat affected zone and base metal; Ring No. 2 – at a distance of 90 cm below the reactor core center; Ring No. 3 – 2 cm below the reactor core center; Ring No. 4 – 90 cm above the reactor core center; Partition
X18H9T Basket
Upper lattice
Height of active zone (cm)
Core Top
Well
200
Shell
180 160 140 120
Core
MC
Reactor vessel 15 ¥ 2M FA
100 80 60
Core bottom
Lower lattice
19.1 Longitudinal section of the VK-50 reactor core with the measurement channel.
Corrosion damage to 18Cr-9Ni-Ti steel
275
6 ¥ 1021
Fluence (cm–2)
5 ¥ 1021 4 ¥ 1021
E > 0.1 MeV
3 ¥ 1021 2 ¥ 1021
E > 0.5 MeV
1 ¥ 1021 0 0
20
40
60
80 100 120 Core axis (cm)
140
160
180
200
19.2 Axial neutron fluence distribution in the measurement channel extending through the core.
Ring No. 5 – 550 cm above the reactor core center, i.e. directly under the reactor cover. The maximum neutron fluence for ring 5 at E > 0.5 MeV was 2.2 ¥ 109 cm–2 and at E > 0.1 MeV – 2.9 ¥ 109 cm–2. While considering and analysing the investigation results, the previous published data [5], obtained from testing the 08Cr-18Ni-10Ti steel wrapper of the emergency assembly removed after 30 years of operation in the VK50 reactor, have been used. The indicated element had failures of corrosion origin in the weld region.
19.3
Experimental results
19.3.1 Metallography Cracks are observed on ring 1 in the weld and heat affected zone (Fig. 19.3a). The outer surface breaking cracks are not revealed. On the outer surface of rings 1 and 2 only the intergranular corrosion is observed. The intergranular corrosion, corrosion cracking (Fig. 19.4a, b) and undersurface corrosion exfoliation are detected on rings 3–5 (Fig. 19.5a, b). The maximum corrosion depth is at the core top level and achieves 3–3.5 mm.
19.3.2 Electron microscopy Electron microscopy of samples cut out from ring 5, having a minimum neutron fluence, showed that the steel structure is characterised by the presence of austenite equiaxial grains where one may find primary precipitates of
276
Corrosion issues in light water reactors (a)
(b)
Magnification ¥ 200
19.3 Cracking and intergranular corrosion at the lower part of the measurement channel (¥ 200): weld and heat affected zone of ring No. 1(a); base metal of ring No. 2(b).
(a)
(b)
19.4 Corrosion cracking (¥ 200): ring No. 3(a), ring No. 4(b).
(a)
(b)
19.5 Under-surface corrosion (exfoliation) of the base metal (ring 5) ¥ 200 (a); ¥ 5 (b).
Corrosion damage to 18Cr-9Ni-Ti steel
277
excess phases up to 1 mm and clusters of linear dislocations. The radiation defects are not revealed. As shown in Fig. 19.6, the precipitation of the secondary phases from few tens of micrometers to some hundreds of nanometers occurs in the 08Cr18Ni-10Ti steel under irradiation. They are mainly located along the grain boundaries and in the adjacent areas (Fig. 9.6 a, b). Their chemical composition is as follows: 37–46 Fe, 11–15 Cr, 32–45 Ti, 5–6 Ni at %. These precipitates in terms of their structure are evidently Me23C6 or Me6C type carbides. The large precipitate, shown in Fig. 19.6a, represents TiC. The fine-dispersed precipitates of the rounded shape, presumably the G-phase, were discovered in the grain body. Their average size is in the order of 8 nm, the density 5 ¥ 1015 cm–3. The average diameter of dislocation loops was 9 nm and their density 1.4 ¥ 1016 cm–3. The clusters of the dislocation loops and linear dislocations are revealed in the samples from rings 2–4. The average size of the dislocation loops is ~10 nm, the maximum one is 20 nm. The loop concentration is estimated as 4 ¥ 1016 cm–3. The crystallographic and elemental analysis of the secondary phase precipitates showed that the precipitates, both large and fine dispersed, are for the most part titanium carbides (TiC) with a FCC lattice.
19.3.3 Fractography Fractographic observations were performed on the samples of 4 ¥ 4 ¥ 1 mm, cut out from rings 2–4. Before the examinations, the samples were mechanically fractured in order to obtain the fresh fracture surface. A region, remarkable for the fracture nature and having all features of brittle fracture, was revealed on the fracture surface at the outer face of the measurement channel. Its depth is ~3–5 mm for ring 2, 30 mm for ring 3 (Fig. 19.7a) and 100 mm for ring 4 (Fig. 19.7b) that is in a good correlation with the steam content in the coolant (Table 19.1).
500 nm
500 nm
(a)
(b)
200 nm
(c)
19.6 Microstructure of the tube material after irradiation – Transmission electron microscopy.
278
Corrosion issues in light water reactors
(a)
(b)
19.7 Fracture surface of the samples cut out from the ring 3 (a) and 4 (b). Table 19.1 Depth of the corrosion failure of the measurement channel at different fluences and coolant densities Ring No.
Point of cutting out
Neutron fluence E > 0.1 MeV
Coolant density (g/cm3)
Corrosion failure depth (mm)
1 2 3 4 5
130 cm below the core center 90 cm below the core center 3 cm below the core center 90 cm above the core center 550 cm above the core center
3.0¢1010 2.7¢1021 5.1¢1021 1.7¢1021 2.1¢109
1.000 0.665 0.375 0.305 £ 0.305
0.1 0.1 1.0 3.5 1.8
19.3.4 Auger spectroscopy Auger spectroscopy was carried out on the samples cut out from ring 4 in order to evaluate possible modification of the chemical composition of the superficial brittle layer. The choice was governed by the fact that the upper part of the measurement channel is mostly affected by the corrosion attack and has the maximum thickness of the brittle superficial layer. The examinations were carried out on the fresh fragment of the fracture surface of 2 ¥ 2 ¥ 0.3 mm. To obtain the averaged concentration values of various elements on the surface, the primary electron beam of about 3 mm diameter was scanned in a raster to light up a surface point of 200 ¥ 200 mm on the sample. After registering Auger spectra (10–12 atomic layers) from the fracture surface, multiple ion etching of the examinated surface was performed for analysing the elemental composition in depth. The thickness of the remote layer was calculated from the etching rate, equal approximately to 20 Angstroms per minute. Before measuring Auger peak intensities of the alloying elements
Corrosion damage to 18Cr-9Ni-Ti steel
279
(Fe, Cr, Ni and Ti) and carbon, ion purification of the surface was carried out. During the operation the concentration of the main alloying elements in the material matrix was not modified, but very high carbon value was observed at the outer face washed by coolant (Fig. 19.8). As shown in Fig. 19.9a, no chrome and nickel and a very high content of titanium is observed on the fracture surface. Titanium value is about 60 times as high as that one in the matrix. The depth of the modified layer varies from 0.2 to 1.2 mm. The carbon content decreases up to the initial state level at the distance of ~1.2 mm, whereas the high level of oxygen is not modified and even at the depth of 1 mm is in the order of 40 at% (Fig. 19.9b). The depth of the sulfur and chlorine layer is approximately 0.2 and 0.4 mm respectively and the copper layer is in the order of 1 mm. The calcium content is strongly decreases in the layer of 0.2 mm thickness, but it is entirely disappeared at a depth of 1 mm (Fig. 19.9c). To provide information on the uniformity or irregularity of various element distribution on the fracture surface, the registration of elemental charts series was performed at the accelerating voltages of 3 and 9 kV. Figure 19.10 presents the elemental charts of the fracture surface of one of the grains located in the center of each photo. As seen in Fig. 19.10a, chlorine is distributed uniformly. In contrast sulfur is concentrated mainly in the clusters of 5–6 mm (Fig. 19.10b). It is especially good seen with lower magnifications at the accelerating voltage of 3 kV (Fig. 19.10c). As a rule, an elevated concentration of iron (Fig. 19.10e), chrome (Fig. 19.10h), as well as nickel is noted in the sulfur clusters. These sulfur clusters appear to represent complex sulfide compounds containing iron, chrome and nickel. Copper is distributed in the form of separate clusters along the edges of the grain selected for examination (Fig. 19.10d). An elevated copper concentration is observed in several points, located along the fracture pattern perimeter, and it is absent at the surface of the fracture itself. The carbon Atomic part of carbon (%)
25 20 15 10 5 0 0
100
200 300 400 500 600 Distance from the outer edge of the tube (mm)
700
19.8 Carbon distribution along the thickness of the measurement channel wall (ring No. 4) in its upper part.
800
Corrosion issues in light water reactors 80 Concentration (%)
Fe 60
40 Cr
20
Ni Ti
0 0
0.2 0.4 0.6 0.8 1 Distance from the failure surface (mm)
1.2
(a)
Concentration (%)
60 O 40
20
C 0 0
0.2 0.4 0.6 0.8 1 Distance from the failure surface (mm) (b)
1.2
4
Concentration (%)
280
3
Cu
2
1 Cl
Ca
S 0 0
0.2 0.4 0.6 0.8 1 Distance from the failure surface (mm)
1.2
(c)
19.9 Concentration of the main added elements (a), minus the light ones and impurities), oxygen and carbon (b), as well as sulfur, chlorine, copper and calcium (c) in the irradiated steel as a function of the distance from the fracture surface.
Corrosion damage to 18Cr-9Ni-Ti steel
281
A B
(a) Chlorine
(b) Sulfur
(c) Sulfur
(e) Iron
(f) Oxygen
C (d) Copper
D
(g) Carbon
(h) Chromium
(i) Absorbed electrons
19.10 Charts of the elemental distribution on the fracture surface of the irradiated steel (a, b, d-i ¥ 1400; c ¥ 400; A, B, C, D, – points where the local elemental composition is determined).
distribution chart (Fig. 19.10g), the Auger peak of which has the maximum intensity, in terms of topographic nuances, bears a strong resemblance to a fracture surface image in absorbed or secondary electrons (Fig. 19.10i). There are no particular carbon clusters, unless the areas are available with some lower carbon concentration in the points where an elevated oxygen content is observed (Figs 19.10f, g). The elevated oxygen content in the right lower part of the fracture patter (Fig. 19.10f) is accompanied by an elevated nickel content and a slightly heightened content of chrome (Fig. 19.10h).
19.4
Discussion
During the entire operation period the measurement channel has been subjected to small longitudinal tensile stresses in the range of 0.5–0.7 Mpa, not able to provoke stress corrosion cracking, even at the critical concentration of oxygen and chlorine in the coolant. Accumulation of chlorine and carbon at the metal/coolant interface and their diffusion in the metal thickness is a more serious factor [2]. So, when examinating the emergency assembly wrapper operated during 30 years in the same reactor, a higher chlorine content was detected at a depth up to 0.4 mm from the fracture surface (Fig. 19.9c). The
282
Corrosion issues in light water reactors
results of this work show that the saturation of the measurement channel surface with carbon up to 20 at.% is observed in the layer of 30–100 mm deep, resulting in the brittle fracture. The carbonisation effect leds to generation of the internal stresses which may be sufficient to initiate and propagate stress corrosion cracking. The properties of one or other section of the measurement channel depend on its location: the farther off the core bottom, the greater is the carbon saturation and the thickness of the brittle layer (p. 2.3–2.4). It evidently relates to the considerably variable coolant density along the axis. The lower is the density (at a high fluence), the greater is the depth of the corrosion failure (Table 19.1). The coolant density in the lower core part of the reactor under operation is 0.735 g/cm3. In this region, only intergranular corrosion is observed on the measurement channel. The steam content increases approaching the core center, the coolant density decreases up to 0.375 g/cm3, and intergranular corrosion and corrosion cracking achieves 1 mm depth. Futher decreasing of the coolant density to 0.304 g/cm3 at the level of the core top is followed by a sharp increase in the corrosion depth. It appears to be related to the elevated oxygen concentration in steam, carbonisation of the tube surface, possibility to concentrate the chloride impurities, when evaporating multiple water portions, and to facilitate oxygen access. The neutron fluence varies along the axis of the measurement channel from 2.1 ¥ 109 cm–2 to 5.1 ¥ 1021 cm–2, however all these areas are revealed to have corrosion failures. As seen in Table 19.1, the corrosion depth of the measurement channel material is not a strong function of the fluence value. The results lead to the following conclusions: ∑ ∑ ∑ ∑
Failure occurs exceptionally along the grain boundaries. Ti segregates and the Cr and Ni content decreases on the grain boundaries. There are harmful corrosive elements such as chlorine, sulfur and copper on the failure surface. Segregation thickness on the failure surface is about 1–1.5 mm; in any case the segregation has practically disappeared after ion etching at a depth ~3 mm (Fig. 19.11).
The elemental charts give the qualitative representation of the elemental distribution. The quantitative information can be provided from analysing the local elemental composition in the separate points with an electron probe diameter of 0.1–0.3 mm (in this study in the points ‘ACE’ in Fig. 19.10, Table 19.2). The same table presents for comparison the integral measurements of the elemental composition in the raster 200 ¥ 200 mm, the surface of which comprises the examined fracture pattern. The results of the local measurements are in a good agreement with the qualitative information provided by the
Corrosion damage to 18Cr-9Ni-Ti steel
(a) Sulfur
(b) Iron
283
(c) Absorbed electrons
19.11 Charts of sulfur and iron distribution on the failure surface of the irradiated steel after the ion etching at a depth in the order of 3 mcm ¥ 1500. Table 19.2 Local elemental composition of the failure surface (‘A’, ‘B’, ‘C’ and ‘D’ refer to Fig. 19.10) Element
Fe Cr Ni Ni C O Cl S Cu Ca
Content at % ‘A’
‘B’
‘C’
‘D’
Raster
4.0 0.5 3.8 1.0 75.9 13.0 0.5 0.4 0.8 0
12.2 2.8 5.1 0.6 61.7 13.1 0.4 2.7 1.4 0
1.7 0.8 1.4 0.6 82.5 6.3 0.6 0.1 6.2 0
7.4 1.6 6.5 1.2 47.0 30.8 0.3 0 3.0 2.3
2.4 0.6 0.3 0 91.5 3.9 0.3 0.4 0.5 0
elemental charts. As shown in the table, only chlorine is rather uniformly distributed on the failure surface. The concentration of the other elements varies in a wide range. The references [1–7] and the findings permit us to reveal three groups of factors: (1) chief factors, (2) governing factors and (3) related factors.
19.4.1 Chief factors Tensile stresses The cracks have been observed only in the upper part of the tube in the vicinity of the weld (Fig. 19.3a), where the tensile stresses, according to the work results, can reach 300 MPa. As the cracks have not been observed below, in the base metal, where the neutron fluence was increased, one may consider that the tensile stresses are of importance in the radiation-induced intergranular corrosion cracking and prevail over the radiation-induced processes of segregation/depletion.
284
Corrosion issues in light water reactors
Sensitisation The weld adjacent zone is heated to 550–800 ∞C under welding, which results in the precipitation of the large Me23C and/or Me6C type carbides of some hundreds nanometers size (Fig. 19.6), containing about 13% chromium, 42% iron, 39% titanium and 6% nickel, on the grain boundaries and subboundary areas. As a result, the grain boundaries are depleted in chrome. Secondary source of depletion is the purely thermal low-temperature sensitisation in the temperature range of 250–350 ∞C. As estimated, the time needed for its proceeding at the temperature of 285 ∞C is 12 years [6] that is two and a half times lower than the service life of this tube. And the third, probably the most powerful source of the grain boundary depletion in chromium, is caused by the radiation-induced processes: (a) rising of the available carbides; (b) radiation-induced depletion of the grain boundary in chromium; (c) precipitation of the fine-dispersed phases containing chromium. In the work [7] the segregation processes are analysed, which occur on the grain boundaries of steel 304 in the initial state and after irradiation at the temperature of 300 ∞C (Table 19.3). As indicated in Table 19.3, the results of the energo-dispersion analysis (EDA) show that at the initial state, a notable segregation of chromium and silicon and a strong segregation of molybdenum and phosphorus are observed on the grain boundaries. According to the results of the Auger electronic Table 19.3 Irradiation effect on the chemical composition modification of the grain body and sub-boundary zones of steel 304 at the temperature of 300 ∞C Element
Fe Cr Ni Mo Mn Si C P S
EDA TEM (mass %) Initial state
Initial state
Grain body
Auger electron analysis (at.%) 5 ¥ 1021 n/cm2, grain boundary Grain boundary
Base 18.54 8.28 0.32 1.52 0.55 0.069 0.023 0.021
62–64 24–25 9 1.7–1.9 n/d 1 n/d 0.8 n/d
61 16 15–16 1 n/d 4.2–4.5 n/d 1.1 n/d
EDA – energo-dispersion analysis n/d – not determined
5 ¥ 1021 n/cm2
Grain body
Grain boundary
Grain body
Grain boundary
69.39 19.58 7.75 0.18 n/d 1.08 n/d 0.04 n/d
74.9 16.4 7.8 n/d n/d n/d n/d 0.7 n/d
68.4 18.7 8.43 1.53 n/d 1.25 n/d 0.06 n/d
60.6 14.2 14.1 0.2 n/d 8.3 n/d 1.9 n/d
Corrosion damage to 18Cr-9Ni-Ti steel
285
analysis, the segregation of chrome is not confirmed. However, the data of the energo-dispersion analysis show that after irradiation, the grain boundaries are depleted in chromium, molybdenum and enriched in nickel, phosphorus and especially silicon. The results of the energo-dispersion analysis and Auger spectroscopy are in qualitative agreement. The results from both investigation methods are in a good agreement for chrome. But opposite results are obtained for nickel: in this study the grain boundary is observed to be depleted in nickel up to zero, where as, in work [7] the grain boundary is observed to be enriched in nickel. Thus, one may conclude that the radiation-induced segregation on the grain boundaries is a second significant factor affecting radiation-induced intergranular corrosion cracking.
19.4.2 Governing factors Concentration of oxygen A steam-water mixture as high as 0.2–0.5 mg/l in water and up to 20–50 mg/ l in steam due to radiolysis [1, 2] favors increasing corrosion potential with corrosion rates in intergranular channel peaks. Chlorine precipitation on the boundaries The coolant is probably the principal source of chlorine. In this case the possibility to accumulate chlorine at the steam-water interface favors the initiation of chloride cracking even when the ion-chlorine composition is <0,1 mg/l. The transmutation of sulfur in chlorine and the possible chlorine release from the disintegrated manganese sulfides is an additional although probably not as efficient source of chlorine [5]. Grain boundary poisoning with sulfur Sulfur, acting as a poison during electro-chemical processes and decreasing the repassivation rate after the oxide film ruptures, favors the initiation of the local anodic processes. The coolant and sulfur, contained in the steel and unlinked in the sulfides, are probably the principal source of the sulfur. The radiation-induced disintegration of MnS can be an additional source of sulfur as indicated in reference [5]. In several points of the degradation surface the sulfur content achieves 2.7%. Copper effect The two valent copper ions are known [1, 2] to favor chloride corrosion cracking. Besides ~0.3% copper content in the steel, copper is present in the
286
Corrosion issues in light water reactors
coolant (up to 0.03 mg/l). This quantity is sufficient to achieve the copper concentration of 6.2% on several points of the degradation surface and in the vicinity of the boundary zones.
19.4.3 Related factors Saturation Saturation of the grain boundaries with carbon and oxygen when their concentration achieves 50 at %. Effect of the steam-water interface Under operation the investigated part of the tube was alternatively cooled with water at a temperature of 5–7 ∞C below the boiling point and with a steam-water mixture at saturation temperature. Thus, this tube section was situated at the steam-water interface in the area most sensitive for corrosion cracking, due to chloride accumulation as the result of multiple drying and easy acces of oxygen. The analysis of the findings and reference data, not claiming to be original, allows us to represent the mechanism of the radiation-induced intergranular corrosion cracking of the austenitic stainless steel as follows: ∑
∑
∑
Initially, when the oxide film of metal has cracks, voids and other defects, general corrosion is going on at a relatively high rate. The low soluble corrosion products remedy gradually the oxide film defects on the grains, decreasing the area and number of the anodic regions. The anode location moves progressively to the sensitised grain boundaries. This period may be considered as incubation one [1, 2]. Furthermore the process is going at low rates corresponding to anode dissolution in the passive state. The maximum rate is observed on areas with a minimum chrome concentration resulting in pitting. As the intergranular cracks become deeper, the corrosion products inhibit access of new steam-water portions to the anodic areas and metal ion removal in the opposite direction. At the same time the access of cathodic depolariser (oxygen) is inhibited, which results in displacement of the cathodic process on the walls of the intergranular channels in the vicinity of the surface [1, 2]. Gradually the poisoning of the grain boundary with sulfur and chlorine, arising from the coolant and MnS radiation disintegration, gathers strength. The copper starts to precipitate on the surfaces of the formed intergranular cracks. The complex clusters are formed on the basis of sulfur and copper also including iron, chrome, nickel, carbon and oxygen. The radiation-induced processes of grain boundary depletion in chromium
Corrosion damage to 18Cr-9Ni-Ti steel
287
and nickel and simultaneous enrichment in titanium, phosphorus and silicon are also important. The chemical composition of the sub-boundary regions differs more and more from the chemical composition of the matrix. The nucleus of the intergranular cracks grows in length and width, affected by residual tensile weld stresses, achieving at the final stage the lentgh of some tens of millimeters and fusing in the one main transversal crack. The intergranular corrosion cracking is completed by the transversal rupture of the tube. As the superficial layer is saturated with carbon, the stresses arise as a result of local lattice distortion, change of coefficient of temperature expansion and so on. In this case the longitudinal cracks appear on the outer tube surface and the below-surface corrosion is initiated in the superficial layer. The intergranular corrosion moves gradually in the corrosion cracking. Acidity of the crack peaks environment increases due to the radiolitic formation and accumulation of nitric acid. The cleavage effect, arising from the complex clusters (or phases) on the basis of sulfur and copper, introduces an additional contribution in the further opening and growth of the intergranular cracks [2].
19.5
Conclusions
1. After 25 years of operation an important corrosion of the outer surface of the measurement channel tube has occurred. 2. The corrosion failure of the tube is evidently a function of coolant density and entailed carbonisation depth of the superficial layer. 3. The neutron irradiation effect is not a main factor in increasing the base metal sensitivity of the measurement channel to the intergranular corrosion and corrosion cracking. 4. The main causes of the intergranular corrosion cracking are: (1) residual tensile weld stresses; (2) austenite sensitisation in the vicinity of weld during the welding; (3) radiation-induced low-temperature sensitisation under irradiation; (4) radiation-induced segregation and depletion on the grain boundaries. 5. The chemical composition of the grain boundaries and ajacent areas of 1 mm wide after irradiation has no common concern with the initial composition of the matrix. Strong depletion in chromium and nickel and enrichment in titanium occur. The width of these zones is different following the chemical elements and, as a rule, varies from 0.2 to 1 mm. 6. The wide application of the Auger spectrometry with constructing the elemental charts of the failure surface, raster and punctual elemental spectra permitted us to pool all the data using the quantitative analysis of the element-structure features directly on the grain boundaries.
288
19.6
Corrosion issues in light water reactors
References
1. I.I. Vasilenko, R.K. Melekhov, ‘Steel Corrosion Cracking’ Academie of Sciences of Ukrain, Physico-mechanical Institute, ‘Naukova Dumka’, 1977. 2. V.P. Pogodin, V.L. Bogoyavlensky, V.P. Sentyurev. ‘Intergranular Corrosion and Corrosion Cracking of Stainless Steels in Water Environments’ Atomizdat, Moscow, 1970. 3. G.G. Ulig, R.Y. Revi, ‘Corrosion and corrosion control. Introduction to corrosion science and engineering’. Chemistry, 1989. 4. F.A. Garner, L.R. Greenwood, H.M. Chung. ‘Irradiation-induced instability of MnS precipitates and its possible contribution to IASCC in light water reactors’. Proceedings of the of 8th International Symposium on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors, August 10–14, 1997, Florida, USA, pp. 857–860. 5. Yu. D. Goncharenko, V.A. Kazakov, G.V. Filyakin, V.K. Shamardin et al. ‘Study of material properties of an assembly wrapper (Cr-18Ni-10Ti steel) of the VK-50 reactor after 30 years of operation. Proceedings of the 6th Inter-branch Conference on the Reactor Material Study, September 11–15, 2000, Dimitrovgrad, SSC RF RIAR, Russia, pp. 49–68. 6. A.A. Nazarov. ‘Steel sensibility to intergranular cracking and modern method of its estimation’, Review, ZNIIKM Prometey, 1991. 7. J.F. Williams, P. Spellward, J. Walmsley, T.R. Mager, M. Koyama, H. Mimaki, I. Suzuki. ‘Microstructural effects in austenitic stainless steel materials irradiated in a pressurized water reactor’. Proceedings of the 8th International Symposium on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors, August 10–14, 1997, Florida, USA, pp. 812–822.
20 Comprehensive investigation of the corrosion state of the heat exchanger tubes of steam generators K. V A R G A, Z . N É M E T H, A . S Z A B Ó, K . R A D Ó, D. O R AV E T Z and K. É. M A K Ó, University of Veszprém, Hungary, Z. H O M O N N A Y, E. K U Z M A N N and S. S T I C H L E U T N E R, Eötvös Loránd University, Hungary and P. T I L K Y, J. S C H U N K and G. P AT E K, Paks Nuclear Power Plant Ltd., Hungary
20.1
Introduction
In accordance with international trends, the life-cycle prolongation of the nuclear reactors type VVER-440/213 at Paks NPP is fundamental to Hungarian energy policy. Recent investigations of this issue [1] have shown an additional 20–25 years of operation is possible over the 30 years predicted earlier. This possibility may be essential in the development of the national economy. In the enhancement of the power capacity and/or a possible extension of the life-cycle, the contamination and corrosion state of the steam generators of the VVER 440/213 type pressurized water reactors are considered to be one of the decisive factors [1, 2]. During the construction of the above reactor blocks replacement of the steam generators was not taken into consideration; therefore, the replacement of even one steam generator could result in a considerable production loss and extreme investment cost. Some years ago, evaluating the primary and secondary side water chemistry data and the corrosion effects of the chemical decontamination procedures performed at NPP Paks, an intense demand emerged to perform overall estimation on the corrosion state of the steam generators, i.e. to prepare a so-called ‘corrosion map’ [3]. This ‘corrosion map’ takes a survey of the corrosion features of the heat exchanger tubes made of austenitic stainless steel in the steam generators. Owing to the fact that there are no investigation methods available for the in-situ monitoring of the inner and outer surfaces of heat exchanger tubes, a research project based on sampling as well as on ex-situ electrochemical and surface analytical measurements has been elaborated. The preliminary corrosion studies were started in 2000, and so far a systematic investigation of the corrosion state of 16 steel samples originating from different steam generators of Paks NPP has been performed [4–5]. 289
290
Corrosion issues in light water reactors
The aim of this chapter is to summarize the experimental findings on the surface characteristics (passivity, morphology, chemical composition and structure, phase composition) of the steel specimens obtained by electrochemical (voltammetry) and surface analytical (SEM-EDX, CEMS, XRD) methods.
20.2
Experimental procedure
20.2.1 Preparation of the samples The experiments have been performed on 16 austenitic stainless steel specimens (type: 08X18H10T (GOST 5632-61), outer diameter: 16 mm, average wall thickness: 1.6 mm) originating from different steam generators of Paks NPP. The main characteristics of the samples are given in Table 20.1. The surface decontamination procedure (if any) of the above tubes was carried out at Paks NPP according to the AP-CITROX technology [6–7]. From the tube samples having a length of 41–548 mm, specimens of 20 mm length were cut for the voltammetric, SEM-EDX, CEMS and XRD studies. The tube pieces were cut into two halves with the help of a saw along their diameter then – only for voltammetric and CEMS studies – planed gently. In order to keep the original oxide layer on the specimens no degreasing procedure was applied on the surfaces. The corrosion properties of the stainless steel samples prepared via the above technique were studied mainly on the inner surfaces, which were formerly in contact with the primary coolant, by electrochemical, surface spectroscopic and microscopic methods. Table 20.1 Main characteristics of the specimens Number of sample 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Year of decontamination
Year of cutting
Year of investigation
Length of the tube (cm)
2001 1996, 1997 1996 2001 2001 2001 – 2001 2001 1993 – – – – – Inactive reference sample
2002 2001 2000 2002 2002 2002 1999 2002 2001 2000 2000 2001 1998 2000 2001 1982
2002 2001 2000 2002 2002 2002 2001 2002 2001 2000 2000 2001 2001 2000 2001 2001
14.8 34.7 12.6 24.1 27.0 14.8 4.3 14.7 30.0 12.0 13.7 54.8 4.1 12.6 40.5 4.65
Corrosion state of heat exchanger tubes
291
20.2.2 Investigation of the corrosion state of tube specimens by voltammetry The passivity of the tube samples was studied by the potentiostatic polarization method. The experiments were carried out by the means of a VoltaLab 40 (RADIOMETER) type electrochemical measuring system controlled by a PC. To perform these investigations a special electrochemical cell was developed. In the course of potentiostatic polarization experiments the potential (E) of the specimen (working electrode) was continuously shifted towards anodic direction at a constant rate of 10 mV·min–1 and the current density (i) related to the inner surface area of the specimen was recorded. The measurements were carried out in boric acid solution (c = 12 g·dm–3) in argon gas atmosphere (99.999 v/v % Ar). The schematic of the measuring system, the detailed experimental procedure and the determination of the corrosion parameters (such as corrosion potential (Ec), corrosion current density (ic), and corrosion rate (vc)) derived by the so-called Stern method are described in our earlier work [7]. In addition, the average value of the passivity current density (ipass) was determined in the potential range of 0.60–0.80 V. The electrode potential values quoted in this paper are given on the saturated calomel electrode (SCE) scale.
20.2.3 Study of the surfaces by SEM-EDX method The morphology and chemical composition of the oxide layer developed on the inner surfaces of the 16 stainless steel specimens were studied by scanning electron microscopy (SEM), equipped with an energy dispersive X-ray microanalyzer (EDX) (Type: JEOL JSM-50A, controlled with Röntec EDR 288 software). In case of each specimen having a length of 20 mm, two different surface areas were studied by making use of the combined SEMEDX equipment. The comparative evaluation of surface morphology was performed by analyzing the SEM micrographs obtained at two different magnifications, M = 3000 and M = 1000 respectively. The chemical composition of the sample surfaces was determined at least on two different areas of 1 mm2 by EDX method.
20.2.4 CEMS analysis of the surface oxide layers The 16 samples cut out from the heat exchanger tubes of the steam generators were measured by Conversion Electron Mössbauer Spectroscopy (CEMS) in order to determine the phase composition of the surface oxide layers. The CEMS method is based on the recoilless nuclear absorption of the 14.4 keV g-rays of 57Fe in the surface oxide layer, followed by the emission of conversion electrons upon de-excitation of the 57Fe nucleus. The surface selective
292
Corrosion issues in light water reactors
measurement is guaranteed by the detection of low energy conversion electrons (<7 keV). The CEMS spectra were recorded at room temperature with a conventional Mössbauer spectrometer (Wissel) in constant acceleration mode. The conversion electrons were detected with a constant-flow type proportional counter specially designed for CEMS technique (Ranger). The counter gas was a mixture of 96% He and 4% methane. A 57Co(Rh) source provided the g-rays. Calibration was done by measuring an a-Fe foil in transmission mode, which is the reference of the isomer shifts given in this chapter. Due to the absorption of the conversion electrons, information can be obtained from the ~300 nm thick surface layer of the samples. The error of the determination of the phase composition is ±5%; however, this does not include the depth dependent sensitivity of the detection process. Therefore the phase composition (i.e., iron content of the different phases) obtained is always an integral composition of the 300 nm thick surface layer, which contains an exponential weighing according to the depth of the particular phase.
20.2.5 XRD phase analysis XRD as a standard technique in metallurgy was applied to show the formation of the a-phase in the austenitic steel. The XRD measurements were carried out with a PHILIPS PW3710 type diffractometer (CuKa X-rays, voltage: 40 kV, current: 40mA, goniometer speed: 0.02∞/s). Both the inner and outer surfaces were analyzed for almost all samples. Taking into account the absorption characteristics of the CuKa X-rays (~8 keV), the phase analysis refers to a ~30 mm thick surface layer, which is 100 times larger than in the case of the CEMS method. The exact quantitative phase analysis is hindered by depth dependent sensitivity and, in addition, by texture of the samples, possible existence of amorphous components, uneven surface, etc. The relative error of the determination of crystalline phases may be estimated as ±5%. Non-crystalline phases, like amorphous Fe-oxides, -oxihidroxides cannot be analyzed. Their presence is indicated mostly by line broadening and an increase in the baseline intensity.
20.3
Results and discussion
20.3.1 Investigation of the corrosion state of tube specimens by voltammetry Some illustrative potentiostatic polarization curves of the stainless steel specimens originating from different steam generators of the Paks NPP
Corrosion state of heat exchanger tubes
293
measured in boric acid solution can be seen in Fig. 20.1. All the I vs. E curves were evaluated and the Ec, ic, vc and ipass values for all specimens were calculated. The main corrosion parameters are summarized in Table 20.2. As clearly seen from the corrosion data summarized in Table 20.2, the inner surfaces of the samples have a passive character in a wide potential interval next to the corrosion potential. The calculated corrosion rate is very low, and the corrosion current density does not exceed the value of ic = 4 ¥ 10–7 A·cm–2. A careful inspection of the above data, however, reveals that the potentiostatic polarization behavior of samples 2, 3 and 10 differs significantly from the others. The average corrosion rate of their inner surface is beyond the values determined for the other samples (see Table 20.2). At this point it should be emphasized that the tube samples exhibiting unfavorable corrosion state were decontaminated earlier – in some cases more than once – by the APCITROX technology at Paks NPP [6–7]. The tube sample 9 was also decontaminated, but immediately before the cutting procedure, so the parameters characterizing its passivity are still favorable. Similarly, the data derived from the potentiostatic polarization curves in Fig. 20.1 confirm that the corrosion parameters of the samples decontaminated in 2001 – about one year before cutting – are as good as the ones not decontaminated earlier. The average corrosion rates of the inner surfaces of samples 1, 4, 5, 6 and 8 can be qualified similarly to the samples showing excellent corrosion features (e.g., the inactive reference sample (16) and samples 7, 11, 12, 13,
Igi/A (cm–2)
–5 –6 –7 –8 1 –9
4
8
5
6 –0.4
–0.2
0
0.2 E/V
0.4
0.6
0.8
20.1 Potentiostatic polarization curves measured at the inner surface of samples 1, 4, 5, 6 and 8 in boric acid solution (c = 12 g · dm–3). Scan rate: 10 mV · min–1.
294
Determined corrosion parameters
Ec(mV) Ic (nA·cm–2)
Number of specimens 1 2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
–82.8
–55.7
60.5
0.7
371.3
–64.8
143.7
307.6
–30.9
200.8
312.2
–115.7
119.4
–15.9
–68.4
–126.5
35.0
300.4
335.0
37.7
37.4
37.5
40.7
60.2
49.3
160.0
25.0
70.4
33.4
–
63.3
35.1
ip (mA · cm–2)
0.50 106.3
Vc (mm · year–1)
0.4
3.5
>1 3.9
0.83
0.38
0.4
0.4
<1 0.4
0.81
0.92
1.18
0.5
0.7
0.6
<1 1.8
<1 0.3
1.81
0.55
<1
1.86
0.65
0.8
0.4
<1.8
0.7
0.4
Corrosion issues in light water reactors
Table 20.2 Corrosion parameters determined from voltammetric curves
Corrosion state of heat exchanger tubes
295
14 and 15). The latter tube samples have never been decontaminated and so their average corrosion rates are extremely low (vc < 0,8 mm/year); even better than the literature data which were measured for the stainless steel type 08X18H10T (GOST5632-61) in water solutions at temperatures of 280– 350 ∞C [8].
20.3.2 Study of the surfaces by SEM-EDX method The morphology and chemical composition of the inner surfaces of the specimens were studied by SEM-EDX method. The data measured have proved that the samples 2, 3 and 10 which were decontaminated a few years ago, have very similar surface characteristics. Some typical SEM-EDX results regarding this group of samples are illustrated by the findings gained in the case of sample 3 (see Figs 20.2–20.3). The protective oxide layers formed on the surfaces of the above samples are compact, thick (thickness > 1 mm), nevertheless contain many cracks and scattered deep failures. No presence of any deposited crystals can be identified on the oxide films. The SEMEDX data show that these oxide layers exhibit amorphous character and are rich in chromium and nickel. (The above statement is confirmed by the CEMS results, which provide evidence that amorphous iron-hydroxide (Fe(OH)3) is the dominant component in the passive layer.) The results for the inner surface of sample 9 reveal that the surface layer found on the freshly decontaminated sample is compact, covered mainly
20.2 SEM micrograph (3000¥) of the surface morphology of sample 3.
296
Corrosion issues in light water reactors
20.3 EDX spectrum measured on the surface of sample 3.
with amorphous protective oxide layer, on which large crystals can be sparsely observed. The size of some crystals exceeds the 10 mm value. The thickness of the base oxide layer is below 0.5 mm, and the oxide film is contaminated by a significant amount of manganese. As this sample was decontaminated immediately before cutting, it is possible that the manganese – probably in the form of MnO 2 – remained on the surface after the AP-CITROX decontamination procedure. On surfaces of the samples 7, 11, 12, 13, 14, 15, as well as of the inactive reference sample (16) there is a thin (thickness less than 0.5 mm) passive layer with excellent protective characteristics. In the majority of the samples cracks cannot be identified and the surface consists of decisively crystalline phases (probably magnetite and hematite). Some illustrative results for the above group are shown in Figs 20.4–20.5, which summarize the data measured on sample 12. In case of the samples (1, 4, 5, 6 and 8) which were decontaminated in 2001 – about one year before sampling – a medium thick or thick (≥ 1 mm) compact layer showing basically amorphous structure can be observed. There are no crystalline deposits on the surfaces, and the chromium enrichment in the various oxide layers is varied but significant. A little nickel enrichment can also be observed in the case of the most samples. It is to be noted that a deposit (probably Fe-oxide) with spongy structure covers the main part of the surface of sample 6.
Corrosion state of heat exchanger tubes
297
20.4 SEM micrograph (3000¥) of the surface morphology of sample 12.
20.5 EDX spectrum measured on the surface of sample 12.
298
Corrosion issues in light water reactors
20.3.3 Phase analysis of the surface oxide layers by CEMS
Counts (arbitrary units)
Figures 20.6–20.7 show 57Fe-CEMS spectra of some selected samples. The results of the phase analysis are summarized in Table 20.3 for all the 16 samples. It was found that on the inner surface of samples 7, 11, 13, 14, and 15 the dominant magnetic phases are magnetite and/or hematite (see Fig. 20.6 for sample 7). Magnetite is represented by two sextets in the Mössbauer spectra due to two different cationic sites for iron in the spinel structure, while hematite can be described with one sextet only. The Mössbauer parameters obtained for these phases (especially for magnetite) were slightly different from the literature data on the pure compounds, which was attributed to the effect of Cr- and Ni-substitution.
13050000 13000000 12950000 12900000 12850000 12800000 –8.0
–4.0 0 4.0 Velocity (mm/s)
8.0
20.6 CEMS spectrum measured on the inner surface of sample 7.
Counts (arbitrary units)
10580000 10560000 10540000 10520000 10500000 10480000 –8.0
–4.0 0 4.0 Velocity (mm/s)
8.0
20.7 CEMS spectrum measured on the inner surface of sample 2.
Corrosion state of heat exchanger tubes
299
Table 20.3 Percentage phase distribution on the specimens’ surfaces determined from the CEMS spectra Number of sample 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Phases (m/m%) Steel (austenite)
g-FeOOH/Fe(OH)3
Fe3O4
a-Fe2O3
50 29 38 20 14 42 25 13 57 54 53 50 20 21 22 93
32 71 62 36 40 42 36 63 23 46 13 27 18 17 19 7
18 – – 44 46 16 24 24 – – 13 – 15 27 22 –
– – – – – – 15 – 20 – 21 23 47 35 37 –
Magnetite was missing on the inner surface of samples 9 and 12, while on samples 2, 3, 10, and 16 magnetic phases could not be found at all within experimental uncertainty (Fig. 20.7). The phase analysis of the samples, which were subjected to a decontamination process a year before this CEMS study (1, 4, 5, 6, and 8), reveals various amounts of magnetite besides the austenitic bulk steel in the upper 300 nm layer. In these samples the dominant magnetic phase is undoubtedly the magnetite, however, at the statistics of the spectra, the presence of 5–10% hematite cannot be excluded. In addition to the magnetic phases and/or the bulk steel, the presence of another paramagnetic phase was made obvious by the spectrum evaluations in all samples. This phase could be evaluated by a doublet with parameters isomer shift, d = 0.35–0.45 mm/s and quadrupole splitting, D = 0.6–0.8 mm/ s. This may allow an assignment to lepidocrocite (g-FeO(OH)) or amorphous iron(III)-hydroxide (Fe(OH)3). Since XRD did not show anything which might correspond to this phase (i.e. the crystalline lepidocrocite), we assigned it to amorphous Fe(OH)3. The presence of the a-phase (ferrite, martensite) could not be confirmed in the upper 300 nm layer besides the oxide phases by CEMS. Interestingly, however, when the surface was cleaned from the oxide layer (inner and outer surface of sample 3, outer surface of sample 14), the ferrite phase showed up. The relative amount of this phase (i.e., that of iron contained in the phase) was very significant, namely 60% and 50% on the outer and inner
300
Corrosion issues in light water reactors
surface of sample 3, respectively, and 22% on the outer surface of sample 14. The appearance of the a-phase can be attributed to various mechanical effects (cold rolling, shaping, polishing), high temperature effects such as welding, and possibly irradiation in the reactor, etc. It can be assumed that the phase transformation observed at the surface might have spread over into deeper regions of the bulk steel. This is supported by the XRD results in the next chapter. Since the penetration depth of the applied X-rays is about two orders of magnitude higher than that of the conversion electrons, one can conclude that the g to g phase transformation is a bulk phenomenon in the samples studied.
20.3.4 XRD analysis The inner and outer surfaces of all the samples (except 3, 10, 11, 14) were investigated by XRD. The primary goal of the XRD studies was to detect the a-phase, if there is any, at the inner and outer surfaces of the samples. In the group of the investigated radioactive samples, the ferrite phase could undoubtedly be shown on the inner surface of samples 1, 4, 5, and 12, as well as on the outer surface of sample 13. It is remarkable that the presence of the a-phase was convincingly shown on both the inner and outer surface of the inactive reference steel sample (16), too. Because of the partial overlapping of the main XRD reflections of the austenite and ferrite phases, the presence of ferrite in the other samples cannot be excluded up to ~7%.
20.4
Conclusions
In the framework of the comprehensive investigation of the general corrosion state of heat exchanger tubes, 16 samples originating from different steam generators of Paks NPP have been studied. The main characteristics of the samples are summarized in Table 20.4. From the electrochemical (voltammetric) and surface analytical (SEM-EDX, CEMS, XRD) experiments the following general statements can be made: ∑ ∑
The samples studied – based on their general corrosion state (corrosion rate, thickness as well as chemical and phase compositions of the protective oxide layer) – may be classified into three groups. Comparing the phase compositions of the inner (primary circuit side) and outer (secondary circuit side) surfaces, one can conclude that despite the targeted reductive heat carrier medium, magnetite is very rarely found in the protective oxide layer on the inner surfaces. In contrast, magnetite is a dominant phase at the secondary circuit side. (The latter can be explained if one takes into account that the steel used in the secondary circuit is basically carbon steel.) A common phase component
Table 20.4 Main corrosion and metallographic characteristics of the steel specimens studied Number of sample
Thickness (mm) of the oxide layer formed on the inner surface
CEMS phase distribution (%) on the inner surface
Presence of the a-phase (ferrite, martensite)* on the outer surface
Remark on decontamination
Year of investigation
1
ª 0.5
£ 0.5
Fe(OH)3 – 32 Fe3O4 – 18 austenite – 50
+ (XRD, 19%)
– (XRD)
Decontaminated (2001)
2002
2
ª 3.5
>1
Fe(OH3)3 – 71 austenite – 29
– (XRD)
–(XRD)
Decontaminated (1996, 1997)
2001
3
ª 3.9
>1
Fe(OH)3 – 62 austenite – 38
+ (CEMS, 50%)
+(CEMS, 61%) (XRD)
Decontaminated (1996)
2000
4
ª 0.4
>1
Fe(OH)3 – 36 Fe3O4 – 44 austenite – 20
+(XRD, 11%)
–(XRD)
Decontaminated (2001)
2002
5
ª 0.4
>1
Fe(OH)3 – 40 Fe3O4 – 47 austenite – 13
+(XRD, 6%)
–(XRD)
Decontaminated (2001)
2002
6
ª 0.4
>1 (Feoxide deposits)
Fe(OH)3 – 42 Fe3O4 – 16 austenite – 42
–(XRD)
–(XRD)
Decontaminated (2001)
2002
7
ª 0.5
<0.5
Fe(OH)3 – 36 Fe3O4 – 24 Fe2O3 – 15 austenite – 25
–(XRD)
–(XRD)
–
2001
Corrosion state of heat exchanger tubes
Average corrosion rate of the inner surface (mm/year)
301
302
Table 20.4 Continued
13
Average corrosion rate of the inner surface (mm/year)
Thickness (mm) of the oxide layer formed on the inner surface
CEMS phase distribution (%) on the inner surface
Presence of the a-phase (ferrite, martensite)* on the outer surface
Remark on decontamination
Year of investigation
8
ª 0.6
>1
Fe(OH)3 – 63 Fe3O4 – 24 austenite – 13
–(XRD)
–(XRD)
Decontaminated (2001)
2002
9
ª 0.6
<0.5
Fe(OH)3 – 23 Fe2O3 – 20 austenite – 57
–(XRD)
–(XRD)
Decontaminated (2001)
2001
10
ª 1.8
>1
Fe(OH)3 – 46 austenite – 54
NA
NA
Decontaminated (1993)
2000
11
ª 0.3
<0.5
Fe(OH)3 – 13 Fe3O4 – 13 Fe2O3 – 21 austenite – 53
NA
NA
–
2000
12
ª 0.8
<0.5
Fe(OH)3 – 27 Fe2O3 – 23 austenite – 50
+(XRD, 7%)
–(XRD)
–
2001
ª0.4
£0.5
Fe(OH)3 – 18 Fe3O4 – 5 Fe2O3 – 47 austenite – 20
–(XRD)
+(XRD, 23%)
–
2001
Corrosion issues in light water reactors
Number of sample
Table 20.4 Continued Number of sample
Thickness (mm) of the oxide layer formed on the inner surface
CEMS phase distribution (%) on the inner surface
Presence of the a-phase (ferrite, martensite)* on the outer surface
Remark on decontamination
Year of investigation
14
< 1.8
<0.5
Fe(OH)3 – 18 Fe3O4 – 26 Fe2O3 – 35 austenite – 21
NA
+(CEMS, 22%)
–
2000
15
ª 0.7
<0.5
Fe(OH)3 – 19 Fe3O4 – 22 Fe2O3 – 37 austenite – 22
–(XRD)
–(XRD)
–
2001
16
ª 0.4
<0.5
Fe(OH)3 – 7 austenite – 93
+(XRD, 13%)
+(XRD, 7%)
Inactive reference sample
2000
NA: not available; – : not detectable; + : detectable
Corrosion state of heat exchanger tubes
Average corrosion rate of the inner surface (mm/year)
303
304
∑
Corrosion issues in light water reactors
in all investigated samples is the amorphous Fe(OH)3. This is most characteristic on the inner surface of the samples (2, 3, and 10) which were decontaminated earlier by the AP-CITROX procedure resulting in a weaker corrosion resistance of the steel. The effect of chemical decontamination on the corrosion state of the inner surface of the samples can be summarized as follows: All the samples classified to the group having less favorable corrosion state were decontaminated earlier by the AP-CITROX technology. During the application of the AP-CITROX method in the plant environment the chemical treatment of the steel surface is inhomogeneous, the quasi equilibration dissolution of the iron content from the surface oxide layer during the oxalic-acid – citric-acid treatment cannot assure. In the knowledge of the technological parameters (0.4 cm3/cm2 decontamination solution to treated steel surface area ratio, temperature not more than 95 ∞C) and considering the solubility of the Fe(II)-oxalate in hot water (0.026g/100 cm3 water) [9], it is probable that during the chemical treatment a considerable amount of Fe(II)-oxalate precipitates on the inner surface of the heat exchanger tubes. Moreover, a significant part of the Fe(II)oxalate deposits cannot be eliminated even during the cleaning and passivation steps of the AP-CITROX technology. After the decontamination the heat exchanger tubes are open to the air for a longer period of time, consequently, the inner surfaces are covered with an aqueous solution (in some cases with a mixture of steam and water) saturated in dissolved O2. During this time period, a considerable amount of amorphous Fe(III)hydroxides is formed from the Fe(II)-species in the surface region of the protective oxide-layer. Therefore, a part of the iron originally bound in the form of stable oxides (magnetite, spinel, hematite) has been transformed into amorphous Fe(III)-hydroxides and remained on the surface oxide layer as an undesired result of the decontamination technology. The amorphous Fe(III)-hydroxide layer is however loosely bound (mobile) on the surface; consequently, this ‘hybrid’ structure of the amorphous and crystalline phases in the oxide layer may meaningfully influence the extent of the radioactive contamination and the amount of the corrosion products in the coolant of primary circuit.
20.5
Acknowledgements
This work was supported by the Paks NPP Co. Ltd. (Paks, Hungary), and the Hungarian Science Foundation (OTKA Grant No. T 031971/2000).
20.6
References
1. T. Katona, S. Rátkai, Á. Bíró Jánosiné and Cs. Gorondi, Fizikai Szemle 11, 341 (2001).
Corrosion state of heat exchanger tubes
305
2. D. Bodansky, Nuclear energy, AIP Press Woodbury, New York, 1996. 3. Gőzfejlesztő dekontaminálások kritikai értékelése és hőátadó csőminták korróziós vizsgálata (Report in Hungarian), University of Veszprém, Reg. No: 01850-140, Veszprém, Hungary, 2000. 4. K. Varga, Z. Németh, A. Szabó, D. Oravetz, P. Tilky, J. Schunk, Magy Kém. Folyóirat 108, 444, 2002. 5. Z. Homonnay, E. Kuzmann, S. K. Sticleutner, É. Makó, K. Varga, Z. Németh, A. Szabó, P. Tilky, J. Schunk and G. Patek, Magy Kém. Folyóirat 108, 449, 2002. 6. K. Varga, P. Baradlai, G. Hirschberg, Z. Németh, D. Oravetz, J. Schunk and P. Tilky, Electrochim. Acta 46, 3783, 2001. 7. K. Varga, Z. Németh, J. Somlai, I. Varga, R. Szánthó, J. Borszéki, P. Halmos, J. Schunk and P. Tilky, J. Radioanal. Nucl. Chem. 254 (3), 589, 2002. 8. V.V. Geraszimov and A. Sz. Monahov, A nukleáris technika anyagai, (in Hungarian) Műszaki Könyvkiadó, Budapest, 1981. 9. CRC Handbook of Chemistry and Physics (Editor: D. R. Lide), CRC Press, London, 1994.
21 Stress corrosion cracking of a Kori 1 retired steam generator tube H. P. K I M, S. S. H WA N G, D. J. K I M, J. S. K I M, Y. S. L I M and M. K. J O U N G, Korea Atomic Energy Research Institute, Korea
21.1
Introduction
Kori 1 is a pressurized water reactor (PWR) with two recirculating steam generators and an electrical capacity of 600Mwe. Each steam generator has 3388 steam generator tubes which were expanded to a full depth by mechanical roll expansion. It has been operated since 1978 and its steam generators were replaced in 1998 because of an extensive degradation of the steam generator tube made of a low temperature mill annealed (LTMA) Alloy 600. The main forms of the degradation of the tubings were pitting, primary water stress corrosion cracking (PWSCC), outer diameter stress corrosion cracking (ODSCC) and intergranular attack (IGA). To mitigate the degradation of the steam generator tubing in Kori 1, the preheater made of copper alloy and the condenser were replaced in 1988 and chemical cleaning was applied in 1990 and secondary water chemistry was improved. Furthermore, to assure the integrity of the steam generator tubes, plugging, sleeving and finally a steam generator replacement were performed. This chapter addresses the evolution trends of the retired Kori 1 steam generator tube degradation such as pitting, PWSCC, and ODSCC based on the repair of the tubings and presents a failure analysis of the tubes extracted from Kori 1.
21.2
Experimental method
The numbers of steam generator tubes repaired via either plugging or sleeving in Kori 1 during each overhaul period were classified according to the degradation mechanism. Statistical distributions of each failure mechanism were plotted using the Weibull distribution, which was found to be the optimum for characterizing the corrosion of steam generator tubes [1]. Failure analysis of the tubes extracted from Kori 1 was performed to clarify the degradation mechanism and to establish remedial actions. The extracted tubes that were selected based on the eddy current test (ECT) 306
Stress corrosion cracking
307
signal during in-service inspection (ISI) were transferred to a hot laboratory at the Korea Atomic Energy Research Institute. Non-destructive examinations covering a visual inspection and a laboratory ECT were carried out and then destructive examinations followed. Chemical compositions of the sludge on the tube sheet were analyzed by inductively coupled plasma atomic emission spectroscopy (ICP-AES) and ion chromatography (IC) and structure of the sludge on tube sheet was analyzed by a X-ray diffractometry (XRD). Chemical compositions of the corrosion product on the tube and fracture surface were analyzed by SEM-EDS and Auger electron spectroscopy (AES).
21.3
Results and discussion
21.3.1 Pitting The number of tubes repaired due to pitting as a function of an effective full power year (EFPY) is shown in Fig. 21.1: 419 tubes were plugged due to pitting in 1985 for the first time since it began operation in 1978. The number of tubes plugged due to pitting decreased for the next two fuel cycles until 1988 and then increased until 1990 and then finally decreased. To mitigate the pitting in the SG tubes, both the condenser and the preheater with copper as the major alloying element in the secondary side were replaced in 1988. Analysis of the sludge on the secondary side in 1985 showed that the sludge contained a large amount of copper. Ingress of sea water into the
Number of tubes repaired due to pitting
500 Chemical cleaning in 1990 400
300
200
100
Sea water ingress Material and condenser replacement in 1988
0 0
2
4
6
8 EFPY
10
12
14
21.1 Number of tubes repaired with EFPY for pitting.
308
Corrosion issues in light water reactors
steam generator through the condenser tube made of copper alloy occurred until 1988 and then dramatically reduced after the replacement of the condenser made of copper alloy with that of Ti alloy in 1988. Ingress of sea water led to an accumulation of the chloride ion in the sludge on the tube sheet. A combination of the chloride ion and oxidizing agents such as copper seems to enhance pitting. Even though ingress of sea water into the steam generator virtually stopped and the material with a copper source in the secondary side was replaced in 1988, the pitting rate increased during the period from 1988 to 1990, so a chemical cleaning of the secondary side steam generator was performed in 1990. After the chemical cleaning, the pitting rate decreased until the steam generators were replaced in 1998. A cumulative Weibull distribution showing the fraction failed versus time for the pitting on the secondary side is shown in Fig. 21.2. The cumulative Weibull distribution clearly shows that the pitting trend remained unchanged during the period from 1985 to 1990 even though the condenser and preheater on the secondary side were replaced in 1988 and ingress of sea water had almost stopped after the condenser replacement. However, the pitting trend in the cumulative Weibull distribution changed after the chemical cleaning in 1990, suggesting that the chemical cleaning had removed the chloride ion and/or copper in the sludge. Three tubes (R26C38, R28C53 and R36C45) were extracted in 1988 and one tube (R25C29) in 1992 because of the pitting in the secondary side. A cross-sectional area showing a pit under a sludge pile is shown in Fig. 21.3. In Fig. 21.3, some pitting indicated by the solid arrow, has penetrated through the wall, leading to a leak of the primary water, while other pitting, indicated
Fraction of tube
Chemical cleaning
0.1
5
10 EFPY
15
20
25 30
21.2 Fraction of tubes failed vs. time in Weibull plot for pitting.
Stress corrosion cracking
309
Primary side
Secondary side
21.3 Pits in extracted tube, through wall pit is indicated by solid arrow and partially through walled pits are indicated by dotted arrows on cross section of tube.
by dotted arrow, has partially penetrated the tube. Schematic profile of sludge pile on top of tubesheet is shown on left hand side of the steam generator tube and pit position represented by closed circle is plotted with angle from arbitrary reference point and height from top of tubesheet on right hand side of the steam generator tube in Fig. 21.4. All the pits were located within the sludge pile on the tube sheet (Fig. 21.4), suggesting that the pitting had occurred due to the concentrated impurities such as the copper compound and the chloride ion at the interface between the tube and the sludge pile. Corrosion products within a pit in the pulled out tubes can be classified into two types based on their appearance. One is generally a dark corrosion product and the other is a layered corrosion product composed of metallic copper bands within the oxide. The corrosion product is shown by a bright band. The bright image matches well with the copper mapping. The numbers of copper bands in a corrosion product in a pit were generally fewer than the number of outages, therefore it might be related to the number of outages. However, a copper band in a corrosion product in a pit could be formed in a static autoclave test in a laboratory. So, the formation of a copper band in a pit for an extracted tube seems to be independent of the number of outages. A mechanism for the copper band formation is proposed. An anodic reaction proceeds at the inner surface of the pit. A cathodic reaction proceeds at the corrosion product in the pit and on the free surface around the pit. Based on the fact that metallic copper band in the corrosion product is found in the pit, it can be presumed that copper ion should migrate into the pit. However, migration of the positively charged copper ion into the pit might not be feasible because the inside of the pit has excess positive charge that is
310
Corrosion issues in light water reactors Steam generator tube 360∞
Profile of sludge pile
270∞
3.2 315∞ 3.2 191 158
180∞
0∞
42∞ 3 5.4 182∞ 3 31 178∞ 2.5 4.5 15 115 110 115 235∞
Tubesheet
90∞
168 1 111 41∞
Top of the tubesheet
Tubesheet
S/G B Hot leg R 28C 53
21.4 Schematic profile of sludge pile on top of tubesheet is shown on left hand side of the steam generator tube and pit position represented by closed circle is plotted with angle from arbitrary reference point and height from top of tubesheet on right hand side of the steam generator tube.
produced by dissolution of the inner surface of the pit. So, negatively charged copper complex, which might be copper chloride complex, is introduced to explain the presence of metallic copper band. Formation of copper chloride complex is thermodynamically possible [2]. The negatively charged copper complex and chloride ion move into the pit from the free surface to satisfy the charge neutrality. The dominant cathodic reaction would be an oxygen reduction if the concentration of the negatively charged copper complex is less than the critical concentration, and the negatively charged copper complex would hardly be reduced. So, the corrosion product without a copper band is formed in the pit. A cathodic reaction of the negatively charged copper complex in addition to the oxygen reduction would start at the surface of the corrosion product surface in the pit and form the copper band, if the concentration of the negatively charged copper complex reaches a critical concentration. The layered copper band in the corrosion product seems to be formed by a repetitive action of the above two processes. An electron microprobe was used to analyze the polished cross section of the pit. The analysis shows small but widely distributed amounts of both sulfur and lead in the corrosion product. Significantly there was no sodium and essentially no chloride in the corrosion product. The major elements were chromium and nickel. However, the nickel content is low throughout
Stress corrosion cracking
311
the deposit. Average ratio of the chromium over the nickel in the corrosion product is 23.9, while that in Alloy 600 is 0.22. This fact indicates that the corrosion product in the pit was enriched in chromium as compared to nickel relative to the nominal composition of the Alloy 600. Many previous works have suggested that chromium is enriched on the outer layer of the corrosion product for Alloy 600 in an acidic environment while nickel is enriched on the outer layer in an alkaline environment relative to the chemical composition of the Alloy 600 [3–5]. Therefore, the pitting in the extracted tube occurred in an acidic environment. Analysis of the extracted tube (R25C29) in 1992 shows that the chemical cleaning performed in 1990 removed the copper deposit on the free surface but could not remove the corrosion product within a pit, probably due to the low accessibility of the chemical cleaning solution into the pit.
21.3.2 PWSCC A cumulative Weibull distribution showing the fraction failed versus time for a PWSCC near the tubesheet on the primary side is shown in Fig. 21.5. SG tubes were repaired due to PWSCC for the first time in 1990. The hot leg temperature of Kori 1 is 319 ∞C. The Weibull characteristic time and slope is 25 years and 4.5, respectively. While the mean value of the Weibull characteristic time and slope of the other plants with a hot leg temperature (Thot) of 324–326 ∞C are 11.3 years and 4.3, respectively. The Weibull characteristic time for a PWSCC of Kori 1 with Thot = 319 ∞C is 25 years and considerably higher than that of the other plants with Thot = 324–326 ∞C.
Fraction of tubes
0.1
Slope = 4.5 theta = 25
0.01
1E-3 1
10 EFPY
21.5 Weibull plot for PWSCC of Kori 1 (retired).
312
Corrosion issues in light water reactors
This is consistent with the suggestion that a decrease in the temperature increases the value of the Weibull characteristic time. However, the Weibull slope for PWSCC of Kori 1 is almost the same as that of the other plants with a higher temperature, even though there was a suggestion that the Weibull slope increases with temperature. At present, it is unclear what caused such a situation. Two tubes (R11C45 and R16C35) were extracted because of PWSCC from Kori 1 in 1992. All the PWSCC in the extracted tubes was located at the roll transition as indicated by the ECT during an ISI. Three axial cracks were found on the R11C45 tube where one crack had penetrated through wall and the other two cracks had partially penetrated. Several circumferential PWSCC was found within a band at the roll transition on the R16C35 tube. Maximum depth of the circumferential PWSCC is about 53%. Lead, sulfur and chloride detected by a wave dispersive spectroscopy (WDS) in the corrosion product in the primary side near the through wall cracked PWSCC seems to have migrated from the secondary side through the through wall PWSCC. Primary water in Kori 1 has been controlled according to the EPRI guidelines. The low temperature mill annealed (LTMA) Alloy 600 is less resistant to PWSCC when compared to the high temperature mill annealed Alloy 600 or thermally treated Alloy 600 [6]. Residual stress at the roll transition is higher than that at the explosive or hydraulic expansion transition [7]. So, the lower PWSCC resistance of the LTMA Alloy 600 in Kori 1 may be attributed to the microstructure with an intragranular carbide and the roll expansion when compared to the other plants.
21.3.3 ODSCC A tube (R27C34) was pulled out because of ODSCC in Kori 1 in 1994. Even though ODSCC or PWSCC at the expansion transition were not indicated by the ECT during the ISI, it was presumed that ODSCC or PWSCC at the expansion transition would be found upon a destructive analysis because of the high residual stress at the roll transition. However, the destructive analysis shows that all the ODSCC proceeded above the expansion transition within the sludge pile and no ODSCC was found at the roll expansion transition. Destructive examination of the tubes shows that the intergranular corrosion attack (IGA) is confined to near the top of the tubesheet (TTS) (TTS ± 2 mm), IGA and ODSCC are observed in a region from TTS to TTS + 50 mm, and ODSCC is found in a region from TTS + 50 mm to TTS + 72 mm as shown in Fig. 21.6. Maximum depth of the ODSCC was about 60% of the tube thickness at a location from TTS to TTS + 50 mm and 100% in a region from TTS + 50 mm to TTS + 72 mm. ODSCC rate is fast just below the top of the sludge, suggesting that the impurities concentrate preferentially in that region where wetting and boiling occurs but that the secondary water may
Stress corrosion cracking
313
Top +91 +76 +70
+50
+20
TTS
Bottom
–10
21.6 ODSCC in R27C34 tube.
not penetrate below that region because the deposit might adhere very tightly to the tube for the secondary water to penetrate or because a steam phase always exists once the height of the sludge pile reaches 70mm above the TTS. Scratch, acting as a stress riser was not observed in the tube. The secondary water chemistry was subject to volatile treatment with ammonia and hydrazine. The environment near an ODSCC was estimated to be caustic based on a chemical analysis of the leachates from the tube surface as well as AES analysis and the hideout and return data. Litmus paper was pressed on to the deposit surface after the deposit surface was wetted with distilled water. pH of the deposit surface was about 8.5. pH of the distilled water was about 6 probably because the carbon dioxide was dissolved in the distilled water, which clearly indicates that the leachate is caustic. Chromium fraction over the major alloying elements, Cr/(Ni + Cr + Fe) is less than 0.05 for the tube surface deposit while the fraction is about 0.15 for Alloy 600. pH calculated based on the hideout and return data was about 9.5 at 300 ∞C under the assumption that the concentration factor is 107 and silica is present in the deposit. So, the ODSCC proceeded in a caustic environment. From the failure analysis of the extracted tubes, it can be assumed that the crevice chemistry was an acidic and oxidizing environment because of ingress
314
Corrosion issues in light water reactors
of sea water and copper compound accumulation in the steam generator from 1978 to early 1990, and then it changed to a caustic and slightly oxidizing environment after early 1990. In 1988, ingress of sea water was stopped because the condenser was replaced with one made of Ti alloy and in 1990 chemical cleaning was performed to remove the sludge on the tubesheet.
21.4
Summary
A material and condenser replacement in the secondary side and a chemical cleaning of the steam generator changed the Weibull distribution for the pitting. Ingress of sea water via the condenser into the steam generator and an accumualtion of chloride in the steam generator induced the pitting. A mechanism for copper band formation within the corrosion product in a pit was proposed. Pitting seems to have occurred in an acidic and oxidizing environment from 1978 to early 1990. The Weibull characteristic time and slope for the PWSCC is 25 years and 4.5, respectively. Crack shape and location strongly depends on the tube location. Axial PWSCC was only observed in the R16C35 tube and circumferential PWSCC was only observed in the R11C45 tube at the roll expansion transition. Some tubes that experienced an extensive ODSCC rather than a PWSCC in the roll transition seemed to be due to the impurities concentrated in the crevice which induces ODSCC, even though the stress in the roll transition of the primary side is higher than that in the secondary side. ODSCC seems to have occurred in a caustic and slightly oxidizing environment from early 1990 to 1998.
21.5
Acknowledgement
This chapter is based, in part, on the Steam Generator Project of the Mid and Long-Term Program financially supported by the MOST in Korea.
21.6
References
1. R.W. Staehle, J.A. Gorman, K.D. Strvropoulos and C.S. Welty, Jr, ‘Application of Statistical Distributions to Characterizing and Predicting Corrosion of Tubing in Steam generator of Pressurized Water Reactors’ Life Prediction of Corrodible Structures, R.N. Parkins. ed, NACE, Houston, Texas (1994) p. 411. 2. W. Liu and D.C. McPhail, ‘The thermodynamic properties of copper chloride complexes and copper transport in magmatic hydrothermal solutions’, Chemical Geology, 221 (2005) p. 21. 3. J.B. Lumsden, S.L. Jeanjaquet, J.P.N. Paine and A. Mcliree, ‘Mechanism and Effectiveness of Inhibitors for SCC in a Caustic Environment’, 7th International Symposium on Environmental Degradation of Materials in Nuclear Power Systems – Water reactors, Breckenridge, Colorado (1995) p. 317. 4. C. Laire, G. Platbrood and J. Stubbe, ‘Characterization of the Secondary Side deposits
Stress corrosion cracking
315
of Pulled Steam generator tubes’, 7th International Symposium on Environmental Degradation of Materials in Nuclear Power Systems – Water reactors, Breckenridge, Colorado (1995) p. 387. 5. J.M. Boursier, M. Dupin, P. Gosset and Y. Rouillon, ‘Secondary Side Corrosion of French PWR Steam Generator Tubing: Contribution of Surfaces Analyses to the Understanding of the Degradation Process’, 9th International Symposium on Environmental Degradation of Materials in Nuclear Power Systems – Water reactors, Newport Beach, California (1999) p. 555. 6. H.P. Kim, S.S. Hwang, Y.S. Lim and J.S. Kim, Metals and Materials, 7 (2001) p. 55. 7. U.C. Kim, et al., ‘Failure Analysis of Pulled out Tube from Kori 1’, KAERI, 1995.
22 A systematic study of the corrosion effects of the FRAMATOME CORD-UV technology K. R A D Ó, K. V A R G A, Z. N É M E T H, I. V A R G A, J. S O M L A I, D. O R AV E T Z and K. É. M A K Ó, University of Veszprém, Hungary, Z. H O M O N N A Y and E. K U Z M A N N, Eötvös Loránd University, Hungary, J. B O R S Z É K I and P. H A L M O S, University of Veszprém, Hungary and P. T I L K Y and J. S C H U N K, Paks Nuclear Power Plant Ltd., Hungary
22.1
Introduction
The surfaces of heat exchanger tubes (outer diameter: 16 mm, average wall thickness: 1.6 mm) provided by Paks NPP Ltd, were treated by a version of the FRAMATOME CORD-UV technology in order to ascertain the efficiency of oxide layer removal. (It should be emphasized at this point that this version of the CORD-UV procedure was developed for the in-core removal of various non-spinel type oxides such as hematite and amorphous Fe-oxides (-hydroxides), as well as low substituted magnetite.) In addition, modelling of the reactor restart-up period (during follow-up treatment with boric acid solution) was also performed. The CORD-UV technology for oxide layer removal was carried out in a pilot-plant model system (Fig. 22.1) [1] under the following conditions: 13 g·dm–3 boric acid solution containing 2–2.2 g·dm–3 oxalic acid was circulated inside the heat exchanger tubes for a period of 30 hours. The flow rate was 3.0 m/s and the solution temperature ranged between 85 and 95 ∞C. Every 20 minutes 33% of the solution was changed with the same volume of 13 g·dm–3 boric acid solution containing 2–2.2 g·dm–3 oxalic acid. Thus, the dissolution of the main elements (Fe, Cr, Ni) of the oxide layer proceeded under quasi-equilibrium conditions. Following the dissolution experiments of the oxide layer, time dependence of the chemical concentration of the corrosion products removed into the 13 g·dm–3 boric acid solution during the reactor restart-up period (time period: 30 hours, flow rate: 3.0 m/s, solution temperature: 70–95 ∞C) was also studied by modelling. In the course of the above chemical treatments the radioactivity, morphology, chemical and phase compositions of the inner surface of the sample tubes were studied. The investigation methods and time scale are shown in Table 22.1. 316
The FRAMATOME CORD-UV technology
317
1 2
Ø
10
3
300
Ø 13
300
4 5
Ø 10
1 2 3 4
3 Ø 10
7
8
2 6
Purging valve Ball-end (Ø 12,7) Silicone tube (Ø 14/20) Flow-meter (Type of water-glass: Kent KSSW) 5 Investigated heat exchanger tube (Ø 13/16) 6 Priming and outlet pipe 7 Centrifugal pump (ColeParmer Type U-75225-15) 8 Speed control (pump drive) (The diameter values are given in millimetres)
22.1 Pilot-plant model system.
Table 22.1 Time scale of the methods æÆ æÆ æÆ
Magnetite dissolution with oxalic acid
æÆæÆæÆ
1 g-spectrometry ICP-OES SEM-EDX (Samples XRD from solution)
2 g-spectrometry SEM-EDX XRD
Voltammetry CEMS
Voltammetry CEMS
Follow up treatment with boric acid solution
æÆæÆ
3 ICP-OES (Samples from solution)
4 g-spectrometry SEM-EDX XRD
æÆ
Voltammetry
318
22.2
Corrosion issues in light water reactors
Experimental procedure
22.2.1 Examinations by g-spectrometry The intensity of the g-radiation emitted by radionuclides incorporated in the surface oxide of the tube samples was determined by g-spectrometry before and after applications of the oxide layer removal process. For detection a HPGe semi-conductor detector (Camberra, type: 7100, area: 50 mm2, thickness: 5 mm) attached to multi-channel analyzer (Oxford Instruments Inc., type: PCA-Multiport (8k)) was used.
22.2.2 Investigation of corrosion state of tube specimens by voltammetry The passivity of the tube samples was studied by a potentiostatic polarization method by using a VoltaLab 40 (RADIOMETER) type electrochemical measuring system controlled by a PC. The measurements were carried out in boric acid solution (c = 12 g·dm–3) under argon gas atmosphere (99.999 v/v% Ar). The measured parameters were corrosion potential (Ec), corrosion current density (ic), and corrosion rate (vc). The electrode potential values quoted in this paper are given versus the saturated calomel electrode (SCE) scale.
22.2.3 Examinations by SEM-EDX methods The morphology and chemical composition of the oxide layer that had developed on the inner surfaces of the stainless steel specimens were studied by scanning electron microscopy (SEM), equipped with an energy dispersive X-ray microanalyzer (EDX) (Type: JEOL JSM-50A, controlled with Röntec software). For each specimen, two different surface areas were studied by combined SEM-EDX experiments. The comparative evaluation of the morphology of the surfaces was performed using SEM micrographs obtained at two different magnifications, M = 3000 and M = 1000. The chemical composition of each sample surface was analyzed by EDX in at least at two different surface areas of 1 mm2.
22.2.4 CEMS analysis of the surface oxide layers Samples cut out from the heat exchanger tubes of the steam generators were measured by Conversion Electron Mössbauer Spectroscopy (CEMS) in order to determine the phase composition of the surface oxide layers. To prepare samples for the Mössbauer measurements, 2 cm long pieces were cut out from the tubes and then halved in the axial direction. The halves were then
The FRAMATOME CORD-UV technology
319
carefully pressed mechanically to make them flat while keeping the inner surface (primary circuit side) free from any damage. The CEMS spectra were recorded at room temperature with a conventional Mössbauer spectrometer (Wissel) in constant acceleration voltage mode. The conversion electrons were detected with a constant-flow type proportional counter specially designed for the CEMS technique (Ranger). The counter gas was a mixture of 96% He and 4% methane. A 57Co(Rh) source provided the g-rays.
22.2.5 XRD phase analysis XRD was applied to show the formation of the a-phase in the austenitic steel. The 2 cm long pieces of the tubes were cut into halves but were not shaped to become flat as for the CEMS measurements. The XRD measurements were carried out with a PHILIPS PW3710 type diffractometer (CuKa Xrays, voltage: 40 kV, current: 40 mA, goniometer speed: 0.02∞/s). The exact quantitative phase analysis was hindered by depth dependent sensitivity and, in addition, by the texture of the samples, possible existence of amorphous components, uneven surfaces, etc. Non-crystalline phases, as well as amorphous Fe-oxides, -oxihidroxides could not be analyzed. Their presence is indicated mostly by line broadening and as increase in the baseline intensity.
22.2.6 Investigation of the composition of solutions with ICP-OES and gravimetrical methods Samples were taken from the solutions used in the course of the decontamination treatment of the heat exchanger tubes by the CORD-UV technology as well as in the course of the follow-up treatment with boric acid solution. Using ICP-OES, the concentrations of alloying components dissolved into the solutions as a function of the time were determined. Additionally, the solutions removed from the circulation system were filtered, and the amount of dispersed corrosion product was weighed after one week drying.
22.3
Results and discussion
22.3.1 Examinations by g-spectrometry The decontamination efficiency of the CORD-UV technology was determined by g-spectrometry. The decontamination factors (DF) taken from the gspectrometric measurements of the surface of the heat exchanger tubes are shown in Table 22.2. The decontamination efficiency of this oxide dissolving version of the CORD-UV procedure is extremely low (DFCORD-UV = 1.10∏1.34). It is clear that the procedure applied – as a consequence of the low kinetic of the chemical processes (mainly dissolution of spinel-type oxide and complex
320
Corrosion issues in light water reactors Table 22.2 Intensity and DF values measured by g-spectrometry Nuclides
E
60
Co
58
Co Ag
1173.2 1332.5 810.8 657.7 884.2 834.8 1099.2 1291.6 765.8 602.7 1691 756.9 724.2
110m
54 59
95
Mn Fe Nb Sb
124
95
Zr
Sum total
I1 59528 52581 385873 1581* 973* 513627 4654 2998 21259 3629* 736 1776* 1929* 1051144
I2
DF (I1/I2)
56950 51167 228514 301* – 432022 1848 1520 8296 1327* 472 684* 556*
1.05 1.03 1.68 5.25 – 1.19 2.52 1.97 2.56 2.73 1.56 2.26 3.47
783356
1.34
Where: E = Emitted g-energy (keV) I1 = Intensity before the oxide dissolution (imp/2000s) I2 = Intensity after the oxide dissolution (imp/2000s)
formation) – has low efficiency for the dissolution of the inner oxide layer contaminated predominantly by radionuclides. The average decontamination factors were determined to a great extent by the decontamination factors of Co-radionuclides (58Co, 60Co) and 54Mn. The results shows that DF values of above-mentioned nuclides were extremely low; it is known that the Co-nuclides (mainly 60Co) are incorporated in deep regions of the oxide layer; consequently, it is probable that the present version of the CORD-UV technology is not an efficient procedure to remove the main part of the spinel-type oxide layer from the surface.
22.3.2 Investigation of the corrosion state of tube specimens by voltammetry The passive state of the surface of tube sample was examined by a potentiostatic polarization method. The samples were measured before and after the CORDUV procedure and the follow-up treatment with boric acid solution. An illustrative potentiostatic polarization curve of the inner surface of the sample measured in boric acid solution (c = 12 g·dm–3) can be seen in Fig. 22.2. The corrosion parameters such as corrosion potential (Ec), corrosion current density (ic), and corrosion rate (vc) were evaluated from the polarization curves by using the Stern method [1]. The main corrosion parameters are summarized in Table 22.3. The corrosion parameters summarized in Table 22.3 reveal that the inner
The FRAMATOME CORD-UV technology
321
–5
lgi / A (cm–2)
–6
–7
Sample X/4
–8
–9
Sample X/3
Sample X/1
–0.4
–0.2
0.0
0.2 E/V
0.4
0.6
0.8
Legend: (X) number of the steel specimen, (1) original surface (two parallel samples), (3) surface obtained after the CORD-UV procedure, (4) surface obtained after the follow-up treatment with boric acid solution.
22.2 Potentiostatic polarization curves of the steel sample measured in boric acid solution (c = 12 g · dm–3). Sweep rate: 10 mV min–1. Table 22.3 Corrosion parameters evaluated from the polarization curves Corrosion data
Corrosion potential (Ec) (mV) Corrosion current density (ic) (nA · cm–2) Corrosion rate (vc), (mm · y–1)
Sample X X/1
X/1
X/3
X/4
–64.8
–53.2
–54.8
–66.5
37.5
47.7
43.6
38.8
0.43
0.55
0.50
0.45
surfaces of the samples had a passive character in a wide potential interval near to the corrosion potential. The calculated corrosion rate is very low, and the corrosion current density does not exceed the value of ic = 65 nA·cm–2. It should be highlighted at this point that no unfavourable tendencies in the corrosion state of the sample were detected in the course of the chemical treatments. The passive character of the surface is essentially constant following the oxide dissolution by the CORD-UV method and the follow up treatment with boric acid solution. Therefore, it can be concluded that the removed parts (fraction) of the protective oxide layer do not affect the average corrosion rate of the steel surface.
322
Corrosion issues in light water reactors
22.3.3 Examinations by SEM-EDX methods SEM micrographs clearly demonstrate the changes in surface morphology of the sample after the CORD-UV treatment. Surface condition before treatment: the protective surface layer formed on the inner side of the heat exchanger tube had an amorphous structure with a considerable roughness factor. The surface was covered with spongy Feoxide deposits. The protective inner layer enriched in Cr was shielded by an outer Fe-oxide deposit. This means that the amorphous Fe-oxide was mainly excited by the EDX method. This fact is confirmed by the low intensity of X-ray peaks in the EDX spectra. It is to be noted that thickness of the oxide layer on the surface exceeds 1 mm. As a consequence of the oxide layer treatment by the CORD-UV process, the surface roughness of the steel tube sample decreased, and the thickness of the Cr rich inner oxide layer remained unchanged. Moreover, the amount of the spongy structured deposits on the surface decreased, too. The favourable changes in surface morphology may be explained by the adequate application of the CORD-UV procedure used for oxide layer removal (i.e. Fe(II) dissolution should be performed under quasi-equilibrium conditions). On the other hand, it is probable that the multilayer oxide structure (so-called ‘duplex’ structure) formed from the bulk alloy on the inner surface of untreated stainless steel specimens, which is also advantageous for the oxide dissolution procedure.
22.3.4 CEMS analysis of the surface oxide layers Due to the range of the conversion electrons in oxides, information may be obtained from a layer thickness of about 300 nm. The error in the determination of the phase composition is ca. ± 5%; however, this does not include the depth dependent sensitivity of the detection process. Therefore the phase composition (i.e., iron content of the different phases) obtained is always an integral composition of a 300 nm thick surface layer, which contains an exponential weighting according to the depth of the particular phase. Figure 22.3 shows illustrative 57Fe-CEMS spectra of the sample. Besides a considerable amount of amorphous – non-stoichiometric – Fe(OH)3 and austenitic steel phase, ca. 16 mass percent magnetite (spinel) was found in the upper 300 nm thick layer of the inner surface of the untreated samples. The surface of the sample obtained after the oxide layer dissolution contained significantly less magnetite and amorphous Fe(OH)3 phases. It may be concluded that an adequate application of the CORD-UV method provides favourable alterations of the composition of the surface oxide layer; i.e. the amount of magnetite and amorphous Fe(III)- oxides (-hydroxides) decreases substantially. However, it is of special importance to emphasize that even in case of the appropriate application of the
The FRAMATOME CORD-UV technology
323
Sample X/1
1.38 ¥ 106
1.37 ¥ 106
Counts
1.36 ¥ 106
1.34 ¥ 106 9850000
Sample X/3
9800000
8750000
8700000
–10
–5
0 y (mm/s)
5
10
Legend: X/1: Before the CORD-UV technology; X/3: After the CORD-UV technology
22.3 CEMS spectra measured on the inner surface of the stainless steel specimens.
CORD-UV technology, substantial amounts of amorphous Fe(III)-hydroxides remain on the surface.
22.3.5 XRD phase analysis The XRD diffractograms were taken of steel specimens after the three main steps of the experiment. Namely, the original surface condition, the surface condition after the CORD-UV and the surface condition after the boric acid treatment were investigated. The characteristic XRD diffractograms are seen at Fig. 22.4. The distribution of the crystalline phases evaluated from the XRD diffractograms is shown in Table 22.4.
324
Corrosion issues in light water reactors 1400 1200
S
Counts
1000 800
M X/1 outer surface M
600
S
M M
M
M
M
400 X/3 inner surface
200 0 10
20
30
40 % Theta
50
60
70
1200 1000
Counts
800 SS 600 400
X/3 inner surface SS
200
M M
MM
M
M
0 10
20
30
40 % Theta
50
60
70
22.4 Diffractograms of the specimen’s surface before and after the CORD-UV procedure.
On the inner side surface region of the untreated sample the dominant presence of austenitic steel and slight amount of magnetite phase was observed. After the CORD-UV procedure a significant increase in the amount of the crystalline phases can be detected. Similar but less intense changes may be noticed after the treatment with boric acid solution. Only crystalline austenite and magnetite phases could be identified on the inner surface of every sample. As a consequence of the above treatments, the ratio of magnetite to austenitic steel decreased continuously. These facts give further confirmation of the deductions made previously.
The FRAMATOME CORD-UV technology
325
500 Cr
Ni
Fe
Concentration (mg dm–3)
400
300
200
100
0 0
5
10
15 Elapsed time (h)
20
25
30
22.5 Time dependence of the total concentration of main alloying components dissolved into the boric acid solution (13 g · dm–3) containing oxalic acid (2.2 g · dm–3) in the course of the CORD-UV method. Table 22.4 The percentage of the crystalline phases Number of sample
Crystalline phase (mass percent) SS – 304 steel
M – magnetite
X/1 outer side original surface
64
36
X/1 inner side original surface
94
6
X/3 inner side surface after the
96
4
97
3
CORD-UV technology X/4 inner side surface after boric acid treatment
22.3.6 Investigation of solution compositions with ICPOES and gravimetrical methods The amount of dispersed (colloid) and/or dissolved corrosion products (Fe, Cr, Ni, Mn and Co) removed from the oxide layer into the solutions during the CORD-UV procedure and the boric acid treatment was studied by ICPOES and gravimetric methods. In addition, the average thickness of the oxide layer dissolved into the boric acid solution was estimated from the total amount of corrosion products measured in the model solution of primary coolant.
326
Corrosion issues in light water reactors
Figure 22.5 shows that dissolution of the main alloying components (Fe, Cr, Ni) into the boric acid solution containing oxalic acid proceeded continuously without saturation. The total concentration of Cr and Ni dissolved from the protective oxide layer was significant, but not more than 12 mass percent of Fe concentration. The average values of Fe concentration measured in the solution – by taking into consideration the solubility of Fe(II)-oxalate in hot water [2] – give a strong indication that the dissolution of the surface oxide in the course of the CORD-UV procedure was performed under quasiequilibrium conditions. The average thickness of the removable surface layer (d ) is a characteristic of the mobility of the remnants of oxide layer following the chemical treatment of the inner tube surfaces by the CORD-UV procedure. It was found that only a thin layer (d = 0.077 mm) could be removed from the surfaces of steel specimens. This finding may be explained by (i) an appropriate application of the CORD-UV technology, (ii) the stable ‘duplex’ structure formed on the inner surface of untreated stainless steel specimens.
22.4
Conclusions
The aims of the present studies of the heat exchanger tubes were to obtain information on the efficiency of oxide layer removal, as well as on the corrosion and solution chemical effects of the CORD-UV technology. (This version of the CORD-UV procedure was developed for the in-core removal of various non-spinel type oxides such as hematite and amorphous Fe-oxides (-hydroxides), as well as low substituted magnetite.) From the results of the comprehensive studies detailed earlier it can be concluded that: ∑
∑
∑
The decontamination efficiency of the oxide dissolving version of the CORD-UV procedure is extremely low (DFCORD-UV = 1.10∏1.34). Therefore, it is probable that the present version of the CORD-UV technology is not an efficient method to remove the main part of the spinel-type oxide layer from such surfaces. The voltammetric results reveal that no unfavourable tendencies in the corrosion state of the sample were detected in the course of the chemical treatments. The passive character of the surface was essentially constant following oxide dissolution by the CORD-UV method and the follow up treatment with boric acid solution. Therefore, it can be concluded that the removed parts (fractions) of the oxide layer do not affect the average corrosion rate of the steel surface. The SEM-EDX and ICP-OES results indicate that the dissolution features of the surface oxide layer are basically dependent upon the chemical stability (‘duplex’ structure) of the protective oxide layer as well as the correct application of the CORD-UV method.
The FRAMATOME CORD-UV technology
∑
327
The CEMS and XRD studies show that proper application of the CORDUV method may cause favourable changes in the composition of the surface oxide layer; i.e., the amount of magnetite and amorphous Fe(III)oxides (-hydroxides) decreases substantially. However, it is of special importance to emphasize that even in the case of the correct application of the CORD-UV technology, substantial amounts of amorphous Fe(III)hydroxides remains on the surface.
22.5
References
1. K. Varga, Z. Németh, J. Somlai, I. Varga, R. Szánthó, J. Borszéki, P. Halmos, J. Schunk and P. Tilky, J. Radioanal. Nucl. Chem. 254, 589 (2002). 2. CRC Handbook of Chemistry and Physics (Ed. D. R. Lide), CRC Press, London, (1994).
Index
10GN2MFA steel 70–5 17-4 PH precipitation hardened stainless steel 19 A286 austenitic stainless steel 18 A410 martensitic stainless steel 18–19 acetic acid 119–29 adsorption-induced dislocation emission (AIDE) 153–4, 157–8 AISI 304 stainless steel 15–18, 104, 105, 113, 114, 115 IASCC susceptibility under BWR conditions 59–69 pattern recognition model to estimate IGSCC 245–59 yield strength and crack propagation 200–10 AISI 304L stainless steel effect of cold working 76–86 effect of strain path on SCC 87–102 fatigue crack growth in primary water 260–9 AISI 316L stainless steel 15–18 dynamic strain ageing 103–18 effect of cold work hardening 76–86 yield strength and crack propagation 200–10 AISI 316NG stainless steel 103–18 AISI 347 stainless steel IASCC susceptibility under BWR conditions 59–69 yield strength and crack propagation 200–10 Alloy 600
328
effect of cyclic loadings on crack growth rate in primary water 231–44 crack growth rate measurements 240–1, 243 experimental procedure 234–6 fracture morphology 236–40, 241, 242 materials and specimen 231–4 IGSCC in a ‘complex’ environment 119–29 steps 120–7 IGSCC in primary water 5–11 kinetics of passivation 44–56 low temperature mill annealed (LTMA) and Kori 1 retired steam generator tube 306–15 mill annealed and secondary side 11–15 Alloy 690 7, 12 Alloy 800 12 Alloy X750 6 a-phase 292, 299–300, 301–3, 319, 323–4, 325 alternate-shear 158 alternate-slip 158 alumino-silicates 14, 119, 127–8 aluminium/silicon ratio 125, 128 ammonia 125 amorphous iron hydroxides 304, 322–3 amorphous oxide layers 295–7, 300–4, 322 anodic dissolution 224, 286 AP-CITROX technology 290, 304
Index artificial neural networks (ANN) 245, 250–2, 253–7, 258 ASME Boiler and Pressure Vessel Code 184, 198 ASME XI wet fatigue CGR curves 211–12 and corrosion fatigue behaviour of low alloy steels 220, 221–2, 225, 226–7, 229 CASTOC project comparison with BWR/NWC conditions 172–9 VVER conditions 190–2, 193, 194, 195 Auger spectroscopy 278–81 austenite 324 austenitic stainless steels 87 dynamic strain ageing 103–18 effect of cold work hardening 76–86 fatigue crack growth in primary water 260–9 heat exchanger tubes of steam generators 289–305 IASCC susceptibility under BWR conditions of welded stainless steels 59–69 primary circuits 15–19 TGSCC in at high temperatures 149–61 VK-50 reactor measurement channel 273–88 yield strength and crack propagation 200–10 see also under individual types autoclaves HWC monitoring 26, 27, 28 PWR secondary systems 36–9 back-propagation 252, 253 baffle former bolts (BFB) 200–10 Baushinger strain path 90, 93–100 biaxiality 149, 151 boiling water reactors (BWRs) 3–5, 17, 103 CASTOC project for BWR/NWC conditions 165–85 corrosion fatigue crack growth
329
behaviour of low-alloy steels 211–30 corrosion potential monitoring 25, 26–34, 41 IASCC susceptibility of welded stainless steels 59–69 pattern recognition to estimate IGSCC 245–59 simulated BWR conditions and effect of water chemistry transients on low-alloy steels 130–48 yield strength and crack propagation in BWR conditions 204–5, 207–8 Bragg’s law 62 brain, human 251 BWRVIP-60 SCC disposition lines 130, 131 CASTOC project BWR/NWC conditions 179–81, 182, 183–4 VVER conditions 192–4, 196, 198 comparison of water chemistry transient tests with 144–6 calcium 279, 280 carbides Alloy 600 6, 8 intergranular 8, 234 intragranular 8, 234 VK-50 reactor measurement channel 277, 284 carbon 224, 229 VK-50 reactor measurement channel 279–82 carbonate 125 CASTOC project 165–99 BWR/NWC conditions 165–85 environment 168–9 experimental facilities 168 inter-laboratory comparison test 169–72 loading conditions 168 materials 166–8 results from cyclic loading and load transients 172–9, 180
330
Index
results from static loading 179–83 VVER conditions 186–99 experimental facilities 189 materials 187–9 results from constant loading 192–6, 197 results from cyclic loading 190–2, 193, 194, 195 specimen preparation 189 testing procedure and environment 189–90 caustic cracking 14, 15 cell block boundaries (CBBs) 99 characteristic decay time 110–12 chemical cleaning 306, 308, 311 chemical decontamination 290, 301–3, 304 chloride transients 130–48 CASTOC project 176–9, 180, 183 comparison with BWRVIP-60 SCC disposition lines 145–6 constant load tests 136, 141–4 effect on EAC behaviour of low-alloy steels 139–44, 145–7 periodical partial unloading 135–6, 139–41 chlorine 279, 280, 281, 283 precipitation on boundaries 285 chromium 295, 296 critical chromium content 254 dissolved into boric acid solution 325–6 Kori 1 retired steam generator 310–11 passivation of nickel base alloys 46–7, 50–2 VK-50 reactor measurement channel 279, 280, 281 chromium depletion 6, 17, 200, 246, 248, 254, 273, 284 chromium hydroxide 47, 48, 49, 53–4 chromium oxide 322 passivation kinetics of nickel base alloys 47, 48–50, 51–2, 53–4 classical growth models 49, 50, 52–3, 54 cleavage-like cracking 151, 152, 153 proposed mechanisms 153–6 cobalt radionuclides 320
cold rolling 79, 82–3 cold work hardening 76–86 CERTs 78–80, 81–4 constant deformation tests 80–1, 84–5 constant load tests 80, 84 effect of yield strength on crack propagation 200–10 influence of cold work process 81–4 materials 77 non-cold-worked specimens 78, 81 PWR test procedure 77 ‘complex’ environment 119–29 incubation stage 122, 123 initiation of IGSCC 122–4 rapid propagation 124 reference ‘complex’ environment 120, 121 slow propagation 124–7 conductivity 248 constant deformation tests 80–1, 84–5 constant extension rate tests (CERTs) 247 effect of cold work hardening 78–80, 81–4 constant load tests Alloy 600 in primary water 235–9, 240, 241 CASTOC project BWR/NWC conditions 168, 169, 170, 179–83 VVER conditions 192–6, 197 effect of cold work hardening 80, 84 water chemistry transients 136, 141–4 conversion electron Mössbauer spectroscopy (CEMS) comprehensive investigation of heat exchanger tubes 291–2, 298–300, 301–3 FRAMATOME CORD–UV technology 317, 318–19, 322–3, 327 coolant density 278, 282 copper Kori 1 retired steam generator 307–8 band formation 309–10 VK-50 reactor measurement channel 279, 280, 281, 285–6 copper chloride complex 310
Index CORD-UV technology see FRAMATOME CORD-UV technology core internals 16–18 core shroud failures 59 corrosion-assisted cleavage 155 corrosion current density 291, 293, 294, 320–1 corrosion-enhanced localised plasticity 155, 159 corrosion failure depth 278, 282 corrosion fatigue 211–30 assessment of current ‘ASME XI wet fatigue CGR curves’ 226–7, 229 comparison to GE model 224–6, 229 crack growth monitoring and fractographical evaluation 216 effect of loading conditions 221–2 effect of material parameters 222–4, 229 effect of temperature and loading frequency 217–20, 228 environmental parameters 215–16 materials 212–15 mechanical loading 216–17 specimens 215 superposition model and time-domain analysis 227–8 ‘corrosion map’ 289 corrosion potential 291, 293, 294, 320–1 corrosion potential monitoring 25–43 BWRs 25, 26–34, 41 PWRs 25, 34–41, 42 primary systems 25, 34–5, 42 secondary systems 25, 36–41, 42 corrosion rates 291, 293–5, 301–3, 320–1 counter sinking, cold working by 79, 82–3 coupled environmental fracture model (CEFM) 248 crack-arrest markings (CAMs) 151, 152, 153 possible explanations 156–7 crack cessation 169, 170, 181–2, 183, 192–4
331
crack growth monitoring 134, 216 crack growth rates (CGRs) AISI 304L steel fatigue crack growth in primary water 261–3, 267–8 AISI 316 stainless steels 113–14, 115, 116 CASTOC project BWR/NWC conditions 172–9, 180, 181, 182, 183 inter-laboratory comparison test 169–72 VVER environments 190–6 corrosion fatigue behaviour of lowalloy steels 217–29 effect of cold work hardening 83–4 effect of cyclic loadings on for Alloy 600 in primary water 231–44 effect of lead on low-alloy steels in high-temperature water environment 71, 72–4 effect of yield strength 203–8 measurement for Alloy 600 11 pattern recognition model for IGSCC 253–7, 258 stainless steels in high temperatures 149, 150 rate-controlling steps for TGSCC 159–60 strain path and SCC of stainless steels 92, 94–5, 96–7 water chemistry transients 134, 146–7 chloride transients 139–44, 145–7 comparison with BWRVIP–60 SCC disposition lines 144–6 sulphate transients 136–9, 144–5, 146 crack opening displacement (COD) rate 149, 150, 159–60 critical chromium content 254 critical depth 122 critical stress intensity factor 100–1, 122, 149, 150, 151, 249 cross test strain path 90, 93–100 crystalline phases 296, 297, 304, 323–4, 325
332
Index
cyano ligands 128 cyclic loading CASTOC project BWR/NWC conditions 168, 169–71, 172–9, 180 VVER conditions 190–2, 193, 194, 195 effect on crack growth rate in Alloy 600 in primary water 231–44 see also low frequency corrosion fatigue (LFCF) tests decay time, characteristic 110–12 decohesion 154, 158 decontamination, chemical 290, 301–3, 304 decontamination factors 319–20, 326 Delta rule 252 dendrites 251 denting 12–13 deterministic approach 245, 246–9, 253–7, 258 dimples 152, 158, 267 direct current potential drop (DCPD) method 134, 168, 189, 216 discontinuous cracking 157 dislocation density 63–4 dislocation emission 153–4, 157–8 dislocation loops 17, 277 dislocation motion 98–100 dissolution mechanisms 156 dissolved/dispersed corrosion products 319, 325–6 ductile fracture 67–8, 82 duplex structure of oxide layer 49–50, 53–4, 322, 326 dynamic strain ageing (DSA) 103–18, 223–4, 229 experimental procedure 104–6 results 106–14, 115 ECP modelling 32–4, 42 electrochemical corrosion potential (ECP) 25, 247–8 see also corrosion potential monitoring electrochemical polarisation reverse (EPR) 246, 248–9, 254, 255
electron microscopy 275–7 elongation to fracture 107 embrittlement 157 hydrogen embrittlement 19, 21, 224 liquid-metal embrittlement 157–8 energo-dispersion analysis (EDA) 284–5 enthalpy 114 environmental modification 15 environmentally-assisted cracking (EAC) 20, 21, 211 effects of water chemistry transients 130–48 forms of 212 EPRI water chemistry guidelines 130, 131 Evans diagrams 32–4 fasteners see high strength fasteners fatigue cold working by 78–9, 82–3, 84 corrosion fatigue see corrosion fatigue crack growth in AISI 304L stainless steel in primary water 260–9 air at 20ºC 264 fatigue experiments 260–1 fractographic analysis 263–7 macroscopic crack growth rate 261–3 primary water at 20ºC 261, 262, 264–6, 267–8 primary water at 300ºC 262, 263, 266–7, 268 fatigue striations 221–2, 264–5, 266–7 ferrite 299–300, 301–3 film-induced cleavage 155, 159 film rupture 224 fluid velocity 247 Forman law 262 Fourier transformation spectra 110, 111 fracture surfaces cyclic loadings and Alloy 600 in primary water 236–40, 241, 242 effect of lead on resistance of lowalloy steel 72, 73, 74 fatigue crack growth in AISI 304L steel in primary water 263–7
Index fatigue striations 221–2 TGSCC in austenitic stainless steels 151, 152–3 VK-50 reactor measurement channel 277, 278 welded stainless steels 68 FRAMATOME CORD-UV technology 316–27 CEMS analysis of surface oxide layers 317, 318–19, 322–3, 327 g-spectrometry 317, 318, 319–20 ICP-OES and gravimetrical methods 317, 319, 325–6 SEM-EDX methods 317, 318, 322, 326 voltammetry 317, 318, 320–1, 326 XRD phase analysis 317, 319, 323–4, 325 frequency, loading 175, 178, 217–20, 228 g-spectrometry 317, 318, 319–20 GE model 224 comparison of LFCF test data for low-alloy steels to 224–6, 229 grain boundaries 284–5 carbides on 6, 8 grain boundary diffusion 7 grain boundary sliding 7 grain boundary poisoning 273, 285, 286 grain size 63, 106 gravimetrical methods 319, 325–6 haematite 296–7 hardening cold work hardening see cold work hardening yield strength and crack propagation of hardened stainless steels 200–10 hardness AISI 316 stainless steels 106 welded stainless steels 64 heat 3110439 Alloy 600 231–44 heat WL344 Alloy 600 231–44 heat-affected zone (HAZ)
333
CASTOC project 168, 173, 174, 182 corrosion fatigue crack growth behaviour 212–29 IASCC susceptibility of welded stainless steels under BWR conditions 59–69 heat exchanger tubes comprehensive investigation of corrosion state 289–305 CEMS analysis of surface oxide layers 291–2, 298–300, 301–3 sample preparation 290 SEM-EDX method 291, 295–7 voltammetry 291, 292–5 XRD phase analysis 292, 300 FRAMATOME CORD-UV technology see FRAMATOME CORD-UV technology helium bubble formation 17–18 high strength fasteners baffle former bolts 200–10 low-alloy steels 21 stainless steels 18–19 hold time 174–5, 177 human brain 251 hydrogen injection rate 31–2 TGSCC in austenitic stainless steels at high temperatures 153–5, 157–8 hydrogen embrittlement 19, 21, 224 hydrogen-enhanced decohesion (HEDE) 154, 158 hydrogen-enhanced localised plasticity (HELP) 154–5, 158–9 hydrogen sulphide 21 hydrogen water chemistry (HWC) 4–5, 25 monitoring 26–34 ICP-OES 317, 319, 325–6 impurity hideout 12–13 in-pipe monitoring HWC 26–34 PWR secondary systems 37–9 incubation time 122, 123 intergranular attack (IGA) 275, 276
334
Index
Alloy 600 in secondary side of PWRs 12–15 Kori 1 retired steam generator tube 312 steam generator tubes in a ‘complex’ environment 119–29 intergranular carbides 8, 234 intergranular facets 265, 267 intergranular fracture 68, 81–2, 249 Alloy 600 and cyclic loadings in primary water 236, 239 CASTOC project 194, 195, 196 fatigue crack growth in AISI 304L steel 265, 266 intergranular stress corrosion cracking (IGSCC) 5, 25, 59, 103, 275, 276, 286–7 A286 18 Alloy 600 in primary water 5–11 in secondary side 12–15 pattern recognition model 245–59 stages for Alloy 600 120–7 incubation 122, 123 initiation 122–4 rapid propagation 124 slow propagation 124–7 steam generator tubes in a ‘complex’ environment 119–29 strain path and in stainless steels 87–102 inter-laboratory comparison test 169–72 intermittent microstructural barriers 156–7 internal friction (IF) 110, 112 INTERWELD project 59–69 intragranular carbides 8, 234 intragranular precipitates 233–4 inverse logarithmic curve fitting 49, 50, 52–3, 54 iron dissolved into boric acid solution 325–6 nickel and iron Pourbaix diagram 3–5 passivation of nickel base alloys 47, 48, 50, 52
VK-50 reactor measurement channel 279, 280, 281, 283 iron hydroxides, amorphous 304, 322–3 iron oxalate 304 irradiation-assisted stress corrosion cracking (IASCC) 16–18, 200 effect of cold work hardening on in stainless steels 76–86 susceptibility of welded stainless steels under BWR conditions 59–69 yield strength and in hardened stainless steels 206–8 irradiation creep 18 kinetic growth models 49, 50, 52–3, 54 Kori 1 retired steam generator tube 306–15 experimental method 306–7 outer diameter SCC 312–14 pitting 305–11 primary water SCC 311–12 lead 15 effect on resistance of low-alloy steel in high-temperature water environment 70–5 learning 252 lepidocrocite 299 ligaments 156 linear elastic fracture mode (LEFM) 181, 182 liquid-metal embrittlement (LME) 157–8 lithium 204 loading conditions 221–2 loading frequency 175, 178, 217–20, 228 localised dissolution 157 localised plasticity 154–5, 158–9 logarithmic curve fitting 49, 50, 52–3, 54 Lomer-Cottrell (L-C) locks 155, 159 low-alloy steels (LAS) 19–21 CASTOC project see CASTOC project
Index corrosion fatigue crack growth behaviour 211–30 effect of lead on resistance to SCC 70–5 effect of water chemistry transients 130–48 high strength fasteners 21 secondary circuit components 19–20 low frequency corrosion fatigue (LFCF) tests CASTOC project BWR/NWC conditions 168, 172–9, 180 VVER conditions 190–2, 193, 194, 195 low-alloy steels and corrosion fatigue crack growth behaviour 211–30 comparison to GE model 224–6, 229 effect of loading conditions 221–2 effect of material parameters 222–4, 229 effect of temperature and loading frequency 217–20, 228 schematic 216–17 time-domain analysis 227–8 low temperature mill annealed Alloy 600 306–15 magnetic phases 296–7 magnetite 14, 296–7, 300, 322, 324, 325 manganese 273, 296 martensite 89, 299–300, 301–3 martensitic stainless steels 18–19 material susceptibility indices 7–11 mechanical properties 64, 133, 234 see also yield strength memory effect 179, 183 mill annealed Alloy 600 11–15 ‘complex’ environment 119–29 mixed potential model (MPM) 248 monitoring points BWR 28, 31 PWR primary system 34 secondary system 36
335
Monte Carlo simulation 10–11 neural networks see artificial neural networks (ANN) neurons 251 neutron diffraction 62 neutron fluence 278, 282 distribution 274, 275 nickel 295, 296 dissolved into boric acid solution 325–6 Kori 1 retired steam generator 310–11 nickel and iron Pourbaix diagram 3–5 passivation of nickel base alloys 46, 47–8, 50–2 nickel base alloys kinetics of passivation 44–56 in primary water 5–11 in secondary side of PWR steam generators 11–15 nickel hydroxide 48, 49, 51 nitrogen alloying and DSA of AISI 316L stainless steel 103–18 ‘free’ interstitial 110, 111, 224, 229 non-deterministic approach 245, 250–2, 253–7, 258 normal water chemistry (NWC) 4–5 CASTOC project under BWR/NWC conditions 165–85 corrosion fatigue under BWR/NWC environment 211–30 organic compounds 125 Oskarshamn 2 BWR 26, 27, 28, 31–2 outer diameter stress corrosion cracking (ODSCC) 312–14 OWC simulator 40–1, 42 oxidation times longer 50–2 short 46–50, 54 extrapolation of growth laws calculated for 52–3 oxide layers
336
Index
amorphous 295–7, 300–4, 322 CEMS analysis 291–2, 298–300, 301–3, 317, 318–19, 322–3, 327 comprehensive investigation of heat exchanger tubes 291–2, 295–300, 301–3, 304 thickness 301–3 passivation kinetics of nickel base alloys 47, 48–50, 51–2, 53–4 removal see FRAMATOME CORDUV technology SEM-EDX 291, 295–7, 317, 318, 322, 326 oxygen dissolved oxygen content CASTOC project 173, 175, 191, 193, 194, 195 and corrosion fatigue of low-alloy steels 215–16, 222–4 passivation of nickel base alloys 47, 48, 50–2 VK–50 reactor measurement channel 279, 280, 281 oxygen concentration 285 oxygen/ECP transients 87–9, 130 oxygenated water chemistry (OWC) 39–41, 42 Paks NPP steam generator tubes 289–305 parabolic curve fitting 49, 50, 52–3, 54 passivation kinetics 44–56 extrapolation of growth laws calculated for short oxidation times 52–3 longer oxidation times 50–2 materials 44–5 short oxidation times 46–50, 54 surface analysis 45–6 three-step mechanism 53–4 passivity current density 291, 293, 294 pattern recognition model 245–59 data collection 250 deterministic approach 245, 246–9, 253–7, 258 effect of conductivity 248
effect effect effect effect
of ECP 247–8 of fluid velocity 247 of pH 246–7, 254–5, 256 of sensitisation (EPR) 246, 248–9, 254, 255 effect of stress intensity 249, 254, 255 non-deterministic approach (ANN) 245, 250–2, 253–7, 258 results 253–7 periodical partial unloading (PPU) CASTOC project BWR/NWC conditions 168, 172–9, 180 VVER conditions 190–2, 193, 194, 195 water chemistry transients chloride transient 135–6, 139–41 sulphate transient 134–5, 136–9 pH 246–7, 254–5, 256 phase analysis CEMS 291–2, 298–300, 301–3, 317, 318–19, 322–3 XRD 292, 300, 301–3, 317, 319, 323–4, 325, 327 phosphate 119–29 pitting 12–13, 21, 286 Kori 1 retired steam generator tube 307–11 point defects 17 potentiostatic polarisation 291, 292–3, 317, 318, 320–1 Pourbaix diagram 3–5 precipitates 275–7 intragranular 233–4 precipitation hardened stainless steels 18–19 pre-shear hardening 88–90 initiation and propagation of SCC 93–5 pressurised water reactors (PWRs) 3–5 corrosion potential monitoring 25, 34–41, 42 primary systems 25, 34–5, 42 secondary systems 25, 36–41, 42 Kori 1 see Kori 1 retired steam generator tube
Index primary water see primary water SCC of steam generator tubes in a ‘complex’ environment 119–29 secondary systems see secondary systems yield strength and crack propagation in PWR conditions 203–4, 206–7, 208 primary pressure boundary 15–16, 21 primary water 3–4 AISI 304L steel effect of strain path on SCC 87–102 fatigue crack growth 260–9 cold work hardening and stainless steels in 76–86 corrosion potential monitoring of primary systems 25, 34–5, 42 effect of cold work hardening on SCC of stainless steels in 76–86 effect of cyclic loadings on crack growth rate in Alloy 600 231–44 nickel base alloys in 5–11 SCC in Kori 1 retired steam generator tube 311–12 stainless steels in primary circuits 15–19 processing elements (PEs) 251, 252 pseudo-monotonic strain path 90, 93–100 radiation hardening 17, 66, 200, 206–8 radiation induced segregation 200, 284–5 rapid propagation 124 rate-controlling steps 159–60 reactor pressure vessel (RPV) 211 corrosion fatigue crack growth behaviour of low-alloy steels 211–30 effect of water chemistry transients on low-alloy steels 130–48 recall 252 recirculating steam generators (RSGs) 11–15
337
redox potential 126 residual stresses 6, 20 measurements in welded stainless steels 61–2, 65–6 reverse strain path 90, 93–100 ring-core technique 61–2 Ringhals 1 BWR 26–8, 29, 30 Ringhals 4 PWR 34–5, 36–9 roll transition 312 saturation 286 saw tooth wave form 235–6, 237, 238, 241–3 scanning electron microscopy-energy dispersive X-ray microanalysis (SEM-EDX) comprehensive investigation of heat exchanger tubes 291, 295–7 FRAMATOME CORD–UV technology 317, 318, 322, 326 secondary microcracks 264, 265, 267 secondary systems 3–4 corrosion potential monitoring 25, 36–41, 42 low-alloy steels 19–20 nickel base alloys 11–15 water chemistry and Kori 1 retired steam generator tube 306, 313–14 selective-corrosion vacancy-creep 155–6, 159 sensitisation pattern recognition model 246, 248–9, 254, 255 VK-50 reactor measurement channel 284–5 serrated yielding 107–10 short oxidation times 46–50, 54 extrapolation of growth laws calculated for 52–3 shot-peening 79–80, 83–4, 85 silicon see alumino-silicates slip-dissolution mechanisms 156 slow propagation 124–7 slow strain rate tests (SSRT) 62–3 low-alloy steel and effect of lead on resistance 70, 72
338
Index
strain path and SCC of stainless steels 90–1, 98 non-pre-strained specimens 91–3 pre-sheared specimens 93–8 sludge pile 308–9, 310 Snoek-like peak 110, 111 solid state grain boundary diffusion 7 solution composition, investigating 319, 325–6 specimen size 192, 195–6 stainless steels austenitic see austenitic stainless steels in PWR primary circuits 15–19 strain path and SCC 87–102 static loading see constant loading steam generator shell cracking 19–20 steam generator tubes 5 heat exchanger tubes see heat exchanger tubes Kori 1 retired steam generator tube 306–15 SCC in a ‘complex’ environment 119–29 steam-water interface 286–7 strain hardening coefficient 107 strain hardening threshold 92–3, 97, 98 strain-induced corrosion cracking (SICC) 20, 211, 212 low-alloy steels under BWR/NWC conditions 211–30 strain localisation 95–6 strain path 87–102 initiation and propagation of SCC with pre-sheared specimens 93–8 initiation and propagation of TGSCC in non-pre-strained specimens 91–3 material 88 pre-shear hardening 88–90 specimen preparation 90 SSRT procedure 90–1 two-stage strain path and b parameter 89–90 stress-assisted directed-dissolution 156 stress intensity
factor range and AISI 304L steel 261–3 pattern recognition model 249, 254, 255 threshold stress intensity factor 100–1, 122, 149, 150, 151, 249 stress relief 6 stress-strain curves AISI 316 stainless steels 107–10 strain path and 94 welded stainless steels 66–7 stress threshold effect of strain path 92–3, 97, 98 IGSCC in ‘complex’ environments 122–4 striations 221–2, 264–5, 266–7 Studsvik ECP model 32–4 sulphate transients 130–48 CASTOC project for BWR/NWC conditions 175–6, 179, 183 compared with BWRVIP–60 SCC disposition lines 144–5 effects on EAC behaviour of lowalloy steels 136–9, 144–5, 146 test procedure 134–5 sulphide-containing lubricants 21 sulphur 273 corrosion fatigue crack growth behaviour of low–alloy steels 212–14, 222–4, 229 VK-50 reactor measurement channel 279, 280, 281, 282, 283 grain boundary poisoning 285, 286 superposition model 227–8 supervised learning 252 surface oxide layers see oxide layers swelling 18 synapses 251 temperature CASTOC project for BWR/NWC conditions 173–4, 176 corrosion fatigue crack growth behaviour of low-alloy steels 217–20, 228 effect on crack velocity of Alloy 600
Index in a ‘complex’ environment 126, 127 fatigue crack growth in AISI 304L steel in primary water 260–9 20ºC 261, 262, 264–6, 267–8 300ºC 262, 263, 266–7, 268 lead and resistance of low-alloy steel in high-temperature water 70–5 pattern recognition model to estimate IGSCC 256–7, 258 TGSCC in austenitic stainless steels at high temperatures 149–61 tensile stresses 6, 283 thermal ageing 19 thermally treated (TT) Alloy 600 119–29 threshold stress intensity factor 100–1, 122, 149, 150, 151, 249 time-domain analysis 227–8 titanium 279, 280 titanium carbides 277 transgranular fracture 67–8, 113–14, 249 Alloy 600 and cyclic loading in primary water 236, 240 cold work hardening of stainless steels 82, 83, 84 fatigue crack growth in AISI 304L steel 265–6 transgranular stress corrosion cracking (TGSCC) 16 in austenitic stainless steels at high temperatures 149–61 applicability of proposed mechanisms 157–9 experimental procedure 151–2 possible explanations for crackarrest markings 156–7 proposed mechanisms 153–6 rate-controlling steps 159–60 results 152–3 strain path and in stainless steels 87–102 initiation and propagation in nonpre-strained specimens 91–3 initiation and propagation with pre-sheared specimens 93–8 transients 20
339
CASTOC project see CASTOC project effect of sulphate and chloride transients on low-alloy steels 130–48 oxygen/ECP transients 37–9, 130 transition from initiation to propagation 100–1 transverse microcracks 72, 73, 74 triangular wave form 235–6, 237, 238, 241–3 triaxiality 97–8 tube expansion 12 tube support structures 12, 14 ultimate tensile stress 107 under-surface corrosion 275, 276 V-humped specimens, cold pressed 78, 81–2 vacancy clusters 155–6, 159 vacancy-enhanced creep 155–6, 159 vertical recirculating steam generators (RSGs) 11–13 VK-50 reactor emergency assembly wrapper 273, 281 measurement channel 273–88 Auger spectroscopy 278–81 chief factors in corrosion 283–5 electron microscopy 275–7 fractography 277–8 governing factors in corrosion 285–6 material-operation conditions 274–5 metallography 275, 276 related factors 286–7 voltammetry comprehensive investigation of heat exchanger tubes 291, 292–5 FRAMATOME CORD-UV technology 317, 318, 320–1, 326 VVER environment 186–99 warm work hardening 201–2 wastage 12–13 water chemistry transients 20, 130–48
340
Index
chloride transients effect on EAC behaviour 139–44, 145–7 test procedure 135–6 comparison with BWRVIP-60 SCC disposition lines 144–6 crack growth monitoring 134 environmental parameters 132 fractographical analysis 134 materials 132, 133 mechanical loading 134 specimens 132 sulphate transients effects on EAC behaviour 136–9, 144–5, 146 test procedure 134–5 Weibull distributions 10, 13–14 Kori 1 retired steam generator failed tubes 308, 311–12 weld filler 212–29 weld metal 166, 167, 168, 173, 174 welded stainless steels 20, 59–69 irradiation process 61 materials characterisation 61, 63–5 materials 60–1 residual stresses measurements 61–2, 65–6
stress corrosion cracking 66–8 stress corrosion tests 62–3 WWER 1000 steam generator 70–5 X-ray diffraction (XRD) phase analysis comprehensive investigation of heat exchanger tubes 292, 300, 301–3 FRAMATOME CORD-UV technology 317, 319, 323–4, 325, 327 X-ray photoelectron spectrometry (XPS) 45–8, 50–2 yield strength 64, 66, 107 crack propagation in hardened stainless steels 200–10 BWR conditions 204–5 hardening process 201–2 implications for IASCC process 206–8 materials 201 PWR conditions 203–4 test procedure 202 zeolites 127–8