Organometallic Vapor-Phase Epitaxy: Theory and Practice Second Edition
This Page Intentionally Left Blank
Organometallic Vapor-Phase Epitaxy: Theory and Practice Second Edition
Gerald B. Stringfellow Departments of Materials Science and Engineering and Electrical Engineering University of Utah Salt Lake City, Utah
Academic Press An Imprint of Elsevier San Diego London Boston New York Sydney Tokyo Toronto
This book is printed on acid-free paper. @ Copyright © 1999, 1989 by Academic Press All rights reserved. No part of this publication may be reproduced or transmitted in any form or by any means, electronic or mechanical, including photocopy, recording, or any information storage and retrieval system, without permission in writing from the publisher. Permissions may be sought directly from Elsevier's Science and Technology Rights Department in Oxford, UK. Phone: (44) 1865 843830, Fax: (44) 1865 853333, e-mail:
[email protected]. You may also complete your request on-line via the Elsevier homepage: http://www.elsevier.com by selecting "Customer Support" and then "Obtaining Permissions".
ACADEMIC PRESS An Imprint of Elsevier 525 B Street, Suite 1900, San Diego, California 92101-4495, USA http://www.apnet.com ACADEMIC PRESS An Imprint of Elsevier 24-28 Oval Road, London NWl 7DX, UK http://www.hbuk.co.uk/ap/
Library of Congress Cataloging-in-Publication Data Stringfellow, G. B. (Gerald B.) Organometallic vapor-phase epitaxy : theory and practice / Gerald B. Stringfellow. — 2nd ed. p. cm. Includes bibliographical references and index. ISBN-13: 978-0-12-673842-1 lSBN-10: 0-12-673842-4 (acid-free paper) 1. Compound semiconductors. 2. Epitaxy. 3. Crystal growth. 4. Vapor-plating. I. Title. QC611.8.C64S77 1999 537.6'22—dc21 98-27187 CIP lSBN-13: 978-0-12-673842-1 ISBN-10: 0-12-673842-4 Printed in the United States of America 05 06 07 08 IP 9 8 7 6 5 4 3 2
To my wife, Barbara Farr Stringfellow, and to my children, Anne, Heather, and Michael
This Page Intentionally Left Blank
Contents
Preface to the First Edition
xv
Preface to tine Second Edition
xvii
Glossary of Acronyms Used in Text
xix
Notation for Organometallic Precursor Molecules
1
xxiii
Overview of the OMVPE Process
i
1.1 1.2
1 3 3 5 5
Introduction Comparison of Epitaxial Techniques 1.2.1 Liquid-Phase Epitaxy (LPE) 1.2.2 Vapor-Phase Epitaxy (VPE) 1.2.3 Molecular-Beam Epitaxy (MBE) 1.2.4 Organometallic Vapor-Phase Epitaxy (OMVPE) 1.2.5 Chemical-Beam Epitaxy (CBE) 1.3 Overview of the OMVPE Growth Process References VII
6 8 8 16
VIII
2
Contents
Thermodynamics
17
2.1
18 18 20 38 39 50 64
Basic Thermodynamics of Phase EquiUbrium 2.7.7 Equilibrium Conditions 2.7.2 Solution Thermodynamics 2.2 Phase Diagrams 2.2.7 Binary Systems 2.2.2 Ternary Systems 2.2.3 Quaternary Systems 2.3 Thermodynamic Driving Force for Epitaxial Growth 2.3.1 Equilibrium Conditions 2.3.2 Equilibrium at the Solid/Vapor Interface 2.3.3 Growth Rate 2.3.4 Solid Nonstoichiometry 2.4 Sohd Composition 2.4.1 Mixing on the Cation Sublattice 2.4.2 Mixing on the Anion Sublattice 2.4.3 Dopant Incorporation 2.5 Quaternary Systems 2.6 Thermodynamics of the Surface 2.6.1 Surface Reconstruction 2.6.2 Effect of the Surface on Ordering 2.6.3 Stoichiometry and Doping 2.6.4 Solid Composition References
3
Physical Processes Occurring on the Surface 3.1 3.2 3.3 3.4
Introduction Surface Measurement Techniques Direct Observation of Surface Features Atomic-Level Growth Processes 3.4.1 Adsorption and Desorption 3.4.2 Adatom Motion
70 70 70 74 75 77 11 80 91 95 96 98 101 104 104 105
113 113 115 121 124 124 129
Contents
ix
3.4.3 Step Motion 3.4.4 Surfactant Effects 3.5 Effects of Surface Processes on OMVPE Growth 3.5.1 Dopant Incorporation 3.5.2 Selective Growth 3.5.3 Atomic-Scale Ordering References
Source Molecules 4.1 4.2 4.3 4.4
Introduction Group II Molecules Group III Molecules Group V Sources 4.4.1 As and P Sources 4.4.2 Sb Precursors 4.4.3 N Precursors 4.5 Group VI Precursor Molecules 4.5.1 Te Precursors 4.5.2 S and Se Precursors 4.6 Organometallic Dopant Precursors References
Kinetics 5.1
5.2 5.3
Background 5.1.1 Theory of Absolute Reaction Rates 5.1.2 Homogeneous Reactions 5.1.3 Heterogeneous Reactions 5.1.4 Multistep Reactions OMVPE Growth Process Homogeneous Pyrolysis Reactions 5.3.1 Pyrolysis Reactions for Cation Source Molecules
132 141 142 142 144 144 146 151 151 161 163 170 170 190 191 195 195 199 201 203 211 211 212 214 220 220 221 225 225
Contents
5. i. 2 Pyrolysis Reactions for Anion Source Molecules 5.3,3 Kinetics of Simultaneous Pyrolysis of Anion and Cation Precursors 5.4 Heterogeneous Pyrolysis Reactions 5.4.1 Heterogeneous Pyrolysis of TMGa 5.4.2 Heterogeneous Pyrolysis of TEGa 5.4.3 Other Group HI Precursors 5.4.4 Heterogeneous Pyrolysis of Group V Precursors 5.4.5 Heterogeneous Pyrolysis of Combined Cation and Anion Precursors 5.5 Ordering References
241 262 274 21 A 275 276 111 279 281 289
Hydrodynamics and Mass Transport
297
6.1 6.2 6.3 6.4
Introduction Complete Hydrodynamic Treatment of OMVPE Boundary-Layer Model Approximate Analytical Approach for Horizontal OMVPE Reactors 6.5 Application to Reactor Design References
297 298 308
Design of the OMVPE Process
319
7.1
319 321 324 325 332 334 339
7.2
Consolidated OMVPE Growth Model 7.1.1 Postulated Reaction Mechanisms Kinetically Limited Growth 7.2.1 Low Temperature, Atmospheric Pressure 7.2.2 Low Temperature, Low Pressure 7.2.3 Low Temperature, Very Low Pressure 7.2.4 High Vacuum 7.2.5 Summary of Kinetically Limited OMVPE Growth
309 313 316
346
Contents
8
xi
7.3 7.4 7.5 7.6
Midtemperature, All Pressures High-Temperature Regime OMVPE Growth of 11/VI Compounds Design of the Overall Process 7.6.1 Reactor Geometry 7.6.2 In Situ Controls 7.6.3 Total Reactor Pressure 7.6.4 Precursor Molecules 7.6.5 Optimum Growth Conditions 7.6.6 Reactor Configuration and Safety References
348 353 354 364 364 370 378 380 381 382 384
Specific l\/laterials
391 392 392 394 396 398 399 401 404 406 407 412 414 414 415 421 421 421 426 426 427 427
8.1
8.2
8.3 8.4
8.5
GaAs 8.1.1 Growth Temperature 8.1.2 Input V/in Ratio 8.1.3 Substrate Orientation 8.1.4 Source Materials 8.1.5 Total Reactor Pressure 8.1.6 Intentional Doping 8.1.7 Uniformity and Reproducibility AlGaAs 8.2.1 Growth Temperature 8.2.2 V/m Ratio 8.2.3 Substrate Orientation 8.2.4 Precursor Molecules GalnAs, AlInAs, and AlGalnAs InP 8.4.1 Triethylindium at Low Pressures 8.4.2 Trimethylindium 8.4.3 Very Low Pressures (CBE) 8.4.4 Other Sources GaP, GalnP, and AlGalnP 8.5.1 GaP
xii
Contents
8.5.2 GaJn^_^P 8.5.3 AlGalnP 8.6 As/P Alloys 8.6.1 InAsP/GaAsP/AlAsP 8.6.2 GalnAsP 8.7 Antimony Compounds and Alloys 8.7.1 GaSb and AlGaSb 8.7.2 InSb 8.7.3 InAsSb 8.7.4 Other As/Sb Alloys 8.7.5 P/Sb Alloys 8.8 III/V Nitrides, AlGaInN 8.8.1 Group III~AsPN Metastable Alloys 8.9 Selective Growth of III/V Semiconductors 8.10 11/VI Semiconductors 8.10.1 HgCdTe 8.10.2 ZnSandZnSe 8.11 Group IV Semiconductors 8.12 Nonsemiconductor Materials 8.12.1 Oxides 8.12.2 Nitrides 8.12.3 Metals References
428 430 433 434 436 439 440 442 445 447 451 452 459 460 462 462 466 469 470 470 472 All 474
Superlattice Structures
485 489 495 500 502 505 506 508 508 510
9.1 9.2 9.3 9.4 9.5 9.6
AlGaAs/GaAs GalnAs/InP AlGalnP/GalnP GalnAs/GaAs AlGaInN Strain-Layer Superlattices 9.6.1 Natural Strain-Layer Superlattices 9.7 GaAs on Si Substrates 9.8 SiGe Alloys
Contents
10
xiii
9.9 11/VI Compounds 9.10 Doping Superlattices 9.11 Atomic-Layer Epitaxy (ALE) 9.11.1 Practical Implementation References
511 513 514 515 519
Devices
525 527 528 533 536 537 538 543 546 546 547 548 548 549
10.1 Injection Lasers and LEDS 10.1.1 AlGaAs/GaAs Lasers and LEDs 10.1.2 GalnAsP/InP Lasers 10.1.3 AlGalnAs and GalnAs LEDs and Lasers 10.1.4 Antimonides for LEDs and Lasers 10.1.5 AlGalnP/GaAs LEDs and Lasers 10.1.6 AlGaInNLEDs and Lasers 10.1.7 II/Vl LEDs and Lasers 10.2 Photodiodes 10.2.1 p-i-n Photodetectors 10.2.2 APD Photodetectors 10.2.3 Long-Wavelength Photodiodes 10.3 Electronic Switching Devices 10.3.1 High Electron Mobility Transistors (GaAs/AlGaAs) 10.3.2 High-Speed Electronic Devices in GalnAs 10.4 Solar Cells 10.5 Sunmiary References Index
551 553 555 557 557 563
This Page Intentionally Left Blank
Preface to the First Edition
The epitaxial growth of compound semiconductors using organometallic precursors has advanced dramatically since the first experiments by Manasevit and coworkers just 20 years ago. My calculations indicate a doubling time during this period of approximately 2.5 years. Today, the technique has overcome many early obstacles, such as carbon contamination and graded interfaces. At one time it was thought that such problems might be inherent. Today OMVPE is used to produce GaAs and InP with purity equaling or exceeding all other techniques and superlattice structures with extremely abrupt compositional variations. Perhaps because of the short history and rapid growth rate, researchers publishing papers in this field cannot agree on a name (or acronym) to desribe the technique. The original work used the term metalorganic chemical-vapor deposition, or MOCVD. Other researchers, including the author, prefer organometallic vaporphase epitaxy or OMVPE, on the grounds that it is more descriptive of the technique and is consistent with the names of other epitaxial techniques: liquid-phase epitaxy (LPE), vapor-phase epitaxy (VPE), and molecular-beam epitaxy (MBE). The approximately biennial international conferences use the title metalorganic vapor-phase epitaxy or MOVPE. Even other acronyms such OMCVD and OME have been suggested. The important point is that these various names are not due to slight variations or differences of the growth technique. They are all used to describe precisely the same set of growth techniques, including the range of reactor pressures from approximately 0.1 to 760 Torr. Other names such as chemical-beam epitaxy (CBE) and metal organic molecular-beam epitaxy (MOMBE) represent the use of ultra-high-vacuum (UHV) conditions with no carrier gas. These techniques are really hybrids using the chemical precursors from OMVPE combined with the UHV approach of MBE. They are included in this book, which XV
xvi
Preface to the First Edition
describes all epitaxial techniques using organometallic precursors. To be consistent, this technique will be designated OMMBE (or CBE). Looking back, it seems we have regarded OMVPE as an inherently simple technique. Rapid progress was made by putting together a simple apparatus and by buying whatever precursors were available from chemical catalogues. Success in producing state-of-the-art materials, structures, and devices drew more workers into the field and led the organometallic vendors, with strong encouragement by the users, to institute special purification processes to allow the growth of highpurity semiconductors. Our primitive understanding of the fundamental aspects of OMVPE was based on the idea that the process basically consisted of pyrolysis of the individual precursors, producing the desired elements, followed by surface processes resulting in high-quality semiconductor materials. The approach to optimizing the process was mainly empirical. More recently, mainly in the last five years, OMVPE has gradually moved from the early, empirical stage to a more mature period of development based on our fundamental understanding of the growth process, incomplete though it may be. Experiments designed to probe the growth process have begun to reveal the details of the often complex chemical reactions. In this same period, we have come to regard the design of precursor molecules as a part of the overall design process. The purpose of this book is to give the reader a basic tutorial description of the important fundamental aspects of OMVPE as well as the latest developments for both III/V and 11/VI semiconductors. The emphasis is on a coherent description of the overall process, including the nature and properties of the precursor molecules themselves. An attempt is made to interconnect the various areas, including the chemistry of the precursor molecules and the thermodynamic, hydrodynamic, and kinetic aspects of OMVPE, which are often treated as being quite separate. The discussion of fundamentals leads to a section on process design, where the emphasis is on the practical application of the basic concepts discussed in earlier chapters to the design of a complete process, from selection of precursor molecules to the reactor configuration and operating pressure. Finally, the last three chapters deal with applications: the growth and characterization of specific materials, structures, and devices. I am glad to acknowledge a number of people who have assisted me with the preparation of the manuscript. My graduate students at the University of Utah have been extremely helpful in collecting data for tables and in critically reading the manuscript. I am particularly grateful to C. A. Larsen, K. L. Fry, S. H. Li, J. Dunn, C. H. Chen, N. Buchan, E. H. Reihlen, M. J. Jou, and W. T. Wang for their help. Dene morgan has assisted in many ways, and my daughter, Anne Stringfellow-Brookman, helped with the figures. I am particularly grateful to my wife, Barbara, and my children, who have been forced to endure frequent periods when I was physically, or mentally, absent. G. B. Stringfellow
Preface to the Second Edition
The rate of progress of OMVPE has accelerated during the period, nearly a decade, since the first edition of Organometallic Vapor-Phase Epitaxy: Theory and Practice appeared. Notably, the group III nitrides appeared from the blue. They feature prominently in the second edition. They were scarcely mentioned in the first edition, and today they represent a major commercial success of OMVPE for short-wavelength light-emitting diodes and lasers. Marked advances have also occurred in other semiconductor materials systems such as the antimonides. The growing popularity of OMVPE for non-semiconductor materials has also motivated the addition of sections on the growth of oxide and metal films. These are examples of a general trend of the use of OMVPE for the growth of a number of materials previously produced mainly by other techniques and the use of OMVPE for production operations. This has led to an increased emphasis on commercial OMVPE systems in this edition. Throughout the volume, an effort is made to assist the reader in understanding not only the basic ideas underlying OMVPE but also the practice of this growth technique. Thus, the key data necessary to design an OMVPE process for a specific application are supplied in tables and figures throughout the book. Probably the major fundamental advances have involved our growing sophistication in the use of surface science techniques to reveal the atomic-scale processes occurring at the surface during growth. This has necessitated the inclusion of an entirely new chapter on this topic as well as the addition of new sections to other chapters dealing with surface thermodynamic and kinetic phenomena as well as the use of surface techniques for the in situ monitoring of the OMVPE process. Of course, work on the development of new precursors specifically for OMVPE xvii
xviii
Preface to the Second Edition
growth has continued. Thus, the list of precursors described in Chapter 4 has expanded significantly. Our understanding of the reaction kinetics involved in the pyrolysis, both homogeneous and heterogeneous, of these precursors has resulted in a considerable expansion of Chapter 5. Consistent with the increasing trend toward the use of OMVPE for commercial operations, the list of materials, structures, and devices produced has expanded significantly. An effort is made in Chapters 8, 9, and 10 to include many of the most significant recent advances. I would like to thank my former Ph.D. student I. H. Ho for assistance with the production of several figures. G. B. Stringfellow
Glossary of Acronyms Used in Text
AES—auger electron spectroscopy AFM—atomic force microscopy ALE—atomic-layer epitaxy APOMVPE—atmospheric-pressure organometallic vapor-phase epitaxy BH—buried heterostructure CBE—chemical-beam epitaxy CIVPE—chloride vapor-phase epitaxy cw—continuous wave DFB—distributed feedback DH—double heterostructure DLP—delta lattice parameter EELS—electron energy loss spectroscopy ELO—epitaxial lateral overgrowth ELOG—epitaxial lateral overgrowth ESR—electron spin resonance EXAFS—extended X-ray absorption fine structure FET—field-effect transistor FTIR—fourier transform infrared GC-MS—gas chromatograph-mass spectroscopy XIX
XX
Glossary of Acronyms Used in Text
GIXS—grazing incidence X-ray spectroscopy GRIN-SCH—graded index separate confinement heterostructure HEMT—high electron mobility transistor HREELS—high resolution electron energy loss spectroscopy HVPE—hydride vapor-phase epitaxy IID—impurity-induced disordering LEED—low-energy electron diffraction LC50—lethal concentration for 50% of population (of tested animals) LED—light-emitting diode LLS—laser light scattering LPE—liquid-phase epitaxy LPHP—laser powered homogeneous pyrolysis LPOMVPE—low-pressure organometallic vapor-phase epitaxy MBE—molecular-beam epitaxy MBMS—molecular-beam mass spectroscopy ML—monolayer MODFET—modulation doped field-effect transistor MOCVD—metal-organic chemical-vapor deposition MOMBE—metal-organic molecular-beam epitaxy MOVPE—metal-organic vapor-phase epitaxy MQW—multiquantum well NMR—nuclear magnetic resonance PBH—planar buried heterostructure (laser) OMMBE—organometalic molecular-beam epitaxy OMCVD—organometallic chemical-vapor deposition OMVPE—organometallic vapor-phase epitaxy PL—photoluminescence RAS—reflection anisotrophy spectroscopy (identical to RDS) RDS—reflection difference spectroscopy (identical to RAS) RHEED—reflection high energy electron diffraction SDHT—selectively doped heterostructure transistor SI—semi-insulating SIMS—secondary ion mass spectrometry SIPBH—semi-insulating, planar buried heterostructure (laser) SLS—strain layer superlattice SPA—surface photo absorption
Glossary of Acronyms Used in Text
STM—scanning tunneling microscopy STP—standard temperature and pressure TgQ—temperature for 50% pyrolysis of a precursor molecule TED—transmission electron diffraction TEM—transmission electron microscopy TLV—threshold limit value TPD—thermally programmed desorption UHV—ultrahigh vacuum VCA—virtual crystal approximation VCSEL—vertical-cavity surface-emitting laser VFF—valence force field VPE—vapor-phase epitaxy VSEPR—valence shell electron pair repulsion XPS—x-ray photoelectron spectroscopy
xxi
This Page Intentionally Left Blank
Notation for Organometallic Precursor Molecules
BPE—bisphosphinoethane DATe—dially Itelluride DEAs—diethylarsenic or diethylarsenichydride DECd, DEHg, DES, DESe, DETe, DEZn—diethylcadmium, diethylmercury, diethylsulfur, diethylselenium, diethyltellurium, diethylzinc DEGaCl—diethylgallium chloride DHTe—dihydrotellurophene DIPAm— diisopropy lamine DIPNH— diisopropy lamine DIPSbH—diisopropylantimonyhydride DIPTe—diisopropy Itellurium DMAlH—dimety laluminumhy dride DMHy—dimethylhydrazine DMAs—dimethylarsenic or dimethylarsenichy dride DMCd, DMHg, DMS, DMSe, DMTe, DMZn—dimethylcadmium, dimethylmercury, dimethylsulfur, dimethylselenium, dimethyltellurium, dimethylzinc DMDTe—dimethy Iditelluride DNBTe—di-n-buty Itellurium XXIII
xxiv
Notation for Organometallic Precursor Molecules
DNPTe—di-n-propyltellurium DTBSe—ditertiarybuty Iselenium DTBTe—ditertiarybuty Itellurium EDMIn—ethy Idimethy lindium IBP— isobuty Iphosphine MATe—methylallyltelluride MMHy—monomethy Ihy drazine MSeH—methylselenol MSH—methylmercaptan TBAm—tertiarybutylamine TBAs—tertiary butyl-arsenic TBBDMAP—tertiarybutylbisdimethylaminophosphine TBDMAP—tertiarybutyldimethylaminophosphine TBDMSb—tertiarybutyldimethylantimony TBP—tertiarybuty Iphosphine TDMA As—trisdimethy laminoarsenic TDMAP—trisdimethylaminophosphorus TDMASb—trisdimethy laminoantimony TMAA—trimethylamine alane TMAG—trimethylamine gallane TEAA—triethylamine alane TEAl, TEAS, TEB, TEGa, TEIn, TEP, TESb—triethylaluminum, triethylarsenic, triethylboron, triethylgallium, triethylindium, triethylphosphorus, triethylantimony TESn—tetraethyltin TIBAl, TIBGa—triisobutylaluminum, triisobutylgallium TIPAl—triisopropylaluminum TIPGa—triisopropylgallium TIPIn—triisopropy lindium TMAl, TMAs, TMB, TMBi, TMGa, TMIn, TMP, TMSb—trimethylaluminum, trimethylarsenic, trimethylboron, trimethylbismuth, trimethylgallium, trimethylindium, trimethylphosphorus, trimethylantimony TMSb—tetramethyltin
Organometallic Vapor-Phase Epitaxy: Theory and Practice Second Edition
This Page Intentionally Left Blank
1
1.1
Overview of the OMVPE Process
Introduction
The last twenty-five years have brought a true electronic revolution of enormous significance to our everyday lives. As an economic phenomenon, this revolution has resulted in an increase in the cost effectiveness of electronic functions at a rate unparalleled by any other technologies. At the beginning of this period, the cost of a single transistor device was of the order of $5. Today we have sixtyfour-megabit integrated circuits that cost a fraction of this amount in inflationadjusted dollars, with gigabit circuits in the laboratory. During the same time period, the performance—for example, the speed—has also increased by orders of magnitude. This decrease of more than eight orders of magnitude (10^) in the price per unit function is astonishing and has significandy affected the national and world economies. By the year 2000, the microelectronics industry is projected to total $10'^, fully 10% of world trade [1]. This behavior contrasts sharply with other elements in our economic life. In a semiserious but provocative essay, Stephen Jay Gould [2] suggested in 1984 that some manufactured goods follow the rate of phyletic size decrease. An extrapolation of past trends suggested that Hershey's would introduce in December 1998, at a price of $0,475, the amazing weighdess chocolate bar, only a slight exaggeration. General experience suggests that while the quality and performance of many products have increased dramatically in the
2
1 Overview of the OMVPE Process
last three decades, consider for example automobiles and California wines, the price has also invariably increased as well. A question on the minds of those concerned with the semiconductor revolution has been at what level, and when, the progress will taper off and finally cease. Using Si in conventional structures, the ultimate limits for the processing and storage of data appear to be on the horizon [I, 3]. Beyond those limits, progress seems likely only using unconventional approaches including the use of photons and the photonlike characteristics of electrons. Photons themselves can be used for the logic functions in circuits, although the first application would appear to be their use in interconnects, where performance in conventional structures is limited by the need to move electrons from device to device in wires. An example of use of the photonlike properties of electrons is the switching between "on" and "off" states by tunneling between devices in a superlattice structure. This would allow more rapid switching of elements that could be packed more tightly, perhaps even in three-dimensional arrays. Applications such as artificial intelligence will require such advances. In this information age we also demand the transmission of information at extremely rapid rates, in addition to the reading/writing of data to/from storage media and the display and printing of this information. In advanced applications, these all require the use of a variety of photonic devices that are fabricated mainly in compound semiconductor materials. This demand for a wide variety of materials and structures for high-performance devices and circuits requires epitaxial processes for their growth with the desired qualities. The fabrication of superlattice structures with dimensions of the order often to several hundred angstrom units (A) fabricated in Si and Si/Ge alloys as well as in compound semiconductor materials will certainly require epitaxial growth processes with exquisite control, including the ability to change composition within a period of a few angstrom in at least one dimension, and ultimately in two or all three dimensions. The novel concept of self-assembly of quantum dot structures is currently being pursued with great vigor. Other requirements imposed even on current epitaxial growth processes include the ability to grow high-purity layers (foreign impurity levels of a few parts per billion) as well as to intentionally introduce impurities for n-type, p-type, and semi-insulating behavior. An important requirement will certainly be the versatility to grow the widest possible range of materials, including alloys consisting of combinations of four or more elements. All of this will have to be performed economically, which probably means with large areas processed per run in an efficient (i.e., with little waste of time or the expensive starting materials) automated batch process, with a high degree of control guaranteeing uniformity and reproducibility. This must all be done in a safe, nonpoUuting environment. Together, these requirements represent a tall order, indeed. Other reasons for epitaxial growth of semiconductor layers are related to the
1.2
Comparison of Epitaxial Techniques
3
lower growth temperatures. The III/V and 11/VI binary compounds can be grown from the melt. However, the use of the high temperatures required often gives rise to unacceptably high concentrations of both native defects and foreign impurities. The high vapor pressures of the constituents often cause additional problems. The thirty-five-atmosphere phosphorus pressure over molten GaP requires a special crystal growth ''bomb." Alloy semiconductors do not melt congruently; that is, the solid is not in equilibrium with a liquid of the same composition. Thus, the growth of bulk crystals of ternary and quaternary semiconductor alloys is practically impossible; epitaxial growth is required.
1.2
Comparison of Epitaxial Techniques
Several epitaxial techniques are currently available for the growth of semiconductor materials, including the oldest techniques, liquid-phase epitaxy (LPE) and chloride vapor-phase epitaxy (CIVPE), as well as hydride vapor-phase epitaxy (HVPE), molecular-beam epitaxy (MBE), chemical-beam epitaxy (CBE), and organometallic vapor-phase epitaxy (OMVPE). Each technique has strengths and weaknesses, summarized in Table 1.1 [4]. The technique(s) best able to meet the requirements briefly summarized here will play an important role in the continued advance of semiconductor electronics.
1.2.1
Liquid-Phase Epitaxy (LPE)
Liquid-phase epitaxy was used for much of the early research on III/V and 11/VI semiconductors. The apparatus required for the growth of excellent quality layers is extremely simple, and the low impurity and point defect levels achieved are impressive [4]. This is partly due to the stoichiometry of LPE material. For example, the growth of GaAs from a Ga-rich melt always produces material with the most Ga-rich stoichiometry. Thus, defects such as Ga vacancies and As atoms on Ga sites (the As antisite) are virtually nonexistent in LPE material. The As antisite defect is believed to be related to the deep electron trap denoted EL2, which is known to have a deleterious effect on several materials properties. Freedom from background elemental impurities in LPE-grown material is partly due to the availability of high-purity metals, which are typically used as solvents, and the inherent purification process that occurs during the liquid-tosolid phase transition for solutes with distribution coefficients of less than unity. Very important for the LPE growth of Al-containing materials, such as AlGaAs, is the purification process where oxygen in the system forms highly stable AI2O3 on the surface of the liquid, thus preventing oxygen incorporation into the epitaxial layer. This allowed the early AlGaAs layers grown by LPE to be far superior to layers grown by any other technique. The problem with LPE is that the very
1 Table 1.1 Technique
Overview of the OMVPE Process
Overview of epitaxy techniques Strengths
Weaknesses
LPE
Simple High purity
Scale economics Inflexible
CIVPE
Simple High purity
No Al alloys Sb alloys difficult >20-A interface widths
HVPE
Well developed Large scale
No Al alloys Sb alloys difficult Complex process/reactor Control difficult Hazardous precursors
MBE
Simple process Uniform Abrupt interfaces In situ monitoring
As/P alloys difficult Sb alloys difficult N materials difficult "Oval" defects Low throughput Expensive (capital)
OMVPE
Most flexible Abrupt interfaces High purity Simple reactor Robust process Uniform Large scale High growth rates Selective growth In situ monitoring
Expensive reactants Most parameters to control accurately Hazardous precursors
CBE
Uniform Abrupt interfaces Direct control of fluxes In situ monitoring Selective growth
Low throughput No large-scale reactors Expensive (capital) Expensive reactants Hazardous precursors N materials difficult
simplicity that makes the process so attractive for laboratory appHcations ultimately limits its flexibility in the commercial production of elaborate modern device structures. For instance, the growth of multilayer structures with extremely abrupt interfaces is difficult by LPE. In addition, the thickness uniformity of epitaxial layers grown by LPE is generally poor, with both short- and long-range variations. This results in difficulties with both yield, for sensitive devices fabricated in LPE-grown material, and scaling the process to the large size required for production operations. Another limitation is the difficulty in growing certain materials. Particularly
1.2
Comparison of Epitaxial Techniques
5
important examples are the alloys containing both Al and In. The high Al distribution coefficients lead to nearly insurmountable difficulties for LPE growth. These alloy systems will be discussed in Chapter 8. In spite of these difficulties, LPE is still in use for the production of several simple devices such as GaAs light-emitting diodes (LEDs) due to the superior properties of the material produced and the cost-effective production of very thick (10-100 yLtm) epitaxial layers. For some materials and applications, LPE remains the only technique that gives adequate results. However, the domain in which LPE is used commercially is being steadily eroded due to the need for advanced materials and more elaborate structures.
1.2.2 Vapor-Phase Epitaxy (VPE) To simplify notation, we will classify all vapor-phase epitaxial processes using halide transport of either element as VPE. This includes what is traditionally called hydride vapor-phase epitaxy, where the group V (for III IV materials) or group VI (for 11/VI materials) element is transported to the growth interface using the hydrides. It also includes traditional halide VPE, where both the cation and anion elements are transported using the halide (typically the chloride). For the growth of GaAs, this typically occurs by using ASCI3 flowing over liquid Ga. The VPE techniques have also played a major role in the development of compound (particularly IIIIV) semiconductors. The first ultra-high-purity GaAs was produced by the ASCI3 process, and hydride VPE is still used today in largescale commercial operations for the production of the relatively simple GaAsP homojunction LEDs. These VPE techniques suffer from some of the same limitations as LPE. While the growth of superlattice structures is not impossible, it is rather difficult for both techniques. Alternating layers are normally obtained by physically moving the substrate back and forth between two, or more, reactor tubes [5]. Such a crude approach is not attractive as compared with later techniques such as MBE, CBE, and OMVPE, where the transport of source materials, rather than the substrate, is manipulated. Another distinct problem with chloride transport is the extreme difficulty of growing Al-containing materials due to the chemistry of Al chlorides [4]. Again, the commercial use of these techniques is steadily shrinking.
1.2.3 Molecular-Beam Epitaxy (MBE) Molecular-beam epitaxy is the technique mainly responsible for the revolution in device physics that has occurred due to the use of superlattice structures. For several years MBE was the only technique capable of producing perfectly abrupt interfaces (i.e., with no graded transition region). In contrast with the techniques already discussed, MBE is elegantly simple in concept. Elemental sources are
6
1 Overview of the OMVPE Process
evaporated at a controlled rate onto a heated substrate under ultrahigh-vacuum (UHV) conditions. At low growth rates, the resultant layer is indeed epitaxial. In the UHV environment, the growth process can be monitored as the crystal is built up one atomic layer at a time [6], as discussed in Chapter 3. While MBE may be the ultimate research tool for the production of complex and varied structures, it has limitations for commercial applications. The need for UHV apparatus is expensive in terms of both capital outlay and operating expense. Frequent shutdowns are required to replenish the source materials, and opening the UHV apparatus requires bake-out before returning to the growth of very highpurity materials. This not only wastes valuable production time but also introduces a degree of nonreproducibility into the process; for example, the material quality may be affected by opening the reactor to change the sources. This is, of course, a factor in the overall economics of the use of MBE for production. A second problem limiting throughput for devices requiring thick layers is the relatively low growth rate. Morphological defects thought to be due to the elemental cation sources have proven nearly impossible to eliminate. This is a problem resulting in a reduced yield of devices fabricated in material grown by MBE. Another major problem is the difficulty in growing phosphorus-containing materials. Phosphorus bounces around in the system, ultimately collecting in the vacuum pumps. In addition, the growth of alloys containing both As and P is particularly difficult. Growth of the semiconductors containing the still more volatile N (AlGaInN) is even more difficult by MBE. This seriously limits the versatility of the MBE process.
1.2.4 Organometallic Vapor-Phase Epitaxy (OMVPE) Organometallic vapor-phase epitaxy is often referred to as metal-organic chemical vapor deposition (MOCVD) and by other permutations of these same letters (MOVPE and OMCVD). We will use the term organometallic to describe the precursor molecules, since it agrees with general chemical nomenclature. CVD is the most general term describing the growth process, since it implies nothing about whether the resultant layer is single crystalline, polycrystalline, or amorphous. We will be concerned exclusively with single-crystalline epitaxial layers; thus, the technique will be referred to as OMVPE. The beginnings of OMVPE research are often attributed solely to the pioneering work of Manasevit and coworkers [7] in the late 1960s. However, recent litigation has brought to light patents describing earlier forms of OMVPE for the growth of III/V semiconductors [8-10]. Because this work was not published in the scientific literature, it has been inadvertently ignored by the technical community. However, it clearly predates the work of Manasevit. The Miederer et al. U.S. patent was filed in September 1963 [8], with a similar German patent [9] filed a year earlier. Perhaps even more surprising, because of the early filing date of
1.2
Comparison of Epitaxial Techniques
7
September 1954, is the Scott et al. patent for the growth of InSb using triethylindium and stibine [10]. Nevertheless, without doubt the early publications of Manasevit are of enormous significance and represent a critical factor leading to the rapid development of OMVPE in the early 1970s. The early work described mainly the production of single-crystalline layers of a wide range of III/V, 11/VI, and IV/VI semiconductors. Early doubts about the ultimate purity of these semiconductors were dispelled by the 1975 demonstration, in a key paper, of extremely high-purity GaAs, with low-temperature mobilities exceeding 100,000 cm W s [11]. The appearance of reports of high performance minority carrier devices in the late 1970s and early 1980s [12] was the final factor leading to the explosion of OMVPE activity in the 1980s and 1990s. Today, much of the OMVPE effort centers around development activities associated with the increasing use of OMVPE for commercial production operations. We will see in later chapters that the OMVPE process is complex; thus, development initially proceeded somewhat more slowly than for the much simpler MBE technique. During the early 1980s a burning question was whether MBE or OMVPE would ultimately be the dominant technique for production of compound semiconductor materials for commercial device processing. At that time, questions related to purity and the inherent limits on interface abruptness still troubled the OMVPE community. Today those obstacles have been overcome. As we will see in Chapter 8, OMVPE has produced the highest-purity InP grown by any technique and GaAs as pure as by any other technique. More recently, it has been shown to be capable of producing high-quality nitrides for the highestperformance short-wavelength photonic devices. OMVPE is clearly the leader in this area. The ability to produce nearly atomically abrupt interfaces has also been demonstrated, as will be discussed in Chapter 9. Device results are summarized in Chapter 10. It will be seen that, in general, devices produced by MBE, CBE, and OMVPE have very similar performance characteristics. The major attractions of OMVPE relative to other techniques are the versatility and the demonstrated suitability for large-scale production. OMVPE is unquestionably the most versatile technique, suitable for the production of virtually all III/V and 11/VI semiconductor compounds and alloys. It has also proven to be the most economical technique, particularly for the production of devices requiring large areas, such as LEDs, photocathodes, and solar cells. In general, favorable economics require large-scale, high growth rates, and a high yield of suitable material (i.e., uniformity and reproducibility). For these reasons, OMVPE research, development, and production efforts have grown geometrically during the last two decades. This research effort has paid off: a number of commercial OMVPE facilities around the world are used for the production of devices such as LEDs in the range from red to blue, injection lasers in several wavelength ranges from the near IR (including 1.55 /mm) to the blue, detectors, the highest-efficiency solar cells, and ultrahigh-speed transistors and integrated circuits. Commercial OMVPE equipment has been developed that now
8
1 Overview of the OMVPE Process
provides virtually turnkey operation of reactors for the growth of materials for these commercially important devices. Nevertheless, several problems remain, including the need for expensive reactants and the large number of parameters that must be precisely controlled to obtain the necessary uniformity and reproducibility. An additional problem, addressed in detail in Chapter 4, is the use of hazardous materials such as the group V hydrides.
1.2.5 Chemical-Beam Epitaxy (CBE) Organometallic or metal-organic MBE (OMMBE or MOMBE) and CBE are hybrid techniques combining features of OMVPE and MBE. To be consistent, the term OMMBE will be used, even though MOMBE is much more common. In these techniques, organometallic or elemental group III elements and organometallic, hydride, or elemental group V elements are injected into a UHV system. OMMBE is often considered as distinct from CBE due to the use of elemental group V sources. Today the distinction has faded somewhat. For the purposes of this book, these techniques will be considered as special forms of OMVPE. In fact, the first OMMBE paper [13] described the use of typical OMVPE reactants in a UHV system as a means of clarifying the fundamental aspects of the OMVPE growth process. Another variation of the MBE technique, commonly referred to as gas source MBE (GSMBE), uses elemental group III sources combined with hydride or organometallic group V sources. Panish [14] was the first to use gaseous reactants in an MBE system. The advantages and disadvantages of OMMBE, GSMBE, and CBE will be considered in the context of the effect of reactor pressure on the OMVPE process. In general, the advantages and disadvantages of CBE, listed in Table 1.1, are similar to those for OMVPE. However, carbon contamination has been much more of a problem in CBE. Today, the quality of materials produced by CBE is comparable to that produced by MBE and OMVPE. As for MBE, the high vapor pressure of N over the III/V nitrides presents a problem for CBE growth. This, the absence of a large-scale reactor for production applications and the lack of clear and powerful motivating factors favoring CBE have probably relegated CBE mainly to the status of a research tool rather than a production technique.
1.3
Overview of the OMVPE Growth Process
All crystal growth processes, including OMVPE, are highly complex. Indeed, early crystal growth studies were invariably largely empirical, giving crystal growth, in general, the appearance of an art. Until fairly recently, a typical ap-
1.3
Overview of the OMVPE Growth Process
9
preach had been to treat the total OMVPE process as a "black box" that can be controlled by turning knobs in a systematic fashion until the desired materials properties are obtained, and then moving on to device fabrication and characterization. The standard measure of success has been device performance. The need for this black-box approach is partly because of the complex, multicomponent, multiphase systems that are normally of interest and partly because the process is dynamic and inhomogeneous phases are inherent. However, this approach is not necessary today. It would be inaccurate to claim that all aspects of the OMVPE process are thoroughly understood. Nevertheless, enough information is available to formulate simple, accurate models that are often quite useful in understanding and predicting the performance of OMVPE growth systems. The last few years have witnessed the introduction of optical techniques for the in situ monitoring and control of the OMVPE growth process. This has led not only to an improved understanding of the process but also to better control of the final product in commercial systems. In developing an overall growth model, the fundamental processes occurring during crystal growth are commonly subdivided into thermodynamic and kinetic components. Table 1.2 gives a brief summary of the various processes affecting OMVPE growth. Thermodynamics determines the driving force for the overall growth process, and kinetics defines the rates at which the various steps occur. Hydrodynamics and mass transport, which are intimately linked, control the rate of transport of material to the growing solid/vapor interface. The rates of the chemical reactions occurring during growth, either homogeneously in the gas phase or heterogeneously at the growing interface, also play a role. The rates of the heterogeneous processes depend on the details of the surface structure, such as the reconstruction and step structure. Each of these factors will dominate some aspect of the overall growth process. A study of the dependence of a macroscopic quantity, such as growth rate, on external parameters, such as substrate temperature and input precursor (source) flow rates, gave the first insights into the overall growth mechanism. In a classic paper, Shaw [15] showed that an examination of VPE growth rate versus temperature allows a general categorization of the process limiting the growth rate as mass transport, surface kinetics or thermodynamics. For an exothermic process such as OMVPE, increasing temperature results in a decrease in the thermodynamically limited growth rate. If the reaction rates limit the growth rate, termed the kinetically limited case, the growth rate increases with increasing temperature. Since gas phase diffusion is a nearly temperature-independent process, the growth rate is nearly independent of substrate temperature in the mass-transport-limited case. Other factors such as the effects of substrate orientation and total flow rate, with the individual partial pressures kept constant, also help in the determination of the growth-rate-limiting process. Substrate orientation affects neither the thermodynamic driving force nor mass transport; thus, a dependence of growth rate on
10
1 Overview of the OMVPE Process Table 1.2
Key processes in OMVPE growth
THERMODYNAMICS Driving force for epitaxy Maximum growth rate Stoichiometry and dopant incorporation Solid composition of alloys Surface reconstruction MASS AND HEAT TRANSPORT Hydrodynamics—boundary layers, recirculating flows, "dead" regions Temperature profile near the heated substrate Mass transport processes and rates—diffusion and convection Nutrients to interface—products away from interface Wall effects PHYSICAL SURFACE PROCESSES Surface reconstruction Step size and spacing Kink formation Surface diffusion—including anisotropy due to reconstruction Two-dimensional nucleation Three-dimensional nucleation—surface roughening CHEMICAL REACTIONS Homogeneous—in the gas phase Adduct formation Pyrolysis of precursors and adducts Complex radical reactions Heterogeneous—at the substrate surface Surface reconstruction Density and nature of steps, kinks, other "defects" Adsorption/desorption of precursors and intermediates Pyrolysis, including complex radical reactions Desorption of products SUBSURFACE PROCESSES Diffusion in the bulk—extremely slow Diffusion in few layers near the surface—more rapid?
substrate orientation is a clear signal that the kinetics of surface reactions is the rate-Hmiting step. On the other hand, since neither thermodynamics nor reaction rates are dependent on total gas velocity, if the partial pressures are held constant, a dependence of growth rate on total flow rate is a clear indication that mass transport processes limit the growth rate. This type of analysis can be applied to OMVPE growth. Consider, for example, the OMVPE growth of GaAs using trimethylgallium (TMGa) and ASH3. A consistent, general pattern for growth rate versus temperature has been reported in
1.3
11
Overview of the OMVPE Growth Process 10*
i
• A •
A • • 0.6
Krautleetal (1983) Plassetal (1988) Reep and Ghandhi (1984) 0.8
1.0 1000/T(1/K)
1.2
1.4
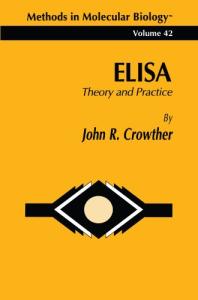
Figure 1.1. Growth efficiency (growth rate/TMGa molar flow rate) versus reciprocal temperature. The data, all for GaAs grown using TMGa and AsH^, are from Plass et al. [20] at a reactor pressure of 76 Torr; Krautle et al. [21] at atmospheric pressure; and Reep and Ghandhi [22], also at atmospheric pressure.
many studies. A collection of typical results is shown in Figure 1.1. The results of these and other studies in the same system show several characteristic features for OMVPE growth at normal operating pressures in the temperature range typically used, from 550° to 750°C: 1. The growth rate is nearly independent of temperature, indicative of masstransport-limited growth. 2. Saxena et al. [16] report the growth rate to be independent of substrate orientation, which also suggests mass transport limited growth. 3. Frolov et al. [17] report that rotation of the pedestal on which the substrate sits increases the growth rate. Since this would decrease the mass transport boundary layer thickness, this finding is also consistent with the hypothesis that the growth rate is limited by mass transport. 4. Leys and Veenvliet [18] showed that increasing the flow velocity increases the growth rate, also due to a decrease in the mass transport boundary layer thickness. These observations lead to an unambiguous determination that the growth-ratelimiting step is mass transport in the temperature range from approximately 550° to 750°C. At lower temperatures, the growth rate decreases with decreasing temperature, characteristic of a process limited by reaction kinetics. In this regime, the growth rate is also dependent on the orientation of the substrate. At temperatures above 750° C, the decrease in growth rate may be due to thermodynamic
1
12
Overview of the OMVPE Process
factors, such as the evaporation of the group III element, although alternative processes such as depletion of reactants on the reactor walls upstream from the substrate must also be considered. An additional observation reported universally for the OMVPE growth of III/V alloys is the linear dependence of growth rate on the group III flow rate entering the reactor in the temperature range where mass transport is the growth-ratedetermining step in the overall process. Representative data for GaAs growth using TMGa and ASH3, AlAs from TMAl and ASH3, and InP from TMIn and PH3 are plotted in Figure 1.2. The constant relating the growth rate to the group III source mole fraction in the input gas stream might be termed the mass-transport coefficient. A similar, but more common measure of reaction efficiency is the ratio of growth rate to the input molar flow rate of the minority component [19], which is plotted in Figure 1.1. This quantity has the advantage of being nearly independent of the reactor pressure. As discussed more fully in Chapter 6, the masstransport coefficient increases with decreasing reactor pressure, leading to generally incorrect and misleading claims that low-pressure reactors are more efficient. Data for several combinations of reactants for a number of III/V semiconductors are listed in Table 1.3. We will return to a discussion of these numbers later, but generally, in a system with no parasitic gas-phase reactions leading to depletion of the nutrient upstream from the substrate, values of reaction efficiency in the vicinity of 10"^ />t/mol are observed. Since the growth rate is limited by mass transport, the linear dependence on group III flow rate suggests that the group III molecule is completely depleted at the solid/vapor interface. In the simple case
a
GaAs :Mizutaetal (1984)
A
AlAs iMizutaetal (1984)
•
InP: Hsu etal (1983)
^.
o O
A
a
A 0.0
10
20
30
AikyI Flow Rate (iimole/min)
Figure 1.2. Growth rate versus group III alkyl flow rate for GaAs, using TMGa and AsH,, from Mizuta et al. [23]; AlAs using trimethylaluminum (TMAl) and AsH^ from Mizuta et ai. [23]; and InP using trimethylindium (TMIn) and PH3 from Hsu et al. [24].
1.3
Overview of the OMVPE Growth Process
Table 1.3
Summary of OMVPE growth rates
System
rg//jii(pLm mol- )
GaAs
1.5 1.6 2.9 2.8 6.7 3.4
X X X X X X
10^ 10^ 10^ 10-^ 102 102
Low Pressure or 1 atm
Source* TMGa + A s H ,
LP TEGa + A s H ,
13
Trc)
Notes
600-775 600 600-625 575-600 650 700
a b c c d e
700-750 680-720
g
1.7 X 10^ 4.5 X 10^
TMGa + T M A l + A s H ,
GaSb
4.5 X 10^ >104
TMGa + TMSb TMGa + TBDMSb
620 570-650
h i
GaAsSb
2.8 X 10^ 0.7-1.6 X 10-^
TMGa + TMSb + A s H , TMGa + TMSb + TMAsCorAsH^)
600 600-650
k
3 X 10^ 1.0 X 10^ 2.0 X 10^ 0.9-1.5 X 10-^ 2.0 X 10-^ 4 - 6 X 10-^
EDMIn + A s H , TMIn + A s H , TEIn + A s H ,
380-600 400-600 650-700 575-650 550-600 300-400
1 1 m n b
T M I n - T E P + PH3 TEIn 4- PH3 TMIn + PH3
600 550 650 650 600
P q r s t
TEIn + TEGa + ASH3 TMGa + TMIn + TMAs TMGa + TEIn + ASH3 TMGa + TMIn + ASH3
550 625 600 520-600
q u
TEIn + TEGa + PH3 TMIn + TMGa + PH3
600 625
w
AlGaAs
InAs
InP
TEIn + TMAs TIPIn + TBAs
f
J
0
3.8 4.5 7.9 1.2 6.9
X X X X X
10-^ 102 102 10^ 10^
7.6 1.4 1.3 2.0
X X X X
102 10^ 10^ 10^
LP
GalnP
8.8 X 102 5.2 X 10^
LP
InSb
1.5 X 104 1.0 X 104
TMIn + TBDMSb TMIn + TDMASb
450 325-425
y y
GaN
1.4 X 10^
TMGa + NH3
1,000
z
GalnAs
TEIn + PH3 LP
V
b
X
* Notation defined in Chapter 4. ^H. M. Manasevit and W. I. Simpson, J. Ei'ectmchem. Soc. 116 1968 (1969). ^C. P. Kuo, R. M. Cohen, and G. B. String; 'ellow,/ Cryst. Growth 64 461 (1983). '^P. D. Dapkus, H. M. Manasevit, and K. L. Hess, / Cryst. Growth 55 10 (1981). 'I Y. Seki, K. Tanno, K. lida, and E. Ichiki,. . Electrochem. Soc. 122 1108 (1975). ^G. B. Stringfellow and H. T Hall, / Crysi .Grawr/i 43 47 (1978). ^E. E. Wagner, G. Horn, and G. B. Stringfellow, 7. Electron. Mater. 10 239 (1981). e Y. Mori and N. Watanabe, J. AppL Phys. 52 2792 (1981). ''M. J. Ludowise and C. B. Cooper, Proc. Soc. Photoopt. Instrum. Eng. 323 117 (1982). (continues)
14
1 Overview of the OMVPE Process
Table 1.3 — Continued 'C. H. Chen, C. T. Chiu, L. C. Su, K. T. Huang, J. Shin, and G. B. Stringfellow, 7. Electron. Mater. 22 87 (1993). JC. B. Cooper, R. R. Saxena, and M. J Ludowise, /. Electron. Mater 11 1001 (1982). •^M. J. Cherng, G. B. Stringfellow, and R. M. Cohen, Appl. Phys. Lett. 44 677 (1984); M. J. Cherng, R. M. Cohen, and G. B. Stringfellow, J. Electron. Mater 13 799 (1984). 'K. Y. Ma, Z. M. Fang, R. M. Cohen, and G. B. Stringfellow,/ Appl. Phys. 70 3940 (1991). '"H. M. Manasevit and W. I. Simpson./ Electrochem. Soc. 120 135 (1973). "B. J. Baliga and S. K. Ghandhi, / Electrochem. Soc. 121 1642 (1974). «K. T. Huang, Y. Hsu, R. M. Cohen, and G. B. Stringfellow,/ Crystal Growth 156 311 (1995). PT. Fukui and Y. Horikoshi, ypn. / Appl. Phys. 19 L551 (1980). 4M. Razeghi, M. A. Poisson, J. P. Larivain, and J. R Duchemin, / Electron. Mater 12 371 (1983); M. Razeghi, M. A. Poisson, and J. P. Duchemin, unpublished results (1983). ^R. H. Moss and J. S. Evans. / Cryst. Growth 55 129 (1981). ^M. Ogura, K. Inone, Y. Ban, T. Uno, M. Morisaka, and N. Hase, Jpn. / Appl. Phys. 21 L548 (1982). 'C. C. Hsu, R. M. Cohen, and G. B. Stringfellow, / Cryst. Growth 63 8 (1983). "C. B. Cooper, M. H. Ludowise, V. Aebi, and R. L. Moon, Electron. Lett. 16 20 (1980). ^J. P Noad and A. J. SpringThorpe, / Electron. Mater 9 601 (1980). *J. Yoshino, T. Iwamoto, and H. Kukimoto, / Cryst. Growth 55 74 (1981); J. Yoshino, T. Iwamoto, and H. Kukimoto, Jpn. J. Appl. Phys. 20 L290 (1981). "C. C. Hsu, R. M. Cohen, and G. B. Stringfellow,/ Cryst. Growth 62 648 (1983). yj. Shin, A. Verma, G. B. Stringfellow, and R. W. Gedridge, / Cryst. Growth 143 15 (1994). 'S. Nakamura and G. Fasol, 77?^ Blue Laser Diode: GaN Based Light Emitters and Lasers (Springer, Berlin, 1997), p. 37.
of diffusion through a mass-transport boundary layer, the group III flux, would be [19] -^^
^,
(1.1)
where D is the diffusion coefficient, p* is the input partial pressure of the group III source, p' is the group III partial pressure at the interface, and 8^ is the thickness of the boundary layer. Since the intercept at / = 0 in Figure 1.2 occurs at/7* = 0, the group III partial pressure at the interface must be nearly zero. In the typical case where/7v»Pi*ji, the growth rate is independent of group V flow rate. For 11/VI systems, the more volatile group II precursor is often present in excess. In this case the pressures in Equation (l.l) refer to the group VI precursor, and the growth rate is independent of the input group II partial pressure. The approach taken in this book will be to examine each aspect of OMVPE separately and then to assemble the pieces into a coherent model of the OMVPE growth process in Chapter 7. As discussed earlier, thermodynamics, reaction kinetics, and mass transport play distinct and important roles in the OMVPE process. Thermodynamics, which defines the driving force for the epitaxial growth process, is discussed in Chapter 2. This chapter includes both traditional bulk thermodynamics as well as the thermodynamics of the surface, which has a profound importance for the OMVPE growth processes, since they occur largely at the solid/vapor interface. Chapter 3 deals with the physical processes occurring at
1.3
Overview of the OMVPE Growth Process
15
the surface during epitaxial growth. Chapter 4 adds the complexity due to the precursor molecules themselves. The bond strengths and configurations, seldom mentioned in discussions of the growth process, are important factors in the homogeneous and heterogeneous reactions occurring during OMVPE. We will see that the reactions observed can often be rationalized in terms of these considerations. Reaction kinetics and mass transport nearly always limit the overall reaction rate during OMVPE growth. Since these are subjects that are best dealt with separately, Chapters 5 and 6 treat homogeneous and heterogeneous kinetics and hydrodynamics and mass transport, respectively. Chapters 2 to 6 are organized with a general treatment of the topic, including a review of the basic concepts, preceding a discussion directed specifically toward understanding the OMVPE growth processes. The growth of GaAs using several combinations of precursor molecules is often used to illustrate the basic concepts, since the GaAs system has been studied significantly more than any other system. In Chapter 7, the various factors are brought together in a treatment of the overall process, with GaAs as the major example, but also considering other systems including the 11/VI semiconductors. The 11/VI semiconductors are frequently treated as an independent topic. However, as we will see, a study of the problems encountered in the OMVPE growth of these materials leads to a fuller understanding of the overall growth process for all materials. Another slight departure from the traditional treatment of OMVPE is the inclusion of growth using organometallic (and hydride) precursors in a UHV environment, as already discussed. The synergy gained by considering these dissimilar systems together provides important insights into the complex OMVPE process. The fundamental understanding of the OMVPE process, developed in Chapters 2-6, is used as the basis of a discussion of process design in Chapter 7. The design of the OMVPE process is considered in terms of choice of precursor molecules, design of the reactor hardware, and choice of growth parameters, including total system pressure, temperature, V/III ratio, and growth rate. The optimum process design is found to be related to the application (i.e., the materials, structures, and materials properties desired). Unfortunately, there can be no one set of parameters that will give optimum results for all applications. Applications are discussed in Chapters 8-10. In Chapter 8 an effort is made to give guidance about the optimum set of growth parameters for each individual material, stressing III/V and 11/VI systems but also including a brief discussion of the OMVPE growth of oxides, for both dielectric and superconductor applications, and metals. The empirical effects of growth parameters on materials properties are emphasized, with an effort to tie the results to the understanding developed in Chapter 7. Next, special structures, including both superlattices, lowdimensional structures, and growth on dissimilar substrates—GaAs on Si, for example—are discussed in Chapter 9. This is followed by a summary, in Chapter 10, of device results achieved in materials and structures grown by OMVPE.
16
1 Overview of the OMVPE Process
References 1. M. J. Kelly, Adv. Mater. 9 857 (1997). 2. Stephen Jay Gould, "Phyletic Size Decrease in Hershey Bars," in Hen's Teeth and Horse's Toes (Norton, New York, 1984), pp. 313-319. 3. A. Fowler, Physics Today 50 50 (1997). 4. G. B. Stringfellow, Reports on Progress in Physics 45 469 (1982). 5. G. Beuchet, in Semiconductors and Semimetals, Vol. 22A, ed. W. T. Tsang (Academic Press, Orlando, 1985), pp. 261-298. 6. C. T. Foxon, in Handbook of Crystal Growth, Vol. 3a, ed. D. T. J. Hurle (Elsevier, Amsterdam, 1994), pp. 155-181. 7. H. M. Manasevit, AppL Phys. Lett. 116 1725 (1969); H. M. Manasevit and W. I. Simpson, /. Electrochem. Soc. 12 156 (1968); H. M. Manasevit, J. Crys. Growth 13/14 306 (1972). 8. W. Miederer, G. Ziegler, and R. Dotzer, U.S. Patent 3,226,270 (1963). 9. W. Miederer, G. Ziegler, and R. Dotzer, German Patent 1,176,102 (1962). 10. T. R. Scott, G. King, and J. M. Wilson, U.K. Patent 778,383.8 (1954). 11. Y. Seki, K. Tanno, K. lida, and E. Ichiki, / Electrochem. Soc. 122 1108 (1975). 12. For example, see R. D. Dupuis and R D. Dapkus, Appl. Phys. Lett. 32 406 (1978) (lasers); R. R. Saxena, V. Aebi, C. B. Cooper, M. J. Ludowise, H. A. van der Plas, B. R. Cairns, T. J. Maloney, P G. Bordern, and P E. Gregory, J. Appl. Phys. 51 4501 (1980) (solar cells); R. R. Bradley, / Crys. Growth 55 223 (1981) (LEDs); and J. P Andre, P Guittard, J. Hallais, and C. Piaget, J. Crys. Growth 55 235 (1981) (photocathodes). 13. E. Veuhoff, W. Pletchen. P Balk, and H. Luth, J. Crys. Growth 55 30 (1981). 14. M. B. Panish, / Electrochem. Soc. Ill 2729 (1980). 15. D.W. Shaw, / Crys. Growth 31 130 (1975). 16. R. R. Saxena, C. B. Cooper, M. J. Ludowise, S. Hikido, V. M. Sardi, and PG. Borden, / Crys. Growth 55 5% {\9U). 17. I. A. Frolov, P. B. Boldyrevskii, B. L. Druz, and E. B. Sokolov, Inorg. Mater (Eng. trans.) 13 632(1977). 18. M. R. Leys and H. Veenvliet, J. Crys. Growth 55 145 (1981). 19. G. B. Stringfellow, in Semiconductors and Semimetals, Vol. 22A, ed. W. T. Tsang (Academic Press, Orlando, 1985), pp. 209-259. 20. C. Plass, H. Heinecke, O. Kayser, H. Luth, and P Balk, J. Crys. Growth 88 455 (1988). 21. H. Krautle, H. Roehle, A. Escobosa, and H. Beneking, / Electron. Mater 12 215 (1983). 22. D.H. Reep and S.K. Ghandhi, J. Electrochem. Soc. 131 2697 (1984). 23. M. Mizuta, T. Iwamoto, F. Moriyama, S. Kawata, and H. Kukimoto, J. Crys. Growth 68 142 (1984). 24. C. C. Hsu, R. M. Cohen, and G. B. Stringfellow, J. Crys. Growth 63 8 (1983).
Thermodynamics
The purpose of this chapter is to develop the basic thermodynamic insights that can be used to obtain an understanding of epitaxial growth. Thermodynamics underUes the epitaxial growth process for all techniques, including OMVPE, since epitaxial growth is simply a highly controlled phase transition. Thus, thermodynamics completely determines the driving force and, hence, the maximum growth rate for all growth processes. In addition, a thermodynamic understanding of epitaxy allows, for many growth conditions, the determination of alloy composition as well as the solid stoichiometry. Even though the nonstoichiometry of III/V semiconductors is small, it controls the concentrations of native defects such as vacancies, interstitials, and antisite defects. This, in turn, affects the incorporation of impurities, both those intentionally added to the system as dopants as well as contaminants. It also partially determines the diffusion coefficients of both major constituents and dopants. The thermodynamics of mixing of semiconductor alloys (III/V, 11/VI, and IV/IV) determines many characteristics of the growth process as well as the properties of the resultant materials. For example, thermodynamic factors may limit the mutual solubility of the two (or more) components of an alloy. Semiconductor alloys are frequently thought of, especially by device designers, as being completely miscible (i.e., alloys of any arbitrary composition are assumed to be stable). However, when the sizes of the constituent atoms are sufficiently different, miscibility gaps exist. In addition to solid-phase immiscibility in important alloys
17
18
2
Thermodynamics
systems such as GalnAsP and GaInN, this size difference also leads to microscopic structures far different than the random, totally disordered state normally expected for alloys. For example, natural superlattices, with a monolayer periodicity along a particular crystallographic direction in the lattice, are produced in many III/V alloys during epitaxial growth. Interest in the formation of these ordered structures is more than academic, since the band-gap energy, phonon properties, surface states, and free carrier mobilities may be significantly different for the disordered and ordered phases. Thus, both miscibility gaps and deviations from a random distribution of the atoms constituting the lattice affect the electrical and optical properties of semiconductor alloys in ways that are extremely important for many types of devices. In other words, specification of the composition of an alloy does not completely determine the properties. The microscopic arrangement of the atoms must also be considered. In addition to the traditional treatment of the thermodynamics of the bulk semiconductors, it has become abundantly clear in recent years that the thermodynamics of the surface must also be considered in any effort to understand the growth processes as well as the characteristics of the materials produced epitaxially. For this reason, this chapter will also consider the thermodynamics of the surface, including the bond rearrangement driven by the reduction in surface energy that leads to the various surface reconstructions. These reconstructed surfaces are observed not only for the static surface but also during vapor-phase epitaxial growth. Evidence for surface reconstruction was first observed using reflection high-energy electron diffraction (RHEED) during MBE growth; reconstruction has now also been observed, using both X-ray scattering and optical techniques, during OMVPE growth.
2.1
Basic Thermodynamics of Phase Equilibrium
2.1.1 Equilibrium Conditions We shall begin this chapter with a brief review of the basic concepts and terminology of thermodynamics. An excellent development of the solution thermodynamic concepts treated here may be found in Swalin [1]. A phase is a region (usually homogeneous) that is physically distinguishable and distinct from other phases. Thus, during OMVPE growth, we have the vapor and various condensed phases, including the solid phase being grown. The basic goal of thermodynamics, as applied to epitaxy, is to define the relationship between the compositions of the various phases in an equilibrium system at constant temperature and pressure. Equilibrium is defined as the state where the Gibbs free energy per mole, G, is a minimum. The Gibbs free energy is defined in terms of the enthalpy, //, and
2.1
Basic Thermodynamics of Phase Equilibrium
19
entropy, S: G = H - TS,
(2.1)
H = E ^ PV,
(2.2)
where E is the internal energy, V is the volume, and P is the pressure of the system. G, H, S, E, and V are all extensive quantities—that is, they depend on the size of the system. For convenience, they are expressed on a per-mole basis. For a twophase, a and yS, system, the total free energy is G' = G'^ ^- G'^^, where the prime denotes the total free energy as opposed to the free energy per mole. Since G' is a minimum at equilibrium, the change in G' by moving an infinitesimally small number of moles of component /, dn-, between the two phases causes no change in G! Expressed mathematically, this is written
f)
-if)' '0
The partial derivative of G' with respect to n- is such an important quantity for thermodynamic calculations that it is given a name, the chemical potential, represented as /JL-. Thus, the equilibrium condition may be expressed fjLf = fjiff
(2.4)
for each component in the system. For a reversible perturbation of the system, it can be shown from Equations (2.1) and (2.2) plus the relationship dE' = TdS' - PdV ih^i dG' = V dP - S' dT,
(2.5)
one of Maxwell's equations of thermodynamics. For an ideal gas {PV = nRT) at constant T, Equation (2.5) yields for a change in pressure dG' = nRT d InP.
(2.6)
^ = RT InP
(2.7)
M = M° + RT I n ^ ,
(2.8)
Hence, for a single ideal gas and
where />t° and P° represent the chemical potential and pressure of an arbitrary standard state. For an ideal gas mixture, ytt, = M? + /?r I n ^ , Pi
(2.9)
20
2
Thermodynamics
where p- is the partial pressure, equal to the mole fraction x^ multiplied by P, and the standard state is usually pure component L For an ideal liquid or solid solution, the same expression holds withp-//?-^ replaced by x-/x^. However, the standard state is pure /, so x^ = 1. The form of Equation (2.9) is so useful that it is retained even for a nonideal solution with xreplaced by the activity a-, which may also be considered a product of x^ and a nonideality factor y-, the activity coefficient: /x.-/xf-H/^rina^ fM^ = fM^^^RT\n(x^y.y
(2.10a) (2.10b)
2.1.2 Solution Thermodynamics Thermodynamics can be used to describe the driving force for epitaxy and to specify the maximum growth rate, as will be discussed in Section 2.3. In addition, thermodynamic calculations often give an accurate indication of the composition of multicomponent solids grown by OMVPE, as will be described in Section 2.4. The vapor phase is commonly considered to be ideal (i.e., JC- = Pi/p^-), since the source molecules are typically highly diluted in the carrier gas. However, calculations involving the liquid and/or solid phases must deal with their nonideality.
2.1.2.1
Regular Solution Model
The simplest model that can be used to describe the free energy of mixing of semiconductor liquid and solid solutions is the regular solution model. The term regular solution was first used by Hildebrand to describe a class of solutions that are nonideal but consist of a random arrangement of the constituents [2]. The term has since come to designate a more restricted, semiquantitative model for the calculation of the free energy of mixing of multicomponent systems. Two additional assumptions are (1) interactions between the constituent atoms occur only pairwise—that is, only between nearest neighbor pairs, and (2) the atoms reside on a lattice with each atom surrounded by Z neighbors. For a solution consisting of only A and C atoms, the nearest-neighbor bond energies are designated 7/^^, Hj^^, and H^^^. The bond energies are commonly thought of as being the sum of ''chemical" energies, frequently related to charge transfer due to differences in electronegativity, and "strain" energies related to distortions in the lattice due to differences in the sizes of the constituent atoms. Using these assumptions, it is possible to express the entropy and enthalpy of mixing of a binary solution A + C in simple terms. The entropy of mixing is simply the ideal configurational entropy of mixing: ^S^=
-R[x\nx-h{l
-jc)ln(l - x)].
(2.11)
2.1
Basic Thermodynamics of Phase Equilibrium
21
The enthalpy of mixing is obtained by summing nearest-neighbor bond energies ^H^ = x(l - j c ) a ,
(2.12)
where the interaction parameter, fl, is a = ZA^n^AC - K^AA + ^cc)]-
(2.13)
N^ is Avogadro's number. For phase diagram calculations, the free energy of mixing, obtained from Equations (2.11) and (2.12), plus the relation AGM = Af/M- r A 5 ^ ,
(2.14)
is the most significant quantity. The activity coefficients in the solution A -h C are obtained from the expressions RT\ny^ = -dn-
(2.15)
and 1
lnr/ =
(1--^/)-^
—
,.,.,
•
(2-16)
The regular solution model is not expected to provide significant physical insight into the thermodynamics of mixing of semiconductor solutions. However, treated as a purely empirical model, it is useful for the interpolation and extrapolation of phase diagram information in systems for which some experimental data are available. The interaction parameters can be obtained only by fitting the model to experimental free-energy or activity coefficient data [3] or by application of the model to the calculation of a phase diagram with the interaction parameter(s) adjusted to provide the best fit to the experimental data [4, 5]. The regular solution model can be used to calculate phase diagrams in binary, ternary, and quaternary semiconductor systems, as will be discussed in Section 2.2. For quaternary alloys of the type Ai_^B^Ci_ D^, the regular solution model must be modified to include both first and second nearest-neighbor interactions [6, 7]. It is frequently desirable to have a predictive model allowing the calculation of the thermodynamic properties of semiconductor alloys even in systems for which no experimental data exist. This is a difficult theoretical problem since the cohesive energies are much larger than mixing enthalpies, which necessitates that the calculated cohesive energies be extremely accurate. Efforts to give physical significance to the regular solution interaction parameters in solutions of nonelectrolytes (i.e., those with no coulombic contributions to the bond energies) began with Hildebrand [8], who defined the interactions in terms of solubility
22
2
Thermodynamics
parameters meant to represent the AA and CC bond energies, in an A-C solution, in terms of the energies of vaporization of the pure components. A similar model was applied to III/V liquid solutions with the addition of chemical terms related to the Pauling electronegativity difference between the constituents [9]. In the liquid state, the bonding is nearly metallic; thus, the structure is close packed, and the number of nearest neighbors was taken to be twelve. The calculated binary liquidus curves for the common III/V systems were found to agree well with experimental data, as will be discussed in Section 2.2 on phase diagrams.
2A,22
Bonding in Semiconductor Solid Solutions
Before attempting to discuss models specifically developed to calculate the enthalpy of mixing of semiconductor alloys, it is useful to consider briefly the structure and bonding in these solids. The semiconductor solid solutions considered here have the diamond cubic, zincblende, or wurtzite crystal structures. The zincblende lattice is shown schematically in Figure 2.1. It may be thought of as two interpenetrating face center cubic (f.c.c.) lattices with cations on one lattice and anions on the other lattice, with its origin displaced to (1/4,1/4,1/4)—that is, 1/4 of the distance along the cube diagonal. The diamond cubic lattice is the same structure with all atoms being identical. The wurtzite structure is similar; that is, each atom still forms four bonds, but with hexagonal symmetry. The lattice constants of the III/V and 11/VI compounds are listed in Tables 2.1 and 2.2. The crystal structure is a clear indication of the bonding in the solid. The number of nearest neighbors is low since each atom requires only four neighbors to form the covalent bonds necessary to complete the bonding orbitals of each atom. The sp^-hybrid orbitals form tetrahedral angles of about 110° with each other. The strong bending forces characteristic of such covalent bonds are responsible for stabilizing these open structures and preventing their collapse into the denser.
Figure 2.1. Illustration of the zincblende structure. (After Stringfellow [5], by permission of the pubhshers, Butterworths & Co., Ltd. ©.)
2.1
Table 2.1
Parameters used in the calculation of i\H^ and a comparison of experimental and calculated results for III-V compounds
(-A//?)
AIN GaN InN AlP AlAs AlSb GaP GaAs GaSb InP InAs InSb
23
Basic Thermodynamics of Phase Equilibrium
^^o(A)
/.^
Calculated (kcal mol^')
4.380^^ 4.520^^ 4.980^ 5.451 5.662 6.136 5.451 5.653 6.096 5.869 6.058 6.479
0.449 0.500 0.578 0.303 0.274 0.435 0.330 0.313 0.265 0.432 0.347 0.315
22.2 17.3 20.3 24.8 16.3 9.5 20.3 11.5 9.0
(--A//}') Best Value
39.8 27.8 25 ± 3 24.4 20 ± 2 10.5 ± 1.5 22 ± 2 13 ± 1 8±1
Experimental Range
Note
23 ± 2.5 17.2-29 12.3-20.96 9.4-11 21-21.5 12.4-17 6.8-10
c c d c d d d d d
^tonicity values from Phillips [18]. ^S. Slriteand H. Morkoc [171]. '^N. N. Sirota[172]. "D. D. Wagman, etal. [173].
twelvefold coordinated structures favored by metals and ionic crystals for which the bonding is nondirectional. The III/V compounds are stoichiometric to within the ability to measure nonstoichiometry [5]. As will be discussed later, this simplifies the calculation of the thermodynamic properties of solid alloys and is another indication of the strong covalent bonding in the solid. The 11/VI semiconductors are more ionic and hence less stoichiometric, although the departure from stoichiometry is still measured in parts per million. Table 2.2
ZnS ZnSe ZnTe CdS CdSe CdTe HgS HgSe HgTe
Lattice parameter and ionicity of common II-VI compounds ^o(A)
/i^
5.4093 5.6676 6.089 5.8320 6.050 6.481 5.85 6.084 6.461
0.623 0.630 0.609 0.685 0.699 0.717 0.79 0.68 0.65
^Ionicity values from Phillips [18].
24
2
Thermodynamics
Traditionally, semiconductor alloys have been described in terms of the virtual crystal approximation (VCA), where the lattice on which the atoms are situated is uniform; that is, the individual bonds are distorted to form a microscopically uniform solid solution. This was believed to be dictated by the accuracy with which Vegard's law describes the linear dependence of lattice constant on solid composition. However, we have recently discovered that the virtual crystal model for semiconductor solid solutions is in fact not a good description of the solid. Using extended X-ray absorption fine structure (EXAFS) results, Mikkelsen and Boyce [10] discovered a totally unanticipated feature of semiconductor alloys: the bond lengths in the alloy more nearly resemble the bond lengths in the pure binary compounds than the average values anticipated from the virtual crystal model. The measured bond lengths for the GalnAs system are shown in Figure 2.2 for comparison with values expected from the virtual crystal approximation. These results are typical of the behavior of III/V and 11/VI alloys in general. The valence force field (VFF) model [11] can be used to explain this behavior. The interactions between atoms are considered to be due entirely to strain (i.e., the stretching and bending of the bonds). The simplest form of the VFF calculation [12] for an alloy AC-BC assumes that the lattice is composed of five types of tetrahedra. Each has an atom C at the center, and the apexes are occupied by a combination of A and B atoms. The atoms on the mixed sublattice (A and B) are fixed at positions determined by the VCA, while the atoms of the common element (C) are allowed to relax in each tetrahedron to minimize the total strain energy. Thus, in this simple model the lattice is considered to consist of an array of tetrahedra of five types with from zero to four A atoms (in the A^B i _ ^C alloy) —1
r-
T—T-
In-As
2.60
»-*' --••2.55
o
GAL EXAFS DATA /
/VIRTUAL CRYSTAL
2.50 h
2.A5
^i>-
h
,J^7\
1 -A
Ga-As
^mr^ I
i
1-
t
i
l
l
'
0.2 O.A 06 OB 10 COMPOSITION (x in Ga^.^In^As)
Figure 2.2 Ga-As and In-As nearest-neighbor bond length versus mole fraction of InAs in Ga,_Jn^As. Closed circles and broken line denote calculated data. Open circles denote values measured by EXAFS [10]. Middle line shows the average nearest-neighbor distance, which follows Vegard's law. (After Fukui [14], reprinted with permission of the American Institute of Physics.)
2.1
Basic Thermodynamics of Phase Equilibrium
TYPE 3
25
TYPE 4
Figure 2.3. Tetrahedral cells in a ternary III-V alloy semiconductor. (After Ichimura and Sasaki [12], reprinted with permission of the American Institute of Physics.)
at the corners of the tetrahedra and one C atom within, as shown in Figure 2.3. Using this model, Fukui [13, 14] was able to accurately reproduce the bond lengths as a function of solid composition measured by Mikkelson and Boyce [10] in the GalnAs system. The results are reproduced in Figure 2.2. The behavior of bond lengths in 11/VI alloys is apparently similar to that in the III/V alloys [15-17]: the virtual crystal model does not apply. Motta et al. [15] conclude from EXAFS studies of CdZnTe that the bond lengths in the alloy remain nearly equal to their values in the pure compounds. We know that the bonding in a semiconductor is due to long-range effects, particularly the distributed electron energy states in the solid. The same valence electrons that determine the optical and electrical properties of the semiconductor also determine the bonding, as well as the elastic constants. This is contrary to the basic assumptions of the regular solution model, which cannot be expected to provide a physically accurate, predictive description of the enthalpy of mixing in semiconductor alloys. Efforts have been made to apply simple models developed to interpret the dielectric function, band gap, and other optical properties related to the distributed electronic states in semiconductor solids to treat the bonding in semiconductor alloys. The best-known examples are the Phillips-Van Vechten dielectric theory of electronegativity described in detail in Phillips's Bonds and Bands in Semiconductors [18] and Harrison's bond orbital model [19].
2.12.3
Phillips-Van Vechten Model
The band gap has been widely regarded as a measure of bonding in semiconductors (see, e.g., references [20-22]). The most coherent approach to demonstrating
26
2 Thermodynamics
this effect has been that of PhiUips and Van Vechten. Van Vechten [23] showed that a simple one-gap model yields the bonding energy due to the creation of the band gap. In place of the complex band structure with band gaps at the r(Eo), X(E^), and LiEj) points in the Brillouin zone, a simple E versus k diagram with a single, average band gap is used [24]. The valence band is lowered by one-half the energy band gap, 1/2 £g, at the zone boundary resulting in the reduction of the energy of some valence band states. The integral of the density of states times the change in energy, plus a "bottom of the band" correction, gives the total energy difference between covalent semiconductor and the metal of the same lattice constant. Phillips [25] found that the average energy gap in covalent solids, ^h. depends only on the lattice constant, ^h^V'-
(2.17)
The III-V compounds have higher average energy gaps for the same a^ due to the partially ionic nature of their bonding [25]. E^ = (El-^C'^y^\
(2.18)
where C is the dielectric electronegativity difference between anion and cation. C has been determined empirically for the III-V compounds, but Phillips demonstrated that it could be calculated using an expression similar to the one commonly found for molecular crystals except for the addition of a Thomas-Fermi screening term. The importance of the Phillips-Van Vechten model is that it focuses on the bonding due to all valence electrons in the compound in contrast to previous work that attempted to obtain bonding information from EQ, the band gap at the center of the Brillouin zone, which ordinarily contains only a small fraction of the bonding electrons. Using the dielectric model, Phillips and Van Vechten were able to calculate the ionicity [26], predict the equiUbrium crystal structure at STP [27], predict the high-pressure semiconductor-metal phase transition [28], and calculate the enthalpy, entropy, and temperature of fusion [29] and the heat of formation [30] for many semiconductors, including the group IV, III-V, and 11/VI materials. The elastic constants can also be correlated with these ''chemical" effects and analyzed semiquantitatively using this model [18].
2.12A
Calculation of the Enthalpy of Formation
Because the calculation of the enthalpy of formation, AZ/J^, of III-V compounds contains the central elements of the other calculations mentioned, it is a good example of the ability of the model to calculate thermodynamic quantities accurately, and will prove useful in later sections, it will be developed here. Three terms are included in the calculation of A//[? that reflect the enthalpy difference between the III-V semiconductor and the pure group III and V ele-
2.1
Basic Thermodynamics of Phase Equilibrium
27
ments. First, the energy change upon formation of the band gap is proportional to (EyEp)\n(EJEp), as described earlier. Since E^ ^ ^o ~ ^ ^ F ^ ^o~^' ^^^ A/ZJ? ^ a^^. Second, in the heavier semiconductors, the binding energies of the d subshells and the s-p core subshells are within a few Rydberg of each other. As a result, there is considerable mixing of valence and conduction band levels with d levels. This dehybridization of the sp^ bonding causes a lowering of A//^. Third, A/Zj? is believed to be proportional to the ionicity, defined as f, = (i;^] • El + C^-
(2-19)
The resulting expression for A//|? is A//0 = Kf,a^3
(2.20)
where i^ is a scaUng factor determined to be 1.24 X 10"^ kcal A^ mol~'. The excellent agreement between calculated and experimental values of A//^ for the III-V compounds is illustrated in Table 2.1. The values of/ used in the calculation are also included in Table 2.1. The range for conventional III-V compounds (excepting the nitrides) is seen to be small, from 0.265 to 0.435. The 11/VI compounds are much more ionic, as seen in Table 2.2.
2.1.2.5
Delta Lattice Parameter (DLP) Model for Enthalpy of Mixing
An important quantity needed for the calculation of solid-solid, solid-liquid, and solid-vapor phase equilibria is the heat of mixing in the solid, A//^. This coupled with the assumption of a random distribution of constituents on their respective sublattices allows the calculation of the free energy of mixing of the solid alloy. Pseudobinary phase diagrams, which will be discussed in the next section, are ordinarily calculated using the regular solution model for the solid and liquid, with fl^ in Equation (2.12) adjusted until the calculated phase diagram agrees with the pseudobinary solidus data. Preliminary attempts at systematizing data obtained in III-V alloys indicated fl^ to be a function of the lattice parameter difference between A and B [6]. Several authors [20-22, 31] have suggested that the bonding energy in semiconductors is linearly related to the band gap. The work of Phillips and Van Vechten suggests that the average band gap should be used in this relationship. Since it varies as a^-^ in semiconductors that are nearly covalent such as the III-V compounds, A//^^ which is used as a measure of bonding energy, might be written ^H^' = Ka^^\
(2.21)
28
2
Thermodynamics
Considering the zero of enthalpy to be infinitely separated atoms, the interaction parameter can be calculated from the enthalpy of mixing at jc = 1/2, yielding [6,32] -2.5 ^A + ^B
a^ = 4/^ ^99K
(^A
4^^ A^-^+^32-^
(2.22)
cinV
using Vegard's law to obtain the lattice constant at jc = 0.5. The value of K was obtained by making a least-squares fit of Equation (2.22) to available experimental values of a^ that are listed in Table 2.3. The value 1.15 X 10^ (cal mol-^A^^) Table 2.3
Alloy AllnP GalnP AlGaAs AlInAs GalnAs AlGaSb AllnSb GalnSb AlAsP AlAsSb AlPSb GaAsP GaAsSb GaPSb InAsP InAsSb InPSb AlGaN AlInN GaInN AlPN AlAsN GaPN GaAsN InPN InAsN
Comparison of interaction parameters calculated using various models with experimental data*
a^
a^
a^
(exp)^
(DLP)^
(VFF)b
Ct' (Mod VFF)"
3.25, 3.50 0 2.50 1.65,2.00, 2.80, 3.00 0 0.60 1.48, 1.90
3.65 0 2.81 1.85
5.01 5.59 0 4.38 4.39
3.35 3.83 0 3.06 3.03
0.02 1.46 1.85
0.03 2.53 3.09
0.02 1.73 2.15
6.53
4.69
0.99 3.36 7.91 0.58 2.29 5.19
1.38 5.49 12.53 0.90 3.67 8.27
1.01 3.99 9.09 0.58 2.40 5.35
1.19^ 17.45" 9.60 ^^ 19.68'' 57.93'' 28.90'^ 42.78^^ 19.68'' 26.71"
1.34 18.10 9.62 60.79 85.33 42.43 59.09 29.09 39.14
0.87 11.44 5.98 36.56 53.42 27.38 36.84 16.33 21.87
0.40, 1.00 4.00, 4.50 M. Gap 0.40 2.25, 2.90 M. Gap
23.00
*All values are in Kilocalories/mole. *From references 5 and 6. •'From Ho [102]. '^From reference 174.
n^ist Ppls)'^
Phase Separation?^
3.07 0.30 2.35
0.86 3.96
Yes Yes
Yes
Yes
Yes Yes Yes Yes
2.1
Basic Thermodynamics of Phase Equilibrium
29
obtained in this way agrees approximately with the value of 1.26 X 10'^ (cal mol~'A-^) obtained by fitting Equation (2.21) to experimental values of A//^^ The experimental and calculated values are compared in Table 2.3. The standard deviation between experimental and DLP model-calculated results is only 412 cal mol~' for the conventional III/V alloys where reliable experimental values are available. The DLP calculation also appears to be quite accurate for the III/V nitride alloys [33-35]. A similar calculation of interaction parameters in 11/VI solid solutions is also possible, as discussed later [36]. The remarkable accuracy of the DLP model for determination of 0^ must be attributed to a cancellation of errors in the calculation of A//^^ (x = 0.5) and (^H% -f- ^H^)/2. It can be shown that errors linear in jc—that is, ^H^' - A//^^,^ = a + bx—completely cancel and do not affect the calculated value of fl^ Thus, the important feature of the calculation is an accurate description of the compositional dependence of ^H^\ A striking feature of the DLP model is that the interaction parameter, hence the enthalpy of mixing, is always positive. As seen in Table 2.3, the experimental data verify this prediction; not a single III/V alloy has a negative enthalpy of mixing. This is also true for elemental and 11/VI alloys. Remarkably, for systems with end components having the same interatomic spacing, such as GaAs-AlAs, the solid solutions are nearly ideal.
2.1.2.6
Strain Energy Models
In the traditional regular solution model, the uniformly positive values of enthalpy of mixing strongly suggests that the enthalpy of mixing is due to strain, rather than chemical factors. Fedders and Muller [37] performed the strain calculation, which yielded interaction parameters, calculated assuming the virtual crystal model, approximately a factor of four too large. This was interpreted as being due to the failure of the VGA, as described earlier; that is, the bond distortions are considerably smaller than deduced from the virtual crystal model. As observed by Fedders and Muller, this convergence of two apparently divergent approaches is perhaps not surprising considering that both elastic properties and bonding are related to the electron energy states in the solid. Chen and Sher [38] and Sonomura et al. [39] demonstrated that the adjustable parameter in the DLP model could be calculated simply in terms of the strain energy using more realistic models for the bond distortions than the virtual crystal approximation. The mixing enthalpy can also be estimated using the simplified VFF model described in Section 2.1.2.2. The solid is considered to be made up of identical tetrahedra (Figure 2.3) with the position of the central atom, located on the sublattice with no mixing, allowed to relax to the position giving the lowest strain energy, considering both stretching and bending distortions. The strain energy due to the stretching and bending of the bonds in each type of tetrahedron is summed
30
2
Thermodynamics
over the five types of tetrahedra weighted by the distribution probabiUty (a random arrangement was not assumed in reference [12]). The two terms are coupled and must be solved simultaneously [12]. This approach allows a calculation of the free energy of mixing. The results are similar to those for the DLP model, but with no adjustable parameter. Assuming a random alloy uncouples the energy and distribution terms and so further simplifies the VFF calculation. There are two major drawbacks to the simple forms of the VFF model described here. First, when the lattice is assumed to be made up of tetrahedra where the corner atoms take the VGA positions, one of the sublattices is not relaxed. This causes a significant overestimation of the total strain energy. Second, the difference in energy between the several tetrahedra types is much greater than kT for many III/V alloys. This, of course, gives a nonrandom distribution of the five types of tetrahedra. Taking into account the effects of the resulting shortrange order (SRO) makes the calculation of the mixing enthalpy difficult, since it couples the two factors [12]. The first difficulty can be surmounted by considering a large ensemble of several hundred atoms with the positions of each allowed to relax [40]. However, this involves large-scale calculations and does not address problem 2, although attempts have been made to deal with the nonrandomness by using, for example, the quasi-chemical approximation [41]. This dilemma is easily resolved while maintaining a relatively simple calculation by considering only the dilute limit, where the effect of the SRO is negligible [33, 34, 42]. With this limitation, a full relaxation of the entire lattice can be considered without undue complexity, although the calculation must be done numerically. This approach was developed specifically for dealing with systems with very low solubility limits, in particular for the solubility of the very small N atom in conventional III/V semiconductors such as GaAs, InP, GaP, and so forth [33, 34]. It has also been used to estimate the magnitude of the miscibihty gap in the GaInN alloys [42, 43] of importance for blue-emitting diodes and injection lasers. The resulting values of O^ are included in Table 2.3 for comparison with the experimental results as well as the results of the DLP calculation. Surprisingly, the results of the VFF calculation are closely approximated by the results of the much simpler DLP calculation, which is valid for nondilute solid solutions. This is especially remarkable when it is considered that the adjustable parameter in the DLP calculation did not include data for the N-containing alloys.
2.12.7
First-Principles Models
In recent years, advances in fundamental insights relating to the energy of a semiconductor lattice, the methodology of solving mathematical problems involving extremely large matrices, and the increasing availability of high-powered computers has allowed first-principles local density self-consistent total energy mini-
2.1
Basic Thermodynamics of Phase Equilibrium
31
mization calculations in semiconductor alloy systems [44]. Using these quantum mechanical calculations, the thermodynamics of semiconductor solid solutions can be calculated without any of the extreme simplifying approximations necessary to obtain simple analytic models. The total energy minimization calculations are based on the entire complex band structures. The results from such calculations are included in Table 2.3. The mixing enthalpies have also been calculated for InGaN, InAlN, and AlGaN alloys using a pseudopotential perturbation approach [35].
2.1.2.8 Phase Separation The large positive enthalpy of mixing for systems with a large difference in lattice constant can overwhelm the negative entropy of mixing for temperatures below the critical temperature, resulting in a free energy versus composition curve shown schematically in Figure 2.4, with an upward bowing in the center. This dictates that at equilibrium, a random alloy with composition between points A and B will decompose into a mixture of two phases, denoted A and B in Figure 2.4. This is frequently observed in III/V system, as will be described in detail in the phase diagram section to follow.
S o l i d Composition (x)
Figure 2.4. Free energy versus solid composition for a hypothetical semiconductor alloy having a large positive enthalpy of mixing. The points A and B are the binodal points, and points C and D represent the spinodal points.
32
2 Table 2.4
Thermodynamics
Interaction parameters for ternary II-VI alloys
Compound
^ala
n (strain energy model) ^ (cal/mol)
CdSeTe ZnSeTe ZnSeS ZnSTe HgSeTe MnSeTe CdZnTe CdHgTe CdMnTe ZnHgTe ZnMnTe HgMnTe CdZnSe CdHgSe CdMnSe ZnHgSe ZnMnSe HgMnSe
0.068 0.074 0.047 0.121 0.060 0.086 0.060 0.003 0.022 0.057 0.038 0.019 0.065 0.006 0.039 0.071 0.025 0.045
2,430 2,930 980 9,800 1,750 4,230 1,740 I 140 1,550 580 100 2,150 6 610 2,650 220 860
a(DLPmodel)^ (cal/mol) 2,340 2,530 1,060 7,490 1,680 1,730 25 1,560
2,024 16 2.290
^Kisker and Zawadzki [36].
Less experimental data for phase equilibria are available for 11/VI systems. However, Kisker and Zawadzki [36] have applied both the DLP model and the Fedders and Muller strain energy approach to the calculation of interaction parameters for systems involving Cd, Zn, Hg, and Mn on the cation sublattice combined with the anions S, Se, and Te. The results are presented in Table 2.4. The interaction parameters calculated using the two approaches are nearly equal. They range from near zero, for alloys combining Hg and Cd, including the extremely important infrared device materials system HgCdTe, to very large values for alloys involving S and Te on the anion sublattice. Positive values for the enthalpy of mixing in 11/VI solids are obtained by other calculations and by analysis of the pseudobinary liquid-solid phase diagram. Calculations of Sher et al. [45], which include both strain and chemical effects, indicate that ZnCdTe, HgCdTe, HgZnTe, and CdSeTe all have positive enthalpies of mixing: all are expected to have miscibility gaps at low temperatures. The calculated free energies of mixing, including the nonrandom entropy of mixing, are shown for CdZnTe and CdSeTe in Figure 2.5. Brebrick [46] was able to fit the HgTe-CdTe pseudobinary phase diagram with a temperature-dependent solid interaction parameter of 1,384-0.8452 T. This gives a critical temperature of 287° K. Using a different model for the liquid solution, which has a small effect on the resultant solid-phase interaction parameter.
2.1
33
Basic Thermodynamics of Phase Equilibrium T(K)
0 00 ^01
Iv ^"^
T
•T——
1
300
.yCdyTe
SOO^X' -0 02 ^
^.03
^
-0.04
>
UL
'^
-\ \ 1000/
/
H
-0.05 150o/ -0 06
i
-0.07
\ a|
-0 08 0 0 ZnTe
O
0.5
1.0 CdTe
-0.04 \-
-0.05
Figure 2.5. Excess-free energy as a function ofy at different temperatures for ZnCdTe and CdSeTe. (After Sher et al. [45], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
Marbeuf et al. [47] obtained a somewhat different temperature-dependent interaction parameter of 782-1.064 T by fitting the pseudobinary HgTe-CdTe phase diagram, as will be shown in Section 2.2.2. This interaction parameter results in a slightly lower value for the critical temperature. In any case, phase separation is
34
2
Thermodynamics
not expected to be a problem during OMVPE growth that occurs at temperatures higher than the critical temperature. Since the self-diffusion coefficients are large for 11/VI solids, the question of whether the miscibility gap will result in clustering in the solid is relevant. Based on the analysis of III/V solid solutions, to be discussed later, the coherency strain energy is expected to stabilize the homogeneous solid even at room temperature.
2.1.2.9
Ordering in III/V Alloys
Unexpectedly, long-range ordering has been observed in III/V solid solutions, including those with large positive deviations from ideality. The spontaneous formation of such ordered structures during growth is also well documented for Si-Ge alloys, and some evidence for ordering has been observed for 11/VI alloys [43]. The superficial application of the regular solution model (Sec. 2.1.2.1) suggests that clustering and phase separation will occur in systems with positive interaction parameters, since the AC bonds are less stable than AA and CC bonds [1, 48]. On the other hand, a negative interaction parameter, when AC bonds are more stable, is predicted to lead to both short- and long-range ordering. Shortrange ordering simply means that more AC bonds exist than for a random alloy. In long-range ordering, the AC bonds form a pattern with formation of a new superlattice crystal structure having translational symmetry with a period that is usually double that of the normal lattice in a particular crystallographic direction. This doubling of the periodicity is easily detected using transmission electron diffraction (TED). Examples are shown in Figure 2.6. The [001] electron diffraction pattern for a disordered GaAso^Sbo^ epitaxial layer showing only the spots with unmixed indices typical of the zincblende crystal structure is shown in Figure 2.6a. The electron diffraction pattern for a GaAs^ 3 Sb^ <^ layer grown by OMVPE [49, 50], Figure 2.6b, contains extra diffraction spots indicative of formation of ordered structures. In this particular case, several ordered structures are formed. For two variants of the LIQ (CUAU) ordered structure, the periodicity is doubled along the two (100) directions perpendicular to the growth axis. An additional ordered structure, termed El, (chalcopyrite), is also formed with double the periodicity of the normal lattice along the (210) directions. Figure 2.6c is the [110] TED pattern for a disordered GalnP layer. The extra spots seen in the electron diffraction pattern shown in Figure 2.6d are indicative of ordering along two (111) directions. This is due to formation of the LI, (CuPt) ordered structure. The occurrence of these ordered structures will be discussed more fully in Chapter 9. Such ordered structures have also been observed in essentially all III/V alloys, as summarized in Table 2.5. Ourmazd and Bean [51] have also reported the formation of {111} ordered structures composed of alternating Ge and Si atomic pairs in Si-Ge alloys grown on (001) Si substrates by MBE. The solution to the apparent dichotomy of ordered structures in systems with
2.1
Basic Thermodynamics of Phase Equilibrium
35
Figure 2.6. [001] pole electron diffraction patterns for disordered (a) and ordered (b) GaAsSb and [110] pole electron diffraction patterns for disordered (c) and ordered (d) GalnP.
large positive deviations from ideality is suggested by early observations for ordered structures in metal systems. Swalin [1] suggests that the regular solution model conclusions related to the preference of a system for clustering or ordering, for a positive or negative interaction parameter, respectively, apply only when the bond energies, /^AA' ^ C C ^^^ ^AC ^^^ ^^^ interaction parameter, are due to chemical factors. If the positive deviation from ideality is due to strain, the atoms tend to be arranged v^ith a larger-than-random number of unlike nearest-neighbor pairs. Four decades ago Hume-Rothery recognized the obvious, that clustering in
Table 2.5
Summary of ordering observed in semiconductor alloys
Material
Growth Technique
Substrate Orientation
Ordered Structure
(110)
CuAu
Kuan et al. [60]
(110) (110) (110) (110)
CuAu CuAu CuAu CuAu CuAu + CH CH -H CuPt CuAu + CH {llU-3 period
Jen et al. [49] Uedaetal. [176] Kuan etal. [175] Nakataetal. [177]; Chin etal. [178] Jen etal. [49] Murgatroydetal. [179, 180] Jen etal. [181] Gomyoetal. [161]
CuPt-A
Gomyoetal. [160]
CuPt
Gavrilovic et al. [54]; Kondow etal. [182]; Suzuki etal. [183]; Nozakietal. [184] Chen etal. [185] Kondow etal. [186] Norman etal. [187]; Ueda etal. [188] Jen etal. [189]; Chen et al. [190]; Piano etal. [55] Murgatroid et al. [179, 180] Ihm etal. [191]; Murgatroyd et al. [192]; Uedaetal. [193] Chu etal. [194] Shahidetal. [195] Shahid etal. [195] Piano et al. [55] Uedaetal. [188]; Suzuki etal. [183]; Moritaetal. [197]; Bellon e t a l [198] Ruterana et al. [241] Shin etal. [199] Jen etal. [166] Seong et al. [200] Stringfellow[201] Jen et al. [57] Nakayama and Fumita [203] Ourmazd and Bean [51] Park et al. [63]; SalabancaRiba et al. [64] Chang and Goo [65]
GaAsSb GaAsSb GalnAsSb AlInAs
OMVPE &MBE OMVPE MBE MBE OMVPE, MBE OMVPE MBE OMVPE MBE
AllnP
MBE
AlGalnP
OMVPE
(001) (001) (001) (001), (2 X 3) reconstruction (001), ( 2 X 2 ) reconstruction (001)
AlGalnP AllnP AlInAs
OMVPE OMVPE MBE
(001) (001) (001)
CuPt-B CuPt CuPt
GaAsP
OMVPE
(001)
CuPt-B
GaAsSb GaAsSb
MBE MBE
(001) (001)
CuPt-B CuPt-B
GalnAs GalnAs GalnAsP GalnAsP GalnP
OMVPE VLE VLE OMVPE OMVPE
(001) (001) (001) (001) (001)
CuPt CuPt CuPt CuPt CuPt-B
GaInN GalnSb InAsSb InAsSb InPSb
OMVPE OMVPE OMVPE MBE OMVPE OMVPE LPE MBE
(0001) (001) (001) (001) (001) (001) (001) (001)
CuPt-type CuPt CuPt CuPt CuPt Luzonite Famatinite (?) CuPt-like CuAu
AlGaAs GaAsSb GalnAs GalnAs GalnAs
GaASo 25Sbo.75
GalnAs Si-Ge ZnFeSe HgCdTe
LPE
References
CuPt
2.1
Basic Thermodynamics of Phase Equilibrium
37
systems with a large difference in atomic size resulted in large strain energies [52]. He suggested that a size difference would drive both short- and long-range ordering. More recently, Ichamura and Sasaki [12] reached a similar conclusion using VFF model calculations. They resolved the apparent contradiction by noting that the phase separation resulting from a large positive enthalpy of mixing involves the formation of two completely incoherent phases. Clustering, on the other hand, involves the formation of coherent regions with dissimilar compositions. The coherency strain energy prevents clustering, as well as spinodal decomposition [53], as will be discussed later, and, in fact, leads to an increase in the number of bonds between dissimilar atoms (i.e., short-range ordering). Thermodynamic calculations using the models described earlier provided the first detailed rationalization of the ordered structures observed in III/V alloys. The total energy of a Gao5lnQ5P solid was simply found to be lower for the LIQ and Ell ordered structures, with ordering on {100} and {210} planes, respectively, than for a disordered mixture with a random atomic arrangement on the group III sublattice [44]. The LIQ and El, structures, both consisting entirely of tetrahedra with two In atoms and two Ga atoms, type 2 in Figure 2.3, are calculated to have similar energies. Obviously, the type 2 tetrahedra will have the lowest strain energies of the five types of tetrahedra, thus explaining the stability of these ordered structures in the bulk. However, the energy of the most commonly observed CuPt structure is much higher. This ordered structure is composed entirely of the type 1 and type 3 tetrahedra in Figure 2.3; thus, the strain energy is not relaxed as efficiently as for the LIQ and El, ordered structures. As a consequence, it is not stable in the bulk. As discussed in Section 2.6.2, this dilemma is resolved by consideration of the stabilities of the various ordered structures at the reconstructed surfaces. Thus, formation of the CuPt structure is due to surface thermodynamic factors. Annealing studies indicate that CuPt ordering is destroyed by annealing, in agreement with the conclusion that the CuPt structure is not stable in bulk GalnP alloys [54, 55]. Srivastava et al. [56] predicted ordering for alloys with compositions in the ratios 1:3, and 3:1, in addition to the 1:1 ratio discussed earlier. This type of ordering has also been observed in the GaAsSb system [50, 57] with the luzonite (LI3) superlattice structure formed. Theoretical analysis indicates the famatinite structure (DO22) to be more stable [58, 59]. An interesting feature of both the VFF and first-principles calculations is that the ordering is shown to be due to strain factors. This suggests stronger ordering for alloys with large differences between the lattice constants of the binary constituents, in accordance with the simple analysis of Hume-Rothery [52]. However, even for AlGaAs alloys where AlAs and GaAs have the same lattice constant, ordering has been observed in material grown by both OMVPE and MBE [60]. This is not expected from the first-principles calculations [61] and is still not understood.
38
2
Thermodynamics
Wei and Zunger [62] performed first-principles total energy minimization calculations to determine whether ordered structures are energetically stable in HgZnTe, CdZnTe, and HgCdTe solid solutions. Their calculations indicate the (100), CuAu ordered structure, one of the lowest-enthalpy ordered structures for III/V alloys, is unstable in the bulk, relative to the unmixed binary compounds for all three 11/VI alloys. This is attributed to the repulsion between p and d electrons. They also calculated the bond lengths in the alloys and found they were essentially independent of alloy composition; that is, they retained the values for the binary compounds. Nevertheless, the CuAu structure has been experimentally observed in ZnFeSe by Park et al. [63] and Salamanca-Riba et al. [64]. CuPt ordering was also reported for mercury cadmium telluride alloys grown by LPE [65]. Kinetic effects are also observed. For example, as the growth rate increases, the degree of order decreases [66]. This and other kinetic aspects of ordering are discussed in Chapter 5.
2.2
Phase Diagrams
Phase diagrams are extremely important for any crystal growth technique. Although not generally recognized, this includes OMVPE [67], CBE, and MBE [68]. Phase diagrams specify the number and compositions of the phases present when the intensive quantities such as temperature, pressure, and overall composition are specified. In a practical sense, they define the results to be expected when we perform an OMVPE (or CBE or MBE) growth experiment where we specify the typical growth parameters such as temperature and the partial pressures of the gas-phase constituents. As discussed in Chapter 1, for OMVPE the partial pressures change markedly within the gas phase as a result of mass-transport limitations. Thus, we have a choice of defining the number of condensed phases and their compositions in terms of the partial pressures entering the reactor, pf, or the values at the growing interface, p\. We begin with the least ambiguous descriptions, in terms of true equilibrium involving macroscopically homogeneous phases. The application of phase diagrams to typical multiphase situations will be discussed in some detail, since the OMVPE literature is filled with evidence that serious misunderstanding of the simple concepts of phase equilibria is rampant. The Gibbs phase rule is at the heart of any discussion of phase diagrams. It simply states that the number of independent intensive variables or the number of degrees of freedom of the system, F, is a function of the number of components, C and the number of phases, P: F= C- P + 2.
(2.23)
2.2
Phase Diagrams
39
The last term represents the temperature and pressure of the system. This is simply a result of applying the equilibrium conditions, of the type given in Equation (2.4), to cover each constituent in all phases of the system. In the simplest case for a two-phase system consisting of a single component, such as steam and water (vapor -f liquid), the system has one degree of freedom. For example, if the pressure is fixed at 1 atm, the temperature is also fixed (at 100°C, the boiling point of water). If the pressure is changed, so is the boiling temperature.
2,2.1 Binary Systems Consider first the so-called liquid-solid equilibrium for a binary III/V system. To be specific, consider the temperature-composition (T-x) phase diagram for the GaAs system seen in Figure 2.7a. For the simplest case of pure Ga, the melting point is fixed on this diagram. This is because we have assumed a pressure of 1 atm. As for the case of water, considered earlier, no vapor is present. However, if the Ga is contained in a typical LPE apparatus—for example, it is covered by an ambient of an "inert" gas, such as hydrogen—this produces a subtle change in the application of the phase rule. Strictly speaking, we have introduced an additional component into the system as well as an extra phase, the vapor. Thus, the value of F is unchanged by including this complication. Often, the T-x diagram is used to analyze the LPE growth of GaAs, ignoring the presence of the vapor (i.e., P is considered to be 2—the liquid plus the solid). However, this may cause problems even for the analysis of LPE growth. For example, the hydrogen may dissolve in both the liquid and the solid phases but be ignored. For the case of pure Ga, a finite concentration of Ga is also present in the vapor phase, equal to the vapor pressure of Ga. Thus, it is best to include the vapor in the analysis. At the melting point of Ga, C = 2, F = 3 and, thus, F = L We have assumed that the total pressure is fixed at 1 atm; thus, the system is invariant. This occurs only when the temperature is at the "melting point" of Ga (at this particular pressure). For a typical LPE growth experiment, the temperature is well below the melting point of GaAs, the overall composition is somewhat on the Ga rich side of stoichiometric GaAs, and the pressure is 1 atm. With no cover gas, the system consists of only two phases, the Ga-rich liquid and GaAs solid. There is no vapor phase, because the vapor pressures of Ga and As under these conditions are both below the system pressure of 1 atm. Thus, normally, the vapor is ignored in these phase diagrams, as they are used to analyze LPE growth. However, in reality, LPE growth is performed under a hydrogen (or other nonreactive gas) ambient. Thus, it is proper to consider the additional component (the inert gas) and the additional (vapor) phase. This does not change the value of F in Equation (2.23), but it does allow the specification of the partial pressures of both Ga and As above the
40
2
80
X'
Thermodynamics
^00
As
1
1
I
1
I
I
1
^^,.^4^
10-' 10-2
-\\
\^,
10-3 o B
10-5
a
10-6 10-7
io-«
-
\ \
x^^^^ \Ga
^ > ^ ' 2
-
10-' 10-10
\-
h
10-" 10-12
1
1
1 9,0
1 X
l\
N. ^>v
10.0
10*/T, •<"'
Figure 2.7, GaAs phase diagrams: (a) temperature-composition, (b) pressure-temperature, and (c) pressure-composition. The latter is drawn at a temperature Tj of approximately 980°C, where the Ga- and As-rich liquidus compositions are X2 and x^.
2.2
Phase Diagrams
41 10^
p(A5j
y"
10°
1 ''" r t
a.
10-*
As2
---r^"'
p(A$J ' ' " A s " "
-
p(Ga)
plGa)
10-8 1 1 in-10 0.0 X2 0-2
Ga
1
1
1
1
0-4
0.6
GaAs
0.8 x'2
TO As
Composition C
Figure 2.7.— Continued
liquid + solid mixture, as indicated by Figures 2.7b (the pressure-temperature [P-T] diagram) and 2.7c (the pressure-composition [P-x\ diagram). When both the liquid and solid phases are present, as well as the vapor, P = 3. Including the inert gas, C = 3. Thus, when the pressure is 1 atm, fixing the temperature totally defines the system thermodynamically. The composition of the liquid phase is fixed, the composition of the solid phase is fixed (it is not precisely 0.5), and the pressures of Ga and all As species in the vapor are also fixed. The phase diagrams specify all of these parameters. GaAs is not a single perfectly stoichiometric component, as is commonly assumed. The solid composition of GaAs can vary slightly, as seen in the inset of Figure 2.7a where the composition scale is magnified by a factor of approximately 10^. The solid composition can, in fact, vary from 0.5 by an extremely small amount, measured in parts per million. This solid nonstoichiometry has profound consequences for the properties of the solid, as will be discussed later. The GaAs melting point is defined to be the single point where the solidus and liquidus curves touch. This is normally not at precisely x = 0.5. However, as seen in Figure 2.7b, the As and Ga pressures are defined; thus, the system is invariant. Notice that the As in the vapor phase consists of both the dimer. As 2, and the tetramer, AS4. The relative amounts of the two species are determined by equilibrium thermodynamics; thus, they are shown on the P-Tand P-x phase diagrams. Elemental As also exists in the vapor, but at concentrations low enough to neglect. Monatomic Ga is the only significant Ga species. Two additional invariant temperatures indicated on the phase diagrams are the two eutectic points, where two solid phases and a single liquid phase are in equilibrium with the vapor phase. The number of phases is four, and the number of components is three: F must be unity, according to the phase rule. Thus, fixing the
Table 2.6 Summary of phase rule for various systems Phases System BlNARY
Vapor + Liquid
Vapor
+ Solid + Liquid (LW
F=2
F= 1
(.xl, T )
(7.)
[P,,PZl
SS,P,,P,l (liquidus line)
* Ignore solid nonsk~ichiometry. F = Degrees of freedom. ( ) = Typical independent variables. ] = Typical dependent variables. ss = Solid stoichiometry.
[XI,
Vapor + Solid (OMVPE)
F=2 (T, ~ v IPII,. ssl
)
Vapor
+ Solid, + Solid, No two solid regions
Vapor
+ Liquid + Solid,
+ Solid,
No two solid regions
2.2
Phase Diagrams
43
total pressure defines the eutectic temperatures in exactly the same way that it fixes the melting points of the various pure constituents. At the temperature and overall composition designated Tj and X2 (or x^) in Figure 2.7a, the only phases are the liquid and vapor; thus, there are two degrees of freedom. This single condensed phase field is represented as an area on the phase diagram. Both liquid composition and temperature can be varied independently, and the same two phases will remain. Of course, the vapor composition is a dependent variable in this case. Alternately, the vapor composition and temperature could be varied independendy, and the liquid composition would be determined. The results of this and the other situations to be described here are summarized in Table 2.6. A situation more related to epitaxy is represented by the same overall composition at a lower temperature designated Tj in Figures 2.7a and 2.7b. This is typical of LPE growth where the temperature of the liquid is lowered until a solid phase is precipitated. This situation is included in our discussion of OMVPE since it represents the simplest case for the determination of nonstoichiometry in the solid. Since we have three phases—the vapor, liquid, and solid—there is only a single degree of freedom, when the total pressure is fixed: the point falls on the liquidus line. When the temperature changes, so must the liquid composition in order to retain the three-phase mixture. The temperature also defines all of the pressures in the vapor as shown by the lines in Figure 2.7b. Notice that two values of each pressure are specified for each temperature. One represents the vapor pressure in equilibrium with the solid/liquid mixture on the Ga-rich side of the T-x diagram, as illustrated by the value of X2 in the T-x diagram. Alternately, we could have chosen a value of x > 0.5 intersecting the liquidus line on the As-rich side of the diagram at x'2. This would produce the higher As and lower Ga partial pressures. The solid in equilibrium with the liquid with composition X2 is that on the very most Ga-rich side of the range of stoichiometry. It would have the lowest number of Ga vacancies, interstitial As atoms, and As antisite defects, As^^, and the maximum number of As vacancies, interstitial Ga atoms, and Ga antisite defects, Ga^^. On the other hand, growth on the As-rich side of stoichiometry would reverse the situation, producing the maximum number of As antisite defects, Ga vacancies, and so forth. An understanding of the solid stoichiometry will become important when we discuss the incorporation of impurities and defects in epitaxial layers. A summary of three-phase equilibrium is included in Table 2.6. Another instructive situation is when the overall composition of the system is specified to be very nearly x = 0.5 at a temperature lower than the melting point of GaAs—T2, for example. In this case, the overall composition of the system is within the very narrow solid-phase field. The equilibrium phases are then the vapor and the solid with no liquid present. Since the number of phases has decreased by one, the phase rule dictates that F be increased by one to a value of two. When the total pressure is 1 atm, this is represented by an area in the phase
44
2
0.5003
5001_
1400
1300
0.^002
0.5001
•
1
MAX
0.5000
,.
(. \*
\ \
,
J
GoP (s) -»- -^
;-
CALC.
1 •
B^X
1
\ \y
\
-
"^
Gap ($)>•£
\
. \ X 1 900 ; 0.4997 0.4998 0.4999
\
L
A 0.5000
1
Neutral V Fit • •'
C
1
i /
GoP (s)
-
y-
1
• • .*
•\
1100
0.4998 ^
MELTING POINT
\
1200 -
0.4999
1
Thermodynamics
A
]
J o r d a n , et^ a l .
V •
LEG SEED.UNDOPEO, POWDERED LEG SEED. UNDOPED LEG SEED. DOPED
O •
LEG TAIL.UNDOPED LEG TAIL. DOPED
• o
LEG ANNEALED SO
-J
1 0.5001
X
1
1
0.5002
Figure 2.8. Experimental and theoretical existence curves for GaP. The data are from Jordan et al. [70]. (After Van Vechten [71], reprinted with permission from Journal of Electronic Materials, Vol. 4, 1975, a publication of the Metallurgical Society, Warrendale, Pennsylvania.)
diagram where temperature and solid composition, the stoichiometry in this case, can be varied independently. Naturally, the range over which the solid composition can be varied is extremely limited; in other words, the range of nonstoichiometry of the covalently bonded III/V semiconductors is small, at most a few parts per million. This is illustrated using the predicted solid-phase field in GaAs in the inset of Figure 2.7a [69]. In Figure 2.8, experimental data [70] are compared with calculated results for GaP [71], the only III/V system for which such data exist. The congruent point is seen to be on the opposite side of exact stoichiometry than for GaAs in Figure 2.7a. The range of nonstoichiometry for the 11/VI compounds is much larger but is still measured in tens of parts per million. The significant feature of this example is that the stoichiometry of the solid completely specifies the pressures of the Ga and As species, as seen in Figure 2.7c. Also worth noting are the large changes in both As and Ga pressures associated with an extremely small change in solid composition. This example is particularly important since it represents the situation during OMVPE growth: only a vapor and solid are present. In this thermal equilibrium
2.2
Phase Diagrams
45
case, the Ga and As partial pressures in equilibrium with the solid are linked and completely specify the stoichiometry of the solid. During LPE, the GaAs stoichiometry is fixed on the Ga-rich side of the solid-phase field. During OMVPE, the As partial pressure is normally an independent variable: it determines both the Ga pressure and the solid stoichiometry. This will be dealt with in more detail in Section 2.3.4. MBE growth of semiconductor materials can also be analyzed using the phase rule [68]. As the pressure of the system is reduced into the regime of MBE growth, the free energy of the vapor phase is reduced, which results in major changes in the phase diagram, as discussed in detail by Tsao [68]. For example, the GaAs temperature-composition phase diagram at a total pressure of 10"^ Torr has a fairly extensive vapor -f GaAs solid region. In this case, C~l and only the vapor and solid phases are present, so P = 2 as well. There is, of course, no carrier gas to worry about in this case. The phase rule determines the system to have two degrees of freedom. To specify the system completely, the temperature and the partial pressure of arsenic at the interface (or the As flux) are typically specified. Thermodynamically, the system resembles OMVPE growth. If the stoichiometry of the system is slightly Ga-rich, a liquid phase, essentially pure Ga, is formed. Thus, similar to OMVPE, MBE growth of GaAs is typically carried out with an excess of As in the vapor phase. Very recently, the As-rich GaAs grown at low temperatures by MBE has become of some interest because of its semi-insulating properties. Because of the extremely low growth temperatures, <200°C, an As-rich second phase can be formed. Thus, growth occurs in a two-condensed-phase region of the phase diagram and P = 3. This reduces the value of F to unity: the solid is always on the As-rich side of the region of solid stoichiometry. Only the temperature is an independent variable. The entire P-T-x diagram can be calculated using elementary thermodynamics. First consider the calculation of the liquidus line in the T-x diagram. In this case. Equation (2.4) takes the form MAc = /^k + M[:,
(2.24)
where fx- is given by Equations (2.10a) and (2.10b). The solid AC is the pure standard state, so a^^ ~ 1 and Equation (2.24) can be rewritten KT\xv{a\a'^) + (/x^^ 4- yfi^ - /JL^^^) = 0.
(2.25)
The second term is (AG^^^ - AG^fc)* the Gibbs free energy of fusion of AC minus the free energy of mixing of the stoichiometric liquid. It represents the free energy change upon melting a mole of AC and then separating the liquid with ^A ~ -^c ^ ^/2 into one gram-atomic weight, each of pure components A and C. In addition, AG^^ ^^V be written in terms of the entropy of fusion, A5'^c'
^Glc = ^slc(Tlc-n
(2.26)
46
2
Thermodynamics
by assuming A5'^c and A/Z^^ ^^ ^^ temperature-independent. Assuming the liquid to be a regular solution, for which AG^fc rnay be obtained from Equations (2.11), (2.12), and (2.14), and using Equation (2.16) to obtain the activity coefficients in solution. Equation (2.25) may be rewritten in the form [72] ln[4.,(l - . , ) ] +
^;
= - ^ i L ^ - , ^ ^
(2.27)
This expresses the composition of the liquid in equilibrium with pure solid AC as a function of temperature. Values of A^^ and T^ are available from the literature [4]. The values of O^ may be determined by fitting Equation (2.27) to experimental data using O' as an adjustable parameter. The resulting interaction parameters generally vary between 0 and -6,000 cal mol "^ for III/V liquid solutions [4, 6], which is indicative of fairly weak interactions characteristic of the metallic bonding in III/V liquids [5]. Models for the thermodynamic properties of metal alloys were developed over sixty years ago [73]. By adding a term due to the screened electronegativity difference between the group III and the group V elements in the liquid, the theory of metal solutions was extended to describe the thermodynamic properties of liquid III/V solutions [9]. This allows the partial pressures to be calculated yielding the P-T and P-x diagrams, of which Figures 2.7b and 2.7c are examples. A complete compilation of III/V phase diagrams can be found in reference 74.
2.2.1.1
OMVPE Phase Diagrams
An important question that must be considered before proceeding to more detailed thermodynamic analysis of OMVPE is. How does thermodynamics relate to epitaxial growth for extremely nonequilibrium techniques such as OMVPE? This question also involves the applicability of thermodynamics to CBE and MBE. The connection between thermodynamics and growth results has long been recognized for LPE, where the thermodynamic driving force for growth (i.e., the chemical potential difference between the liquid and solid phases) is relatively small. For LPE, growth proceeds at near-equilibrium conditions throughout the system; that is, the Gibbs free energy driving force for growth is small, as seen in Figure 2.9. Here, it seems natural to treat the growth process using thermodynamics, and, in fact, phase diagrams are well known to give important information about alloy composition, solid stoichiometry, and dopant incorporation, as discussed later. However, even for the vapor-phase growth techniques, such as OMVPE and MBE, where the input vapor is at a very much higher chemical potential than the solid produced, as seen in Figure 2.9, powerful thermodynamic factors still control much of the growth process. This is because, even for a system with a high supersaturation of the input vapor phase, near-equilibrium conditions may prevail near
2.2
47
Phase Diagrams
80
OMVPE TMGa + Arsine
MBE Ga + Arsenic
I 60
20
Growth Technique
Figure 2.9. Estimated thermodynamic driving force, Gibbs free energy difference between reactants and products, for several epitaxial growth processes. All calculations are for the growth of GaAs at 1,000° K. (After Stringfellow [238], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
the solid/vapor interface, the topic of Section 2.3.2. However, it may prove necessary to consider the thermodynamic properties of the surface phase(s) in addition to the vapor and bulk solid phases, as discussed in Section 2.6. The principles used to establish the phase diagram shown in Figure 2.7 can be used to generate a phase diagram having a slightly different form that is directly applicable to the OMVPE growth process. The independent variables for OMVPE growth of GaAs are typically the temperature, input group III partial pressure, and input group V partial pressure. We will assume the TMGa and ASH3 decompose completely to form Ga and AS4, the most stable As species at the temperatures and pressures normally used for OMVPE. These assumptions will be reconsidered in Chapter 5 dealing with kinetic factors. However, only minor complications are involved in including other species in the vapor [75, 76]. To complete the thermodynamic description of the OMVPE process, we will also assume equilibrium at the vapor/solid interface. This most important conceptual step will be discussed in more detail later. One of the first empirical observations for the OMVPE growth of GaAs was that unless the input ASH3 partial pressure is greater than the input TMGa partial pressure, severe surface morphological problems occur, related to the presence of a Ga-rich liquid phase in addition to the GaAs solid. As indicated in Figure 2.9, the input vapor is highly supersaturated relative to the solid. In addition, As and Ga are taken from the vapor in a 1:1 ratio since only highly stoichiometric GaAs is being produced. This indicates that one (or both, in some cases) of the elements
48
2
Thermodynamics
is nearly completely depleted at the growing interface to establish equilibrium. The input V/III ratio, the ratio of partial pressures of the group V element to the group III element in the input vapor, determines which element is depleted. When the V/III ratio is greater than unity, the Ga is depleted, and the stoichiometry of the solid is slightly As-rich. When the V/III ratio is unity, both will be depleted. If the As pressure were extremely high, equaling the As pressure at the liquidus from Figure 2.7b at the growth temperature, a second condensed phase would be formed, the As-rich liquid composition on the liquidus curve of Figure 2.7a. The As pressures along the As-rich liquidus in Figure 2.7b are lower than, but approximately equal to, the As pressures over pure elemental As. This is illustrated in Figure 2.10 where at high V/III ratios (low III/V ratios in the figure) and input As partial pressures below the vapor pressure of elemental As at the temperature for which the diagram is drawn, a single condensed phase, solid GaAs, is produced. The other case, where a second phase is formed at high-input As pressures, would virtually never occur during OMVPE growth since the vapor pressure of As is extremely large, exceeding 1 atm at ordinary growth temperatures. The situation is even simpler if the input III/V ratio exceeds unity. In that case, the As is depleted from the vapor, and the Ga pressure at the interface is only slightly below the input TMGa partial pressure. The Ga partial pressures along the liquidus in Figure 2.7b are extremely small, practically always orders of magnitude below the input Ga partial pressure. Thus, a second condensed phase is again formed, the Ga-rich liquid in this case. At extremely high III/V ratios, only a single condensed phase would form, in this case liquid Ga with As dissolved. Translated into the simple terms of Figure 2.10, a single condensed phase, GaAs solid, is formed if the input III/V ratio is less than unity. Otherwise, two condensed phases are formed. This is independent of the input As pressure. The OMVPE phase diagrams for GaN, InN, and GaInN alloys have also been
GaAs(s)*Ga
1.0
(I)
GaAs (s)
GaA${s}*Ai{s)
K.»/^
Pf* a ( 2 8 a t m )
Figure 2.10. GaAs phase diagram appropriate for OMVPE growth. The regions containing a single solid GaAs phase and the two two-phase regions are shown. (After Stringfellow [204].)
2.2
Phase Diagrams
49
calculated [77]. Here three regions are observed. First, of course, with the proper combination of temperature and input V/III ratio, a single semiconductor solid phase is formed. Second, at low temperatures and low V/III ratios, a group Illrich second phase is predicted, in agreement with experimental observations. Higher V/III ratios are required to avoid this for InN, as discussed in Chapter 8. Finally, at high temperatures and low V/III ratios, etching of the solid occurs. The GaAsSb ternary system contains Sb, a less volatile group V element. In this case it is indeed possible to use input Sb, in the form of TMSb, partial pressures exceeding the vapor pressure of elemental Sb. Thus, the Sb-rich liquid phase can be experimentally observed, as seen in Figure 2.11. The presence of the liquid phase causes the vapor-liquid-solid (VLS) growth of whiskers, as seen in the scanning electron microscope micrograph of Figure 2.12. For the 11/VI semiconductors, the group II element is normally more volatile than the group VI element; thus, equilibrium with a single condensed phase normally occurs with a VI/II ratio of less than unity and the sohd produced is normally on the group Il-rich side of perfect stoichiometry.
GaAsSbfs}*
Golf)
•
Droplats
O No
1.50
<
^
on Surface
Droplets
•
o
1.25
0
1.00
O
0.75
o GaAsSbis)
"T
%
1 1 1
I
o N
1.0
GaA55b(s)*Sb(l)
0.50
2.0
H
B >
l# 0.25 h
1
U^p
1,
t
1
4
1
oi^er liquid
1
1
6
8
•
Sb (600* C}
•
4.0
1
10
Figure 2.11. Phase diagram for the OMVPE growth of GaAsj.^Sb^ at 600°C. (After Stringfellow [205],' reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
50
2
Thermodynamics
5 |xm Figure 2.12. Scanning electron microscope micrograph showing the vapor-liquid-solid whiskers produced during OMVPE growth at too low a V/III ratio. (After Stringfellow [204].)
These OMVPE phase diagrams are useful for interpreting experimental data but give less information than the complete P-T-x diagrams, which give, in principle, the stoichiometry of the solid and the compositions of the other condensed phases. This is not realized in practice, since experimental data are usually lacking.
2.2.2 Ternary Systems An important category of semiconductors contains the alloys formed between binary compounds. Such alloys allow the tailoring of one or more properties for device applications. We have already briefly discussed the free energy of mixing and miscibility gaps in ternary systems. Here we address the ternai*y phase diagrams in much more detail, followed by a discussion of quaternary systems. The phase rule specifies that ternary systems, as compared with binary systems, will have one additional degree of freedom for a given number of phases. For example, a system consisting of only a liquid and vapor phase will have three degrees of freedom: the temperature and two compositional parameters are independently variable. To represent this situation, a triangular, three-dimensional phase diagram is most convenient, as shown in Figure 2.13. Again, this diagram shows only the condensed phases, but the composition of the vapor phase is completely determined once the three independent variables are specified. As the temperature of the system in the single liquid-phase region is reduced, the liquidus surface is eventually reached. At this point a solid phase is produced, reducing the degrees of freedom to two. Thus, the liquidus is represented as a surface. When
2.2
Phase Diagrams
L + AxB,.xC
Figure 2.13.
51
L+AxB,.xC
Schematic ternary III/V phase diagram. (After Stringfellow [206].)
the temperature is specified, one liquid compositional parameter is still independently variable. The solid composition always lies within a thin planar region running between the pure compounds AC and BC of Figure 2.13. Of course, since the solid alloys are not entirely stoichiometric, this region has a small, but finite, width. Normally, we ignore the nonstoichiometry in these phase diagrams. If the liquid composition lies in the same plane as the solid (i.e., when JC^. = 0.5), the phase diagram can be represented in two dimensions. Since one degree of freedom is arbitrarily removed, by considering the liquid to have only a single compositional variable, the liquidus representing the relationship between liquid composition and temperature with three phases—the vapor, liquid, and solid—in equilibrium, is a line. The line representing the equilibrium solid compositions for this same set of three phases is called the solidus. Each point on the liquidus line is the end of a horizontal tie line terminating at a point on the solidus curve. The region between the liquidus and solidus is a two-phase region where the liquid and solid coexist. The compositions of both the liquid and solid are invariant when the temperature is fixed. A change in the overall composition of the system within this region results only in a change in the relative amounts of the liquid and solid phases. The pseudobinary phase diagram for the AlAs-GaAs system is shown in Figure 2.14a.
52
2
Thermodynamics
1800
AlAs (a) GaAs
AlAs
Figure 2.14. Al-Ga-As phase diagram: (a) pseudobinary section and (b) isothermal sections and isosolidus concentration curves for the metal-rich portion of the diagram. The data (O) are from Foster et al. [207]. (After Stringfellow [2061.)
An alternate two-dimensional representation of the three-dimensional ternary phase diagram is obtained by taking isothermal sections. Again, the liquidus is represented by a line that is different for each temperature considered. The set of liquidus isotherms for the Al-Ga-As system are shown in Figure 2.14b. These isotherms give information complementary to the pseudobinary sections. However, they give no information about the solid compositions in equilibrium with the various liquids lying on the liquidus surface. This is remedied by also including, on the same diagram, the so-called iso-solid concentration lines [3], also shown in Figure 2.14b. During OMVPE growth, a single soUd phase is typically in equilibrium with the vapor. Thus, the number of degrees of freedom must be equal to three—the number of components, four (including the ambient gas), minus the number of
2.2
Phase Diagrams
53
phases, two, plus one (since the total system pressure is fixed). For a typical OMVPE experiment, the temperature and the vapor pressures of two components are independent variables. The partial pressure of the third component is determined by the solid/vapor equilibrium condition at the interface. The solid composition is then completely determined, including the stoichiometry. If the V/III ratio is greater than unity, the group III partial pressure(s) is orders of magnitude lower than in the input vapor phase. Thus, the V/III ratio at the interface and the solid stoichiometry are determined by the input group V vapor pressure(s), similar to the case described in the last section for OMVPE growth of binary compounds. In addition, if the input partial pressure of a group V element exceeds the partial pressure of the same element at the liquidus, a second condensed phase forms. This was demonstrated for the ternary GaAsSb system in Figure 2.11 in the last section. The liquidus surface and the solid compositions in equilibrium with each point on the liquidus can be calculated using the same thermodynamic concepts used for the calculation of the binary liquidus curves in the last section. The equilibrium conditions for the ternary system may be obtained in exactly the same way as described for binary systems, by equating the chemical potentials of the components in the two phases: /xj, + /i». = /xXc
(2.28)
MB + Mc = MBC-
(2.29)
and
In addition, the activities in the solid must be taken into account, typically using either the DLP or the regular solution model. In either case, the enthalpy of mixing is expressed in terms of the interaction parameter in the solid. The result is a set of two equations: i n ( ^ k r k c ) = l n ( 4 < r k 4 r t ) + ^ ^ A c ( n c - T) _ ^
^2.30)
and ln[(l - x X c ) r k ] = ln(4x'3rk^trt) +
^^BCC^C
- T) _ ^
(2.31)
The solid activity coefficients are calculated using Equation (2.16), with fl replaced by 11^ The activity coefficients in the regular ternary liquid may be written [78] RT In y\ = 0.\^x'l
+ ^\^x'^
+ (Si\^ + ^\^
- ^\^)x\x'^^
(232ei)
RT In yi^ = (I'^^x^i + n^x^^
+ (H^gc + a\^
- a;,c)^k^[:.
(2.32b)
54
2
Thermodynamics
and RT In y[
^^AC^A
+ a BC^B + (0' + ak,
^^AB)-^A-^P
(2.32c)
The calculation of the ternary liquidus and solidus can be carried out using values of the three liquid interaction parameters discussed earlier, and (1' obtained from the DLP model. Examples showing how closely the calculated phase diagrams describe the experimental data are shown in Figures 2.15 and 2.16. Knowing the activities in the liquid, the partial pressures of all vapor species can also be easily calculated. 11/VI phase diagrams are calculated using similar techniques. A complication is the association of anion and cation species in the liquid, which requires the slightly more complex regular associated solution model. The HgTe-CdTe phase iSOOi
T(X
Figure 2.15. AlAs-GaAs, InP-InAs, and AlSb-InSb pseudobinary phase diagrams. Experimental data from references 208 (O), 209 (O), 210 (O, • ) , 211 ( • ) and 212 (A). (After Stringfellow [5], by permission of the publishers, Butterworths & Co., Ltd. ©.)
2.2
55
Phase Diagrams I5CX)
1400
1300
1200
1100
lOOOh-
T(^C) 900h-
8001—
700
600 h-
500
400
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Figure 2.16. GaP-InP, AlSb-GaSb, and GaSb-InSb pseudobinary phase diagrams. Experimental data from references 213 (A), 4 H , 214 (O), 215 (D), 216 (A), 217 (O), 211 (#), 218 ( • ) and 219 (V). (After Stringfellow [5], by permission of the publishers, Butterworths & Co., Ltd. ©.)
diagram calculated using this model for the liquid and the quasi-regular solution model for the solid, where the interaction parameter is allowed to vary with temperature, as discussed in Section 2.1.2.5, is seen in Figure 2.17. Until recently, a part of the pseudobinary phase diagram in addition to the liquidus and solidus lines was ignored. Because the enthalpy of mixing for group IV, III/V, and 11/VI semiconductor solid solutions is always positive, as discussed in Section 2.1.2.5, at temperatures below a certain critical temperature {T^ in Figure 2.18), a single, homogeneous solid phase has a higher free energy than a mixture with two solid phases. Since we again have the coexistence of two condensed phases, the phase rule gives a single degree of freedom. The binodal curve relates the solid compositions and temperature. The free energy versus composition curve at a fixed temperature (Figs. 2.4 and 2.5) is the key to understanding the calculation of the binodal curve. The region of two solid phases contains horizontal tie lines connecting the two solid phases in equilibrium at a given temperature. The two solid phases (labeled "soUd 1" and "solid 2" in Figure 2.18) represent the
56
2
Thermodynamics
tAC
700
L_
CdTe Figure 2.17. Liquidus and solidus lines in the CdTe-HgTe pseudobinary section. Experimental points are from references 220 ( • ) and 221 (0). (After Marbeuf et al. [47], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
two compositions at which a straight Une just touches the free energy versus composition curve (points A and B in Fig. 2.4). This construction ensures that equilibrium prevails. Since the straight line is tangent to the G versus x curve at points A and B, transfer of an infinitesimal amount of material from phase A to phase B results in no change in the total free energy of the system. Two other important points on the G versus energy curve shown in Figure 2.4 are the inflection points lying between A and B. Between these two points the solid solution is unstable against an infinitesimal fluctuation of composition. The spinodal appears on the T-x phase diagram, as indicated in Figure 2.18. In the pseudobinary phase diagram, the boundary of the unstable region is defined by the locus of (d^ Gl dy^)jp = 0 [53], called the spinode. Inside this region, the solid can decompose "spinodally," with no energy barrier. Using the DLP model, the spinodal points are expressed in terms of the difference in lattice parameters of the binary components, Aa, if we assume Aa < a, where a is the average lattice parameter [53], d^G
RT %J5a-^^^al _y{i - y) The critical temperature, may be obtained from Equation (2.33), as = /Vv
T =
SJSKAal 4Ra 4.5
(2.33)
(2.34)
57
2.2 Phase Diagrams
Solid 1 / — - -
Figure 2.18.
V—
Solid 2
Schematic liquid-solid pseudobinary phase diagram.
Using this approximation, the critical temperature always corresponds to a critical solid composition of y^ = 0.5. The calculation can be carried out without that assumption. This yields a value of the critical composition not equal to 0.5 and changes the value of T^ by a minor amount that can usually be ignored. The prior calculation ignores the strain energy caused during spinodal decomposition of a single crystalline solid solution when the lattice parameter is a function of solid composition. Spinodal decomposition begins by forming areas with compositions slightly different than the matrix. In the single-crystalline solids considered here, the initial stages of spinodal decomposition will certainly occur coherently (i.e., without the formation of dislocations to relieve the elastic strain). This requires the addition of a term in the free energy due to the resultant strain energy. In a classic paper, Cahn [79] showed that this coherency strain could be included in the stability criterion, yielding [53] = 0
(2.35)
58
2
Thermodynamics
where 77^ = l^aja, E is Young's modulus, and v is Poisson's ratio. The coherency strain energy acts to stabiUze the solid against infinitesimal compositional fluctuations and thus reduces the temperature above which the solution is stable, which we will call T,. T^ does not include strain energy effects, but T^ does. For the DLP model, J ^
k ARa^^
Lc 2(1 - v)RN^'
/2 37) ^^'^'^
Ny is the molar volume of the solid with lattice parameter a^^a. This stabilizing term is very strong in III/V alloys, as seen from the calculated values of T^ and T^ for several III/V systems summarized in Table 2.7. These results suggest that if alloys such as GaAsSb can be grown in the region of solid innmiscibility, they will not decompose. Even at room temperature, there is no driving force for either compositional clustering or spinodal decomposition in most systems [53]. A slightly different aspect of the effect of coherency strain is the stabilization of an alloy in the region of solid immiscibility by the effect of the substrate. Adding the coherency energy due to a lattice parameter mismatch between an epitaxial
Table 2.7
Calculated values of critical temperature with {T^) and without {T^) the inclusion of the coherency strain energy^ ^Apor
System
^Ac(A)
«BC(^)
^..(K)
r,(K)
TERNARY ALLOYS GaAs^Sb,_^. Gajn,_/ InAs^,Sb|_^, GaJn,_^As GaJn,_^N A1>,-,N GaP,N,_, GaP.Sb,'^^ InP,Sb,_^,
5.6536 5.4512 6.0590 5.6536 4.520 4.380 5.4512 5.4512 5.8696
6.0950 5.8696 6.4794 6.059 4.980 4.980 4.520 6.095 6.4794
856 908 572 729 1,523 2,918 8591 1,965 1,306
* * * * * *
QUATERNARY ALLOYS Ga^In,_^As^,P,_^, GaJn|_^.As^Sb|_^, GaJn,_^P^Sb,_^ InP^As^,Sb,_^_^, GaP^As,Sb,_^l^ AI^Ga,,In,_^J^P Al^Ga^,In,_^_^As Al^Ga^In,_^_^Sb * Tj. < 0. Alloys stable at all temperatures and concentrations. ^Data from references 42, 80, and 93.
1,081 1,428 2,470 1,319 1,996 973 735 462
1820
* * * * * * * * * *
2.2
59
Phase Diagrams
layer and the substrate on which it is grown tends to stabiUze the soUd composition that produces an exact lattice parameter match [80]. The same effect will stabilize a single solid phase that has the same lattice parameter as the substrate, even though the system has a miscibility gap, indicating a two-phase mixture would have a lower free energy when the coherency strain energy is ignored. This effect was demonstrated experimentally for the AlGaAsSb system by Nahory etal. [81]. At the surface, where the strain energy is reduced, the initial stages of spinodal decomposition apparently do, indeed, occur during both LPE [44, 82] and OMVPE growth [44, 83]. Even when the solid composition is in a region where the free energy is a weak function of composition, fluctuations in solid composition are expected. The compositional fluctuations and clustering occurring as a result of these phenomena have marked effects on the electrical and optical properties of the semiconductor solids. Fluctuations in solid composition and band gap lead to increased scattering of free carriers and hence lower mobilities. The fluctuations in band gap also lead to broadening of the photoluminescence spectra. In Figure 2.19, the low temperature photoluminescence half-width, normalized by the compositional dependence of band gap dE^ldx, which yields the effective magnitude of the compositional fluctuation, AJC, is plotted versus the ratio of critical
30
25
ro o
20
15 10
0.2
Figure 2.19. PL half-width normalized by dEJdx versus critical temperature divided by the growth temperature for several alloys grown lattice-matched to the appropriate substrates, including AlGaAs, GalnAs, GalnP, and GaAsSb. The solid line was drawn simply to pass through the data points. (After Cherng et al. [83], reprinted with permission from Journal of Electronic Materials, Vol. 13, 1984, a publication of the Metallurgical Society, Warrendale, Pennsylvania.)
60
2
Thermodynamics
temperature to growth temperature. Clearly, even with no miscibility gap, an increasing enthalpy of mixing leads to compositional fluctuations that broaden the PL peak. Benchimol et al. [84] showed that by growing at higher temperatures, the compositional fluctuations due to solid immiscibility could be minimized, resulting in higher electron mobiUties in GalnAsP alloys. Epitaxial layers should also be stable during high temperature cycles necessary for device processing. However, the coherency strain energy is reduced at the surface; thus, some spinodal decomposition may occur at the surface during hightemperature annealing. Phase separation has been verified in a number of III/V alloy systems in situations where the coherency energy plays no role. An extreme case is the "doping" of GaP with N to produce green LEDs. Early LPE experiments [85, 86] demonstrated that only a few parts per million of N could be added to GaP before the solubility limit was reached, beyond which no further N could be added. Separate crystals of GaN would precipitate from the solution along with the GaP. Later, it was demonstrated that the solubility limit could be calculated using the DLP model [87]. Subsequent experiments showed that the temperature dependence of the maximum solubility was also correctly anticipated by the DLP calculation [88], as seen in Figure 2.20. Another system with a miscibility gap that prevents 1300
1500 •n
1800
Figure 2.20. Nitrogen concentration in GaP: N as a function of crystallization temperature. Starting temperatures are shown: O, reference 88; A, reference 222; # , reference 223. For the sake of consistency only the starting temperatures are given. ( ) represents the solubility limit calculated by Stringfellow [87]. (After Karpinski et al. [88], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
2.2
61
Phase Diagrams
750
A rnvi o
700
T{-C)
650
AA
600
0 GaSb
0.2
Figure 2.21. Binodal curve for the system GaAs,_^Sb^. Data points from Pessetto and Stringfellow [89] (A) are compared with those of Takenaka et al. [224] (D) and Gratton et al. [225] (O). Also included are data obtained by OMVPE growth: ( • ) , ref. [226], and (A), ref. [227]. The binodal curve was calculated using the DLP model. (After Cherng et al. [227], reprinted with permission of the American Institute of Physics.)
LPE growth is GaAsSb. Again, LPE growth from certain Ga-rich solutions produced a two-phase, incoherent, mixture of GaAs-rich and GaSb-rich soUds [89]. The extent of the miscibihty gap was again found to agree quite well with the DLP calculation, as seen in Figure 2.21. The critical temperature is 745°C. The alloys used in blue LEDs and lasers and green LEDs, in particular the GaInN and AlInN alloys, are actually metastable [33, 34, 42]. This may partially account for the difficulties experienced in the OMVPE growth of these materials. Recent experimental data support the theoretical predictions. Singh et al. [90] report evidence of a solid immiscibility for GaInN alloys containing >30% InN grown by MBE. Bedair's group [91] found evidence of spinodal decomposition in GaInN grown by OMVPE with x^^^ values of >28%. This is near the calculated
1200 + {J 1000 4-
^0) 800 I « 0) Q.
E
600 4400 + • •
200
0
—4—
0 GaN
Single Phase (SAD) Multiphase (SAD)
-H—'—I— 0.4
0.2
0.6
0.8
1 InN
Figure 2.22. Binodal (solid) and spinodal (broken) curves calculated by Ho and Stringfellow [42] for the GaInN system. The data points are from Finer et al. [91].
1. 18
y^iooX
Cdi _xZnxTe
0.79
/
•^'200"\
0.40 /
/
y^—250"^^^
E
0.00
| \
-0.39
-0.78
"—asS"'^--^^
)\\v^ Vs.
0.00
5§r^--.^^^
1 0.25
r^ 0.50 0.75
1.00
mole fraction x Figure 2.23. Gibbs free energy of mixing (kJ/mol) as a function of;: calculated for Cd,_^Zn^Te at different temperatures r ( K ) below T^. (After Motta et al. [15], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
2.2
63
Phase Diagrams
value of 22 percent InN for the spinode at 800° C, the growth temperature [42]. The predicted InN solubihty (the binode) at 800°C is only 6% [42], as seen in Figure 2.22. As mentioned in Section 2.1.2.5,11/VI solids also exhibit a positive deviation from ideality. From the bond distortions measured by EXAFS, Motta et al. [15] were able to calculate the mixing enthalpy of CdZnTe using the VFF model. Their free energy curves are reproduced in Figure 2.23. Naturally, the positive enthalpy of mixing gives rise to free energy curves that predict phase separation at low temperatures. The value of critical temperature is estimated from the data in Figure 2.23 to be approximately 430° K. The calculated binodal and spinodal curves are given in Figure 2.24. An additional complication for III/V ternary systems is the occurrence of ordering during epitaxial growth. The thermodynamic driving force for ordering was discussed in Sections 2.1.2.6 and 2.1.2.7. Surface effects will be discussed in Section 2.6.2. Based on first-principles calculations, Mugabe et al. [92] determined a phase diagram for the GalnP system, reproduced as Figure 2.25. Ordered structures are seen to be stable for alloy ratios of 3:1, 1:1, and 1:3 in Figure 2.25a, which represents the calculated phase diagram considering all of the
Lcd,_^n
miscibility gap
400
1
\ \ \ \ \ \ \ \ \ \ \ \
/
/
/ ^
300
- / ' /
—I ' /
' '
1
-/ / J t 1 1
1-. 0)
j
1
-
I
spinodal ^
\ \ \ \ \ \ \ \ \
g 200 (D
\
1 1 }
- 1
i li 1 1 1 1M l !
100
0
0.2
0.4
. I 1 1 1 1 1 1 1 1 1 III 1
0.6
0.8
1
mole fraction x Figure 2.24. Calculated binodal and spinodal curves for Cd,_^Zn^Te. (After Motta et al. [15], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
64
2
0.0
AC
0.2
0.4
0.6
Composition X
0.8
Thermodynamics
1.0
BC
Figure 2.25. Calculated GaP-InP-like phase diagram: (a) first-principles energies; (b) chemical energies only; (c) elastic-energy dominant. Shaded areas: single ordered phases; dashed: miscibility gap. D = disordered, yS = A,BC4,y = ABC2,5 = AB3C4, respectively. (After Mbaye and Zunger [228].)
energy terms. The rather complex phase diagram is seen to obey the phase rule, as discussed for the two-soUd phase regions described earlier.
2.2.3 Quaternary Systems Quaternary systems have become increasingly important because they allow the independent selection of two physical parameters, normally energy band gap and lattice constant. The phase diagrams for quaternary systems (i.e., those containing four elements) are of two types shown schematically in Figure 2.26 [93]. Since the liquid has three compositional degrees of freedom, an isothermal diagram requires all the dimensions. The distinction between the two types of systems is in the mixing in the solid. In the simpler case (Fig. 2.26b), the binary compounds share a common element. These solids are designated A^ByCi_^_yD for mixing solely on the cation sublattice and AB^C^D,_^_^ for mixing on the anion sublattice. Thus, the solid-phase field is represented as a triangle in the phase diagram. For quaternary alloys with mixing on both sublattices, designated
2.2
Phase Diagrams
65
Figure 2.26. Illustrations of the two types of quaternary phase diagrams for III/V and 11/VI alloys: (a) alloys where mixing is on both sublattices, with the solid represented as A,_^B^C,_^D^;(b)alloys with mixing on only one sublattice, with the solid represented as A,_^ B^C D.
A R, .C,D,. the solid-phase field is represented as a square in Figure 2.26a. Both types of quaternary alloy may be thought of as pseudoternary. They have only independent two compositional parameters, x and y, in addition to a third compositional parameter representing the stoichiometry. Application of the phase rule for the system containing only liquid and vapor phases indicates that the system has four degrees of freedom—for example, the three liquid compositional parameters and temperature. Thus, this region is represented as a volume in the three-dimensional isothermal diagram.
66
2
Thermodynamics
If the liquid is cooled until a solid is formed, as in liquid-phase epitaxial growth, the number of degrees of freedom is reduced to three. Thus, specifying the mole fractions of three elements in the liquid completely defines the system; that is, the temperature and x and y in the solid solution are fixed as well as the solid nonstoichiometry. This situation is summarized in Table 2.6. During OMVPE growth, only the solid and vapor phases are present; thus, the system has four degrees of freedom. In a typical situation, the temperature and the partial pressures of three elements would be specified. This is easily visualized for a III/V system where mixing is entirely on the group V sublattice and the total input molar flow rate for the group V elements far exceeds the input group III molar flow rate. In this case, since nearly equal amounts of group III and group V atoms are removed from the vapor phase to produce the epitaxial layer, the partial pressures of the group V elements at the interface are essentially unchanged from their values in the input gas stream. Specifying these four parameters, the three flow rates and the temperature, determines the group III vapor pressure at the interface and the solid composition, including the nonstoichiometry. The quaternary solid/liquid-phase diagrams, which are particularly useful for LPE growth, can be calculated in a manner similar to the ternary calculations described earlier. In fact, the phase diagrams for III/V type I quaternary solids can be calculated by a direct extension of the ternary calculation described in Section 2.2.2. The two expressions equating chemical potentials in the solid and liquid phases in ternary systems are replaced by three equations involving the chemical potentials of AD, BD, and CD in the A^.B,_^C^D|_^ solid. For the type II quaternary solids, with the chemical formula A^B,_^CyDi_^, the calculation is similar. However, in this case an interesting problem arises. The four equilibrium conditions are written
and
Mk + Ml: = MXC'
(2-37a)
/^B "^ Mc ^ /^BC
(2.37b)
/^A
= MAD'
(2.37C)
/I'B + MD ^ MBD-
(2.37d)
+ Ml)
Since the thermodynamic information to be derived is the same as for the type I systems (i.e., both systems have two solid and three liquid composition parameters in addition to the temperature), one equation is redundant. It can easily be shown that only three of the four equilibrium conditions are independent. The sum of Equations (2.37a) and (2.37d) is identical to the sum of Equations (2.37b) and (2.37c). This provides an interesting constraint, or consistency condition, on either the input values such as the temperatures and entropies of fusion or on the model [6]. Using the regular solution model for treating the free energy of the solid, as developed by direct extension of the ternary calculations by Jordan, Ilegems, and Panish [7, 94] the value of an additional, quaternary interaction parameter is speci-
2.2
Phase Diagrams
67
fied to ensure consistency. A similar result was obtained by Onda and Ito [95] using a more complex model where bond energies in the solid are summed, with the interatomic distances allowed to depart from the simple virtual crystal model, to be consistent with the modern understanding of the structures of actual semiconductor alloys discussed earlier. Hence, the bond energies are allowed to vary with alloy composition. The expression for the excess free energy of the type I quaternary solids is identical to the regular solution model expression. However, for the type II quaternary solids, the expression for the excess free energy of the solid is quite different, although the interaction parameters are similar, including the addition of a "quaternary" interaction parameter in addition to the conventional ternary interaction parameters. In the DLP model, since there are no adjustable parameters, only the number of bonds in the solid, which is not specified by the chemical potentials, can be adjusted to satisfy the consistency condition, as described by Koukitu and Seki [96]. The physical validity and significance of this assumption are not entirely clear at present. Ichimura and Sasaki [97] have calculated the deviations from an ideal, random arrangement for the atoms in type II solid solutions based on a quasi-chemical equilibrium model that includes both nearest and next nearest neighbor interactions, similar to the model of Onda and Ito described earlier. The deviations from randomness are found to have virtually no effect on the energy band gap or lattice constant. We have already described the positive enthalpy of mixing in ternary alloys, which can lead to phase separation when the size difference between the end components exceeds a few percent. In quaternary systems where the solid-phase field is a triangle (i.e., those where mixing occurs on a single sublattice), the critical temperature in the quaternary is the same as that of the pseudobinary with the highest value of T^. The immiscibility problem is accentuated in quaternary solid solutions where mixing occurs on both sublattices. In this case the binodal surface is defined by the free energy versus composition surfaces at each temperature. Two binodal points, connected by a tie line, are defined by a plane surface touching the free energy versus x and y surface at two points where the derivatives of free energy with respect to both x and y are equal. A calculation along these lines using the DLP model [98] results in an expression for the critical temperature in terms of the lattice parameter differences for the change in group III component, AaA, and group V component, Aa^, for the four binary constituents
(2.38) where K is the DLP constant, defined previously, and the parameters related to the differences in lattice constant are D = a^^^ — a^^ — a^j^ + a^^, A«^ =
68
2
Thermodynamics
a^^)l2, and Aa^^ = {a BC a^^)l2. Clearly, V^AD ^ B D "^ ^ A C ^BD "^ ^ A C the critical temperatures are higher for these quaternary systems since the effects of bond strain energy due to differences in lattice parameter on the two sublattices are additive. The critical temperatures calculated using the DLP model for several III/V quaternary systems are listed in Table 2.7. The significance of the miscibility gap was first recognized by deCremoux et al. for the GalnAsP system [99]. Using the DLP model, they calculated the range of solid immiscibility and found that it included the region needed for the LPE growth of the solid compositions necessary for 1.55 micron lasers lattice-matched to the InP substrate. Figure 2.27 shows the best experimental data for the GalnAsP solid-solid phase diagram, obtained from LPE growth experiments [82] and from long-term annealing experiments in an ambient allowing vapor transport of the materials, and hence more rapid attainment of equilibrium by diffusion through the vapor phase rather than by extremely slow solid-state diffusion [100]. The experimental data are compared with results calculated using the DLP model [93]. Calculated tie lines are included that indicate the compositions of the two solids that would be formed from the decomposition of a solid lying inside the miscibility gap. The extent of the occurrence of immiscibility in quaternary III/V systems is illustrated by Figure 2.28, the composite diagram calculated using the regular solution model by Onabe [101] showing the spinodal isotherms in all quaternary systems containing Al, Ga, and In combined with P, As, and Sb. The nitrides of Al, Ga, and In have become increasingly important in recent
GaP
0\— 950" K
• "? h
1.0
0943"'K ^I053°K
1.0 GoAs
Quillec et a l , ( l 9 8 i T ~ ~ ^ Spring Thorpe e t o l . (1983)
0 InAs
Figure 2.27. Binodal isotherms for the system GalnAsP. The soMd lines were calculated using the DLP model. The data are from SpringThorpe et al. [lOOJ (A) and Quillec et al. [82] (O). (After Stringfellow [93], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
2.2
Phase Diagrams
69
Figure 2.28. Spinodal curves for III-V quaternary solid solutions at 400-1,000°C (solid lines). Temperatures are indicated as 4 for 400° C and so on. Dashed lines represent the compositions for lattice matching to GaAs, InP, InAs, and GaSb. Crosses represent the critical points for A,_^B,C,_,D,,quaternaries. (After Onabe [229], © NEC Corporation, 1984.)
years, as discussed in Chapters 8-10. The AlGaInN phase diagram is predicted, using a VFF model calculation [42, 102], to have a significant region of solid immiscibility, as seen in Figure 2.29. AIN
GaN
InN
Figure 2.29. Calculated solid AlGalnP phase diagram. Heavy solid lines represent the 1,100°C isotherm, and lighter straight lines are the tie lines. (After Ho [102].)
^0
2.3
2
Thermodynamics
Thermodynamic Driving Force for Epitaxial Growth
2.3.1 Equilibrium Conditions For the simple process A^
B,
(2.39)
the equilibrium condition is fjil"^ RTIn a% = /ji^^ + RTIn a^,
(2.40)
where a*^ is the activity at equilibrium. Thus, a%al = exp (^ ' ^ ^ ^ ^ ^ ^ j = ^i = ^ ^
(2.41)
which is the basic law of mass action. AT^ is the equilibrium constant. When the system is not at equilibrium, the thermodynamic driving force to restore equilibrium is A/x = /XQ — /x^, ^/uL = fjil + RT In a%- fjil-
RT In a%
(lAldi)
or = /?rin(^^^|.
(2.42b)
This is the driving force for epitaxy, which is shown for GaAs growth by various epitaxial techniques in Figure 2.9. A nonequilibrium situation is intentionally created that drives the system to produce the solid desired. The maximum quantity of this solid that can be produced is simply the amount that would establish equilibrium (the supersaturation) and is, thus, fundamentally limited by thermodynamics and the total size of the system (i.e., the total volume of gas passing through the reactor for OMVPE growth) [67].
2.3.2 Equilibrium at the Solid/Vapor Interface Ordinarily, in the OMVPE system, the growth rate is considerably slower than that calculated from thermodynamics. Kinetics, both surface reaction rates, which will be discussed in detail in Chapter 5, and mass transport through the gas phase, as will be discussed in Chapter 6, are not fast enough to allow equihbrium to be established throughout the system at all times. This situation is illustrated in Figure 2.30a, where A^t from Equation (2.42) is plotted versus reaction coordinate. This allows the schematic representation of the overall, thermodynamic driving
2.3
Thermodynamic Driving Force for Epitaxial Growth
71
Solid
A^
Reaction
Coordinate (a)
A/x
Reaction
Coordinate (b)
Figure 2.30. Schematic diagram of chemical potential versus reaction coordinate, showing the drop in chemical potential required for each step in the growth sequence to keep all rates equal. The difference in individual chemical potentials can alternatively be thought of as ratios of partial pressures of the reactants: (a) the general case and (b) the case of rapid surface kinetics—that is, with A/x^ <^ ^/"-p. (After Stringfellow [67], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
force for the growth reaction, represented as AyLt*, where * denotes the chemical potential of the input gas phase, calculated with p^ = /7f for all reactants. The growth rate is proportional to the flux of atoms being transported, usually by diffusion, through the gas phase to the interface, which is identical to the flux of atoms crossing the interface into the solid. This diagram shows schematically the driving forces necessary to sustain this flux for the diffusion process (A/Xj^) and the surface reactions (A/x J . Even in cases with a large supersaturation in the input vapor phase (i.e., for A/x* > 0), near-equilibrium conditions may exist at the growing solid surface. This simply requires that the interface kinetics be much more rapid than the diffusion kinetics—that is, that the two processes proceed at the same rate with A/x^ < A/Xi3 [67]. This situation, termed diffusion- (or, more precisely, masstransport-) limited growth, is shown schematically in Figure 2.29b. Using ordinary growth conditions, with temperatures between approximately 550 and 800° C, this is the normal situation for OMVPE growth of GaAs, for example, as deduced from the nearly temperature independent growth rate shown in Figure 1.1 of Chapter 1. For surface kinetically limited processes, the growth rate increases exponentially with increasing temperature. This occurs for the OMVPE growth of
7'2
2
Thermodynamics
GaAs only at temperatures below approximately 550°C. Normally an effort is made to stay within the diffusion-limited growth regime for the growth of highquality GaAs epitaxial layers. In this situation, the interfacial partial pressures nearly satisfy the equilibrium relationships. Earlier in this chapter we described equilibrium as occurring only between homogeneous phases. Thus, only the vapor in an infinitesimally small volume right at the interface is considered. Another condition for the application of equilibrium principles at the interface is that the processes be reversible. The species considered in the thermodynamic calculations must be able to cross the interface traveling both into the solid as well as into the vapor. This may present a problem in the thermodynamic analysis, since organometallic group III compounds are input into the reactor but probably do not survive to be released from the heated semiconductor surface during growth. The group V sources may, in some cases, also be so unstable that they are also not involved in the actual equilibrium process occurring at the growing solid/vapor interface. Thus, the species for the equilibrium analysis must be carefully chosen. As an example of the detailed calculation, consider the most common system, TMGa and ASH3 used for the growth of GaAs. The pyrolysis reactions for TMGa and ASH3 separately as well as in combination for GaAs growth will be discussed in detail in Chapter 5. The salient feature for this discussion is that the pyrolysis of the combined reactants is complete by temperatures of approximately 500° C. This somewhat simplifies the choice of reactants for the thermodynamic calculation. The overall growth reaction can be thought of as consisting of two parts: the group III and group V pyrolysis reactions and the subsequent reactions of the pyrolysis products to form the GaAs solid. The thermodynamic analysis of the TMGa and ASH3 pyrolysis reactions is simple; the reactions go essentially to completion. The TMGa pyrolysis produces Ga, which has a small, but finite, vapor pressure given by the P-T-x diagram in Figure 2.7, discussed in detail earlier. Other species such as GaCH3, GaH2, and GaH are also present at extremely low partial pressures [103]. As we will see, these other Ga species have no effect on the thermodynamic analysis since the partial pressures of all the Ga species at the interface are so low. This is also true for the actual OMVPE growth process. The Ga pressure is, of course, dependent on the As vapor pressure at the interface. A decision about the most appropriate As species is much more complex. At equilibrium the major species is AS4 at the temperatures and pressures in OMVPE reactors during GaAs growth, as seen in Figure 2.7. However, when GaAs is heated, As2 is the major species leaving the solid. In fact, GaAs is sometimes used as an AS2 source for MBE growth. Heated, elemental As gives mainly AS4. Examining the reverse reaction, early mass spectrometric studies indicated that much more than the equilibrium amount of As 2 (and much less than the equilibrium amount of AS4) is produced during ASH3 pyrolysis [104]. In addition, the extent of hydride pyrolysis was found to be less than that predicted from a thermody-
2.3
Thermodynamic Driving Force for Epitaxial Growth
73
namic analysis, although later studies have shown the pyrolysis to be nearly complete when TMGa is present, as will be discussed in Chapter 5. These problems are examples of kinetic hindrance of the ASH3 pyrolysis process. For the thermodynamic analysis, two choices seem reasonable: use of the thermodynamic equilibrium products, AS4 (and/or As2 in the thermodynamically determined amount) and Ga, or use of the likely pyrolysis products taking into account kinetic hindrance of AS4 formation (i.e., only AS2 and Ga), assuming that one mole of AS2 is formed for every two moles of ASH3 pyrolyzed. Of course, even this is a considerable oversimplification of a complex situation. For example, the tetramers themselves apparendy cannot participate in the actual OMVPE growth process. This is not apparent for AS4, but when elemental phosphorus is used, along with TMIn, as a source for the OMVPE growth of InP, no growth occurs until the extremely stable P4 is broken apart [105, 106], by using a plasma, for example. The remainder of the thermodynamic analysis is simple. In the mass-transportlimited case, illustrated schematically in Figure 2.30b, the interfacial partial pressures, pj, nearly satisfy the equilibrium, mass-action equation. ^GaAs
PCaiPA^
1/4
= ^GaAs. GaAs'
(2.43)
where K^^^s^s is the equilibrium constant for the reaction of elemental Ga plus AS4 to form solid GaAs. Consideration of kinetic hindrance of formation of the tetramer would lead to a similar mass-action expression involving AS2, with a higher value for the equilibrium constant, since the dimer is thermodynamically less Stable than the tetramer, which leads to a larger thermodynamic driving force for the growth reaction. For 11/VI systems, the stability of some group VI hydrides, such as H2S, precludes the assumption that pyrolysis is complete. In this case, Kisker and Zawadski [36] derived mass-action equations, similar to those for complete dissociation of the source molecules, based on the monatomic group II species and the group VI hydride being the equilibrium species at the interface. For example, for the growth of ZnS from DEZn and H2S, ; r - 3 ^ = ^z„s-
(2.44)
In cases where the group VI pyrolysis is expected to be complete, equations similar to the mass-action expression for GaAs, Equation (2.43), result. The group VI molecules form higher polyatomic molecules, such as Sg, that are ignored due to kinetic limitations to their formation rates similar to those discussed earlier for the group V tetramer molecules. The processes occurring on the surface can be treated in a manner entirely analogous to the prior discussion. A nonuniform adatom population exists on the
^"4
2 Thermodynamics
surface during growth. It is often assumed that a near-equilibrium condition is established at the step edge where adatom incorporation into the lattice occurs. This is approximated as an excess adatom population of zero, which makes the analysis of step-flow growth and two-dimensional nucleation relatively simple [107]. A concentration gradient is formed at the step edge, and diffusion to the step controls the growth rate. Two-dimensional nucleation occurs when the supersaturation on the flat terrace between steps exceeds a critical value. Here the implicit assumption is identical to that for the analysis of the vapor/solid interface, described earlier—namely, that the diffusion process requires a much larger chemical potential difference than is required to drive adatom incorporation at the step. This gives a near-equilibrium adatom condition on the surface near the step edge.
2.3.3 Growth Rate We continue the thermodynamic analysis of OMVPE growth of GaAs to see what practical information can be obtained. Since the input vapor is highly supersaturated, Pl.ip\.y'>Ph.iP\.X"-
(2.45)
This is equivalent to stating that Ayit* > 0. For the typical case, Pl. < 4/;*,/,
(2.46)
that is, the V/III ratio is > l . This means that the Ga is nearly depleted at the interface, Ph.
(2-47)
while the AS4 partial pressure is hardly diminished, PAS.^PU-
(2.48)
since the same number of As and Ga atoms are removed from the vapor phase to produce GaAs. This situation makes the analysis of growth rate and solid composition particularly simple. The growth rate is proportional to the flux of Ga and As atoms arriving at the interface. For the sake of simplicity, let us assume that the mass-transport process is simple diffusion through a fictitious laminar-flow boundary layer of thickness 8Q. This will be discussed more accurately in Chapter 6, with similar results. The two fluxes are equal, since stoichiometric GaAs is the only product. The flux may be expressed, / = ^Ga(/^Ga ~~ PG2)
RT8,
/2 ^(^\
2.3
Thermodynamic Driving Force for Epitaxial Growth
75
where D^^ is the diffusion coefficient of Ga, in whatever form it may occur while diffusing through the boundary layer. The completely accurate description of mass transport limited growth must yield an expression similar to Equation (2.49) since the mass transport rate is proportional to the concentration gradient. The other factor, DQJRTSQ, may be considered to be an effective mass-transport coefficient. In either case, the Ga flux, hence the GaAs growth rate, is proportional top%^ only if p^^ <^ p%^. This is an accurate representation of the experimental observations for the OMVPE growth of essentially all III/V systems. Equally clear is that the ratio of the concentrations of A and B for alloys with mixing on the group III sublattice, A^Bi_^C, will be the same as the ratiop\lp%, assuming the diffusion coefficients for the A and B species are nearly equal. This will be discussed in more detail later. A better assumption for the thermodynamic analysis of GaAs growth might be that As2 is the important arsenic species. The change from the tetramer to the dimer in the analysis to this point would cause no perceptible change in the results. However, we have yet to discuss the issue of nonstoichiometry of the GaAs or the growth of alloys with mixing on the group V sublattice. In these cases, the assumption of which group V species to use is more important. The analysis of growth rate in 11/VI systems is more complex, since the vapor pressures of the group II elements are fairly high at typical growth temperatures. An example of the effect of the high group II vapor pressures is the ability to grow 11/VI compounds at cation/anion ratios in the input vapor phase exceeding unity. Lichtmann et al. [108] report the growth of CdTe, using DHTe and DMCd, with 11/VI ratios varying from 3 to 35. This is very unlike the results for III/V semiconductors where these high values of cation/anion ratio would result in growth of a two-phase, liquid + solid, mixture as shown in Figures 2.10 and 2.11. As a result of the high group II vapor pressures, the analysis of both growth rate and the cation distribution coefficient must be modified to include the possibility that the group VI element is completely depleted at the interface. This will obviously result in the control of growth rate by the group VI molar flow rate. The CdTe growth rate in the work of Lichtmann et al. [108] was found to be a linear function of DHTe flow rate, as seen in Figure 2.31. Similarly, Parsons et al. [109] grew HgTe and CdTe using MATe, DMCd, and DMHg at values of cation/anion ratio of greater than unity and again report the growth rate to be proportional to the molar flow rate of the Te source. This is true of essentially all Te precursors, as discussed in Chapter 7.
2.3.4
Solid Nonstoichiometry
The V/III ratio is commonly varied in an effort to study and/or control the stoichiometry of the compound semiconductor. This is important because the stoichiometry affects dopant and impurity incorporation as well as the concentrations of
76
2
10
Thermodynamics
100
1000
FLOW RATE OF DILUENT H2 THROUGH DHTe (seem)
Figure 2 . 3 1 . Temperature-independent growth rate of CdTe as measured on (100) InSb substrates as a function of carrier HT flow rate through a subUmer containing solid chunks of DHTe. (After Lichtmann et al. [108], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
native defects (i.e., those involving interstitial atoms and vacancies). However, the V/III ratio must be used with some care. In fact, it is very frequently misused and misinterpreted in the literature. An example is when the V/III ratio is varied by changing the group III input partial pressure in cases where the V/III ratio is greater than unity. As will be demonstrated, this changes the growth rate, but not the solid stoichiometry. Solid stoichiometry is controlled by the partial pressures of the group III and group V elements at the growth interface. In our notation, the factor affecting stoichiometry is Pylpiu, not p%lpXii. For the conditions specified in Equations (2.46)-(2.48) (i.e., an input V/III ratio of greater than unity, generalized to include all III/V semiconductors), the group III partial pressure at the interface is completely determined by the input group V partial pressure [110], Pm =
MII/V
1
(2.50)
^111/V P V
Thus, the V/III ratio at the interface may be written Py_ Pill
K,
P\i'
(2.51)
2.4
Solid Composition
11
We see that p\^ has absolutely no effect on solid stoichiometry and depends not on p%, as might be naively expected, but on {p%) ^. This is so often misunderstood that it is worthwhile stressing that even in situations where the basic assumption of near equilibrium at the interface is invalid (i.e., at very low growth temperatures), the input group V partial pressure, corrected for incomplete pyrolysis if necessary, will be the determining factor for the V/III ratio at the interface. Since equal quantities of the group III and the group V elements are depleted from the vapor, the group V partial pressure at the interface will be approximately that in the input gas stream, and the group III partial pressure will be orders of magnitude lower than those in the input gas stream. Simply stated, if the growth rate is proportional to the input group III flow rate, the group III element is essentially used up at the interface. For 11/VI semiconductors, the analysis of solid stoichiometry is similar, with the complication that the vapor may be either group II- or group Vl-rich. In the former case, the group II input partial pressure controls stoichiometry. The latter case is exactly like the analysis for III/V semiconductors: the input anion partial pressure controls the solid stoichiometry.
2.4
Solid Composition
Using thermodynamic considerations, the solid composition can be analyzed in terms of the partial pressures in the vapor phase and the substrate temperature during growth. The equilibrium conditions for OMVPE growth of ternary, or, more precisely, pseudobinary, alloys may be written in exactly the same form as those for the solid/liquid equilibrium, Equations (2.28) and (2.29). For the solid/ vapor equilibrium, /xX + A^c = A^AC
(2.52)
MB + M£ = /^k-
(2.53)
and
This leads to two mass action expressions, similar to Equations (2.43) and (2.44), for the partial pressures of the reactants at the solid/vapor interface. As for the binary case, the chemical potential differences necessary to drive the surface processes are assumed to be small, allowing the approximation of thermodynamic equilibrium at the interface. These mass action expressions can be used along with conservation conditions to calculate the solid composition.
2.4.1 Mixing on the Cation Sublattice For alloys of the type A^B^.^C, where mixing occurs on the cation sublattice, the analysis of solid composition in terms of vapor composition is particularly simple.
78
2
Thermodynamics
Consider the case of the III/V semiconductors. Under normal growth conditions, the input vapor is highly supersaturated and the input V/III ratio is larger than unity. Thus, the partial pressures of both group III components at the interface are nearly zero. Essentially all of the group III atoms reaching the growing solid are incorporated. Thus, the solid composition is determined by the rate of mass transport of each group III element to the interface. If we allow that the mass transport coefficients are proportional to the diffusion coefficients, D^ and DQ , the solid composition can be calculated. ^AP*A
(2-54)
D^pl + D^pl
J^^h
If the two diffusion coefficients are approximately equal, the distribution coefficient, defined as the ratio of the concentration of A to B in the solid divided by that in the vapor. k=
xl{\ - x)
(2.55)
PVP
is approximately unity. For the AlGaAs, InGaAs, and AlGaSb systems, the distribution coefficients are, indeed, nearly unity, as seen by the data reproduced in Figure 2.32. However, at higher temperatures, the group III elements can have
O AI^Gai.xAs (Mori e t < j l , l 9 8 l ) A I n^Gai.^As (Ludowise et al,1981) D Alx Gai.^Sb (Cooper e t a l , 1980)
0.8
O
0.6 h
0.4
h
0.2
0.2
0.4
0.6
0.8
1.0
Figure 2.32. Solid versus vapor concentration for the III/V alloys: (O) Al^Ga|_^As (data from Mori and Watanabe [230]); (A) In,Ga,_,As (data from Ludowise et al. [231]); (D) Al,Ga,_,Sb(data from Cooper et al. [232].)
2.4
Solid Composition
79
significant volatility, which allows for group III distribution coefficients that are not equal to unity. Since In is the most volatile of the common group III elements used in III/V semiconductors. In distribution coefficients of less than unity are observed at high temperatures. An excellent example comes from the growth of GaInN, where high growth temperatures are common. Matsuoka et al. [111] grew high-quality GaInN alloys by low-pressure OMVPE using TMIn, TMGa, and ammonia on sapphire substrates. The distribution coefficient of In was found to be approximately unity at a growth temperature of 500° C and 0.1 at 800° C. In this case, the distribution coefficient can still be described thermodynamically using the DLP model to describe the enthalpy of mixing [77]. Even the strain energy due to lattice mismatch can affect the group III incorporation into the solid, as discussed in the following section.
2.4.1.1
Effect of Strain
As discussed earlier, the group III distribution coefficient is not unity for growth at high temperatures where the group III atoms can rapidly evaporate from the surface. This reveals an interesting phenomenon—lattice latching or lattice pulling. For growth of a thin epitaxial layer of an alloy having an equilibrium lattice constant differing from that of the substrate, the layer is stretched in two dimensions to match the lattice spacing of the substrate. This produces a strain energy in the epitaxial layer that increases the total free energy of the system. As discussed in more detail in Chapter 9, the system attempts to reduce the total energy in various ways. One possibility for reducing the total free energy is to change the alloy composition to decrease the lattice mismatch. This, of course, reduces the strain energy while increasing the chemical free energy. The minimum free energy can be calculated by simply including the strain energy in the total free energy of the system. The effect of lattice mismatch on solid composition was first studied in 1972 for the LPE growth of Gain? layers on GaAs substrates [80]. It was observed that as the composition of the liquid was gradually changed, from run to run, the composition of the unconstrained, noncoherent platelets growing around the edge of the substrate changed as expected from the phase diagram. However, the composition of the epitaxial layer remained nearly constant. Based on the prior discussion of the enthalpy of mixing for III/V alloys, it should not be surprising that the macroscopic strain energy is large enough to have a significant effect on the solid composition. In systems near the critical temperature, such as GalnP, the free energy versus composition curve is nearly flat, so a perturbation due to the elastic energy will have a dominant effect. This "lattice latching'' was confirmed for the LPE growth of GalnP (see, e.g., references 112 and 113), GalnAs [114, 115], GalnAsP [116], and AlGaAsSb [117]. Similar effects have been observed for the MBE growth of AlInAs [118, 119],
80
2
Thermodynamics
but only at high temperatures where In can rapidly evaporate from the surface. Bugge et al. [120] clearly observed a reduced In incorporation in highly strained GalnAs/GaAs quantum wells grown by OMVPE. As for the MBE results, the In is reevaporated from the surface. Some evidence of lattice latching has also been observed for GaInN layers grown by OMVPE [121]. The same type of phenomena can also stabilize metastable alloys. The occurrence of miscibility gaps in semiconductor systems was described earlier. However, when grown coherently on a substrate, the strain energy associated with the growth of the alloys at the binodal points, not including strain energy, may make them less stable than a single, lattice-matched alloy. This phenomenon is similar to the decrease in the critical temperature for coherent spinodal decomposition, described earlier. A summary and theoretical analysis of lattice latching and the strain stabilization effect can be found in a review by Zunger [122].
2.4.1.2 II/Vl Alloys The results for 11/VI alloys with mixing on the group II sublattice are similar to those for the III/V alloys with mixing on the group III sublattice. Wright et al. [123] grew epitaxial layers of CdZnS using the reactants DMCd, DMZn, andH2S. They obtained the relationship between solid and vapor composition shown in Figure 2.33. The distribution coefficient is approximately unity at the growth temperature of 400° C. Superficially, this appears to be exactly the same as for the III/V alloys, since the values of VI/II ratio during growth were greater than unity. The group II species should be depleted at the interface because of the high degree of supersaturation in the input vapor phase. However, since the vapor pressures of the group II elements are fairly high at normal growth temperatures, 11/VI alloys can also be grown at VI/II ratios of less than unity. This should lead to an anion distribution coefficient of approximately unity. In that case, the analysis would have to be performed in a manner similar to the calculation in the next section to give a meaningful description of the cation distribution coefficient. For example, the higher thermodynamic stability of CdTe (A//^ = -24.5 kcal/mol) as compared with HgTe (A//^ = -8.1 kcal/mol) apparently results in high Cd distribution coefficients [124].
2.4.2 Mixing on the Anion Sublattice The analysis of solid composition for alloys of the type AC^D,_^, with mixing on the anion sublattice, is much more interesting. This is partially due to the use of input anion/cation (V/III or VI/II) ratios in the input vapor phase of greater than unity, which is possible because of the high volatility of the anions, as discussed in Section 2.2.1.1 in conjunction with the OMVPE phase diagrams. The other factor making the analysis of mixing on the anion sublattice more difficult is the incomplete pyrolysis of the anion source molecules and the problem of
2.4
Solid Composition
81
Figure 2.33. Composition of Cd^Zn,_^S layers as a function of the organometallic compound gasphase ratio [DMCd]/([DMCd] + [DMZn]). Results for 400°C. (After Wright et al. [123], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
establishing the gas-phase species to be considered in the thermodynamic analysis. The case of mixing on the cation sublattice discussed in the last subsection is independent of the anion species providing the anion/cation ratio in the input vapor is large. As we will see, this is not true for mixing on the anion sublattice. Consider first the case where the pyrolysis rate for the anion sources is rapid. A useful example is the OMVPE growth of InAsi_^Sb^. The experimental data of Fukui and Horikoshi [125] are plotted in Figure 2.34. The thermodynamic calculation of the Sb distribution coefficient, defined as k^^ = {xl^/x%^)/(xUx\^), where x^i, "^ PTESb^CPirESb "^ P ASH3 )' i^ Q^i^^ simple. We assume that the pyrolysis of the source molecules—TEIn, TESb, and AsHg, in this case—is complete. This allows the thermodynamic calculation in terms of the partial pressures of In, Sb4, and AS4 in the vapor phase at the interface, if we also assume the thermodynamically more stable tetramers to be the predominant group V species. Naturally, we also make the approximation of thermodynamic equilibrium at the solid/vapor interface, which yields the two mass-action expressions.
P'lniPsb,)
[/4
^InSb
(2.56a)
82
2
Thermodynamics
Q
1.0 , O Fukui a HorlkoshI (1980) T-500*C V / m ~ 10 0.1
0.6
0.4
0.2
1.0
^ ° T E S b / ( f » 0 T E S b ^ f'^^AsHa) Figure 2,34. Solid versus vapor composition for the alloy InAs,__^Sb^. The data are from Fukui and Horikoshi [125]. The solid line was calculated with no adjustable parameters. (After Stringfellow [233], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
and *InAs „ i („i ^1/4 FlnVFAs4>'
(2.56b)
^InAs-
Two additional conservation constraints are imposed, one on composition Psb^ PSbA
PshA
Psb4 "^ PAS4
(2.57) PAS4
and one on stoichiometry Pt
- Pin = ^ ( P s b 4 ~ Psb, + P A S 4
PASJ-
(2.58)
Together, this gives four equations and four unknowns—x, Pca^Psb^^ ^^^PAS^— for a given temperature and specified input gas flow rates or partial pressures. The only further consideration is the treatment of the nonideality of the solid. We simply use the regular solution model expression, Equation (2.16) for the activity coefficient in the InAs,_^Sb^ solid using a value of 2,250 cal/mol for the interaction parameter, from Table 2.3. The values of ATi^s^, ^^^ ^inAs ^^^^ determined from the compilation of Brebrick [126]. These values are for the liquid, rather than the vapor, in equilibrium with the solid. Thus, they must be corrected using
2.4
83
Solid Composition
the liquid to vapor transition energies listed in Stull and Sinke [127]. The curve in Figure 2.34 was calculated in this manner, with absolutely no adjustable parameters. The excellent description of the experimental data indicates clearly that thermodynamic considerations control alloy composition in this system. It is interesting to note that the incorporation of Sb into the solid is suppressed. From simple kinetic (i.e., ^'sticking coefficient") arguments, we might have concluded that the less volatile element would be preferentially incorporated. However, the thermodynamic calculation is simply a quantitative statement that the In-As bond is stronger than the In-Sb bond, which leads to preferential incorporation of As into the solid. This example illustrates the power of the thermodynamic analysis, which assumes equilibrium at the growing interface. A still more complex and interesting system is GaAs,_^Sb^. The two massaction expressions, one for GaAs and one for GaSb, are solved simultaneously with the two conservation equations for solid composition and solid stoichiometry similar to Equations (2.57) and (2.58). The approximations described earlier are also made for this system, and the activity coefficient in the solid is calculated [128] using the DLP model, which is nearly equivalent to using a solid-phase GaAs-GaSb interaction parameter of 4,000 cal/mol in the regular solution model. The solid composition is plotted versus vapor composition in Figure 2.35, where 1.0
IdOCooper et al,(l982) (OMVPE) • Present work T«600"»C
0.8h —
1
o
<* / / \ y / 1
/
/
^\
» » //I
0.6h (0 o
^
0 \
///\ ^///\
/
04
in/v>i
0.2 hh
V
•
z''
O
/
'
y / m / V = 0.5-;^^X^ •^"^^^
1
1
1
\
0.2
0.4
0.6
0.8
J 1.0
Figure 2.35. Solid versus vapor composition for the alloy GaAs, _^Sb^. The data are from the work of Cooper et al. [226] for V/III = 2.0 (O), and V/III = 0.5 (3) and from the work of Stringfellow and Cherng [234] (#). The curves were calculated for various V/III ratios. The broken sections of each curve represent the calculated regions of solid immiscibility. (After Stringfellow and Cherng [234].)
84
2
Thermodynamics
experimental data are compared with the calculated results. Several important aspects of OMVPE are illustrated in this rather complex figure. First, consider the open data points, obtained for an input V/III ratio of 2.0. Notice that the calculated curve for V/III = 2.0 fits the data well. The Sb distribution coefficient is seen to be less than unity. This accords with our discussion of the Sb distribution coefficient in the InAsSb system. An additional important point is that the calculation for V/III < 1 yields an antimony distribution coefficient of unity. As discussed in Section 2.4.1 for the case of alloys with mixing on the group III sublattice, when V/III > 1, essentially all of the group III elements reaching the interface are incorporated. The case of GaAsSb with mixing on the group V sublattice with V/III < 1 is completely analogous. The establishment of equilibrium at the interface while the input vapor is highly supersaturated requires that the group V elements must be virtually exhausted at the interface. A final point relative to Figure 2.35 is the solid-phase miscibility gap where two solid phases are present. The binodal curve for the GaAsSb system was discussed in Section 2.2.2 and is shown in Figure 2.21. However, when the V/III ratio is less than unity, the As and Sb atoms arriving in a random pattern at the surface do not have time to redistribute themselves into GaAs- and GaSb-rich areas before being covered over by the next layer. Thus, owing to kinetic effects, it is possible to grow metastable GaAs,_^Sb^ alloys throughout the entire range of solid composition, as shown by the solid data points in Figure 2.35. These data were obtained by growth on a sapphire substrate, so stabilization by epilayer/substrate mismatch, discussed in Section 2.4.1.1, is eliminated. They were obtained in a single run in a reactor with incomplete mixing. The V/III ratio varied from one side of the susceptor to the other, causing the change in solid composition fromx|^, < 0.1 to 0.5 fora valueof jc^j^of 0.5. The effect of input V/III ratio on solid composition for GaAs, _,Sb^ is dramatic [128], as seen in Figure 2.36. As already discussed, for values of input V/III ratio that are much greater than unity, the higher stability of GaAs yields a small Sb distribution coefficient. For values of input V/III ratio approximately equal to unity, all As and Sb reaching the interface are incorporated so k^^ = 1. The solid line in Figure 2.36, calculated as described earlier, with no adjustable parameters, gives an excellent description of the experimental data. Significantly, the quality of the OMVPE-grown GaAsg .^ Sb^ ^ layers latticematched to the InP substrate was shown to be excellent. The epilayers have excellent surface morphologies and photoluminescence emission that is strong, but somewhat broadened, apparently by compositional fluctuations at the surface during growth, as discussed in Section 2.2.2. Other, even more metastable alloys have also been grown by OMVPE employing the "trick" of using near-unity values of V/III ratio. This resulted in the growth, for the first time, of layers of the quaternary GalnAsSb alloy, having a value of T^ of 1,467°C, throughout the entire range of solid composition. The
2.4
85
Solid Composition 1
k 0.8 r-
0.6
1
1
1
1
GaAs/.^Sb^ ^5b = 0.5 T = 600"C 0 x-ray • EOS(SEM) » PL
o
A O
\-h
''
\
0
0
"^
0
A
/
0.4
0.2
1
1
0.2
0.4
1
1
0.6 0.8 n / I Ratio
1
1
1.0
1.2
Figure 2,36. Sb distribution coefficient (mole fraction GaSb in the solid/ratio of TMSb to total group V in the input vapor phase) versus III/V ratio in the input vapor phase. The data were obtained using various methods for the determination of solid composition. The curve was calculated assuming thermodynamic equilibrium to be established at the growing interface, as described in the text. (After Cherngetal. [227].)
largest difference in atomic radius for the common III/V elements is between P and Sb. For this reason, very Uttle effort has been expended on attempting to grow GaPSb and InPSb alloys. Calculated values of T^ are 1,692° and 1,033°C, respectively. However, using the techniques described earlier, each has been grown throughout the region of solid immiscibility. The growth and properties of all of these metastable alloys will be discussed in detail in Chapter 8, where each alloy system is considered separately. To complete this discussion of OMVPE growth of alloys with mixing on the group V sublattice, we discuss the growth of GaAsP and InAsP where the determination of the actual group V species present at the interface plays an important role. So far, we have gotten away with the hypothesis that pyrolysis is complete and that mainly the thermodynamically most stable tetramers are formed. For the OMVPE growth of these materials, both assumptions are incorrect. Using ASH3 and PH3 as the group V sources, the solid composition is extremely temperaturedependent, as seen in Figure 2.37. At 600° C, the P distribution coefficient is small, approximately 0.05 for InAsP. As the temperature increases, k^ approaches unity at 850°C. Knowing that PH3 is much more difficult to pyrolyze than ASH3, as discussed in Chapter 5, suggests that the phosphorus distribution coefficient is at least partially determined by the kinetics of pyrolysis of the source molecules.
86
2
Thermodynamics
Figure 2.37. Solid versus vapor composition for the [11/V alloys: (O) InAs,P,_, at 600°C (Fukui and Horikoshi [235]); (A) GaAs,_^P^. at 750°C (Ludowise and Dietze [236]); and GaAs,_^.P^. at 650°C ( • ) , 700°C ( • ) , 750°C (T), 800°C (A), and 850°C ( • ) (Samuelson et al. [237]). (After Stringfellow [233], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
Thermodynamically, the phosphides are more stable than the arsenides, so kp should be greater than unity. Smeets [129] obtained excellent agreement with the experimental results for the GaAsP distribution coefficient using the thermodynamic model, considering an equilibrium distribution of As and P among monomer, dimer, and tetramer species in the vapor. The incomplete PH3 pyrolysis was accounted for by assuming an exponential temperature dependence of PH3 pyrolysis, with an activation energy of 30 kcal/mol. Leys et al. [130] determined the lower incorporation efficiency for P to be dependent on both growth rate, or dwell time of ASH3 and PH3 molecules on the surface, and strain in the layer. They attributed these effects to changes in the adsorption/desorption rate constants for ASH3 and PH3 on the surface. Seki and Koukitu [131] calculated the solid-vapor composition diagrams for many important III/V ternary systems. Their analysis follows that described earlier. They included only the atomic group III and both dimer and tetramer group V species in their thermodynamic equilibrium proportions. An interesting test of the hypothesis that PH3 pyrolysis controls P incorporation into the solid is provided by replacing the PH3 with TBP, which pyrolyzes at significantly lower temperatures, as discussed in Chapter 4. Chen et al. [132] grew GaAsP using TMIn, TBP, and ASH3 in an atmospheric pressure OMVPE reactor.
2.4
87
Solid Composition ^ Px
Grow t h
Figure 2.38. Solid versus vapor composition for OMVPE growth of GaAs,_^_P^ and InAS|_^P^..(A) GaAsP grown using TBP at 610°C [132]; ( • ) GaAsP grown using PH, at 650°C [237]. The solid curves are meant to represent the experimental data. The broken curves are the results of thermodynamic calculations with the major group V species being the tetramers ( ) and the dimers ( ). (After Chen et al. [132], reprinted with permission from Journal of Electronic Materials, Vol. 17, 1988, a publication of the Metallurgical Society, Warrendale, Pennsylvania.)
The experimental dependence of jcf, on the ratio of TBP to TBP + ASH3 in the vapor is shown in Figure 2.38. The phosphorus distribution coefficient was significantly increased by replacement of PH3 by TBP Equally interesting, the value of kp is still significantly below the values predicted by the thermodynamic equilibrium calculation, indicated as the broken Une. This is because the assumption that the thermal equilibrium species is formed at the interface is incorrect. In fact, if P4 had been formed, very little P would have been incorporated into the solid. As discussed earlier, P4 is so stable that it must be decomposed using a plasma for OMVPE growth using an elemental P source. Here we see evidence of kinetic hindrance of the thermodynamically driven processes. The formation of P4 is much slower than the formation of the dimer. Assuming that all TBP (and ASH3) pyrolysis results in formation of the dimer, the thermodynamic calculation results in the dashed-dotted curve, which agrees with the experimental data very closely. The lattice-latching or -pulling effect, described earlier, also occurs for mixing on the group V sublattice for III/V alloys. Leys et al. [130] observed that As incorporation was markedly suppressed for the OMVPE growth of GaAsP on GaP substrates. The magnitude of the effect was found to exceed the thermodynamic predictions. They suggest that the strain and/or steric effects produce a change in
88
2
Thermodynamics
the adsorption and surface kinetic processes. For the OMVPE growth of GalnP at 675°C, Schaus et al. [133] report two phenomena indicative of lattice latching. The solid composition was found to be nearly independent of the TMGa flow rate and to be dependent on the lattice constant of the substrate. The authors explain their results qualitatively in terms of the thermodynamic effects described in Section 2.4.1.1. Complicating the situation even further is the effect of the surface reconstruction (discussed in Chapter 3) on the solid composition. Even when the impinging group V species are monomers, from a cracker cell during CBE growth, a quadratic relation between solid and vapor composition is observed, as discussed in more detail in Section 2.6.4.
2.4.2.1
Ternary II/Vl Systems
The calculation of the solid composition as a function of input partial pressures and temperature for 11/VI systems is similar to that described for III/V systems. Again the anion/cation ratio in the input vapor phase plays a key role. A difference is that the group VI hydrides do not dissociate completely at the relative low temperatures used for OMVPE growth of the 11/VI alloys. Using the system ZnS-ZnSe as an example, the results of thermodynamic calculations by Kisker and Zawadski [36] of the equilibrium species versus temperature for H2Se and H2S pyrolysis are reproduced in Figures 2.39 and 2.40. At typical growth tem-
1
-
z o
1
1
1
1
1
H2
HgSe i^^_
*
4
A
— — A
.—Cr-
2 -^ o o -8h
-10
11 /
500
1
700
1
900
1
1
1
1100
1300
1500
TEMPERATURE {°K)
Figure 2.39. Pyrolysis of H2S in the presence of H2, at 1 atm (solid symbols) and 0.001 atm (open symbols). (A, • ) H2:H2S = 1,000. (After Kisker and Zawadzki [36], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
2.4
89
Solid Composition
-10
1000
1200 1400 1600 1800 TEMPERATURE (^K)
2000
Figure 2.40. Pyrolysis ofH-^Se in the presence of H2, at 1 atm (solid symbols) and 0.001 atm(open symbols). (D, • ) H2:H2S = 1,000. (After Kisker and Zawadzki [36], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
peratures of 300°-500°C, the major group VI species are the hydrides. Thus the thermodynamic conditions are sUghtly different than those used for III/V compounds, where complete group V hydride pyrolysis is assumed. The gas phase at the interface is assumed to consist of Zn, H^S, H2Se, and H2. As discussed in Section 2.3.2, this results in a sUghtly different equilibrium condition, as expressed in Equation (2.44). The conservation constraints are similar to Equations (2.57) and (2.58). The solid is treated as a regular solution with the interaction parameter calculated using the DLP or strain models, as shown in Table 2.4. The calculated results for the ZnSe^S,_^ are compared with the experimental data in Figure 2.41. The solid line was calculated using parameters appropriate to the filled data points of Wright and Cockayne [133], and the broken line was calculated with the growth parameters used to obtain the open data point of Fujita et al. [134]. Clearly, the thermodynamic calculation describes the experimental data well assuming incomplete pyrolysis of the group VI source molecules. This clearly implies that the ambient must play a significant role in the growth process, because the substitution of an inert gas for H2 will enhance the equilibrium extent of pyrolysis, since it appears in the mass-action expression. Calculated results for the CdSe^Tei_^ system are shown in Figure 2.42. The VI/II ratio, denoted R in this diagram, is a variable. The solid symbols represent the calculated results using an inert carrier gas, and the open symbols, a hydrogen carrier gas. The line with slope = 1, representing a unity group VI distribution coefficient, was calculated forR= 1.
i
1
1
1
1
1 0
/
/
0.6
• /
c X
0.4
V
• /
0.8
9>
1
>/ /
/ ~ /
/ /
/
/
/
/
/
/
/
/
/ •
-
-
0.2
0.0 r 0 0
1
0.2
1
1
0.4
0.6
1
1
0.8
1.0
Figure 2.41. Solid-vapor distribution function curves for ZnSe^S,_^ compared with experimental data of references 133 ( • ) and 134 (O). For the calculation, H = 980 cal/mol, and VI/II = I, T = 340°C ( ); VI/II = 1.5, T - 400°C ( ); and VI/II = 5, T = 350°C ( ). (After Kisker and Zawadzki [36], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.) 1
1.0
0.8
1
1
1
1
R = 10
/ r^^
/R =2
0.6
-
0.4
-
o X
R= 2/
/R = IO
0.2
0 0 Y^— T^ 0.2 0.0
1
0.4
1
0.6
1
0.8
1
1.0
H,Se
Figure 2.42. Calculated soHd-vapor distribution function curves for the CdSe^Te, _ ^ ternary system assuming T = 350°C and (1 = 2,430 cal/mol. Solid Une: VI/II < 1 for all conditions; solid symbols: inert carrier gas; open symbols: hydrogen carrier gas. (After Kisker and Zawadzki [36], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
2.4
Solid Composition
91
2.4.3 Dopant Incorporation Following the analysis of the thermodynamic factors controlling the incorporation of majority constituents, it is natural to consider the incorporation of the minority constituents so critical for the fabrication of structures suitable for electronic and photonic devices. Dopant incorporation is treated using precisely the same approach described earlier [110]. For simplicity, only the III/V semiconductors will be treated here: analogous equations can be written for dopants in 11/VI semiconductor systems. Applying the model to a system involving a single group III element, a single group V element, and a single dopant element yields expressions for the respective fluxes to the interface similar to Equation (2.49). Since the group III element is depleted at the interface, assuming an input V/III ratio of greater than unity, and assuming the diffusion coefficients are approximately equal, yields a simple expression for the dopant concentration in the solid,
^h = ^ = P L I Z D
(2.59)
In addition, we have the thermodynamic relationship between the dopant partial pressure right at the interface, pj^, and the solid composition. rS
== kp\,,
(2.60)
where k is the true, thermodynamic distribution coefficient. This allows us to write the final expression for solid composition,
P III
The physical significance of this expression becomes clear by considering the two Umiting cases. In case 1, where the vapor pressure of the dopant is low, essentially all dopant reaching the interface is incorporated (i.e., p\y < p ^ ) ; thus, xh = ^ ' (2-62) Pm In case 2, where the vapor pressure of the dopant is high and most of the dopant is reevaporated, giving pj^ ~ p ^ , ^h = kp*D'
(2.63)
Case 1 represents the mass-transport-limited case. In case 2, thermodynamic considerations applied to the input gas phase determine the number of dopant atoms incorporated into the solid. Of course, in both cases the gas phase adjacent to the interface is assumed to be in equilibrium with the solid.
92
2
Thermodynamics
Explicit expressions for the distribution coefficient can be written in each specific case. When the volatile dopant, such as Zn, resides on the group III sublattice, P%]PD
(2.64)
= ^IUPD^
TD-
where /^D-V is the equilibrium constant and A:iii is proportional topi;, • For volatile dopants such as S, Se, and Te, which reside on the group V sublattice. rs
'^-
=
^Ill-n ^nr-v
.
f ^
I
^P'°
= ^vPb.
(2.65)
7in-D ^iii-v Pv
where, again, K represents the equilibrium constant. In this case, k^ is proportional to l/p%. Again, for illustrative purposes, the group V element has been assumed to be the monomer. The characteristics distinguishing the behavior of case 1 and 2 impurities, listed in Table 2.8, can be summarized as follows: The case 1 distribution coefficient is proportional to l/r^ or l/p^fii and independent of both temperature and p%. The case 2 distribution coefficient is independent of both growth rate and p^n. The dependence onp% depends on which sublattice the dopant occupies. For dopants on the III sublattice, it is proportional to p% and to \/p% for dopants on the V sublattice. For case 2 dopants, k is frequently highly temperature-dependent. A simple thermodynamic analysis shows that the temperature dependence of K^^^_Q is reflected in the reciprocal of the vapor pressure of the dopant. This behavior is clearly seen in the temperature dependence of the distribution coefficients of Zn and S in GaAs, as discussed later. In addition, it explains the relative values of the distribution coefficients of the group VI dopants. The least volatile, Te, has the Table 2.8
Summary of distribution coefficients of donors and acceptors in GaAs'*
Dopant
^g(Pm)
T
p^
Conclusion
Case 2 on HI site Case 2 on V site Case 2 on V site;
Case I Case 2 (m) Case 2 (V) Zn
i
—>
—> —>
S
T
i i i i i
-> T i T i i
T
—>
T(?)
Se
'^Se ^ '^s' FSe ^ Fs
Si
i
(pyroiysis) Residual donor
T
T
Residual acceptor
T
n
Case 1; SiH4 pyroiysis limited SiR4, GeR4, CR4 pyroiysis limited
^From Reference 110. Arrows indicate the change in distribution coefficient caused by an increase in the growth parameter: T and i indicate increase and decrease, and —» indicates no effect.
2.4
93
Solid Composition
highest distribution coefficient with a lower value for the more volatile Se and the lowest distribution coefficient for the most volatile, S. The basic concepts, which determine the value of the distribution coefficient, can be illustrated using the behavior of common dopants used for GaAs grown by OMVPE. We will consider first Zn, for which a wealth of data are available on the effects of the major growth parameters on the distribution coefficient. The temperature dependence of the distribution coefficient for Zn in GaAs, using DEZn as the dopant, is illustrated in Figure 2.43 using the data of Glew [135]. The distribution coefficient decreases by more than 10^ as the growth temperature is increased from 600° to SOO^'C. A relative plot of the reciprocal of the vapor pressure of pure, liquid Zn is included in Figure 2.43 for comparison. The two lines have nearly identical slopes; thus, the Zn distribution coefficient is clearly proportional to the reciprocal of the vapor pressure of elemental Zn. Bass and Oliver [136] found the Zn distribution coefficient to have a similar temperature dependence, to increase slightly with increasing TMGa input partial pressure, and to be proportional to the input ASH3 partial pressure, as illustrated in Figure 2.44. The results are summarized in Table 2.8. With the exception of the dependence on TMGa input partial pressure, the behavior of Zn is exactly as expected for a high vapor pressure (case 2) acceptor residing on the group III sublattice. It should be noted 10^ 10"
•G 10-u 10""
^ 10"
aA$(Glew) GaAs (Bass & Oliver) aAs (Bass) '>P(Hsu et a\.)
10-
10-* 0.90
0.95
1.00
1.05
1.10 1.15 1000/T (1/K)
1.20
1.25
Figure 2.43. Distribution coefficient, normalized by multiplying by the input group III partial pressure, versus reciprocal temperature for the following systems: Zn in GaAs, data points ( • ) from Glew [135]); S in GaAs, data points ( • ) from Bass and Oliver [136]; Si in GaAs, data points (X) from Bass [138]; Si in InP, data points (D) from Hsu et al. [139]. Also included in the plot are broken lines indicating the reciprocal vapor pressure of Zn and S using relative scales and the relative growth rate for Si grown using SiH4. (After Stringfellow [110], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
94
2
Thermodynamics
10^ • Zn:GaAs-690*C (Bass & Oliver) O 5:GaAs-730*C (Bass & Oliver) • S:GaAs-720'C(Glew) aSe:GaA$-720*C(Glew)
^- 10^
u 10^ h
10'
10-
•
1
10"'
1
1 10''
lO"-" Arsine
Partial
10-'
Pressure
Figure 2.44. Distribution coefficients of the dopants Zn, S, and Se in GaAs versus the input partial pressure of ASH3 during OMVPE growth. The data are from Bass and Oliver [136] for Zn ( • ) and S ( 0 ) , and Glew [137] for S ( • ) and Se (D). (After Stringfellow [110], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
that neither model predicts an increase in distribution coefficient with increasing growth rate, orp^uThe case of S in GaAs can be analyzed in a similar manner. In Figure 2.43 we observe the decrease in sulfur distribution coefficient with increasing growth temperature. The slope is similar to that of the reciprocal of the sulfur vapor pressure plotted, using a relative scale, for comparison. In Figure 2.44 the data of Glew [137] and Bass [138] show that the sulfur distribution coefficient is inversely proportional to the input partial pressure of ASH3. Bass [138] also report an unexplained, sublinear increase in k^ with increasing input TMGa partial pressure, similar to the case for Zn. As summarized in Table 2.8, S behaves as a high-vaporpressure (case 2) donor residing on the group V sublattice. The behavior of Se in GaAs [138] is nearly identical with that of S, except that the distribution coefficient is more than an order of magnitude larger, presumably due to the lower vapor pressure of Se. It should also be mentioned that the distribution coefficient for Se in GaAs is not clearly defined since the carrier concentration is a superlinear function of Se partial pressure in the input gas stream. However, the qualitative behavior of Se doping is consistent with that of a high-vapor-pressure dopant residing on the group V sublattice. A clearly dissimilar dopant is Si, using SiH4 as the doping source. Si is a lowvapor-pressure element at the temperatures considered here. As seen from the results of Bass [138] for GaAs and the data of Hsu et al. [139] for InP, shown in Figure 2.43, the Si doping level increases with increasing growth temperature. This is clearly a situation not covered by the simple model. However, a compari-
2.5
Quaternary Systems
95
son with the temperature dependence of the growth rate of Si from SiH4, shown as a broken Une in Figure 2.43, indicates the explanation. The pyrolysis of SiH4 is incomplete over the range of growth temperatures studied. Thus, the increasing growth rate of Si and the increase in SiH4 doping efficiency in GaAs and InP reflect the more efficient pyrolysis of SiH4 at higher temperatures. This interpretation is supported by the data of Kuech et al. [140], which show a similar temperature dependence for SiH4 doping but give a temperature-independent distribution coefficient for Si2H5, which pyrolyzes completely over the entire temperature range studied. Bass [138] reported the Si doping level to decrease with increasing TMGa flow rate, with n o^ TMGa"^^. This is qualitatively the behavior expected of a low-vapor-pressure (case 1) dopant. Bass also reported n to be proportional to the ASH3 partial pressure to the power of -0.6. However, more recent work by Kuech et al. [140] failed to find a dependence on ASH3 flow rate, in line with the expectations from the model. Overall, the simple theory, based on the assumption of thermodynamic equilibrium at the growth interface, gives an accurate qualitative description of many aspects of the doping behavior of the common dopants in GaAs, as seen in Table 2.8. The few features not described by the model have been attributed to homogeneous gas phase reactions and other kinetic effects not included in the simple model [135, 136, 139]. We have also assumed the dopant partial pressure to be independent of the group III and group V flow rates. This may not be accurate if the concentrations of residual impurities are significant. This discussion has neglected the ionization of the impurities when incorporated into the lattice. This, of course, produces additional species, including electrons and holes, in the mass-action expressions. Thus, dopant incorporation can depend on the position of the Fermi level [141]. Compensation and passivation of dopants have also been ignored. They are treated for individual systems in Chapter 8. The surface structure may also affect dopant incorporation, which is discussed in Section 3.5.1.
2.5
Quaternary Systems
The solid/vapor phase diagrams useful for OMVPE growth of III/V type I quaternary solids can be calculated by a direct extension of the ternary calculation described in Sections 2.4.1 and 2.4.2, using one of the three models for the quaternary solid described in Section 2.1.2—that is, the regular solution model, as developed by Jordan, Ilegems, and Panish [7, 94], the bond model of Onda and Ito [95], or the DLP model [6]. For either the type I or type II quaternary solids, three independent equilibrium conditions are used in addition to the conservation condition for stoichiometry and the two conservation conditions for solid composition, one for each sublattices. This totals six equations in six unknowns, the
96
2
Thermodynamics
InGaAsP T = 550'C
Y/ffl = ]0
Pffl = 5 ' 1 0 ^ a t m
0.95
inP
0.2
0.4 Input
0.6
Ga/(Ga>ln)
0.8
6aP
Ratio
Figure 2.45. Diagram of solid composition versus input mole ratio for In,_^Ga,As^,P,_^ alloys. The dashed lines indicate the alloy compositions lattice-matched to InP and GaAs substrates. (After Koukitu and Seki [142], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
four partial pressures at the interface and the two solid composition parameters x and y. Koukitu and Seki [142] have calculated several of the quaternary phase diagrams. For example, two of the phase diagrams for the important GalnAsP and GalnAsSb systems are reproduced in Figures 2.45 and 2.46.
2.6
Thermodynamics of the Surface
The importance of bulk thermodynamics in determining the solid composition and stoichiometry for semiconductors grown epitaxially, as described earlier, has been known for decades. In recent years, it has become apparent that the thermodynamics of the surface often plays the dominant role in many aspects of the OMVPE growth process. After all, the growth occurs entirely at the surface, and diffusion in the solid is slow. Thus, the vapor and surface are nearly in equilibrium
2.6
Thermodynamics of the Surface
97
InGaAsSb .n5
7 / m = 10
T = 550°C
Pm = 5 « 1 0 ' atm
Xga
C.995 0.99
T
r
»
0.8
0.6
0.4
0.2
inSb
1
'^
»
Ga
1
r 1• 1
0.97
•
+
•
/
^ 0.95
^j
X
<'
•
^
Ho.8
•
iO.6
•
^^J
y
;jjl
Ysb
0.4
1^
/
1 0.93
•
•
J
1•
rO.?! j ^ 5
0.2
rO.3
0 91
0.9 ^ ' ^ i InAs
I
1
0.2 Input
1 ^~r—f
1
0.4
1
i
0.6
Ga/(Ga + I n )
i
0.8
Sy
GaAs
Ratio
Figure 2.46. Diagram of solid composition versus input mole ratio for In,_^Ga^As,_^Sb^alloys. The dashed lines indicate the alloy compositions lattice-matched to InAs and GaSb. (After Koukitu and Seki [142], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
for OMVPE (and, indeed, MBE) growth of semiconductor materials under most conditions. If the entire system were completely at equilibrium, it would not be important to consider the surface, since the bulk solid would also be in equilibrium with the vapor at the interface. However, the diffusion coefficients in these highly stoichiometric solids, where the vacancy concentrations are extremely low, are so small that the bulk solid is often not able to attain equilibrium with the surface. In this case, the stoichiometry of the solid is determined by the thermodynamics of the surface phase. This was first realized in regard to dopant incorporation. Since the dopants are incorporated as charged species, the position of the Fermi level is an important factor in dopant incorporation. The Fermi level is frequently pinned at the surface in III/V semiconductors, which gives a different incorporation coefficient for the surface than for the bulk [141]. However, until recently, little has been known about the actual state of the surface during OMVPE growth. Techniques described in Chapter 3, such as scanning tunneling microscopy (STM) and reflection high-energy electron diffraction (RHEED), have been available for the characterization of the surface under the ultrahigh-vacuum (UHV) conditions of
98
2
Thermodynamics
MBE and CBE, but only the recently perfected optical probes can be used at the higher pressures of OMVPE. Fortunately, they allow the characterization of the bonding at the surface.
2.6.1 Surface Reconstruction The surfaces created by termination of a model zincblende solid are shown in Figure 2.47. For the (100) surface, commonly used for epitaxial growth of III/V semiconductors, two of the four sp"^ bonds in the bulk are unsatisfied for the atoms on the surface. This would be expected to result in very strong binding of adatoms to the surface, resulting in very low surface mobilities and, consequently, very rough surfaces. This will be discussed further in Chapter 3. This appears to be contrary to experimental observations of large diffusion lengths [143] and the ability to grow quantum well structures with abrupt and smooth interfaces. These were the first indications that each surface atom does not have two dangling bonds. Elementary thermodynamic considerations suggest that the surface atoms will rearrange to lower the surface energy by reducing the number of dangling bonds as well as changing the bonding geometries. In recent years, first-principles calculations have given detailed information about the way in which this might occur [144]. RHEED experiments on semiconductor surfaces have given corresponding experimental information about the surface configuration versus temperature and the group V flux arriving at the surface [145]. The results are found to correspond closely to those obtained using optical techniques such as reflection difference spectroscopy (RDS) [146]. The surface reconstructions seen for GaAs under conditions used for growth by atmospheric pressure OMVPE are shown to be surprisingly similar to those for growth by MBE. The most commonly observed structure for GaAs during MBE growth is the (2 X 4) reconstruction, a terminology that [001
(111) A (110)
'^
'^ DANGLING HYBRID
(OOf)
Figure 2.47. Atomic configurations on (100), (110), and (lll)A zincblende surfaces, ignoring reconstruction.
2.6
Thermodynamics of the Surface
(a) a (2X4) A(t«f Fan»( and Palmstom,
99
(b) ^ ( 2 x 4 ) A«t,f Farrrt and Palmstom,
(C) Y (2x4) Aft»f Far«( and Palmstonn
t,.., WhMi 1 ^[110] >
•
As
O
°
Ga
^yX^^A^/^^
Tl
(d) P (2x4) AfterHashimiBj (fat
(e) Y (2x4) AftBT Hashimou »t ad
Figure 2.48. Models for (2 X 4) reconstruction on (OOl)-oriented GaAs. The As surface coverages are listed along with the references first suggesting these structures: (a) 0.5 [147], (b) 0.75 [147], (c) 1.0 [147], (d) 0.75 [239], and (e) 1.0 [239] ML.
refers to the periodicity of the (001) surface in the two (110) directions orthogonal to the (001) growth axis. Farrell and Palmstrom [147] divided the class of surfaces having the (2 X 4) symmetry into three distinct structures, the a, l3, and y (2 X 4) reconstructions shown in Figure 2.48. The a (2 X 4) structure has 50% of the surface sites covered by [T10]-oriented As-As dimers arranged into [110] rows. The 13 (2 X 4) reconstruction has three of four sites in the unit cell occupied by the [110] As-As dimers. The As surface coverage is even higher for the y (2 X 4) structure where four As-As dimers cover the surface of each unit cell, but one is rotated to the [110] orientation. There is some disagreement about the actual atomic arrangements; however, the (2 X 4) reconstruction is certainly a family of structures having a common symmetry in RHEED and X-ray diffraction studies. The other anion-rich surface frequently seen under the conditions used for epitaxial growth is the (4 X 4) structure. The STM images of Biegelsen et al. [148] clearly define this structure for GaAs to consist of a double layer of As. The topmost As-As dimers have the [110] orientation, as seen in the schematic diagram of Figure 2.49. The group Ill-rich (4 X 2) reconstruction consists mainly of [110]-oriented Ga dimers. Since OMVPE is normally carried out with a group V excess in the vapor, this reconstruction is probably of less significance.
2.6,1.1
Surface-Phase Diagram
The reconstructed semiconductor surface formed is determined by the extensive thermodynamic variables of the system. Thus, the reconstructions can be represented by a surface-phase diagram. The surface-phase diagrams, determined using
100
2
Thermodynamics
W [110] [110]
•
As
O
Ga
•
As
o
Ga
Figure 2.49. A model for the c (4 x 4) reconstructed (OOl)-oriented (4 X 4) surface [148]. (Reprinted with permission of the American Institute of Physics.)
SPA spectroscopy, for GaAs and InP are superimposed in Figure 2.50 [149]. The phase rule, represented by Equation (2.23), appHes to the surface phases in exactly the same way as for the bulk. Thus, when the system consists of a single surface reconstruction (surface phase) plus the vapor, the system has two degrees of freedom, whether under the UHV conditions of MBE or at a fixed total pressure in OMVPE. Thus, fixing two independent variables, typically temperature and the group V partial pressure, completely defines the thermodynamic state of the system. When two reconstructions coexist, the degree of freedom is unity. Thus, this state of the system is represented by a line in Figure 2.50. The (2 X 4) reconstruction is observed for typical MBE growth conditions, using V/III ratios in excess of unity for the growth of GaAs. X-ray studies indicate that the (4 X 4) reconstruction is formed during GaAs grown by OMVPE, due to the higher As pressures used [150, 151]. One of the family of (2 X 4) reconstructions is formed during the OMVPE growth of InP [149] and GalnP [152]. The (4 X 4) surface is not typically formed due to the higher volatility of P, especially when the surface contains In. The In-P bond is so weak that the (4 X 4) reconstruction is not formed on these surfaces. This is discussed in more detail in Section 3.2. A second layer of P atoms requires a much higher P pressure than is typically used for OMVPE growth, as indicated in Figure 2.50. The close similarity of surface reconstructions observed during MBE and OMVPE growth with those obtained under static conditions is an indication that
2.6
Thermodynamics of the Surface
101 Ts (°C)
700
10=
•5
10^
500
GaAs
102 Q.
600
O O (2x4)Y o like
InP
CLTD
c(4x4) like
a o\ oob
(2x4) like GaAs c(4x4) like GaAs (2x4) 7 like InP excess P InP marginal InP (2x4) like
•a
I
10-1 L
1.00
1.10
1.20
_L_ 1.30
1.40
103/Ts (K-1) Figure 2.50. Surface phase diagrams for (001) GaAs and InP determined using SPA measurements. (After Kobayashi and Kobayashi [149], reprinted with permission of the Journal of Electronic Materials, a publication of the Metallurgical Society, Warrendale, Pennsylvania.)
the growth processes occur under conditions that give a surface that closely approximates the surface at thermodynamic equilibrium. This is entirely consistent with the observation that the adatom population on the surface during the MBE growth of GaAs is nearly the same as for the static surface at equilibrium [153], as will be discussed more fully in Chapter 3. Obviously, thermodynamic factors will determine much of what occurs at the surface during the growth process and most of the properties of the resulting materials. All of this strongly supports the validity of the equilibrium model of OMVPE growth described in Section 2.3.2.
2.6.2 Effect of the Surface on Ordering A very clear indication of the importance of surface thermodynamics for III/V alloys (as well as Si-Ge and 11/VI alloys) is the effect of the surface on the microscopic arrangement of the atoms in the solid (e.g., the production of ordered structures spontaneously during OMVPE growth). VFF calculations indicate that the (2 X 4) reconstruction will favor formation of the B-variants, (Til) and ( i l l ) , of the CuPt structure [154], which are not stable in the bulk, as discussed in Section 2.1.2.9. The [110] rows of [110]-oriented group V dimers lead to alternating [110] rows of compressive and tensile strain in the third buried layer, because the surface group V atoms move closer together where a dimer bond is formed. For alloys with mixing on the group III sublattice, such as GalnP, this produces the [110] rows of alternating large and small atoms that comprise the CuPt B variants. These calculations also predict that for alloys with mixing on the group V sublattice, such as GaAsP, the [110] group V dimer rows also produce the CuPt B variants. This is in agreement with experimental results. Empirically, nearly all
102
2
Thermodynamics
III/V alloys are observed to form the CuPt structure during OMVPE growth using typical growth conditions, as indicated in Table 2.5. Exactly the same variants are seen for alloys with mixing on the group III sublattice as for those with mixing on the group V sublattice [155]. The correspondence between the presence of [TlO] P dimers and CuPt ordering for GalnP layers grown by OMVPE has recently been verified by using the SPA technique for measurements of the nature of the chemical bonding at the surface [156-158]. As discussed earlier, optical techniques such as SPA are the only methods capable of yielding in situ information about the surface reconstruction during OMVPE growth [149]. Optical techniques give information about only the energy and symmetry of electronic transitions involving surface atoms. It is impossible to obtain direct information about the long-range order from such measurements. However, SPA results are seen to correlate closely with RHEED results in UHV systems [149, 151, 159], giving confidence in their value for determining, indirectly, the surface reconstruction during OMVPE growth, as will be discussed in Chapter 3. For example, the only known structures involving [TlO] group V dimers on the (001) surfaces of III/V semiconductors are the family of (2 X 4)-type reconstructions. Murata et al. [156-158] have clearly demonstrated that as the concentration of [TlO] dimers was decreased, by increasing the temperature or decreasing the partial pressure of the P precursor, the degree of CuPt order was also decreased. A monotonic relationship between the [TlO] dimer concentration and the degree of order was demonstrated over a wide range of growth parameters for OMVPE growth on singular (001) substrates, as seen in Figure 2.51. Gomyo et al. [160] grew AllnP layers on (001) substrates by MBE. RHEED measurements indicate the (2 X 2) reconstruction, terminated by a double layer of anions, is formed. In this surface configuration the dimers are rotated by 90° as compared with the (2 X 4) structure and the rows run in the [110] direction. This was found to produce the A variants of the CuPt structure. The results agree with the calculations of Zhang et al. [154] that indicate that the A variants are stabilized by the (2 X 2) reconstruction. Further confirmation of the close relationship between surface reconstruction and ordering is the production of a triple-period structure with ordering along the {111} A planes for the MBE growth of AlInAs layers on (001) InP substrates using conditions giving the (2 X 3) surface reconstruction [161, 162]. Again, Zhang et al. [154] showed that for the (2 X 3) reconstruction, the strain energy of the subsurface layers is minimized by formation of the triple-period ordered structures observed. Seong et al. [163] observed a similar tripHng of the periodicity, but in the (110} direction, for InAsSb layers grown by MBE on (001) substrates. Naturally, in an accurate phase diagram, either for the bulk or the surface phase(s), the ordered phases will be stable only over a limited range of solid composition and temperature [44]. At high temperatures the entropy term in the free
2.6
103
Thermodynamics of the Surface 0.8
0)
0) 0) •o
0
0.5
1
1.5
2
2.5
3
SPA Signal Difference (%) Figure 2.51. Degree of CuPt order versus the SPA signal due to [TlO] P dimers on the (001) surface. (After Hsu et al. [240], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
energy leads to stabilization of the disordered phase, as seen in Figure 2.25. This is apart from changes in the surface induced by the temperature change, such as the changes in surface reconstruction with temperature discussed earlier. The range of solid composition over which the ordered structure is stable should also be limited. One expects that the CuPt structure, for example, will be most stable for a 1:1 ratio of Ga to In in GalnP. Experimentally, ordering is found to exist over a wide range of solid compositions in Gain? [164], GaAsP [165], and InAsSb [166] alloys. Further support for the thermodynamic description of ordering is obtained from the results of annealing experiments. As mentioned, annealing metal alloys is a technique used to enhance the degree of order. This occurs because the ordered structure is stable in the bulk. Annealing of III/V alloys gives the opposite result. Piano et al. [55] were able to destroy the order produced in GalnP samples during growth by annealing for four hours at 825°C. Similarly, Gavrilovic et al. [54] were able to eliminate the ordered structure by annealing at 700° C for times as long as approximately 100 hours. This is evidence that, indeed, the CuPt ordered structure is not stable in the bulk. To summarize this section, it is clear that a strong link has been established between the occurrence of CuPt ordering and the surface structure (reconstruction) during growth. Both theoretical calculations and the results of experimental investigations strongly indicate that the CuPt structure is not stable in bulk GalnP.
104
2
Thermodynamics
It forms at the surface during vapor phase epitaxial growth on (OOl)-oriented substrates that are reconstructed to produce [110] rows of [110] group V dimers on the surface. However, the experimental results discussed in Chapter 5 strongly suggest that other, kinetic factors may also be significant. For example, ordering disappears at high growth rates, suggesting that for rapid growth the time before a layer is covered by the next layer is insufficient for rearrangement of the surface atoms to form the ordered structure. On the other hand, misorientation of the (001) substrates by a few degrees to produce [110] surface steps is found to enhance the formation of the CuPt ordered structure, while [110] steps are found to retard the ordering process. This suggests that surface steps may play an important role in the kinetic processes leading to the formation of the CuPt ordered structure.
2.6.3 Stoichiometry and Doping The thermodynamics of the surface is also expected to have a direct influence on materials properties other than ordering, such as dopant incorporation, stoichiometry, and the concentrations of native defects. The surface reconstruction will also almost certainly affect the surface mobilities of adatoms and the density and nature of steps and kinks on the surface, all of which will affect surface morphologies and defect densities. However, understanding of this is limited at this time. Early results clearly indicate that the nature of the surface affects dopant incorporation [167]; however, this is attributed mainly to kinetic effects, as discussed in Section 3.5.1. The solid solubility of N in conventional III/V semiconductors such as GaAs, GaP, and InP is limited because of the very small size of N, as discussed in Section 2.2.2. Calculations indicate that anion dimerization will increase the solubility near the surface by several orders of magnitude [168]. Since the limited solid solubility is due to the microscopic strain energy caused by the difference in size of the atoms, location near the surface will increase the solubility due to the reduction in strain energy. This phenomenon may help to explain the ease with which the solubility of N in conventional III/V semiconductors can be exceeded, as discussed in Section 8.8.1. It is reminiscent of the formation of the CuPt ordered structure in the bulk, while it is thermodynamically stable only near the (001) surface, as described earlier. In both cases, metastable arrangements of the atoms persist in the bulk due to the very small-bulk self-diffusion coefficients.
2.6.4 Solid Composition Surface thermodynamics is found to directly affect the solid composition for alloys with mixing on the group V sublattice. For the OMVPE growth of GaAsP using the group V hydrides, bulk thermodynamic treatments of the As/P ratio in
References
105
the solid versus vapor composition and temperature agree with the experimental results only when kinetic factors such as the pyrolysis of the group V hydrides is taken into account, as described in Section 2.4.2. The bulk thermodynamic treatment appears to be adequate for the description of the solid composition when the P precursor is the rapidly pyrolyzing TBP, where the species reaching the surface are most likely the As and P dimers. Results obtained by OMMBE are more difficult to interpret, perhaps because the elemental group V sources produce tetramers, which must be broken down on the surface to allow incorporation into the solid. This also introduces kinetic factors in the determination of the solid composition [169]. A more recent study has used the cracked hydrides for the CBE growth of GaAsP [170]. In this case. As and P monomers are the species arriving at the interface. The observed quadratic dependence of As in the solid on the vapor phase As concentration has been attributed to the incorporation of As and P into the solid only from As-As and P-P dimer pairs on the surface. The surface dimers are assumed to be in equilibrium with the vapor. Using a semiempirical factor accounting for the greater strength of the P-P bonds, the experimental solid composition can be quantitatively described as a function of the As/P ratio in the vapor. An interesting feature of this work is that the As/P ratio in the solid is found to be a strong function of the strain in the epitaxial layer. Cunningham et al. [170] also interpret this factor in terms of a surface thermodynamic phenomenon. An improved match in covalent bond length between As dimers and the tetragonally strained GaAsP lattice results in the formation of more As-As dimers on the surface and a consequent increase in As incorporation into the solid.
References 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14.
R. A. Swalin, Thermodynamics of Solids (Wiley, New York, 1972). J. H. Hildebrand, J. Am. Chem. Soc. 51 66 (1929). G. B. Stringfellow and P. E. Greene, J. Phys. Chem. Solids 30 1779 (1969). M. B. Panish and M. Ilegems, Progress in Solid State Chemistry, Vol. 7, ed. H. Reiss and J. O. McCaldin (Pergamon, Oxford, 1972), p. 39. G. B. Stringfellow, International Review of Science, Inorganic Chemistry, Series 2, Vol. 10 (Butterworths, London, 1975), pp. 111-145. G. B. Stringfellow, J. Crystal Growth 27 21 (1974). A. S. Jordan and M. Ilegems, J. Phys. Chem. Sol. 36 329 (1975). J. H. Hildebrand and R. L. Scott, The Solubility of Nonelectrolytes (Dover, London, 1964). G. B. Stringfellow, Mat. Res. Bull. 6 371 (1971). J. C. Mikkelsen and J. B. Boyce, Phys. Rev. Lett. 49 1412 (1982). P N. Keating, Phys. Rev. 145 637 (1966); R. M. Martin, Phys. Rev. IB 4005 (1970). M. Ichimura and A. Sasaki, J. Appl. Phys. 60 3850 (1986). T. Fukui, Jap. J. Appl. Phys 23 L208 (1984). T. Fukui, J. Appl. Phys. 57 5188 (1985).
106 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26. 27. 28. 29. 30. 31. 32. 33. 34. 35. 36. 37. 38. 39. 40. 41. 42. 43. 44. 45. 46. 47. 48. 49. 50. 51. 52. 53. 54.
2
Thermodynamics
N. Motta, A. Balzarotti, P. Letardi, A. Kisiel, M. T. Czyzyk, M. Zimnal-Starnawska, and M. Podgorny, J. Cryst. Growth 72 205 (1985). A. Balzarotti, in Ternary and Multinary Compounds, ed. S. K. Deb and A. Zunger (Materials Research Society, Pittsburgh, 1987), pp. 333-342. J. B. Boyce and J. C. Mikkelsen, in Ternary and Multinary Compounds, ed. S. K. Deb and A. Zunger (Materials Research Society, Pittsburgh, 1987), pp. 359-364. J. C. Phillips, Bonds and Bands in Semiconductors (Academic Press, New York, 1973). W. A. Harrison, Electronic Structure and Properties of Solids (Freeman, San Francisco, 1980). N. N. Sirota, in Semiconductors and Semimetals, ed. R. K. Willardson and A. C. Beer (Academic Press, New York, 1968). N. A. Goryunova, in The Chemistry of Diamond-like Semiconductors (MIT Press, Cambridge, 1965). J. P. Suchet, in Chemical Physics of Semiconductors (Van Nostrand, New York, 1965). J. A. Van Vechten, Phys. Rev. 170 773 (1968). D. R. Penn, Phys. Rev. 128 2093 (1962). J. C. Phillips, Phys. Rev. Lett. 20 550 (1968). J. C. Phillips, Chem. Phys. Lett. 3 286 (1969). J. C. Phillips and J. A. Van Vechten., Phys. Rev. 22 70 (1969). J. A. Van Vechten, Phys. Stat. Sol. (b) 47 261 (1971). J. A. Van Vechten, Phys. Rev. B7 1479 (1973). J. C. Phillips and J. A. Van Vechten, Phys. Rev. B2 2147 (1970). P Manca, J. Phys. Chem. Solids 20 268 (1961). G. B. Stringfellow, / Phys. Chem. Solids 34 1749 (1973). I. H. Ho and G. B. Stringfellow, J. Cryst. Growth 178 1 (1997). I. H. Ho and G. B. Stringfellow, MRS Proc. Symp. 449 871 (1997). T. Ito, Jpn. J. AppL Phys. 36 L1065 (1997). D. W. Kisker and A. G. Zawadzki, J. Cryst. Growth 89 378 (1988). P A. Fedders and M. W. Muller, J. Phys. Chem. Sol. 45 685 (1984). A. B. Chen and A. Sher, Phys. Rev. B32 3695 (1985). H. Sonomura, H. Uda, A. Sugimura, A. Ashida, H. Horinaka, and T. Miyauchi, J. Appl. Phys. 62 4142(1987). M. C. Schabel and J. L. Martins, Phys. Rev. B43 11873 (1991). A. Sher, M. V. Schilfgaarde, A. B. Chen, and W. Chen, Phys. Rev. 836 4279 (1987). I. H. Ho and G. B. Stringfellow, A/?/?/. Phys. Lett. 69 2701 (1996). G. B. Stringfellow, in Thin Films: Heteroepitaxial Systems, ed. M. B. Santos and A. W. K. Liu (World Scientific, River Edge, NJ, 1998). A. Zunger and S. Mahajan, in Handbook on Semiconductors, ed. T. S. Moss (Elsevier Science, Amsterdam, 1994), pp. 1402-1514. A. Sher, M. A. Berding, and M. Van Schilfgaarde, J. Cryst. Growth 86 15-24 (1988). R. R Brebrick, J. Cryst. Growth 86 39-48 (1988). A. Marbeuf, M. Ferah, E. Janik, and A. Heurtel, J. Crystal Growth 11 126 (1985). N. A. Gokcen, Statistical Thermodynamics of Alloys (Plenum, New York, 1986), p. 118. H. R. Jen, M. J. Cherng, and G. B. Stringfellow,/\p/?/. Phys. Lett. 48 1603 (1986). H. R. Jen, M. J. Cherng, M. J. Jou, and G. B. Stringfellow, Inst. Phys. Conf Ser 83 159 (1987). A. Ourmazd and J. C. Bean, Phys. Rev. Lett. 55 765 (1985). W. Hume-Rothery, Electrons, Atoms, Metals, and Alloys, 3rd ed. (Dover, London, 1963), chap. 39. The first edition was published in 1948. G. B. Stringfellow, J. Electron. Mater 11 903 (1982). P Gavrilovic, F. R Dabkowski, K. Meehan, L E. Williams, W Stutius, K. C. Hsieh, N. Holonyak, M. A. Shahid, and S. Mahajan, J. Cryst. Growth 93 426 (1988).
References 55. 56. 57. 58. 59. 60. 61. 62. 63. 64. 65. 66. 67. 68. 69. 70. 71. 72. 73. 74. 75. 76. 77. 78. 79. 80. 81. 82. 83. 84. 85. 86. 87. 88. 89. 90. 91.
92. 93. 94. 95.
107
W. E. Piano, D. W. Nam, J. S. Major, K. C. Hsieh, and N. Holonyak, AppL Phys. Lett. 53 2537 (1988). G. P. Srivastava, J. L. Martins, and A. Zunger, Phys. Rev. B31 2561 (1985). H. R. Jen, M. J. Jou, Y. T. Cherng, and G. B. Stringfellow, J. Cryst. Growth 85 175 (1987). S. H. Wei and A. Zunger, Phys. Rev. B39 3279 (1989). K. E. Newman, J. Shen, and D. Teng, Superlattices and Microstmctures 6 245 (1989). T. S. Kuan, T. E Kuech, W. I. Wang, and E. L. Wilkie, Phys. Rev. Lett. 54 201 (1985). J. E. Barnard, L. G. Ferreira, S.-H. Wei, and A. Zunger, Phys. Rev. B38 6338 (1988). S.-H. Wei and A. Zunger, / Cryst. Growth 86 1-7 (1988). K. Park, L. Salabanca-Riba, and B. T. Jonker, AppL Phys. Lett. 61 2302 (1992). L. Salabanca-Riba, K. Park, and B. T. Jonker, Mater. Res. Soc. Symp. Proc. 231 347 (1992). K. T. Chang and E. Goo, / Vac. Sci. & Technol. AlO 1549 (1992). D. S. Cao, E. H. Reihlen, G. S. Chen, A. W Kimball, and G. B. Stringfellow, J. AppL Phys. 109 279(1991). G. B. Stringfellow, J. Cryst. Growth 68 111 (1984). J. Y. Tsao, in Materials Fundamentals of Molecular Beam Epitaxy (Academic Press, Boston, 1993), chap. 7. K. Terashima, J. Nishio, A. Okada, S. Washizuka, and M. Watanabe, J. Cryst. Growth 79 463 (1986). A. S. Jordan, A. R. VonNeida, R. Caruso, and C. K. Kim, J. Electrochem. Soc. 121 153 (1974). J. A. Van Vechten, /. Electron. Mater 4 1159 (1975). L. J. Vieland, Acta MetalL 11 137 (1963). G. Scatchard, Chem. Rev. 8 321 (1931). G. B. Stringfellow, Phase Diagrams for Ceramists, Vol. IX (American Ceramic Society, Westerville, Ohio, 1992). A. Koukitu, Y. Hasagawa, H. Seki, and E. Schoenherr, J. Cryst. Growth 98 697 (1989). A. S. Jordan, J. Electron. Mater 24 1649 (1995). A. Koukitu, N. Takahashi, T. Taki, and H. Seki, J. Cryst. Growth 170 306 (1997). I. Prigogine and R. Defay, Chemical Thermodynamics (Longmans, Green, London, 1954). J. W. Cahn, Acta MetalL 9 795 (1961). G. B. Stringfellow, J. AppL Phys. 43 3455 (1972). R. E. Nahory, M. A. Pollack, E. D. Beebe, and J. C. DeWinter, J. Electrochem. Soc. 125 1053 (1978). M. Quillec, C. Daguet, J. L. Benchimol, and H. Launois, AppL Phys. Lett. 40 325 (1982). M. J. Cherng, R. M. Cohen, and G. B. Stringfellow, J. Electron. Mater 13 799 (1984). J. L. Benchimol, M. Quillec, and S. Slempkes, / Cryst. Growth 64 96 (1983). O. G. Lorimer and L. R. Dawson, J. Electrochem. Soc. 118 292C (1971). C. D. Thurmond and R. A. Logan, J. Electrochem. Soc. 119 622 (1972). G. B. Stringfellow, J. Electrochem. Soc. 119 1780 (1972). J. Karpinski, J. Jun, I. Grzegory, and M. Bugajski, J. Cryst. Growth 72 711 (1985). J. R. Pessetto and G. B. Stringfellow, J. Cryst. Growth 62 1 (1983). R. Singh, D. Doppalapudi, T. D. Moustakis, and L. T. Romano, AppL Phys. Lett. 70 1089 (1997). E. L. Piner, N. A. El-Mastry, S. X. Liu, and S. M. Bedair, Materials Research Society Proceedings, Vol. 482 (1998); N. A. El-Mastry, E. L. Piner, S. X. Liu, and S. M. Bedair, AppL Phys. Lett. 72 40 (199%). A. A. Mbaye, L. G. Ferreira, and A. Zunger, Phys. Rev. Lett. 58 49 (1987). G. B. Stringfellow, J. Cryst. Growth 65 454 (1983). M. Ilegems and M. B. Panish, J. Phys. Chem. Solids 35 409 (1974). T. Onda and R. Ito, Jpn. J. AppL Phys. 26 1241 (1987).
108 96. 97. 98. 99. 100.
101. 102. 103. 104. 105. 106. 107. 108. 109. 110. 111. 112. 113. 114. 115. 116. 117. 118. 119. 120. 121. 122. 123. 124. 125. 126. 127. 128. 129. 130. 131. 132. 133. 133. 134. 135.
2
Thermodynamics
A. Koukitu and H. Seki, J. Cryst. Growth 49 325 (1980). M. Ichimura and A. Sasaki, Phys. Rev. 36 9694 (1987). G. B. Stringfellow, J. Cryst. Growth 58 194 (1982). B. deCremoux, P. Hirtz, and J. Ricciardi, Inst. Phys. Conf. Sen 56 115 (1981). A. J. SpringThorpe, M. Gallant, and M. Rowlandson, Proceedings of the Symposium III-V Opto-Electronics, Epitaxy and Device Related Processes, ed. V. G. Keramidas and S. Mahajan (Electrochemical Society, Pennington, NJ, 1983), p. 99. K. Onabe, Jpn. J. Appl. Phys 21 L323 (1982). I. H. Ho, Ph.D. diss., University of Utah, Department of Electrical Engineering, 1997. M. Tirtowidjono and R. Pollard, in Processing of Electronic Materials, ed. C. G. Law and R. Pollard (American Institute of Chemical Engineers, New York, 1987), pp. 89-107. V. S. Ban, J. Electrochem. Soc. 118 1473 (1971); V. S. Ban and M. Ettenberg, J. Phys. Chem. Solids 34 1119(1973). M. A. Kuck, H. S. Marek, and W. Wyner, Paper E9.26, presented at Materials Research Society Meeting, November 28-December 3, 1988, Boston. M. Naitoh and M. Umeno, Jpn. J. Appl. Phys. 26 L1538 (1987). A. A. Chernov, in Handbook of Crystal Growth, Vol. 3, ed. D. T. J. Hurle (North-Holland, Amsterdam, 1994), pp. 457-490. L. S. Lichtmann, J. D. Parsons, and E.-H. Cirlin, J. Cryst. Growth 86 217 (1988). J. D. Parsons, L. S. Lichtmann, and R G. Krajenbrink, / Cryst. Growth 11 32 (1986). G. B. Stringfellow, J. Cryst. Growth 75 91 (1986). T. Matsuoka, N. Yoshimoto, T. Sasaki, and A. Katsui, J. Electron. Mater 21 157 (1992). J. Ohta, M. Ishikawa, R. Ito, and N. Ogasawara, Jpn. J. Appl. Phys. 22 LI36 (1983). V. V. Kuznetsov, P P Moskvin, V. S. Sorokin, / Cryst. Growth 88 241 (1988). Y. Takeda and A. Sasaki, / Cryst. Growth 45 257 (1978). M. Quillec, H. Launois, and M. C. Joncour, J. Vac. Sci. Technol. Bl 238 (1983). S. Fukui, M. Tobita, S. Furuta, S. Sakai, and M. Umeno, Jpn. J. Appl. Phys. 27 379 (1988). A. N. Baranov, S. G. Konnikov, T. B. . Popova, V. E. Umansky, and Y. P. Takolev, J. Cryst. Growth 66 541 {\9m. R Turco and J. Massies, Appl. Phys. Lett. 51 1989 (1987). M. Allovon, J. Primot, Y. Gao, and M. Quillec, J. Electron. Mater 18 505 (1989). R Bugge, U. Zeimer, M. Sato, M. Weyers, and G. Trankle, J. Cryst. Growth 183 511 (1998). Y. Kawaguchi, M. Shimuzu, K. Hiramatsu, and N. Sawaki, Mat. Res. Symp. Proc. 449 89 (1997). A. Zunger, in Handbook of Crystal Growth, Vol. 3 (Elsevier, Amsterdam, 1994), pp. 999-1047. P J. Wright, B. Cockayne, and A. J. WiUiams, J. Cryst. Growth 11 23 (1985). J. B. Mullin, S. J. C. Irvine and J. Tunnicliffe, 7. Cryst. Growth 68 214 (1984). T. Rukui and Y. Horikoshi, Jpn. J. Appl. Phys. 19 L53 (1980). R. R Brebrick, Metall. Trans. 2 3>?>11 (1971). D. R. Stull and G. C. Sinke, Thermodynamic Properties of the Elements (American Chemical Society, Washington, D.C., 1956). M. J. Cherng, G. B. Stringfellow, and R. M. Cohen, A/?/?/. Phys. Lett. 44 677 (1984). E. T. J. M. Smeets, J. Cryst. Growth 82 385 (1987). M. R. Leys, H. Titze, L. Samuelson, and J. Petruzzello, J. Cryst. Growth 93 504 (1988). H. Seki and A. Koukitu, J. Cryst. Growth 74 172 (1986). C. H. Chen, D. S. Cao, and G. B. Stringfellow, J. Electron. Mater 17 67 (1988). C. R Schaus, W J. Schaff, and J. R. Shealy, J. Cryst. Growth 11 360 (1986). P J. Wright and B. Cockayne, J. Cryst. Growth 59 148 (1982). S. Fujita, Y. Matsuda, and A. Sasaki, Appl. Phys. Lett. 47 955 (1985). R. W Glew, J. Cryst. Growth 68 44 (1984).
References 136. 137. 138. 139. 140. 141. 142. 143. 144. 145. 146.
147. 148. 149. 150. 151. 152. 153. 154. 155. 156. 157. 158. 159. 160. 161. 162. 163. 164. 165. 166. 167. 168. 169. 170. 171. 172. 173. 174.
109
S. J. Bass and P. E. Oliver, Inst. Phys. Conf. Ser. 33b 1 (1977). R. W. Glew, Inst. Phys. Conf. Ser. 63 581 (1982). S. J. Bass, J. Cryst. Growth 47 613 (1979). C. C. Hsu, J. S. Yuan, R. M. Cohen, and G. B. Stringfellow, J. Cryst. Growth 74 535 (1986). T. F. Kuech, E. Veuhoff, and B. S. Meyerson, / Cryst. Growth 68 48 (1984). H. C. Casey and M. B. Panish, J. Cryst. Growth 13/14 818 (1972). A. Koukitu and H. Seki, J. Cryst. Growth 76 233 (1986). M. Hata, T. Isu, A. Watanabe, Y. Kajikawa, and Y. Katayama, /. Cryst. Growth 114 203 (1991). D. J. Chadi, J. Vac. Sci. Technol. A5 834 (1987). J. M. V. Hove, P I. Cohen, and C. S. Lent, J. Vacuum Sci. and Technol. Al 546 (1983). D. E. Aspnes, R. Bhat, C. Caneau, E. Colas, L. T. Florez, S. Gregory, J. P. Harbison, I. Kamiya, V. G. Keramidas, M. A. Koza, M. A. A. Pudensi, W. E. Quinn, S. A. Schwarz, M. C. Tamargo, and H. Tanaka, / Crystal Growth 120 71 (1992). H. H. Parrel and C. J. Palmstrom, J. Vac. Sci. and Technol. BS 903 (1990). D. K. Biegelsen, R. D. Brignans, J. E. Northrup, and L. E. Swartz, Phys. Rev. B41 5701 (1990). Y Kobayashi and N. Kobayashi, J. Electron. Mater 25 691 (1996). D. W. Kisker, P H. Fuoss, K. L. Tokuda, G. Renaud, S. Brennan, and J. L. Kahn, Appl. Phys. L^rf. 56 2025(1990). I. Kamiya, L. Mantese, D. E. Aspnes, D. W. Kisker, P. H. Fuoss, G. B. Stephenson, and S. Brennan, J. Cryst. Growth 163 67 (1996). H. Murata, I. H. Ho, and G. B. Stringfellow, J. Cryst. Growth 170 219 (1997). J. Tersoff, M. D. Johnson, and B. G. Orr, Phys. Rev. Lett. 78 282 (1997). S. B. Zhang, S. Froyen, and Z. Zunger, Appl. Phys. Lett. 67 3141 (1995). G. S. Chen, D. H. Jaw, and G. B. Stringfellow, J. Appl. Phys. 69 4263 (1991). H. Murata, I. H. Ho, L. C. Su, Y. Hosokawa, and G. B. Stringfellow, J. Appl. Phys. 79 6895 (1996). H. Murata, T. C. Hsu, I. H. Ho, L. C. Su, Y. Hosokawa, and G. B. Stringfellow, Appl. Phys. Lett. 6S 1196 (1996). H. Murata, I. H. Ho, T. C. Hsu, and G. B. Stringfellow, Appl. Phys. Lett. 67 3747 (1995). D. W. Kisker, G. B. Stephenson, R H. Fuoss, and S. Brennan, J. Cryst. Growth 146 104 (1995). A. Gomyo, M. Sumino, I. Hino, and T. Suzuki, Jpn. J. Appl. Phys. 34 L469 (1995). A. Gomyo, K. Makita, I. Hino, and T. Suzuki, Phys. Rev. Lett. 72 673 (1994). B. A. Philips, I. Kamiya, L. T. Florez, D. E. Aspnes, S. Mahajan, and J. P. Harbison, Phys. Rev. Lett. 74 3640 {1995). T. Y. Seong, G. R. Booker, A. G. Norman, and I. T. Ferguson, Appl. Phys. Lett. 64 3593 (1994). W. J. Choi, J. S. Kim, H. C. Ko, K. W. Chung, and T. K. Yoo, J. Appl. Phys. 77 3111 (1995). G. S. Chen, D. H. Jaw, and G. B. Stringfellow, J. Appl. Phys. 69 4263 (1991). H. R. Jen, K. Y. Ma, and G. B. Stringfellow, Appl. Phys. Lett. 54 1154 (1989). M, Kondo, C. Anayama, N. Okada, H. Sekiguchi, K. Domen, and T. Tanahashi, J. Appl. Phys. 76 914(1994). S. B. Zhang and A. Zunger, Appl. Phys. Lett. 71 677 (1997). J. N. Baillargeon, A. Y. Cho, and K. Y. Cheng, J. Appl. Phys. 79 7652 (1996). J. E. Cunningham, M. B. Santos, K. W. Goossen, M. D. Williams, and W. Jan, Appl. Phys. Lett. 64 2418(1994). S. Strite and H. Morkoc, J. Vac. Sci. Technol. BIO 1237 (1992). N. N. Sirota, Semiconductors and Semimetals, Vol. 4, ed. R. K. Willardson and A. C. Beer (Academic Press, New York, 1968), chap. 2. D. D. Wagman, W. H. Evans, V. B. Parker, I. Halow, S. M. Bailey, and R. H. Schumm, National Bureau of Standards Tech. Note No. 270-3 (U.S. GPO, Washington, D.C., 1968). S. H. Wei, L. G. Ferreira, and A. Zunger, Phys. Rev. B41 8240 (1990).
''''0 175. 176. 177. 178. 179.
180. 181. 182. 183. 184. 185. 186. 187. 188. 189. 190. 191. 192. 193. 194. 195. 196. 197. 198. 199. 200. 201. 202. 203. 204. 205. 206. 207. 208. 209. 210. 211. 212. 213. 214. 215.
2
Thermodynamics
T. S. Kuan, W. I. Wang, and E. L. Wilkie, Appl. Phys. Lett. 51 51 (1987). O. Ueda, Y. Nakata, and T. Fujii, Appl Phys. Lett. 58 705 (1991). Y. Nakata, O. Ueda, and T. Fujii, Jpn. J. Appl. Phys. 30 L249 (1991). A. Chin, T. Y. Chang, A. Ourmazd, and E. M. Monberg, Appl. Phys. Lett. 58 968 (1991). I. J. Murgatroyd, A. 0. Norman, G. R. Booker, and T. M. Kerr, in Proc. 11th Int. Conf. on Electron Microscopy, ed. T. Imura, S. Maruse, and T. Suzuki (Japanese Society of Electron Microscopy, Tokyo, 1986), p. 1497. I. J. Murgatroyd, A. G. Norman, and G. R. Booker, J. Appl. Phys. 67 2310 (1990). H. R. Jen, M. J. Cherng, and G. B. Stringfellow, Proc. 13th Intern. Symp. on GaAs and Related Compounds %2i 159(1987). W. Kondow, H. Kakibayashi, and S. Minagawa, J. Cryst. Growth 88 291 (1988). T. Suzuki, A.Gomyo, and S. lijima, J. Cryst. Growth 93 396 (1988). C. Nozaki, Y. Ohba, H. Sugawara, S. Yasuami, and T. Nakanisi, J. Cryst. Growth 93 406 (1988). G. S. Chen, T. Y Wang, and G. B. Stringfellow, Appl. Phys. Lett. 56 1463 (1990). W. Kondow, H. Kakibayashi, and S. Minagawa, Phys. Rev. fi40 1159 (1989). A. G. Norman, R. E. Mallard, I. J. Murgatroyd, G. R. Booker, A. H. Moore, and M. D. Scott, Inst. Phys. Conf. Ser 87 77 (1987). O. Ueda, T. Fujii, Y Nakada, H. Yamada, and I. Umebu, J. Cryst. Growth 95 38 (1989). H. R. Jen, D. S. Cao, and G. B. Stringfellow, Appl. Phys. Lett. 54 1890 (1989). G. S. Chen, D. H. Jaw, and G. B. Stringfellow, J. Appl. Phys. 69 4263 (1991). Y E. Ihm, N. Otsuka, J. Klem, and H. Morkoc, Appl. Phys. Lett. 51 2013 (1987). I. J. Murgatroyd, A. G. Norman, and G. R. Booker, J. Appl. Phys. 67 2310 (1990). O. Ueda, T. Fujii, and Y Nakata, in Defect Control in Semiconductors, ed. K. Sumino (Elsevier, Amsterdam, 1990), p. 1091. S. N. G. Chu, R. A. Logan, and T. Tanbun-Ek, / Appl. Phys. 72 4118 (1992). M. A. Shahid, S. Mahajan, D. E. Laughlin, and H. M. Cox, Phys. Rev. Lett. 58 2567 (1987). O. Ueda, M. Takikawa, J. Komeno, and I. Umebu, Japan J. Appl. Phys. 26 LI824 (1987). E. Morita, M. Ikeda, O. Kumagai, and K. Kaneko, Appl. Phys. Lett. 53 2164 (1988). R Bellon, J. R Chevalier, G. R Martin, E. Dupont-Nivet, C. Thiebaut, and J. R Andre, Appl. Phys. Lett. 52 567 il9m. J. Shin, Y. Hsu, T. C. Hsu, and G. B. Stringfellow, J. Electron. Mater 24 1563 (1995). T. Y Seong, G. R. Booker, A. G. Norman, and L T. Ferguson, Appl. Phys. Lett. 64 3593 (1994). G. B. Stringfellow, J. Cryst. Growth 98 108 (1989). H. R. Jen, M. J. Jou, Y T. Cherng, and G. B. Stringfellow, J. Cryst. Growth 85 175 (1987). H. Nakayama, and H. Fujita, Inst. Phys. Conf Ser 79 289 (1986). G. B. Stringfellow, in Advanced Crystal Growth, ed. R M. Dry burgh, B. Cockayne, and K. G. Barraclough (Cambridge: Prentice Hall, 1987), p. 289. G. B. Stringfellow, J. Cryst. Growth 70 133 (1984). G. B. Stringfellow, in Crystal Growth: A Tutorial Approach, ed. W Bardsley, D. T. J. Hurle, and J. B. MuUin (North-Holland, Amsterdam, 1979), pp. 217-240. L. M. Foster, Electrochem. Soc. Abstr.—Wow^ion Meeting 147 (1972). L. M. Foster, J. E. Scardefeld, and J. F. Woods, J. Electrochem. Soc. 119 765 (1972). W Koster and W Ulrich, Z Metallk. 49 365 (1958). J. W Wagner and A. G. Thompson, J. Phys. Chem. Solids 32 2613 (1971). J. C. Woolley and B. A. Smith, Proc. Phys. Soc. 72 (1958). W Koster and B. A. Thoma, Z Metallk. 46 293 (1955). V. B. Ufimtsev, V. R Shumilin, A. N. Krestovnikov, and G. N. Uglichina, Dokl. Akad. Nauk SSSR 193 602 (1910). L. M. Foster, and J. E. Scardefield, J. Electrochem. Soc. 117 534 (1970). A. S. Borschevskii, L L Burdiyan, E. Lubenskaya, and E. V. Sokolova, An. Nauch. Khino 4 2824(1959).
References
111
216. J. F. Miller, H. L. Goering, and R. C. Himes, J. Electrochem. Soc. 107 527 (1960). 217. II. Burdiyan and A. S. Borschevskii, Soviet Phys. Tech. Phys. 3 2451 (1958). 218. V. B. Ufimtsev, A. S. Timoshin, and G. V. Kostin, Russ. J. fnorg. Mater. 7 1863 (1971). 219. J. C. WooUey and D. G. Lees, J. Less Common Metals 1 192 (1959). 220. J. P. Schwartz, T. Tung, and R. F. Brebrick, /. Electrochem. Soc. 128 438 (1981); T. Tung, L. Golonka, and R. F. Brebrick, J. Electrochem. Soc. 128 451 (1981). 221. F. R. Szofran and S. L. Lehoczky, J. Electron. Mater 10 1131 (1981). 222. V. Thierry-Mieg, A. Marbeuf, J. Chevallier, H. Mariette, M. Bugajski, and K. Kazmierski, y.A/7p/.P;iv5. 54 5358(1983). 223. T. J. Hayes, A. Mottram, and A. R. Peaker, J. Cryst. Growth 46 59 (1979). 224. N. Takanaka, M. Inoue, J. Shirafuji, and Y. Inuishi, J. Phys. D l l L91 (1978). 225. M. F. Gratton, R. G. Goodchild, L. Y. Juravel, and J. C. Woolley, J. Electron. Mater 8 25 (1975). 226. C. B. Cooper, R. R. Saxena, and M. J. Ludowise, J. Electron. Mater 11 1001 (1982). 227. M. J. Cherng, G. B. Stringfellow, and R. M. Cohen, Appl. Phys. Lett. 44 677 (1984). 228. A. A. Mbaye and A. Zunger, in Ternary and Multinary Compounds: Proceedings of the Seventh International Conference, ed. S. K. Deb, A. Zunger (Materials Research Society, Pittsburgh, 1987), p. 365. 229. K. Onabe, NEC Research and Development 72 1 (1984). 230. Y. Mori and N. Watanabe, J. Appl. Phys. 52 2972 (1981). 231. M. J. Ludowise, C. B. Cooper, and R. R. Saxena, J. Electron. Mater 10 1051 (1981). 232. C. B. Cooper, R. R. Saxena, and M. J. Ludowise, Electron. Lett. 16 892 (1980). 233. G. B. Stringfellow, J. Cryst. Growth 62 225 (1983). 234. G. B. Stringfellow and M. I Cherng, J. Cryst. Growth 64 413 (1983). 235. T. Fukui and Y. Horikoshi, Jpn. J. Appl. Phys. 14 L551 (1980). 236. M. J. Ludowise and W. T. Dietze, J. Electron. Mater 11 59 (1982). 237. L. Samuelson, R Omling, H. Titze, and H. R. Grimmeiss, / Physique 43 C5-323 (1982). 238. G. B. Stringfellow, J. Cryst. Growth 115 1 (1991). 239. T. Hashizume, Q. K. Xue, J. Zhou, A. Ichimiya, and T. Sakurai, Phys. Rev. Lett. 73 2208 (1994). 240. T. C. Hsu, Y. Hsu, and G. B. Stringfellow, J. Cryst. Growth 193 1 (1998). 241. P. Ruterana, G. Nouet, W. van der Stricht, I. Moerman, and L. Considine, Appl. Phys. Lett. 72 1742(1998).
This Page Intentionally Left Blank
Physical Processes Occurring on the Surface 3.1
Introduction
The ability to control the OMVPE growth process for the wide variety of materials and structures required for advanced electronic and photonic devices will require a detailed understanding of the processes occurring during growth. With every increase in the sophistication of the tools used to study the process, new complexities are revealed. For this reason, the research community has virtually abandoned the hope of finding simple models that will adequately explain the growth process. Several important phenomena involved in understanding the OMVPE growth process are listed in Table 1.2. Thermodynamics, the topic of the last chapter, can be used to describe much of what happens during growth. Most important, it drives the processes listed in Table 1.2. However, kinetic aspects of growth describe the rates of the various processes. The study of kinetics involves attempts to understand the actual processes by which the organometallic molecules in the vapor phase are transformed into atoms in the semiconductor solid. These mechanisms are frequently extremely complex. Thus, the description of the kinetic processes will be subdivided into descriptions of each of the major processes in three separate chapters. This chapter will review our current understanding of the physical processes occurring at the surface during growth, the third category in Table 1.2.
113
114
3
Physical Processes Occurring on the Surface Step
Figure 3.1.
Schematic overview of the OMVPE process.
From macroscopic observations, simple calculations, and imagination a schematic idea of these surface processes has been known for decades [1, 2]. The surface during growth has been thought to consist of atomically flat regions separated by steps, as shown schematically in Figure 3.1. The surface during growth, and indeed at equilibrium, is envisioned as somewhat rough owing to entropic effects, with equilibrium concentrations of adatoms and advacancies that increase with increasing temperature. The adatoms and advacancies can also condense into two-dimensional clusters. The steps themselves may also be rough because of the presence of kinks. In this mode, growth occurs by the propagation of steps as well as by the formation and propagation of two- and three-dimensional islands. Of course, the tools necessary to actually see the features and follow the step motion and nucleation during growth were missing until recently. Today, for the first time, we are able to resolve the atomic-scale features on the surfaces of semiconductor materials using scanning probe microscopy techniques [3, 4]. The general results bear a surprising resemblance to the features of the model. The scanning tunneling microscope (STM) can also be used to directly image the surface atoms on the flat terraces between steps to determine the surface reconstruction in, for example. Si [4] and GaAs [5]. Individual adatoms and islands can also be viewed using the STM, as well as the advacancies and advacancy clusters. Even the chemical fragments produced during pyrolysis of precursors can be viewed and identified using the STM. For example, dimethylgaUium, Ga, and CH3 have all been viewed on an (001) Si surface after exposure to trimethylgallium (TMGa) [6]. Recently, it has even become possible to follow the motion of individual adatoms on the surface at elevated temperatures [7, 8]. This has ushered in a new era of understanding of epitaxial growth. Now that the physical processes are subject to direct observation and measurement, our fundamental understanding of epitaxy is advancing rapidly. The specific processes observed are often much more complex than could be imagined from the simple, intuitive models. This complexity has had an unfortunate side effect: many individual aspects of epitaxy have become specialist areas, which raises the problem of a lack of communication between the various specialists. Whereas the early years were dominated by the materials scientists and
3.2
Surface Measurement Techniques
115
electrical engineers interested in making materials and devices by OMVPE, in more recent years specialists from other areas have become deeply involved in the exploration, understanding, and development of specific chemical and physical aspects of the process. For example, surface scientists have become increasingly interested in the nature of the surface at the atomic level and the chemical reactions occurring there. They have their own jargon and a level of sophistication in this particular area well beyond the typical OMVPE practitioner—for example, an attendee at an OMVPE workshop or conference. An attempt is made here to integrate the important new insights gained from these studies into our overall picture of the OMVPE process. In many cases, the most sophisticated studies are done on the simplest system possible, most often Si. Nevertheless, the insights gained from these studies are so powerful and important that the results are included here. One expects that the basic processes observed will apply, in some form, to the OMVPE growth of the wide range of materials considered here. The results are, in many areas, completely nonobvious. Thus, an overview of the results of these studies is an important element of our attempt to understand the OMVPE technique.
3.2
Surface Measurement Techniques
Before beginning the detailed discussion of the surface processes occurring during OMVPE, it is worth a brief overview of the techniques used for the surface studies. A major contributor to the recent progress in understanding the atomic level processes occurring during epitaxial growth has been the collection of scanning probe microscopes. The STM has been developed to the point where not only can individual atoms on the surface be imaged, but their location can be tracked with time at temperatures well above room temperature, even approaching the lower temperatures that can be used for epitaxial growth. This allows an invaluable "bird's-eye" view of the surface reconstruction as well as the atomic motion of adatoms on the semiconductor surface. However, the STM cannot be used directly in OMVPE systems, since it is an ultrahigh-vacuum (UHV) technique and no currently available STMs operate at normal growth temperatures. It can be used ex situ to image the surfaces of layers grown by OMVPE by passivating the surface with, for example. As to protect it from oxidation during transfer from the reactor to the STM [9]. However, many of the important features are destroyed or markedly altered during the required processing steps. Major changes in the surface morphology occur even during cooling from the growth temperature to room temperature [10, 11]. The atomic force microscope (AFM) is more generally useful than the STM for the study of OMVPE growth, because it can be used in an air ambient. It is now
116
3
Physical Processes Occurring on the Surface
routinely used to image atomic-scale features on the surface such as steps. In the tapping mode, the AFM is able to resolve features a single monolayer in height. This is surprising, since the surface of a semiconductor is oxidized immediately after exposure to air to form a film 20-50 A in thickness. The ability to resolve these small features means that the oxide is perfectly conformal. For example, monolayer steps have been seen in GaAs [12] and InP [13] layers grown by OMVPE, including the steps produced by screw dislocations [14]. Bluhm et al. showed strong evidence that the native oxide does not prevent the viewing of the GalnAs semiconductor surface using AFM [15]. The AFM lateral resolution is insufficient to allow features such as adatoms, advacancies, and kinks on steps to be imaged. Of course, these features are also the most likely to change during cooling and subsequent oxidation of the surface. More recently, techniques have been developed that allow the electrical and optical properties of semiconductors to be imaged with a high spatial resolution. Scanning capacitance microscopy can be used to measure the local free-carrier concentration with a resolution of approximately 25 nm [16]. The near-field scanning optical microscope (NSOM) is capable of measuring the photoluminescence (PL) from a semiconductor surface with a resolution exceeding the normal diffraction limit by placing a subwavelength aperture less than a wavelength from the sample surface [17]. One of the first tools used to study the surface processes occurring during epitaxial growth was reflection high-energy electron diffraction (RHEED). In this technique, suitable only for use in UHV conditions, where the electron beam is not attenuated by the atmosphere, the surface is irradiated with an electron beam that is nearly parallel to the growing film [18]. It can be used to determine the periodicity of the atomic structure of the surface as a function of direction of incidence. Thus, for example, during the MBE growth of GaAs using As-rich conditions, the RHEED patterns show two- and fourfold periodicities when the electron beam is incident along the [110] and [110] directions, respectively. The surface reconstruction giving such a diffraction pattern is termed (2 X 4). As discussed in Chapter 2, this symmetry is characteristic of a family of reconstructions. These measurements are extremely valuable because they allow the in situ determination of the surface structure during growth. A striking feature of RHEED is that the diffracted intensities are often observed to oscillate during MBE growth [19]. This has been found to correlate with the layer-by-layer growth of the film in the Frank-van der Merve growth mode where growth occurs by the nucleation and coalescence of two-dimensional nuclei a single monolayer in height [20]. The oscillations are due to the variation in step density as the growth progresses from a flat, singular surface to a rough surface covered by two-dimensional nuclei and back to a flat surface as the layer is completed [18]. When a sufficient density of steps is added to the surface, by misorientation of the nominally (001) substrate by a few degrees, the oscillations cease
3.2
117
Surface Measurement Techniques
80
120 160 Time (s)
200 240
Figure 3.2. RD and RHEED intensity oscillations observed during the CBE growth of GaAs (A) and GalnAs (B) on (001) GaAs substrates. (After Junno et al. [21], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
because growth occurs via the propagation of the steps without two-dimensional nucleation events (i.e., the step flow growth mode). In this case, the step density remains essentially constant. The RHEED oscillations are extremely valuable because they allow the characterization of the growth process one atomic layer at a time. Figure 3.2 shows the RHEED oscillations observed for the CBE growth of GaAs (A) and InGaAs (B) using trimethylindium (TMIn), TMGa, and tertiarybutylarsine(TBAs)[21]. RHEED measurements can also be used to study steps, the formation of islands, and faceting on (001) GaAs surfaces grown by MBE [22]. Step distributions are determined from the diffracted beam shapes and intensities. The understanding of the surface processes occurring during OMVPE growth has been retarded by the lack of in situ monitoring tools. X-ray scattering has been used to monitor the growth process, in much the same way as RHEED is used to monitor MBE growth [23]. However, it will never be widely used as a monitoring tool because it requires a synchrotron-based X-ray source. Nevertheless, it has been used to observe the surface reconstruction during growth. Oscillations in grazing incidence X-ray scattering (GIXS) have also been used to monitor the OMVPE growth process, as seen in Figure 3.3 [24]. Here the GIXS intensity is plotted versus time for the OMVPE growth of GaAs on (001) substrates using
118
3
Physical Processes Occurring on the Surface
GaAs(OOl) Singular T=480°C TBA=0.0758Torr TEG=0.00296Torr V/III=25.6 GR=0.489ML/s
GaAs(OOl) Singular T=480°C TBA=0.,0758Torr TMG=0.001545Torr V/Iir=49..06 GR=i0.36ML/S
Ar\A/-\AA
.^_'\
RD
(2.6eV)
IS T(s)
[1 XRD
'h^
-0.4
RD
(3/2,3/2)
b ^ -0.2
(1.9eV)
S,
k
, XRD (3/2.3/
AMAT^—
3 5" -0.4
l\ i^ l> M ^
^
"5 ^' -0.6 -.0.8 *
-I
k/w^'^-^^-v-vt.!
y^^r^^V^
Figure 3.3. RDS and GIXS intensity oscillations during OMVPE growth of (001) GaAs using TEGa (a) and TMGa (b). Transients in the (110) crystal truncation rods (CTR) and 2.6 eV in RD are shown in the upper panels, and in the (3/2,3/2,0) diffraction peaks of GIXS and at 1.9 eV in RD are shown in the lower panels. TBAs was the As precursor. (After Kamiya et al. [24], reprinted with permission of the American Institute of Physics.)
TMGa and TBAs. The oscillations due to the growth of individual monolayers are seen at low temperatures and disappear as the temperature increases. The extensive series of experiments using the X-ray scattering technique has contributed significantly to our understanding of the atomic-level processes occurring during OMVPE growth. Optical techniques, such as reflection difference (or anisotropy) spectroscopy (RDS or RAS) and surface photo absorption (SPA), have been developed for in situ observation of the surface structure during OMVPE growth. They have proved to be of major significance, since they can be used either in UHV or at atmospheric pressure. Thus, they have allowed an empirical correlation to be established between the surface structure formed during OMVPE growth with those observed in a UHV environment at equilibrium and during MBE growth. In these techniques, a polarized optical beam is incident on the surface either normal (RDS) or at the Brewster angle (SPA) to the layer. The difference of the reflectance in the two orthogonal <110) directions, for an (001) surface orientation, reveals the anisotropy of the surface caused by the surface reconstruction, since the bulk zincblende crystal structure has fourfold rotational symmetry. In the ultraviolet region of the spectrum, these optical techniques give information about the bonding at the surface. The data are difficult to interpret directly, but the results obtained for the atmospheric pressure OMVPE growth of GaAs on (001) substrates have been shown to correspond closely to the more readily interpreted results
3.2
Surface Measurement Techniques 700 -T
1
600 1
TCC)
500
400
r-
1
O
O
O
Q
O
O
O
'-Q
X
X
•
119
X
C(4x 4)/d(4x 4)
§2
(2x4)
> <
M
X
X
o 0 O)
1.00
1.20
1000K/T
1.40
1.60
Figure 3.4. Surface-phase diagram for GaAs growth on (001) substrates by MBE and OMVPE. Dots, crosses, and circles represent (2 X 4), c(4 X 4), and marginal structures, respectively, as established by RDS. The solid line shows the (2 X 4)/c(4 X 4) boundary obtained for MBE growth using RHEED. (After Kamiya et al. [26].)
from RHEED during MBE growth [25, 26] and X-ray scattering during OMVPE growth [24]. The surface phases present during OMVPE and MBE growth are similar. As shown in Figure 3.4 [26], the surface phase diagram appears to be basically the same, although growth typically occurs in different regions of the phase diagram for the two techniques. The surface-phase diagrams for MBE and OMVPE growth on (111)B surfaces are also found, to be similar, using SPA [27]. The most recent SPA evidence indicates that the surface reconstructions found during OMVPE growth vary from material to material, although all are group V-rich [28]. GaAs and GaP grow with a (4 X 4)-like reconstruction, consisting of a double layer of group V at the surface, with termination by [110]-oriented dimers. InAs, InP, GalnAs, and GalnP typically form a (2 X 4)-like reconstruction terminated by [110]-oriented group V dimers. The fact that thermodynamics determines the reconstruction during both MBE and OMVPE growth is not surprising, based on the discussion in Section 2.6. Even though the long-range order of the surface cannot be determined directly using the optical techniques, they apparently allow a reliable, although indirect, in situ determination of the surface reconstruction. Surprisingly, oscillations are observed in the RDS intensity during OMVPE growth. The first observations were for very low reactor pressures [29]. As indicated in Figure 3.2, the RDS (or RD) oscillations correspond to RHEED oscillations, allowing the growth process to be monitored one monolayer at a time. The
120
3
Physical Processes Occurring on the Surface
RDS (or RD) oscillations have also been observed in low-pressure OMVPE reactors and found to correspond to the GIXS oscillations, as shown in Figure 3.3 [24]. The origin of the RDS oscillations is not entirely clear. It cannot be the same as for RHEED oscillations, since RDS is not a scattering measurement so should not be directly affected by step densities. However, if the reconstruction were different near step edges, this would make RDS sensitive to the density of steps, as suggested by several groups [24, 30]. Other optical techniques have also been used to monitor the surface during OMVPE growth [31, 32]. The simple technique of diffuse optical scattering is surprisingly useful. A 10-mW HeCd laser (442 nm) has been used to irradiate the surface of a rotating substrate during growth. The diffuse scattering intensity is measured versus time. This technique is able to follow the growth process one atomic layer at a time in much the same way as for RHEED, since it monitors the surface roughness [31]. Normal incidence reflectance using a monochromatic source is also a useful in situ probe. The data obtained from this interference technique can be used to follow both the layer composition and thickness during OMVPE growth, even for multilayer structures, by using computer modeling to interpret the data [33]. As a simple practical tool for in situ monitoring, the time dependence of the reflectivity pattern can be compared with the pattern for a successful growth run to give rapid feedback about the performance of the OMVPE reactor. These and other newly developed optical tools not only allow a better understanding of OMVPE growth, which is extremely important in its own right, but also have allowed the in situ monitoring of the growth process. This will be absolutely essential for high-yield processes for the manufacture of advanced structures and materials for the current and future generations of high-performance semiconductor devices described in Chapter 10. For a commercial process, it is vital that expensive and time-consuming device processing not be required to determine the success of a growth run. UHV surface science techniques, such as thermally programmed desorption (TPD), X-ray photoelectron spectroscopy (XPS), and electron energy loss spectroscopy (EELS), have also given detailed information about the individual events comprising the complex, overall OMVPE process. For example, the surface chemistry of adsorption/desorption processes and surface pyrolysis reactions of individual precursors have been studied. However, the results are obtained in a static, typically UHV environment, where the well-characterized surface is exposed to a specific atmosphere at a fixed temperature, but with no growth. Considerable uncertainty is involved in extrapolation to the much more complex, dynamic OMVPE environment where several precursors and their decomposition intermediates are present. However, these techniques are valuable for determining the heterogeneous pyrolysis reactions for individual precursors under highly controlled conditions, with much less uncertainty than for simple mass spectroscopy
3.3
Direct Observation of Surface Features
121
studies of the type to be described in Chapter 5. The results give valuable information about these complex processes; however, because of the static nature of the studies and the fact that the temperatures are normally much different than those used during OMVPE (or MBE) growth, they cannot always be used to determine actual growth mechanisms. Nevertheless, they have provided valuable guidance in unraveling the complex OMVPE process as discussed in Chapter 5. Finally, even though real epitaxial growth techniques are essentially complex and messy, elements of the processes have caught the attention of theorists. This has proven to be a valuable adjunct to the in situ monitoring tools described earlier. Examples, which are discussed in more detail elsewhere, are the firstprinciples treatment of surface reconstruction [34] and atomic motion on the surface [35, 36], as well as calculations and simulations of growth processes such as step flow growth, growth by formation of two-dimensional islands, and threedimensional nucleation and growth [37]. Thus, both theoretical analysis and the results of simulations are beginning to play an increasing role in the development of our understanding of the OMVPE growth process.
3.3
Direct Observation of Surface Features
Using the techniques described in the last section, it has recently become possible to observe the atomic-scale features of the surface either in situ or ex situ, after the growth process is completed. The first item to be discussed must, of course, be the bonding at the surface during growth. The surface reconstruction, which has already been discussed in Chapter 2 (Section 2.6), is observed to be virtually the same during growth as for the static surface; it is given by the surface phase diagram (e.g.. Figure 3.4). The surface reconstruction has a first-order effect on essentially all of the physical phenomena occurring during epitaxial growth, including adatom adsorption and desorption, surface diffusion, and incorporation of adatoms into the solid. Thus, it plays a major role in determining solid composition, atomic-scale microstructure, doping, and the microscopic morphology of the surface. Reconstruction of step edges [38] is also expected, even though it has not been studied in great detail in III/V systems. This will certainly have an effect on adatom attachment at steps (and kinks). It is also expected that the surface reconstruction will have a large influence on the chemical processes occurring at the surface such as the heterogeneous reactions discussed in Chapter 5. The steps and kinks on the reconstructed surface can be easily viewed by STM for both Si and GaAs surfaces [4, 39]. For example, steps, islands, adatoms, advacancies, and advacancy clusters can be clearly seen for (001) Si surfaces, as
122
3
Physical Processes Occurring on the Surface
Figure 3.5. STM micrographs of the distribution, shape, and size of Si islands after annealing at 625°K. (AfterLagally[4].)
shown in Figure 3.5. In general, the steps parallel and perpendicular to the rows of Si dimers are smooth and rough, respectively, because adatom attachment at steps is much more likely at the ends of the [110] dimer rows than at the sides [4]. For this reason, islands are elongated into stringlike configurations. For the conditions typically used for epitaxial growth, (001) GaAs surfaces typically consist entirely of As terminated terraces. Thus, the smallest steps seen in Figure 3.6 have heights the equivalent of two steps on the Si surface. Such steps are typically referred to as monolayer, for III/V materials, even though they have a height of 1/2 the lattice constant. They separate (001) terraces having parallel As dimer rows. In Si, the terraces separated by a step consist of dimer rows running in orthogonal directions, as seen in Figure 3.5. The sequence of STM images seen in Figure 3.6 show the creation of two-dimensional nuclei between steps during the MBE growth of (001) GaAs and the progressive roughening leading to damping of the RHEED oscillations. Steps on the surface can also be viewed ex-situ using AFM techniques. Figure 3.7 is an AFM image, obtained in the tapping mode, of the surface features of a GalnP-layer-grown lattice matched to a singular (001) GaAs substrate [40]. The surface is seen to be covered by islands several monolayers in height. The islands
3.3
Direct Observation of Surface Features
123
Figure 3.6. STM images of islands and steps on the (001) GaAs surface during the beginning stages of the MBE growth. The times are indicated on the plot of RHEED intensity versus growth time. (After Sudijono et al. [62], reprinted with permission of the American Institute of Physics.)
are frequently elongated in the [110] direction owing to the higher sticking coefficient at [110] than [110] steps, discussed in more detail in Section 3.4.3. The edges of the islands are made up of nearly equally spaced steps either a monolayer or bilayer in height, depending on the growth conditions. STM and AFM studies of island size and shape versus growth parameters have been dkected toward understanding the surface diffusion phenomena. However, they have a significant potential problem. Since the adatom density is relatively large at typical growth temperatures and is very small at room temperature, the adatoms must "precipitate'' during cooling. Johnson et al [41] showed that this can change both the island size and density, which invalidates many of the studies appearing in the literature.
124
3
Physical Processes Occurring on the Surface
2.50
Figure 3.7. AFM image of a GalnP layer grown lattice-matched to an exactly oriented (001) substrate showing the steps surrounding the islands on a surface having a "wedding cake" morphology. (After Su et al. [40], reprinted with permission of the American Institute of Physics.)
3.4
Atomic-Level Growth Processes
The physical processes occurring at the surface during OMVPE growth will be described in roughly the order presented in Table 1.2. The surface reconstruction is known to play a significant role in the growth process. The various surface phases were described in Chapter 2. Figures 2.49 and 3.4 show how the reconstruction is determined by the growth conditions for GaAs and InP. This and the nature of the steps and other features on the surface underlie many of the processes that will be described here and in Chapters 5 and 7. Several of the most important effects are described in the remainder of this section.
3.4.1 Adsorption and Desorption The first processes to be considered are probably the simplest—namely, adsorption and desorption. The simplest and most intuitive approach to a quantitative treatment of adsorption is the Langmuir isotherm [42]. The Langmuir model is based on the assumptions that the surface is composed of a fixed number of sites on which species can adsorb, a fraction, 0;, of which are occupied. The remainder are vacant in this model, although simple modifications allow sites to be occupied
3.4
Atomic-Level Growth Processes
125
by competing species. The heat of adsorption is assumed to be the same for all sites and does not depend on coverage; that is, there are no interactions between adsorbed species. This treatment implicitly assumes that a chemical bond is formed between the adsorbate and the surface (i.e., it applies to chemisorbed species). It is widely believed that the chemisorption process consists of two steps. First, the molecule is physisorbed—that is, bound to the surface only by weak, van der Waals forces. The physisorbed molecules can then either desorb, since the bond attracting the molecule to the surface is weak, or find a site where it can form a chemical bond to the surface. The adsorption isotherm for the chemisorbed species (i.e., the equation relating the fraction of sites occupied to the partial pressure in the vapor, /?-, at a fixed temperature) may be derived by simply assuming the rate of adsorption is equal to the rate of desorption at steady state. The adsorption rate is simply a rate constant, k^, times the partial pressure and the number of vacant sites. The desorption rate is the product of another rate constant, k^, multiplied by the number of occupied surface sites. This results in the Langmuir isotherm,
or e^ = - ^ ^ .
(3.2)
Here the ratio of rate constants, kjk^, is replaced by the surface equilibrium constant, or the adsorption coefficient, K. When Gj « 1 (i.e., at low surface coverages), 6i is a linear function of the partial pressure. The value of Q- becomes unity for high partial pressures at low temperatures where the value of K is reasonably large. At intermediate values of surface coverage, the isotherm may be expressed,
termed the Freundlich isotherm [43]. Since chemisorption is an exothermic process, the value of AT, and hence the surface coverage, decreases with increasing temperature. For a heterogeneous reaction, of the type described in Chapter 5, the reaction rate is proportional to Gj. Thus, for weakly adsorbed gases the reaction rate is first order, and for intermediate adsorption the reaction order may be fractional. For strong adsorption the reaction may be zeroth-order (i.e., the rate is independent of partial pressure). Since the overall reaction rate is the product of the fraction adsorbed and the surface rate constant, the temperature dependence is somewhat more complex than for homogeneous reactions. For homogeneous reactions a plot of log k versus I IT
126
3
Physical Processes Occurring on the Surface
yields an activation energy, £"*, related directly to the chemical reaction. However, for heterogeneous reactions the activation energy includes the activation energy of the surface reaction, £"*, as well as the heat of adsorption of the reactant: £ * - £ * -
A//,,,,^,,^.
(3.4)
In some cases, the reaction rate can actually decrease with increasing temperature, as for atomic layer epitaxy (ALE), a topic discussed in Chapter 10, because of changes in the rate of desorption of the reactants being greater than the increase in the surface reaction rate with increasing temperature. When two adsorbates, A and B, compete for the same surface sites and both are treated using the Langmuir isotherm, e
= ^
^APA
(3 3^
1 + K^p^ + K^p^
and 63 =
^^^ . (3.6) 1 "^ ^APA + ^BPB For OMVPE growth of compound semiconductors, the molecules used to transport the cation species are normally adsorbed on surface anion atoms and the anion species to surface cations. Thus, the adsorption processes are not competitive. On the surface, the individual molecules can interact and then decompose forming the semiconductor, AB. In this case, the growth reaction is bimolecular; that is, it is proportional to the surface coverages for the anion and cation species, '-g - k^B^A^B^
(3.7)
which leads to the reaction rate law for the Langmuir-Hinshelwood adsorption isotherm, _
^AB^APA^BPB
(1 + K^p^Xl
.3 gx
+ /^BPB)
As previously mentioned, growth of single crystals normally occurs by an orderly process consisting of adsorption, surface diffusion, attachment at a surface site, and finally desorption of products. A significant amount of diffusion on the surface, a process critical to the formation of highly perfect layers, can occur only for low values of surface coverage. Thus, we can safely assume that under normal growth conditions, the values of 9 ^ and Bg will be much less than unity. In this case, the growth rate, assuming Langmuir adsorption, would be proportional to the product of the partial pressures of the components in the vapor adjacent to the interface.
3.4
Atomic-Level Growth Processes
127
At low temperatures where pyrolysis reactions are often studied, high values of surface coverage may be observed. However, under these conditions a highquality crystalline product is not expected. In the low temperature regime, where surface reaction rates determine the overall growth rate, mass transport may be considered rapid, so the partial pressures of both species at the interface are approximately equal to their values in the input vapor phase. In terms of Figure 2.30 and the discussion in Section 2.3.2, the chemical potential driving force for epitaxial growth is nearly entirely used to drive the surface reactions. Another process that might, hypothetically, be involved in surface reactions during OMVPE is the reaction between a species adsorbed on the surface with another still in the vapor. This is termed the Rideal-Eley mechanism. In this case, the reaction is always first-order in the partial pressure of the vapor species, with the reaction order for the adsorbed species being dependent on surface coverage as in the rate law for Langmuir adsorption. However, this process has never been documented to, in fact, occur. The Langmuir model is known to be too simplistic to describe accurately the adsorption of gas molecules on the surfaces of both metals and nonmetals [43]. One reason is that adsorption is commonly seen to occur via a physisorbed precursor state prior to chemisorption. Two additional reasons cited for the failure are the change in adsorption enthalpy with surface coverage due to interactions on the surface and the inhomogeneous nature of the surface (i.e., not all adsorption sites are equivalent). The latter is clearly important for polycrystalline deposits where various surface orientations are simultaneously competing for adsorbed molecules. Even for epitaxial layers with several surface orientations exposed due to intentional etching prior to epitaxial growth, the adsorbed atoms are known to diffuse to the lowest-energy position on the surface before being incorporated at half-crystal sites, where they become immobile [44, 45, 46, 47]. This occurs even in the mass-transport-limited growth regime where the macroscopic growth rate is independent of substrate orientation. If the decrease in the heat of adsorption is approximated as a logarithmic function of surface coverage, the isotherm can be expressed in closed form, with only a few basic assumptions. The result is the Freundlich isotherm described earlier as being simply an empirical function obeyed for intermediate values of surface coverage. For single-crystalline substrates where only a single orientation is exposed to the vapor, imperfections such as screw dislocations, stacking faults, and so forth, may be preferred sites for adsorption and thus have a different adsorption enthalpy. The growth of single-crystalline layers on low-index, macroscopically flat surfaces is considered to occur by the motion of atomic steps across the surface. As illustrated in Figure 3.1, various adsorption sites are available. For example, the sites on the step allow the adsorbed atoms to complete at least half of the solid
128
3
Physical Processes Occurring on the Surface
bonds. These few special sites will certainly have higher adsorption energies. They may also be saturated even though the remainder of the surface sites are largely unoccupied. This factor is expected to limit the growth rate at low temperatures and high-nutrient partial pressures. For example, Zhang et al. [48] studied the hydrogen desorption kinetics from (001) Si under UHV conditions using RDS. They observed a zeroth-order desorption mechanism. This is, of course, inconsistent with the Langmuir model. The desorption rate was postulated to be limited by the number of precursor sites located at step edges. This was supported by the observed increase in desorption rate as the angle of misorientation was increased from 2° to 4°. For heterogeneous reactions, the rate of a unimolecular process is proportional to the concentration of reacting species on the surface, B, which may be expressed in terms of the partial pressure. The rate of a reaction consuming species A/^ can be written in terms of the rate constants for adsorption, desorption, and the surface reaction, k^, k^, and k^, respectively, the density of surface sites, s, and the partial pressure in the gas phase, p^. Assuming, for simplicity, Langmuir adsorption,
mdt = ,' e,' = p^k, 4 ^ -+
kd
(3.9)
Thus, the heterogeneous unimolecular process may be either zeroth- or first-order. The reaction rate is proportional to the partial pressure in the gas phase when 0 « 1 and becomes independent of the partial pressure when 6 approaches unity. At that point, the reaction rate has reached a maximum since the surface coverage has reached its maximum value. In the example of gas-source MBE growth of Si from Si2H^ on (001) Si substrates, described earlier, at low temperatures of 400° to 600°C, the surface concentration of H is expected to be large, since, even for a (2 X 1) surface reconstruction, each surface Si atom has a dangling bond. In fact, for heterogeneous pyrolysis reactions to occur for precursors competing with H for the adsorption sites, the reaction rate is limited by the rate of removal of H from the surface. Thus, H desorption determines the lowtemperature Si growth rate. At temperatures below 600°C, the growth rate is an exponential function of \/T, with an activation energy of 40-45 kcal/mol, which is equal to the activation energy measured for H desorption from a saturated Si surface [49]. From these results, it becomes clear that adsorption, desorption, and surface reactions must take into account the various types of surface sites. Not all surface sites are equivalent, as assumed in the simple adsorption isotherms. As we will discuss in Chapter 7, the Freundlich isotherm appears to describe the adsorption processes occurring as part of the OMVPE growth of GaAs at high TMGa partial pressures and relatively low substrate temperatures. The interactions between adsorbed molecules may be the most important cause for the observed deviations from the simple Langmuir isotherm [50].
3.4
Atomic-Levei Growth Processes
129
3.4.2 Adatom Motion The (001) Si surface under UHV conditions is an ideal vehicle for fundamental physics studies, both experimental and theoretical. Thus, much of the direct information about surface processes comes from this system. Nevertheless, much of this information can be used to improve our general understanding of the basic surface processes occurring during the OMVPE growth of a wide variety of materials. An especially elegant example of recent dynamic STM studies is the titration of a small number of Si atoms onto a well-defined (001) Si surface. It is now possible to track the motion of these adatoms using the STM at temperatures as high as 400°K [7, 51]. Island formation and growth can be observed in situ at temperatures as high as 530°K [8]. At these temperatures, the Si adatoms are often seen to pair up to form dimers. The random walk of the Si monomers and dimers can be followed as they hop along the tops of the dimer rows formed on the ( 1 X 2 ) reconstructed surface. The motion is virtually one-dimensional at these temperatures, showing very clearly the anisotropy in surface diffusion coefficient on the (001) reconstructed surface. This experiment allows a direct measurement of the diffusion coefficient and, by performing the experiment as a function of temperature, the activation energy for diffusion. First-principles calculations can also be used to calculate the potential profile versus adatom position to give the theoretical activation energy, which is found to agree with the experimental results [8]. Such measurements can also be used to observe the binding energy of Si adatoms at the steps on the island edges. The binding energy is found to be much larger for attachment at the ends of the dimer rows than at the sides [51]. This accounts for the asymmetry of island shape seen in Figures 3.5, 3.6, and 3.7. As the temperatures for these in situ STM measurements have slowly increased, owing to the development of more sophisticated equipment, diffusion perpendicular to the dimers rows has also been observed. Naturally, the diffusion coefficients are lower and the activation energy is higher. Even this simplest of surface processes is found to be more complex than could have been imagined. For example, the Si-Si adatom dimer is seen to rotate before it jumps between rows [8]. Obviously, the processes will be significantly different at normal growth temperatures. For example, in Si the complete dissociation of dimers is expected, leading to diffusion by the motion of individual adatoms. The situation in III/V semiconductors will be even more complex. It is clear that we are in the very early stages of the discovery of the details of the surface processes occurring during epitaxial growth. A less direct method of studying surface diffusion is via the in situ determination of the growth rate using RHEED oscillations. As discussed in Section 3.2, the RHEED intensity is found to oscillate during growth by the two-dimensional
130
3
Physical Processes Occurring on the Surface
nucleation process as the surface becomes alternately rough and smooth during the growth of a single layer [52]. This extremely useful phenomenon allows the growth to be followed layer by layer in real time. This, in itself, is extremely valuable. However, in addition, as the growth conditions are varied, the RHEED oscillations disappear because of a transition from the two-dimensional to the step-flow growth mode, where no two-dimensional nuclei are formed on the terraces and the surface roughness is virtually independent of time. For example, as the temperature increases, the surface diffusion coefficient increases to the point that at the transition temperature T^ [52], where the oscillations cease, each adatom is able to reach an existing step edge before incorporation. Naturally, similar effects occur as the growth rate is decreased or the substrate misorientation is increased, resulting in a smaller step spacing. In the simple case where the sticking coefficient at the step edge is unity, the transition between twodimensional and step-flow growth as a growth parameter is changed allows a determination of the surface diffusion length and, hence, the diffusion coefficient [53]. This approach typically gives values of diffusion length on the order of 10 nm [54]. The diffusion lengths in the two orthogonal (110) directions are found to be different from such measurements [55]. For GSMBE growth using TEGa, similar experiments [56] gave surface diffusion coefficients of 5 X 10 "'"^ cm^/s in the [110] direction at 600°C and values of about 2 X 1 0 ' ^ cm-/s in the orthogonal direction, using the theory of Neave et al. [52] to interpret the results. This led Okuno et al. [56] to conclude that the diffusion coefficients of Ga alkyl molecules are larger than for elemental Ga. The activation energy for the diffusion coefficient in the [110] direction was determined to be 2.6 eV versus 1.1 eV in the orthogonal direction. These results must be viewed with some suspicion. The simple interpretation of the RHEED data is probably incorrect, because the assumption of a unity sticking coefficient is almost certainly not valid for most growth conditions [47]. This complicates the interpretation of the RHEED data but guarantees that the diffusion lengths will be much longer than the step spacings. Similar problems have been encountered with the interpretation of the crossover from two-dimensional to step-flow growth, using GIXS oscillations, as the TEGa flux is increased during OMVPE growth [57]. An alternate technique for determination of the surface diffusion length is to measure the local growth rate on an (001) surface as a function of distance from a surface source (a (111)A facet produced by etching, where the growth rate is much slower) using scanning microprobe RHEED [46, 47]. This approach gives diffusion lengths for MBE growth of GaAs at 600°C of about 1 yitm, much larger than the values obtained from the RHEED oscillation technique. This finding led Hata et al. [47] to conclude that the sticking coefficient at the step edges is much smaller than unity. To make the results from the two techniques consistent, they calculated
3.4
Atomic-Level Growth Processes
131
a value of the order of 10"^. Isu et al. [46] determined slightly larger diffusion lengths when TMGa, rather than elemental Ga, was used as the Ga source. They also reported longer diffusion lengths at low As fluxes, where the reconstruction is ( 3 X 1 ) . At high As pressures, where the (2 X 4) reconstruction forms, the diffusion lengths were found to be smaller, illustrating the importance of surface reconstruction in governing the motion of adatoms on the surface. Indeed, more recent studies indicate that the direction of adatom interdiffusion between adjacent (001) and (111 )B facets reverses as the As pressure is increased, owing to a change in reconstruction on the (111)B surface from (\/T9 X VT9) to (2 X 2) [58]. Overall, this approach certainly illustrates the small sticking coefficients at steps. Clearly, adatoms diffuse across many steps before being incorporated into the crystal. Both the diffusion coefficient and the sticking coefficient at the step edge are expected to be anisotropic on (001) surfaces, which further complicates the interpretation in the asymmetry in step spacing and RHEED oscillations in the two orthogonal (110) directions. When examined more closely, this experimental approach to the determination of the surface diffusion coefficient appears to have its own set of difficulties. First, the surface near the facet is not actually flat—it is curved, giving a spatial variation in step density. This will give a spatial variation in the diffusion coefficient, since there is a finite probability of a step capturing a diffusing adatom; steps must act to retard diffusion. In addition, there may be many Ga surface species for the MOMBE (or OMVPE) growth of GaAs using an alkyl Ga source. For example, as discussed in Chapters 5 and 7, if the source is TMGa, it is probable that both Ga and MMGa coexist on the surface. The other two species, DMGa and TMGa, may also be present for some growth conditions. In addition, pyrolysis reactions may be occurring as the species diffuse around on the surface. In fact, many growth models assume that the final steps in pyrolysis occur at step edges, as discussed earlier. This would give an extremely complex temperature dependence to the diffusion process, resulting in the inability to simply interpret the data to give the activation energy for surface diffusion. As an example of the perils inherent in the determination of the surface diffusion coefficient, Kajikawa et al [59] obtained activation energies for surface diffusion of 4.7 and 3.5 eV for the two orthogonal (110) directions. This is unlikely, since the activation energies for migration would be larger than the bond energies in the bulk. However, qualitatively, this approach seems to strongly suggest that the Ga adatom diffusion lengths are long, on the order of a micron. One promising, although more elaborate, approach to the characterization of surface transport is to compare the results of growth simulations with the results of RHEED oscillation studies—that is, the two-dimensional nucleation to stepflow growth transition measured as a function of temperature, group III flux, growth rate, or misorientation angle. This approach can be used to give an idea of
132
3
Physical Processes Occurring on the Surface
the energy barrier for surface migration. Shitara et al. [60] used this approach to arrive at activation energies for diffusion of 1.74 eV for AlAs, 1.58 eV for GaAs, and < 1.23 eV for In As, all on (100) surfaces. A major consequence of surface reconstruction on the growth process is the flat interfaces achieved for growth on (001) surfaces. As mentioned earlier, the adatom mobilities would be extremely small for growth on an unreconstructed (001) surface, where each adatom makes two bonds. This would result in statistically roughened surfaces, unsuitable for the production of quantum wells, superlattices, and so forth. It would probably also result in materials riddled with native defects. Reconstruction dramatically lowers the energy of the surface and thus weakens the bonding to adatoms. This accounts for one extremely significant feature of the OMVPE (and MBE and CBE) growth process—namely, that extremely abrupt interfaces can be formed separating layers of different compositions and/or doping levels. Abrupt interfaces are possible only for low-energy surfaces, where the adatoms are not strongly bound, which are not statistically roughened during growth. The resulting two-dimensional layer-by-layer and step-flow growth processes facilitate the growth of the low-dimensionality structures, quantum wells, superlattices, quantum wires, and quantum dots that form the basis of many of the modern high performance photonic and electronic devices. For the MBE growth of (Al)GaAs on (111)B substrates, layers with good morphologies are difficult to obtain, especially at low temperatures and high As fluxes. This has been postulated to occur because of the As-stabilized (2 X 2) reconstruction producing As trimers. The trimers interfere with the incorporation of group III atoms onto their preferred lattice sites, which results in difficulties in nucleation and growth [61]. Similarly, the (2 X 2) reconstruction suppresses TMGa pyrolysis on (lll)B surfaces and thus results in low OMVPE growth rates and poor surface morphologies [62]. On the other hand, very large atomically flat (lll)B facets have been produced by OMVPE on the (2 X 2) reconstructed (lll)B surface using high temperatures of 850°C, high ASH3 partial pressures, and low growth rates [63]. This phenomenon can be used to produce thin quantum wells without steps at the interface, as described in Chapter 9.
3.4.3 Step Motion Direct observation of the behavior of surface steps during OMVPE growth is difficult. This necessitates indirect, ex situ techniques for examining the behavior of steps. One of the most clever approaches is the characterization of the growth of artificially induced surface steps along different crystallographic directions using various growth parameters. Such experiments were first performed on Si by Nishizawa [64]. More recently, Asai [65] used this technique to characterize the surface processes involved in the OMVPE growth of GaAs using TMGa and ASH3. Circular islands approximately 10 yLtm in diameter and 1,200 A in height were first
3.4
133
Atomic-Level Growth Processes E
3,
15
I/)
[TMG]=6.AxlO"='
z :^
atm
[AsH3]=3.7xlO~-^ atm
U X
<
o3
Q
<
LU CH
a.
<
cc
LU
0
10
20
30
AO
50
60
70
GROWTH TIME (min) Figure 3.8. Lateral spread and vertical thickness as a function of growth time for GaAs layers grown by OMVPE. (After Asai [65], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
produced on the substrate surface using photolithographic and etching techniques. The islands were preserved after a 1-hour growth cycle, but they were no longer circular since the growth rate depends on the step orientation. The two growth parameters that most strongly affect the step-growth rates are the input ASH3 partial pressure and the substrate temperature. Figure 3.8 shows the growth rates in the [110] and [TlO] directions as compared with the normal, vertical growth rate at 655°C. The rate of growth of [TlO] steps ([110] direction in the figure) is higher than for [110] steps under these conditions. The effect of substrate temperature is shown in Figure 3.9, again compared with the vertical growth rate. Since the sticking probability of reacting species is higher at {110} steps, and especially at kinks on steps, than on atomically flat surfaces, the step growth is normally more rapid than the vertical growth rate. Asai explained the results using a very simple model of adatom attachment at step edges on the (001) GaAs surface. The structures of [TlO] and [110] steps are shown in Figure 3.10, assuming reconstruction at neither the surface nor the step edge. The lateral growth rate of the steps is seen to be related to the number of bonds binding a Ga atom to the growing step. At high As partial pressures and relatively low temperatures, the growing surface, including the steps, is thought to be saturated with As species. As seen in Figure 3.10, the [TlO] step has a "dangling'' As atom, making only a single bond to an adjacent Ga atom. As a result, a
3
134
Physical Processes Occurring on the Surface 1
10
1
1
[TMG1 =6.4x10"^ atm
|
CAL.
[ASH3] = 3.7x10"^ a i m
1
^ 1
•
•
H
[1101
\• LATERAL
o
1
• o EXP.
u
o
[TlOl o
—
\ , \
VERTICAL " o 1 600
500
1
0 — ^
1 700
" : 1 800
GROWTH TEMPERATURE
( »C )
Figure 3.9. Lateral and vertical growth rates as a function of growth temperature for GaAs layers grown by OMVPE. (After Asai [65], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
Ga adatom on the [110] step is able to make three bonds, while on the [110] step only two bonds are formed, the same as for a Ga adatom on an (001) terrace. Thus, the growth rate under As-rich conditions at low temperatures will be higher for the former, as seen in the experimental data of Figures 3.8, 3.9, and 3.11. As the temperature is increased, the growth rate of [T10] steps decreases to become equal to that for [110] steps. This is interpreted to indicate that the "dangling" As atoms are desorbed at high temperatures. Decreasing ASH3 pressure also leads to desorption of the "dangling" As atoms. The As atoms at [110] steps form at least two bonds, so they remain adsorbed even at low ASH3 partial pressures. This accounts for the crossing of the two curves in Figure 3.11. This model can be used to make quantitative calculations
G«3^0io]
DIG]
STEP
(a)
[no]
STEP
(b)
Figure 3.10. Schematiccross-sectionsof (a) [110] and (b) [110] steps: underlying monolayer, ( • ) ; growing monolayer, (O). (After Asai [65], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
3.4
Atomic-Level Growth Processes
135
15 •
[TMG] = 6.Ax10"^ aim
o EXP. CAL.
10
tnoi
< H-
5
o Q: o
10-
10--^ [ASH3]
10-' ( atm )
Figure 3.11. Lateral and vertical growth rates as a function of arsine partial pressure for GaAs layers grown by OMVPE. (After Asai [65], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
of the growth rates, assuming that As adsorption at step sites is governed by the Langmuir adsorption model and that the lateral growth rate is proportional to the number of bonds for attaching a Ga atom at the step edge. The number of these bonds is determined by the step coverage of As. The solid lines in Figures 3.9 and 3.11 were calculated in this way. This simple model, which neglects reconstruction on the surface and at the step edge, describes quite well the effects of temperature and ASH3 flow rate on the island shape. As will be discussed in the following sections, this model involving motion of orthogonal {110}-oriented steps on the (100) surface also allows a basic understanding of a number of growth phenomena, including ordering and dopant incorporation. Step dynamcs similar to those reported earlier for macroscopic GaAs islands have been observed for microscopic islands formed naturally during the OMVPE growth of GalnP on singular (001) substrates, using AFM to monitor the step structure [66]. As seen in Figure 3.12, the spacing for both [TlO] and [110] steps increases with increasing pressure of the P precursor, for both PH3 and TBP This is attributed, as for the macroscopic GaAs islands, to the increase in occupancy of the "dangling" P sites on [TlO] step edges and kinks on [110] steps with increasing P concentration on the surface. These sites are apparently saturated at high partial pressures of the P precursor, leading to a step velocity that is nearly independent of the partial pressure of the P precursor. Similarly, increasing the temperature above 670°C is seen to decrease the velocities of [TlO] and [110] steps [66]. The atomic-level structure of the surface during growth depends on the densities of the various types of steps, the sticking coefficients at the step edges.
3
136
Physical Processes Occurring on the Surface
lOU -
140 -
«
r
^120 I E c
•^100 CD
1 80O.
Q. 60 ^
• o
4
A
A
A
O
O
O
[J : §
40-
20 - 7 0 -1
0
•
'
1—L
' 1 ' • ' • • 1 ' • ' ' ' 1 • ' ' • • 1 • • '
3 6 9 Group V Partial Pressure (torr)
12
Figure 3.12. Step spacing versus the partial pressure of the P precursor (open data points for PH3 and filled data points for TBP) for GalnP layers grown at 670°C on singular (001) GaAs substrates. Triangles represent [110] steps and circles [110] steps. (After Lee and Stringfellow [66], reprinted with permission of the American Institute of Physics.)
and the flux of adatoms to the surface. For vicinal substrates where the surface is covered by an array of steps induced by the misorientation, growth frequently occurs via the step-flow mode. In this case, each adatom has the time and mobility to diffuse to a step where it is incorporated into the solid. In the case where the step spacing is too large or the diffusion coefficient too small, the supersaturation builds up between steps. When it is large enough, it causes nucleation of a new two-dimensional island between existing steps. This results in the type of two-dimensional nucleation and growth, so-called layer-by-layer or Frank van der IVIerve growth, that is virtually always observed for singular (001) substrates [37]. The steps formed during epitaxial growth are frequently found not to be monolayers. For example, Chun et al. [67] found the steps formed on GalnP layers grown on singular (001) GaAs substrates to change from monolayer (height of a/2) to bilayer with changes in the growth conditions, particularly the temperature and the partial pressure of the P precursor. For unstrained layers, the steps are expected to have a mild repulsion [68]. This suggests that the step structure (reconstruction) can be different for the monolayer and bilayer steps. One possibility for stabilizing the [110] bilayer steps is the formation of a reconstructed surface at the step edge. The (2 X 2) reconstruction on (lll)B GaAs substrates at high As partial pressures by formation of As trimers [69] suggests a mechanism. The [110] bilayer step is just large enough to allow formation of one unit cell of the (2 X 2) structure on the (111)B face of the step. This is presumably a lower-energy
3.4
Atomic-Level Growth Processes
137
structure than the unreconstructed surface formed at the monolayer step edge, since it involves a row of dangling bonds along the step edge. Some growth conditions lead to the formation of even larger steps, from approximately 10 to 50 A in height, for layers of both GaAs [70] and GalnP [71] grown by OMVPE on vicinal surfaces. Similar step bunching has been observed in vicinal (001) GaAs layers after annealing [72]. For layers grown by OMVPE, the size and separation of the bunched steps (supersteps) are found to depend on the growth conditions. Kasu and Kobayashi [73] found step bunching to disappear at temperatures above approximately 670°C and below about 560°C for GaAs. Stringfellow and Su [71] found the formation of supersteps on (001) GalnP surfaces to be nearly eliminated as the temperature was raised to 720°C. Superstep height was also found to decrease with increasing growth rate in both GaAs [74] and GalnP [71]. This type of step bunching is also found to occur at the edges of islands formed on singular substrates [75]. Step bunching similar to that described earlier is also observed during MBE growth of AlGaAs on vicinal (110) GaAs substrates [76]. For growth temperatures above 630°C, the surface is composed of a regular array of 4-A steps. Growth at lower temperatures produces a surface consisting of (110) facets separated by higher index (perhaps (331)) facets formed by step bunching. Growth of GaAs using similar conditions produces surfaces with only 4-A steps for all temperatures above 580°C. Reconstruction of the surface atoms apparently plays a role in determining which steps are formed during growth. For the MBE growth of InAs, Ohkouchi et al. [77] demonstrated a change from ragged steps along [110] to straight steps and step bunching as the reconstruction of the surface was changed from (2 X 4) to In-stabilized (4 X 2) by changing the growth conditions. The addition of Te to the system during OMVPE growth of GalnP on (001) substrates misoriented to produce [110] steps eliminates step bunching [78]. This also occurs in GaAs layers [79]. The addition of Te also results in the dissociation of bilayer steps into monolayer steps for growth on singular (001) substrates [66]. This is attributed to a stabilization of the (111)B surface at the step edge by the Te, which is postulated to predominately occupy the step edge sites, forming a lone electron pair rather than a dangling bond. The lower energy of the step edge terminated by lone electron pairs removes the thermodynamic driving force for the formation of bilayer steps and step bunching. The origin of step bunching may be described in thermodynamic terms, as presented earlier, or can be attributed kinetic effects. Williams and Bartelt [80] studied the effect of annealing on the surface structure of (111) Si surfaces. They found the formation of facets, which they attributed to thermodynamic factors. Step bunching on vicinal surfaces can be considered thermodynamically in terms of simple phase separation. At high temperatures, where entropy is the dominant term in the free energy, an array of individual steps has the lowest free energy.
138
3
Physical Processes Occurring on the Surface
since the entropy of a collection of individual steps is higher than when the steps are collected together to form a facet. If low-surface-energy facets can form, they will "precipitate" as the temperature is lowered [81]. The other, extremely important factor is the change in the nature of the surface structures on both the terraces and bunched step edges (i.e., the facets) as the temperature is varied. A third consideration is strain. Tersoff et al. [68] showed that long range attractive forces between steps exist in strained epitaxial layers that are absent in unstrained layers. Together, these considerations allow, in principle, the construction of a surface phase diagram that includes facets, steps, and singular terraces. Step bunching will obviously affect the uniformity of quantum wells. However, it has little effect on the mobilities in two-dimensional electron gas structures [82]. As mentioned in Section 3.4.2, the difference in the adatom energy from one facet to another gives rise to a difference in epitaxial growth rate on two adjacent facets. An adatom on one facet will migrate to the adjacent facet if this lowers the free energy of the system. A change in growth conditions leading to a change in reconstruction of one surface leads to a reversal of the direction of migration from one facet to the other [58]. As will be mentioned in Chapter 9, the difference in growth rate between facets allows the growth of two- and three-dimensional structured materials. In fact, high-index substrates are found to spontaneously break up to form a mesoscopic array of lower-energy surfaces during MBE growth of GaAs [83]. Kinetic factors can also lead to step instability where the collection of monolayer steps coalesce to form supersteps. A simple example illustrates this effect. It is likely that the sticking coefficient for an adatom approaching a step edge will be different when the approach is from the lower terrace (an up step) than from the upper terrace (a down step). It has been suggested [84, 85] that an atatom arriving at a down step will face an energy barrier because the bonding cannot be maintained as the adatom passes over the step. The presence of this "Ehrlich" [86] or "SchwoebeF* [87] barrier would result in a higher sticking coefficient for an adatom approaching the step from the lower terrace than from the upper terrace, as shown schematically in Figure 3.13 [84]. If the sticking coefficient is, indeed, higher from the lower terrace, the shorter terraces will become longer and the longer terraces shorter. This will, of course, lead to step ordering; that is, the kinetics will favor formation of a structure with a uniform spacing of monolayer steps [88]. If the sticking coefficients are reversed, with an adatom more likely to stick at a down step, the steps will bunch together, forming supersteps. For growth on singular substrates, the presence of Ehrlich/Schwoebel barriers at the step edges makes it difficult for atoms arriving on top of an existing nucleus to move to the lower terrace. This results in a form of kinetic roughening of the surface where the islands on the surface form three-dimensional "wedding-cake"like structures. The presence of the barrier makes the steps uniformly spaced at the island edges [36, 88]. An example is shown in Figure 3.7 for a GalnP-grown
3.4
139
Atomic-Level Growth Processes -— 1 Bond -
Es
cr 5 Ekink
Go Site @ Z [001]
[110]
: ^
Go y--o
^ P As y-o C 3 Go y.t|=
x[i"io3
Figure 3.13. Schematic illustration of the atomic configuration at a [110]-step edge and the expected energy of an atatom versus position on the x-axis. A barrier at the step edge is seen. (After Tokura et al [84], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
lattice matched to a singular (001) GaAs substrate. Amazingly, the features observed on these tiny islands formed naturally during OMVPE growth mimic nearly exactly the features observed for macroscopic islands by Asai [65]. For example, the island asymmetry, due to the difference in sticking coefficients of adatoms at [110] and [110] steps, changes with temperature and the partial pressure of the P precursor in ways that are nearly identical to those observed by Asai [65] as discussed earlier. Another interesting phenomenon, explained by Asai's simple model, is that the asymmetry in step-growth velocity for the OMVPE growth of GaAs is exactly the opposite to the behavior described for growth by MBE [89]. Kawabe and Sugaya [90] attribute this to an anisotropy in the surface diffusion along the two orthogonal [110] directions. As indicated earlier, interpretation of such data solely on the basis of surface diffusion may lead to erroneous conclusions. It is probably, as Asai suggests, due to an asymmetry in the attachment kinetics at step edges. The very low effective group V pressure during MBE growth would be expected to lead to depopulation of the "dangling" group V sites at the [110] step edge. These sites would be expected to be saturated during OMVPE growth using typical conditions. Other, less likely explanations, such as the higher concentrations of atomic H adsorbed to the surface during OMVPE growth, have also been advanced [89]. The motion of steps, and hence surface roughness, is found to be strongly affected by some dopants. For the OMVPE growth of III/V semiconductors, such as GaAs, dopants from column II (Mg) and VI (O) of the periodic table that make strong bonds with the anions and cations, respectively, at the step edge have been found to block adatom adsorption, particularly at [TlO] steps. This produces step bunching and rough surfaces [91-93]. The effects of Se, Zn, and C were found to
3
140
Physical Processes Occurring on the Surface
be slight, although CH3 ligands, from the TMAs carbon doping source, were found to disrupt step-flow growth [92]. Recent studies of Zn-doped GalnP grown by OMVPE are similar to the results of Li and Kuech [92, 93]. For concentrations exceeding 10 ^^ cm " ^ the addition of Zn has little effect on the step structure [75]. On the other hand, the addition of Te (from DETe) with a concentration exceeding 10^^ cm"'' is found to eliminate step bunching, as described earlier. In addition, the addition of Te causes a dramatic increase in the [TlO] step velocity, resulting in monolayer step spacings more than a factor of 20 larger than for undoped layers, as seen in Figure 3.14 [94]. Clearly, Te at the [110] step edge causes a marked increase in the group III adatom sticking coefficient. This is tentatively attributed to the presence of dangling bonds on the Te atoms at the step edge, where they accumulate. Apparently, P at the "dangling" atom sites do not have dangling bonds, due to the formation of lone electron pairs and reconstruction involving dimer bonds at the step edge. Kinetic roughening can also occur when the sticking coefficient of adatoms is high and the surface mobility is low. Naturally, this "statistical roughening" becomes greater as the layer thickness increases [81]. Another factor leading to roughening in heteroepitaxial systems is basically thermodynamic. When a thin epitaxial layer is grown on a highly mismatched substrate, it will elastically deform, like a drum head, to match the atom positions in the substrate, growing in the Frank-van der Merve mode, as described more fully in Chapters 2 (Section 2.4.1.1) and 9. This creates a strain energy that increases approximately linearly with increasing epilayer thickness. As the layer lUUUU -
?
I f
•
S1000 O) C 0 OS Q.
m ^
CO Q. 100 0) ••-
•
•
•
A
A
•
^^
•
CO
1 0 -J — 1E+16
1_
_
1E+17
i I Hlt|
1
1E+18
1
1E+19
1E+20
Free Electron Concentration (cm'^) Figure 3.14. Step spacing versus electron concentration for GalnP layers grown at 670°C, undoped (open symbols) and Te doped (filled symbols). The circles are for [TlOl steps and the triangles for [IIO] steps. (After Lee and Stringfellow [94], reprinted with permission of the American Institute of Physics.)
3.4
Atomic-Level Growth Processes
141
gets thicker, the energy of the system can be reduced if the system separates into regions with thin epitaxial layers and small regions (islands) where the strain energy is relaxed, both elastically and by the formation of edge dislocations at the interface. Islands are formed since the dislocation energy is proportional to the area of the strain-relaxed, dislocated regions so the area of these regions is small. This is termed the Stranski-Krastanov growth mode [81]. Thus, for example, during the growth of InAs on GaAs, a natural process of size selection occurs [95], resulting in the production of islands of a nearly uniform size and spacing as described in Chapter 9. This apparently occurs due to a balance between thermodynamic and kinetic effects.
3.4.4 Surfactant Effects Certain impurities are known to collect at the surface during epitaxial growth. This is generally true of elements that are rejected from the lattice because of their low solubilities and/or distribution coefficients. Often, the rejected element must also have a relatively low volatility so that it does not simply leave the surface by evaporation. In that case even a low flux of the rejected element will produce a high surface concentration. Of course, if the flux is high, even a volatile element such as H can accumulate at the surface, since it is not readily incorporated in large concentrations into the bulk. In fact, a major difference between MBE and CBE growth is due to the presence of H on the surface during CBE growth. The H can act to block surface diffusion, when present at high concentrations. This has been demonstrated for the CBE growth of (001) Si using disilane [96]. However, this typically occurs only at growth temperatures lower than would typically be used during epitaxial growth, where the desorption rate is low, and at large input H fluxes, as discussed in Section 3.4.1. Of course, at high concentrations adsorbed H also changes the surface reconstruction of both Si [49] and GaAs [97]. The H will first adsorb on dangling bonds, but at high concentrations it can also break the dimer bonds. The H can also influence the bonding at the step edge, thus affecting the morphology of the epitaxial layers. This can occur by the H adsorbed at the step edge influencing the sticking coefficient and the related Schwoebel barrier height as well as the nucleation barrier. Again, this has been clearly demonstrated for (001) Si for relatively low H coverages. Other impurities have also [96] been observed to act as surfactants; that is, they accumulate and "float" on the surface during epitaxial growth. For example, Sb is found to alter the surface reconstruction of (111)B GaAs [98], and Ag is found to affect the step structure during epitaxial growth of (OOl)Si [99]. Te also acts as a surfactant during the MBE growth of (001) GaAs and InAs [100]. This can have significant consequences for the morphology during heteroepitaxial growth of highly strained InAs on GaAs [100].
142
3
Physical Processes Occurring on the Surface
Surfactant phenomena have been most heavily studied for MBE because of the availability of the surface analytic techniques necessary to characterize the phenomenon. However, surfactant effects are also expected for OMVPE growth. The situation will be much more complex because of the added dimension of surface chemical reactions. The presence of radicals on the surface can lead to the desorption of relatively involatile elements, as discussed elsewhere. However, preliminary indications are that impurities can have a significant impact on the growth phenomena occurring at the surface during OMVPE growth. The effect of strongly bonded elements such as Mg and O to hinder step motion [92, 93] was discussed in Section 3.4.3. Te also appears to act as a surfactant during the OMVPE growth of GalnP [78] and GaAs [94]. Above a certain concentration, the presence of Te gives a remarkable smoothing of the surface for both materials owing to the elimination of step bunching for growth on vicinal substrates. It also leads to a dramatic increase in the step velocity for GalnP growth on singular (001) surfaces, as discussed in the last section. This leads directly to a decrease in the formation of the CuPt structure at the surface during growth. Our understanding of surfactant effects during OMVPE growth is still in its infancy. However, it appears likely that the exploitation of surfactants during OMVPE will ultimately be another tool in the arsenal used for the control of specific structures and materials properties.
3.5
Effects of Surface Processes on OMVPE Growth
As described previously, surface processes determine the surface morphology, at both microscopic and macroscopic levels, and the local growth rate. As discussed in Section 2.6.4, the surface reconstruction may also have an effect on solid composition for III/V alloys mixing on the group V sublattice. The effects on dopant incorporation and the local structure of alloys are discussed in the following subsections.
3.5.1 Dopant Incorporation Surprisingly, the effect of surface structure on dopant incorporation has not been studied extensively. Several macroscopic-scale experiments have been performed, where a large effect of surface misorientation on doping was observed. However, detailed studies of the effects of step structure on doping have not been reported. Dopant incorporation, in general, can be treated using bulk thermodynamics for volatile impurities where the dopant precursors pyrolyze completely, as discussed in Section 2.4.3. At equilibrium, the surface structure is not expected to affect dopant incorporation.
3.5
Effects of Surface Processes on OMVPE Growth
143
The limitations on doping imposed by incomplete pyrolysis of the dopant precursor have also been studied, as described in Chapter 2 (Sec. 2.4.3). Again, the effects of surface structure will play only a minor role in dopant incorporation, although the pyrolysis rate would be expected to be dependent on the bonding of the adsorbed dopant molecule at specific sites on the surface, as discussed earlier. Kondo et al. [101] studied doping in both GaAs and AlGalnP grown by OMVPE as a function of substrate misorientation from (001) by relatively large angles, from approximately 5° to 57°, in the two orthogonal [110] directions. They found the growth rate to be generally independent of misorientation, indicating the growth rate to be limited by mass transport. In addition, the results of Kondo et al. indicate that the incorporation of certain impurities is strongly influenced by substrate misorientation. The results indicate that A steps, caused by misorientation from (001) toward the (lll)A direction in the lattice, enhance Zn and Mg incorporation in GaAs and AlGalnP. This result is expected from the Asai [65] model, since the group II dopants are incorporated onto the group III sublattice. At the type A step edge, three bonds are formed to the group II adatom when the V/III ratio is high, as it typically is during OMVPE growth, so the As "dangling" atom sites are occupied. In some cases, the effects of kinks are included in the analysis. The behavior of Se in both GaAs and AlGalnP has the opposite dependence on misorientation, indicating that B steps enhance dopant incorporation and A steps reduce incorporation. Again, this was interpreted using the Asai model. Carbon contamination was studied in GaAs and AlGaAs grown by OMVPE using TMGa, TMAl, and ASH3 at temperatures of 670° and 720°C [102]. A dramatic drop in C doping was observed with increasing misorientation from (001) in either (110) direction. This was interpreted in terms of the increase in atomic H on the surface due to the increasing ASH3 pyrolysis rate with increasing step and kink concentration. This assumes that these sites increase the heterogeneous ASH3 pyrolysis rate. Later results appear to indicate that the doping process is, in fact, somewhat more complex. Naturally, the effects of changes in the surface reconstruction should have some effect on the doping process, since it is well known that the surface phase is not in equilibrium with the bulk because of the slow bulk diffusion coefficients [103]. There is also evidence of other surface-related phenomena in dopant incorporation. A recent study of Zn incorporation during OMVPE growth at small misorientation angles [104] found that Zn incorporation was reduced for misorientation in both orthogonal [110] directions. This was attributed to lower step velocities and lower "step trapping" of Zn. The idea of dopant trapping was also invoked to explain the results of a systematic study of Zn incorporation in InP layers grown by OMVPE [105]. Zn incorporation was postulated to occur at defect sites. The solid solubility of N in conventional III/V semiconductors is limited because of the very small size of N, as discussed in Chapter 2. Calculations indicate
144
3
Physical Processes Occurring on the Surface
that anion dimerization will increase the solubility near the surface by several orders of magnitude [106]. Since the limited solid solubility is due to the microscopic strain energy caused by the difference in size of the atoms, location near the surface will increase the solubility due to the reduction in strain energy. This phenomenon may help to explain the ease with which the solubility of N in conventional III/V semiconductors can be exceeded, as discussed in Section 8.8.1. It is reminiscent of the formation of the CuPt ordered structure in the bulk, while it is thermodynamically stable only near the (001) surface, as described later. In both cases, metastable arrangements of the atoms persist in the bulk due to the very small bulk self-diffusion coefficients.
3.5.2 Selective Growth As discussed earlier, the surface reconstruction determines the relative growth rate of a given facet relative to other facets within an adatom diffusion length. Thus, the geometric configuration of the surface can be controlled to give the specific shapes required for particular device applications. For example, facets can be produced to act as Fabry-Perot mirrors in several materials, including GaAs/AlGaAs [107] and GaN [108], as described in more detail in Chapter 10. The production of such facets during growth is an important facilitating technology for the fabrication of optoelectronic integrated circuits (OEICs). Control of the surface reconstruction has also been used to produce atomically smooth (111)B surfaces over areas as large as 100 fim across [63].
3.5.3 Atomic-Scale Ordering Perhaps the most well-defined effect of steps on the growth process relates to ordering (i.e., the spontaneous formation of monolayer superlattice structures during OMVPE growth). This effect has been extensively studied for GalnP alloys grown lattice-matched to GaAs substrates. The CuPt structure, with ordering on {111} planes, is formed for most growth conditions. This ordered structure is also formed for most other III/V alloys grown by OMVPE. As discussed in Chapter 2 (Sec. 2.6.3), the driving force for formation of the CuPt structure is related to the thermodynamics of the surface phase. It is due to the [110] rows of P-P dimers on the (2 X 4) (or (2 X n)) reconstructed surface. The degree of order is experimentally determined to be directly related to the density of the [110] P dimers on the surface [109]. However, the effects of intentional misorientation of the substrate clearly show that [110] steps assist ordering, while [110] steps retard ordering, independent of surface reconstruction [110]. Both the degree of order and the SPA signal due to [110] P dimers are plotted versus the angle and direction of substrate misorientation in Figure 3.15. It is clearly seen that two factors affect the degree of order, the concentration of P dimers and the step density. The data are summarized in Figure 3.16. The data for singular substrates is identical to that in
3.5
145
Effects of Surface Processes on OMVPE Growth 2.5 toward [110]
toward [110] 2
0.8
-
T3
O 0.6 0)
£ ?0.4 CO
0.2
-20 -15 -10 -5 0 5 10 15 20 e(B) e(A) Substrate Misorientation (Degree) Figure 3.15. SPA difference signal at 400 nm and degree of order versus misorientation angle for nominally (001) substrates. The A and B directions produce [110] and [110] steps, respectively. (After Murata et al. [117], reprinted with permission of the American Institute of Physics.)
0.5 1 1.5 2 SPA Signal Difference (%)
2.5
Figure 3.16. Degree of order versus SPA difference signal. The solid data points are for singular (001) substrates, and the open data points are for misoriented samples with [110] steps; and the open squares are misoriented to produce [110] steps. (After Murata et al. [117], reprinted with permission of the American Institute of Physics.)
146
3
Physical Processes Occurring on the Surface
Figure 2.51. The same general trend is seen for the misoriented substrates—that is, increasing misorientation of the substrate results in a reduction in the [110] P dimer concentration. However, an additional effect due to steps is observed. The presence of [110] steps enhances the ordering process, and [110] steps suppress ordering. The mechanism by which this occurs is not well defined, although a number of models have been suggested [111-113]. The latest results indicate that the nature of the steps, whether monolayer (2.8 A high) or bilayer, has no effect [114]. However, growth by propagation of bilayer steps across the surface is believed to produce domains with different ordering directions separated by (001)order twin boundaries where the domain thicknesses are always an even number of monolayers [40]. Step bunching is observed for GalnP layers grown on vicinal substrates. The loss of registry between domains on either side of the supersteps appears to result in the formation of antiphase boundaries, where the phase of the ordered structure is shifted by ir at the boundary [115]. Further evidence of the correlation between step structure and ordering is obtained from the effect of Te doping. The addition of Te at levels exceeding 10^^ cm~^ was found to produce disorder in layers grown using conditions otherwise conducive to the formation of the CuPt structure [66]. At the same Te concentration, step bunching and the formation of bilayer steps cease, as described earlier. It is unlikely that the change in order parameter is caused directly by the change in step structure for two reasons: First, a high degree of order has been observed in GalnP layers where growth occurs via the propagation of monolayer steps [67, 116]; second, the fraction of steps that are bilayers is different for growth using PH3 and TBP, although the degree of order is the same [67, 116]. The effect of Te on ordering has been attributed to the marked increase in the sticking coefficients of the group III adatoms at the [Il0]-step edge and at kinks on [110] steps [94], as described earlier. Of course, a high sticking coefficient will give more random material. A unity sticking coefficient would give a completely random (disordered) arrangement of the group III atoms in the solid.
References 1. 2. 3. 4. 5. 6. 7. 8. 9.
W. Kossel, Nachr. Ges. Wiss. Gottingen 135 (1927). I. N. Stranski, Z. Phys. Chem. 136 259 (1928). R. J. Hamers, U. K. Kohler, and J. E. Demuth, J. Vac. Sci. Tech. A8 195 (1990). M. G. Lagally, Y. W. Mo, R. Kariotis, B. S. Swartzentruber, and M. B. Webb, in Kinetics of Ordering and Growth at Surfaces, ed. M. G. Lagally (Plenum, New York, 1990), p. 145. M. D. Pashley, K. W. Haberern, W. Friday, J. M. Woodall, and R D. Kirchner, Phys. Rev. Lett. 60 2176(1988). M. J. Bronikowski and R. J. Hamers, Surf. Sci. 348 311 (1996). B. S. Swartzentruber, Phys. Rev. Lett. 76 459 (1995). C. Pearson, M. Krueger, and E. Ganz, Phys. Rev. Lett. 2306 (1996). M. Kasu, N. Kobayashi, and H. Yamaguchi, Appl. Phys. Lett. 63 678 (1993).
References 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25.
26. 27. 28. 29. 30. 31. 32. 33. 34. 35. 36. 37. 38. 39. 40. 41. 42. 43. 44.
147
M. D. Johnson, K. T. Leung, A. Birch, and B. G. Orr, / Crystal Growth 174 572 (1997). M. D. Johnson, K. T. Leung, A. Birch, B. G. Orr, and J. Tersoff, Surface Science 350 254 (1996). C. C. Hsu, T. K. S. Wong, and L H. Wilson, Appl. Phys. Lett. 63 1839 (1993). C. C. Hsu, J. B. Xu, and L H. Wilson, A/?/?/. Phys. Lett. 65 1394 (1994). C. C. Hsu, J. B. Xu, L H. Wilson, T. G. Andersson, and J. V. Thordson, Appl. Phys. Lett. 65 1552(1994). H. Bluhm, U. D. Schwarz, F. Herrmann, and P. Paufler, App/. Phys. A59 23 (1994). Y. Huang, C. C. Williams, and J. Silnkman, J. Vac. Sci. Technol. A14 1168 (1996). R. D. Grober, T. D. Harris, J. K. Trautman, E. Betzig, W. Wegscheider, L. Pfeiffer, and K. West, Appl. Phys. Lett. 64 1421 (1994). C. T. Foxon, in Handbook of Crystal Growth, Vol. 3, ed. D. T. J. Hurle (Elsevier Science, Amsterdam, 1994), p. 157. J. J. Harris, B. A. Joyce, and P. J. Dobson, Surf. Sci. 103 L90 (1981). A. Zangwill, Physics at Surfaces (Cambridge University Press, Cambridge, 1988). B. Junno, G. Paulsson, M. Miller, and L. Samuelson, J. Crys. Growth 136 78 (1994). P J. Dobson, B. A. Joyce, J. H. Neave, and J. Zhang, J. Crys. Growth 81 1 (1987). D. W. Kisker and T. F. Kuech, in Handbook of Crystal Growth, Vol. 3, ed. D. T. J. Hurle (Elsevier Science, Amsterdam, 1994). L Kamiya, L. Mantese, D. E. Aspnes, D. W Kisker, P. H. Fuoff, G. B. Stephenson, and S. Brennan, /. Crys. Growth 163 67 (1996). D. E. Aspnes, R. Bhat, C. Caneau, E. Colas, L. T. Florez, S. Gregory, J. P. Harbison, L Kamiya, V. G. Keramidas, M. A. Koza, M. A. A. Pudensi, W. E. Quinn, S. A. Schwarz, M. C. Tamargo, and H. Tanaka, J. Crys. Growth 120 71 (1992). L Kamiya, H. Tanaka, D. E. Aspnes, L. T. Florez, E. Colas, J. P. Harbison, and R. Bhat, Appl. Phys. Lett. 6Q 123^ (1992). T. Nishida, K. Uwai, Y. Kobayashi, and N. Kobayashi, Jpn. J. Appl. Phys. 34 6326 (1995). N. Kobayashi, Y. Kobayashi, and K. Uwai, J. Crys. Growth 174 544 (1997). L. Samuelson, K. Deppert, S. Jeppesen, J. Jonsson, G. Paulsson, and P. Schmidt, J. Crys. Growf/il07 6 8 ( 1 9 9 l ) . K. Ploska, J. T. Zettler, W Richter, J. Jonsson, F. Reinhardt, J. Rumberg, M. Pristovsek, M. Zorn, D. Westwood, and R. H. Williams, J. Crystal Growth 145 44 (1994). C. Pickering, in Handbook of Crystal Growth, Vol. 3, ed. D. T. J. Hurle (Elsevier Science, Amsterdam, 1994). J. E. Eppler and H. P Schweizer, Appl. Phys. Lett. 63 1228 (1993). W. G. Breiland and K. R Kileen, J. Appl. Phys. 78 6726 (1995). D. J. Chadi, J. Vac. Sci. Technol. A5 834 (1987). T. Nishinaga, in Handbook of Crystal Growth, Vol. 3, ed. D. T. J. Hurle (Elsevier Science, Amsterdam, 1994), p. 665. A. Zangwill, J. Crys. Growth 163 8 (1996). A. A. Chernov, in Handbook of Crystal Growth, Vol. 3b, ed. D. T. J. Hurle (Elsevier, Amsterdam, 1994). L V. Markov, Crystal Growth for Beginners (World Scientific, Singapore, 1995). B. G. Orr, J. Sudijono, and M. D. Johnson, Mat. Res. Symp. Proc. 312 15 (1993). L. C. Su and G. B. Stringfellow, Appl Phys. Lett. 67 3626 (1995). M. D. Johnson, K. T. Leung, A. Birch, B. G. Orr, and J. Tersoff, Surf. Sci. 350 254 (1996). L Langmuir, J. Am. Chem. Soc. 40 1361 (1918). J. M. Thomas and W J. Thomas, Introduction to the Principles of Heterogeneous Catalysis (Academic Press, New York, 1967). R. R Gale, R. W. McClelland, J. C. C. Fan, and C. D. Bozler, Inst. Phys. Conf Sen 65 101 (1983).
148 45. 46. 47. 48. 49. 50. 51. 52. 53. 54. 55. 56. 57. 58. 59. 60. 61. 62. 63. 64. 65. 66. 67. 68. 69. 70. 71. 72. 73. 74. 75. 76. 77. 78. 79. 80. 81. 82. 83. 84. 85. 86.
3
Physical Processes Occurring on the Surface
S. D. Hersee, E. Barbier, and R. Blondeau, J. Crys. Growth 11 310 (1986). T. Isu, M. Hata, Y. Morishita, Y. Nomura, and Y. Katayama, /. Crys. Growth 115 423 (1991). M. Hata, T. Isu, A. Watanabe, Y. Kajikawa, and Y Katayama, / Crys. Growth 114 203 (1991). J. Zhang, A. K. Lees, A. G. Taylor, M. H. Xie, B. A. Joyce, Z. Sobiesierski, and D. I. Westward, J. Crys. Growth 175/176 477 (1997). S. M. Modler, W. K. Liu, N. Ohtani, I Zhang, and B. A. Joyce, Surface Science 275 16 (1992). D. J. Schlyer and M. A. Ring, /. Organometallic Chem. 114 9 (1976). B. Swartzentruber, J. Crys. Growth 188 1 (1998). J. H. Neave, R J. Dobson, B. A. Joyce, and J. Zhang, Appl. Phys. Lett. 47 100 (1985). T. Irisawa, Y. Arima, and T. Kuroda, J. Crys. Growth 99 491 (1990). T. Nishinaga and K. I. Cho, Jpn. J. Apl. Phys. 27 L12 (1988). T. Shitara and T. Nishinaga, Jpn. J. Apl. Phys. 28 1212 (1989). Y. Okuno, H. Asahi, T. Kaneko, T. W. Kang, and S. Gonda, J. Crys. Growth 105 185 (1990). D. W. Kisker, G. B. Stephenson, i. Tersoff, R H. Fuoss, and S. Brennan, / Crys. Growth 163 54(1996). A. Yamashiki and T. Nishinaga, Cryst. Res. Technol. 32 1049 (1997). Y. Kajikawa, M. Hata, T. Isu, and Y. Katayama, Surf. Sci. 265 241 (1992). T. Shitara, D. D. Vvedensky, J. H. Neave, and B. A. Joyce, Mat. Res. Soc. Symp. Proc. 312 267(1993). T. Hayakawa, M. Morishima, and S. Chen, Appl. Phys. Lett. 59 3321 (1991). J. Sudijono, M. D. Johnson, C. W. Snyder, M. B. Elowitz, and B. G. Orr, Phys. Rev. Lett. 19 2811(1992). T. Nishida and N. Kobayashi, Jpn. J. Appl. Phys. 37 L13 (1998). J. Nishizawa, J. Crys. Growth 56 273 (1982). H. Asai, J. Crys. Growth 80 425 (1987). S. H. Lee and G. B. Stringfellow, J. Appl. Phys. 83 3620 (1998). Y. S. Chun, S. H. Lee, I. H. Ho, and G. B. Stringfellow, / Crys. Growth 174 585 (1997). J. Tersoff, Y. H. Phang, Z. Zhang, and M. G. Lagally, Phys. Rev. Lett. 75 2730 (1995). D. K. Biegelsen, R. D. Bringans, J. E. Northrup, and L. E. Swartz, Phys. Rev. Lett. 41 5701 (1990). M. Kasu and N. Kobayashi, Appl. Phys. Lett. 62 1262 (1993). G. B. Stringfellow and L. C. Su, J Crys. Growth 163 128 (1996). K. Hata, T. Ikoma, K. Hirakawa, T. Okano, A. Kawazu, T. Ueda, and M. Akiyama, J. Appl. Phys. 16 5601 (1994). M. Kasu and N. Kobayashi, Jpn. J. Appl. Phys. 33 712 (1994). J. Ishizaki, S. Gota, M. Kishida, T. Fukui, and H. Hasegawa, Jpn. J Appl. Phys. 33 721 (1994). S. H. Lee and G. B. Stringfellow, unpublished results. S. Hasegawa, K. Kimura, M. Sato, K. Maehashi, and H. Nakashima, Surf. Sci. 267 5 (1992). S. Ohkouchi and N. Ikoma, Japan. J. Appl. Phys. 33 LI700 (1994). S. H. Lee and G. B. Stringfellow, J. Cry.s. Growth (to be published). S. H. Lee and G. B. Stringfellow, J. Appl. Phys. 73 1703 (1998). E. D. Williams and C. Bartelt, Ultramicroscopy 31 36 (1989). J. Y. Tsao, in Materials Fundamentals of Molecular Beam Epitaxy (Academic Press, Boston, 1993), Chap. 6. T. Kikkawa, K. Makiyama, H. Oxhimizu, K. Kasai, and L Komeno, J. Crys. Growth 145 799 (1994). R. Notzel, D. Eissler, and K. Ploog, / Crys. Growth 111 1068 (1993). Y. Tokura, H. Saito, and T. Fukui, J. Crys. Growth 94 46 (1989). S. A. Chalmers, J. Y. Tsao, and A. C. Gossard, Appl. Phys. Lett. 61 645 (1992). G. Ehrlich and F. G. Hudda, J. Chem. Phys. 44 1039 (1966).
References 87. 88. 89. 90. 91. 92. 93. 94. 95. 96. 97. 98. 99. 100. 101. 102. 103. 104. 105. 106. 107. 108. 109. 110. 111. 112. 113. 114. 115. 116. 117.
149
R. L. Schwoebel, J. AppL Phvs. 40 614 (1969). C. Orme, M. D. Johnson, K. T. Leung, B. G. Orr, P. Smilauer, and D. Vvedensky, J. Crys. Growth ISO 128(1995). Y. Horikoshi, H. Yamaguchi, F. Briones, and M. Kawashima, J. Crys. Growth 105 326 (1990). M. Kawabe and T. Sugaya, Jpn. J. Appl. Phys. 28 LI077 (1989). T. F. Kuech, S. Nayak, J. W. Huang, and J. Li, J. Crys. Growth 163 171 (1996). J. Li and T. F. Kuech, (unpublished results). J. Li and T. F. Kuech, paper presented at Eight Workshop on OMVPE, April 1997. S. H. Lee and G. B. Stringfellow, J. Appl. Phys. 84 2618 (1998). N. P. Kobayashi, T. R. Ramachandran, P Chen, and A. Madhukar, Appl. Phys. Lett. 68 3299 (1996). J. H. G. Owen, K. Miki, D. R. Bowler, C. M. Goringe, I. Goldfarb, and G. A. D. Briggs, Surf. 5d. 394 91 (1997). D. Pahlke, M. Arens, N. Esser, D. T. Wang, and W. Richter, Surf. Sci. 352-354 66 (1996). P Moriarty, P. H. Beton, M. Henini, and D. A. Woolf, Surf. Sci. 365 L663 (1996). S. Folsch, G. Meyer, K. H. Rieder, M. H. vanHoegen, T. Schmidt, and M. Henzler, Surf. Sci. 394 60(1997). A. Ferraz and R. C. de Silva, Surf. Sci. 352-354 379 (1996). M. Kondo, C. Anayama, N. Okada, H. Sekiguchi, K. Domen, and T. Tanahashi, J. Appl. Phys. 76 914(1994). M. Kondo and T. Tanahashi, J. Crys. Growth 145 390 (1994). W. Reichert, C. Y. Chen, W M. Li, J. E. Shield, R. M. Cohen, D. S. Simons, and P. H. Chi, J. AppL Phys. 71 1902 i\995). P R. Hageman, J. te Nijenhuis, M. J. Anders, and L. J. Giling, J. Crys. Growth 170 270 (1997). R. A. Logan, S. N. G. Chu, M. Geva, N. T. Ha, and C. D. Thurmond, J. Appl. Phys. 79 1371 (1996). S. B. Zhang and A. Zunger, Appl. Phys. Lett. 71 677 (1997). S. Ando, N. Kobayashi, and H. Ando, Jpn. J. Appl. Phys. 37 L105 (1998). T. Akasaka, Y. Kobayashi, and N. Kobayashi, Appl. Phys. Lett. 71 2196 (1997). H. Murata, L H. Ho, T. C. Hsu, and G. B. Stringfellow, Appl. Phys. Lett. 67 3747 (1995). H. Murata, L H. Ho, Y. Hosokawa, and G. B. Stringfellow, Appl. Phys. Lett. 68 2237 (1996). G. S. Chen, D. H. Jaw, and G. B. Stringfellow, J. Appl. Phys. 69 4263 (1991). T. Suzuki and A. Gomyo, / Crys. Growr/i 111 353 (1991). A. Zunger and S. Mahajan, in Handbook on Semiconductors, ed. T. S. Moss (Elsevier Science, Amsterdam, 1994), p. 1399. S. H. Lee, Y. Hsu, and G. B. Stringfellow, J. Electron. Mater 26 1224 (1997). L. C. Su and G. B. Stringfellow, J. Appl Phys. 78 6775 (1995). S. H. Lee, Y. Hsu, and G. B. Stringfellow, /. Electron. Mater 26 1244 (1997). H. Murata, S. H. Lee, L H. Ho, and G. B. Stringfellow, J. Vac. Sci. Technol. B14 3013 (1996).
Source Molecules
4.1
Introduction
During the initial ten- to fifteen-year development period for OMVPE, the choice of source molecules was quite simple: only compounds manufactured for other purposes were available. These generally included the molecules MR^, where M represents the group II, III, IV, V, and VI element of interest for OMVPE, and R was limited to methyl and ethyl radicals. Of course, H atoms were the most common ligands for the group V and VI precursors. More recently, we have begun to understand the restrictions imposed on the OMVPE process by this limited choice of precursor molecules. For example, unintentional doping by carbon and oxygen impurities can frequently be traced to the alkyl precursors. In addition, the range of growth temperatures is frequently limited by the pyrolysis of the precursors. The danger associated with OMVPE growth is also dependent on the precursors chosen. As a consequence, the demand for novel organometallic sources has increased to the point that in recent years manufacturers have been willing to listen to our requests. This has led to the development of a significant number of new source molecules. In fact, the approach taken in this book is that the design of the precursor molecules is an integral part of the design of the overall OMVPE process. This is emphasized in Chapter 7 where process design is considered in detail. In this chapter, the basic chemistry of the group II, III, V, and VI precursor molecules is considered. We begin with the bonding and configurations of the molecules. This is important because it is frequently the first step to a systematic 151
^52
4
Source Molecules
understanding of the kinetic aspects of the pyrolysis reactions, the very heart of the OMVPE process. The pyrolysis kinetics are discussed briefly in this chapter and dealt with in more detail in Chapter 5. The basic properties such as boiling point, melting point, and vapor pressure are summarized for many of the precursors in use today. The notation most common in the OMVPE community is to designate the organometallic precursors using M, E, NP, IP, NB, IB, TB, and A, for example, to denote the radicals methyl, ethyl, M-propyl, /-propyl, n-butyl, /-butyl, r-butyl, and allyl, respectively. Another common radical, cyclopentadienyl(C5H5) is commonly denoted Cp. N(CH3)2 radicals, which have become important in recent years, are denoted DMA. M (mono-), D (di-) (or for clarity sometimes B [bis-]), and r(tri- or tris-) are used to denote the number of specific radicals. Thus, DMZn represents dimethylzinc, DNPHg is used to denote di-n-propylmercury, and TDMAAs denotes trisdimethylaminoarsine, (Me2N)3As. Other notation is sometimes employed. For example, trimethylgallium is most often referred to as TMGa, but alternate notations for the same molecule are Me^Ga and (CH3)3Ga. In this case they all give the same information, but TMGa is more convenient. For tri-/5<9-butylgallium, TIBGa and /-Bu3Ga give basically the same information. However, the use of (C4H9)3Ga gives less information. As will be discussed later, the butyl radical has several isomers that are significantly different chemically. Thus, the last notational form is the least preferred, since it can be used to refer to several precursors having different behavior as OMVPE sources. The group II molecules of the type MR2, such as dimethylzinc and diethylcadmium, are linear, as shown schematically in Figure 4.1a. This can be understood from the valence bond theory of hybridized covalent bonding [1]. The group II elements have two s electrons in the outer shell. To form two covalent bonds a hybridization occurs, resulting in two sp orbitals, with which the ligands are bonded. The sp hybridized orbitals are linear. Thus, the two ligands are separated at a 180° angle. These molecules are electron acceptors, or Lewis acids, because of the unfilled p orbitals. An alternative approach to understanding the molecular configurations is the valence-shell electron pair repulsion (VSEPR) model [2]. The electrons in the valence shell of the central atom are brought into spin-paired couples by interactions with the ligands, and these paired electrons repel each other to form the geometries of lowest energy. For molecules of the group II alkyls, this leads to a linear molecule with bond angles of 180°. The bonding in group III molecules is similar. The incomplete electron shell of the atoms contains one p and two s electrons. The three covalent bonds are formed with a hybridized sp- bonding configuration. Thus, a planar, trigonal molecule is formed with the three ligands separated by 120° angles, as shown schematically in Figure 4. lb. Important for future discussions is that an unfilled p orbital remains after the three covalent bonds are formed. This unfilled p orbital, lying perpen-
4.1
153
Introduction
(a)
(c)
Figure 4.1. Schematic diagrams of simple precursor molecules used for OMVPE growth of 11/VI and III/V semiconductors: (a) DMZn, (b) TMGa, (c) AsH,, (d) DMTe, (e) TBP, and (f) TDMAAs. Hydrogen atoms are represented by the small open circles, carbon by the intermediate-sized circles with the vertical hatch pattern. The largest circles represent the metal atoms.
dicular to the plane of the molecule, makes it electrophilic (i.e., it attracts electrons). This makes the group III alkyls electron acceptors, or Lewis acids. The group V atoms each have three p electrons and two s electrons in the unfilled shell. The formation of three covalent bonds satisfies the bonding requirements. In this case the sp^ hybridization gives a tetragonal bonding configuration shown schematically in Figure 4.1c. The three R groups, if identical, form a structure resembling a three-legged stool with bond angles of approximately 109.5°. Atop this "stooF' is a pair of electrons forming no covalent bond. This so-called "lone pair" is important for interactions of the group V precursor molecules with surfaces and with other molecules. The molecules behave as electron donors or Lewis bases in these interactions. The group VI elements have two s electrons and four p electrons in the outer shell. The two covalent sp ^ bonds are separated by approximately the tetrahedral
154
4
Source Molecules
angle, as seen in Figure 4.Id. In this case, two lone pairs occupy the other two tetrahedral positions. The molecules, which resemble H2O, are also Lewis bases. The last entries. Figures 4.1e and 4. If, represent the newly developed group V precursor molecules TBP and TDMAAs, respectively. An important consideration for OMVPE is the energy of the metal-carbon bond in the precursor molecule. This particular bond energy is significant because it determines the stability of the molecule against decomposition by free radical homolysis. The metal-carbon bond strength is less important for other pyrolytic mechanisms, such as (3 elimination, which also occur for certain organometallic precursor molecules. In general, the metal-carbon bond strength depends on both the nature of the metal (i.e., the electronegativity), and the size and configuration of the radical. For example, the average metal-radical bond strength is plotted as a function of position in the periodic table for the common group II and group III cations in Figure 4.2 and for the group V elements in Figure 4.3 [3]. Some common ligands encountered in OMVPE precursors are shown schematically in Figure 4.4. The simplest, methyl and ethyl radicals, have only a single configuration, excluding the rotational conformations. The larger radicals have several configurations or isomers. In general, the metal-carbon bond strength is
P
Methyl
0
Ethyl
•
a
J ° 1
°
1
°
D 0
o
CQ
Hg
Element
Figure 4.2. in OMVPE.
Metal-ligand bond strengths (average) for group II and group III alkyls commonly used
4.1
155
Introduction 100
^ o
80
}•
Hydrogen
•
Phenyl
•
Methyl
a 60 H c
40 H o
03
20-1-
As
Sb
Bi
Element Figure 4.3. Skinner [3].
Metal-ligand bond strengths (average) for group V alkyls. The data are from
decreased as the number of carbons bonded to the central carbon (C^ad)^ indicated as n°, is increased. The bond strengths will increase in the order H > 0°(Me) > 1° > 2° > 3° [4]. For example, the strongest metal-radical bond will involve the methyl radical, since the central carbon is bonded only to H atoms. The bond strength is slightly less than for the metal-H bond, as seen, for example, in Figure 4.3. For the ethyl, n-propyl, and /-butyl radicals, this rule indicates the metalcarbon bond strengths to be nearly equal, since in each case the central carbon atom is bonded to a single carbon. For the /-propyl and f-butyl radicals, the metal-radical bond strength should be considerably reduced since the C^.^^ atom is bonded to two and three carbon atoms, respectively, in addition to the metal atom. The bond strengths for the allyl radical are similar to those for 2° radicals and the vinyl radicals fall between the 1 ° and CH3 radicals [4]. A comparison of the carbon-hydrogen bond dissociation energies for the common alkanes, summarized in Table 4.1, demonstrates this trend. Dj is the energy of the first carbon-hydrogen bond. Weakening of the carbon-metal bond in this manner is attributed to delocalization of the free-radical electronic charge, as discussed in detail by Hoke et al. [5]. Even weaker carbon-metal bonds are formed for the benzyl radical, where the C^^^ atom is bonded to a benzene ring, as shown in Figure 4.4i. A corollary to the rule described earlier is that the more stable the radical, the more easily it is formed. Thus, for the radicals listed in Table 4.1, allyl forms most rapidly and methyl the
156
4 Source Molecules
ir^
(b)
(a)
(C)
(i) Figure 4.4. Schematic diagrams of simple alkyl radicals: (a) methyl, (b) ethyl, (c) ^-propyl, (d) /-propyl, (e) sec-butyl, (f) /-butyl, (g) r-butyl, (h) allyl, and (i) benzyl. Hydrogen atoms are represented by the small open circles, carbon by the larger sized circles with the vertical hatch pattern. Double bonds are shaded. Table 4.1
Radical-hydrogen bond strengths for several common radicals R =
D, Kilocalories/mole
Methyl
Ethyl
/i-propyI
/-propyl
r-butyl
Allyl
Reference
104 105
98 98
98 98
95 95
91 92
88 87
4 5
least rapidly. This is reflected in the rates of pyrolysis of various organometalUc precursor molecules, as discussed in Chapter 5. An additional factor affecting the M-R bond strength is crowding. As the size of the radical increases, for a constant value of n°, the bond strength decreases.
Table 4.2
Bond strengths of 1common precursor and related molecules D,*
Precursor DMZn DEZn DMCd DECd DMHg DEHg DNPHg DIPHg DNBHg TMAl TEAl TMGa TEGa TMIn TMTl PH. TMP TEP ASH3 TMAs TMSb TMBi H2S DMS DES H2Se DESe HjTe H-H D-D CH3-CH3 Me3Ga: AsMe3
0,'
51 (54)
47
53
46
58 42.5 47* 41§
52 (58) 42.5
42 35 33 26 29 24
D2 almost 0
27
48§ 65 (est.) 60
Other
^avg^
60
66,61' 58 59 57
64.5% 62.9 ^'
46.5'^ (est.)
47 27
62.8 57 44
57 44
77* 66,63' 62 59' 55 52,47' 34 83* 65* 65* 66* 58* 57*
83.9^85.1^82.5^
65J (est.)
90*
104.2'! 106.0'I 84^^ 10^ (est.)
*S. J. W. Price in Comprehensive Chemical Kinetics, Vol. 4, ed. C. H. Bamford and C. F. H. Tipper (Elsevier Publishing, New York, 1972), pp. 197-259. ^H. A. Skinner in Advances in Organometallic Chemistry, Vol. 2, ed. F. G. A. Stone and R. West (Academic Press, New York, 1964), pp. 49-114. (reference 3). * Indicates this is activation energy for pyrolysis; may not equal the bond strength if the pyrolysis occurs via radical chain reaction. ^Indicates the number is the sum Dj + DT. =»C. T. Mortimer and P W. Sellers, J. Chem. Soc. 1978 (March 1963). "L. H. Long, PureAppl. Chem. 2 61 (1961). ^' M. Tirtowidjojo and R. Pollard, J. Crys. Growth 11 200 (1986). '^CRC Handbook of Chemistry and Physics (CRC, Boca Raton, FL, 1981). "^J. A. Kerr, Chem. Rev. 66 465 (1966). ^T. McAllister and F P Lossing, J. Phys. Chem. 73 2996 (1969). 8G. diStefano, M. Lenzi, A. Margani, A. Male, and N. X. Chieu, J. Photochem. 1 335 (1977). ''J. Berkowitz, L. A. Curtiss, S. T. Gibson, J. P Greene, G. L. Hillhouse, and J. A. Pople, J. Chem. P/iy^. 84 375(1986). *T. L. Cottrell, The Strength of Chemical Bonds (Butterworths, London, 1954). JC. Walling, Free Radicals in Solution (Wiley, New York, 1957).
4
158
Source Molecules
Experimentally determined bond strengths for several group II, III, V, and VI alkyls, where data are available, are summarized in Table 4.2. Z), is approximately the activation energy for pyrolysis when radical mechanisms dominate. Also listed is the average bond strength {D^^J determined from combined thermochemical and kinetic data. Another important property that varies systematically with the alkyl group is the vapor pressure. In general, the vapor pressures are highest for the lightest molecules. This is clearly seen from the plots of vapor pressure versus temperature in Figures 4.5, 4.6, and 4.7 for several alkyls useful for OMVPE growth. Of course, the intermolecular interactions in the liquid also strongly affect the vapor pressure, which makes quantitative predictions impossible. Generally, however, higher-order, more branched molecules have weaker interactions, which enhances
rro 1000
90
—I—
60
—+-
3
40
20
—1— — h -
3.5
-20 h
4
1000/T(°K-') Figure 4.5. sources.
Temperature dependence of vapor pressures for common group III organometallic
4.1
159
Introduction
Trc) 1000
0IOO + D CO CO LLi
Q: Q.
a:
O
Q_
10-f
3
3.5
1000/T(°K-')
Figure 4.6. sources.
Temperature dependence of vapor pressures for common group V organometallic
the vapor pressure. For example, the vapor pressure of triisobutylaluminum (TIBAl) is much larger than for the lighter TEAL In the remainder of this chapter, the precursor molecules frequently used for OMVPE will be described. They are grouped by the position of the metal atom in the periodic table. Throughout this chapter, pyrolysis temperatures for various precursor molecules will be quoted. Of course, the measured pyrolysis temperature is dependent on the time allowed for decomposition and may be dependent on other experimental conditions such as the pressure and the surface area and type as well. This presents a particular problem for the comparison of pyrolysis temperatures determined by flowing the precursor through a heated tube, where the residence time is several seconds, with the values expected for an actual OMVPE growth experiment. In this case, the molecule diffuses toward the substrate through a temperature gradient. Frequendy, pyrolysis will occur only when the molecules approach the substrate. Thus, the time available for homogeneous pyrolysis may be only a few milliseconds. As a consequence, care should be exercised
4
160
Source Molecules
Tro 1000
o 100 LU
tr C/3 CO LU CC Q.
cc o a.
10 +
3 3.5 lOOO/TTK-') Figure 4.7. Temperature dependence of vapor pressures for common group II and group VI organometallic sources.
in the comparison of pyrolysis temperatures obtained for dissimilar conditions. Nevertheless, such pyrolysis data are generally useful for comparative purposes. Many of the precursors described in this chapter are extremely hazardous. Most are toxic and many are pyrophoric (i.e., they combust spontaneously in air). Extreme caution should be used when handling these materials. Where toxicity data do not exist—for example, for many of the newly developed precursors—the materials should be regarded as highly toxic. Before beginning the discussion of specific precursors, it is worthwhile to enumerate several of the desirable features of these materials for use in OMVPE growth, as summarized in Table 4.3. First, it is highly desirable that they be held at temperatures at or below room temperature. This avoids the necessity of using extremely high carrier gas flow rates through the bubblers in which the sources are contained or heating of the bubbler, which also requires heating of the downstream lines and/or dilution to avoid condensation between the source bubbler and susceptor. This imposes a limit on the vapor pressure. Typically vapor pressures of >1 Torr at 20° C are desired for the precursor that limits the growth rate (the group III precursor for the growth of III/V semiconductors) and > 10-50 Torr for
4.2 Group II Molecules Table 4.3
161
Summary of desirable features of precursors for OMVPE growth
Convenience
Vapor pressure Volatile elements: > 10-50 Torr Nonvolatile elements: ^ 1 Torr
Stability of "effective" vapor pressure
Liquid source (vaporization rate of solid varies with surface area)
Stability of precursor
No decomposition in bottle during years of storage No premature decomposition in reactor Easily and economically purified
Purity of epitaxial layers
Synthesis without leaving oxygen in precursor Freedom from intrinsic carbon contamination
High efficiency
Precursor combination should not form adducts that result in unavoidable depletion of reactants before reaching the substrate
Low hazard
Low toxicity Liquid source (vapor lOOX more hazardous)
the precursor supplied in excess (the group V precursor for III/V growth). Vapor pressures are frequently specified in hPa. One hPa equals 0.76 Torr. It is also desirable that the precursor be a liquid at room temperature. Otherwise, problems with reproducible transport of the material into the reactor are frequently encountered. In addition, the precursor molecule must pyrolyze at the temperatures desired for OMVPE growth, which are different for the various materials being deposited. On the other hand, the precursor must not be too labile. Otherwise it will decompose during purification and/or storage at room temperature awaiting use in the reactor. Also, the precursor material must be easily purified to remove doping elements, particularly oxygen. The precursor combination used for the OMVPE growth of a particular material must not produce high levels of carbon contamination from decomposition of the ligands. The precursor combination should not engage in parasitic reactions that divert the materials from the desired epitaxial layer onto walls, and so forth. The parasitic reactions not only reduce the reaction efficiency but also lead to inhomogeneities in the resultant epitaxial layers and irreproducible growth. It is desirable to make the hazard associated with the use of the source molecule as low as possible. This requires a low toxicity, of course. In addition, a low vapor pressure reduces the rate of dispersion of the molecule in the atmosphere. Other requirements, specific to the particular precursor groups, are discussed later.
4.2
Group 11 Molecules
The group II organometallic sources are fairly high-vapor-pressure liquids at room temperature, as seen in Table 4.4. They are the most common sources for the growth of 11/VI semiconductors and are also used extensively as p-type dopants
4
162 Table 4.4
Source Molecules
Properties of group II precursor molecules
Vapor Pressure *
Melting Point (°C)
Boiling Point CO
a
b, K
/?(Torr)/r(°C)
DMZn
-42
46
7.802
1,560
DEZn
-28
118
8.280
2,109
106
8.266 7.764
1,970 1,850
7.575
1,750
123.3/0 302.5/20 3.6/0 15/20 35.15/20 9.8/0 28.4/20 2/30 40.3/20
Precursor
DMZn-TMA DMCd DECd DMHg DEHg
-4.5
-154
93 159
Note: Data are taken from product data sheet.s from various suppliers except where noted. *log(/?[Torr]) = a - h/T.
for III/V semiconductors. Both the methyl and ethyl alky Is pyrolyze at relatively low temperatures. The initiation of DMZn pyrolysis in flowing H2 begins at a temperature of about 150°C [6]. Davies et al. [7] found the activation energy for DMZn pyrolysis to depend on flow velocity. Low flow velocities gave activation energies of approximately 46 kcal/mol, similar to values attributed to the Zn-C bond strength from pyrolysis studies in which a toluene ambient was used to suppress radical/parent molecule reactions [8]. Contrary to expectations from simple analysis, at high flow velocities, where heterogeneous effects would be minimized, a much lower activation energy of approximately 25 kcal/mol was observed. This reduction in activation energy would be expected for heterogeneous pyrolysis. A major problem for the OMVPE growth of ZnS and ZnSe using conventional precursors such as DMZn with the group VI hydrides is the occurrence of parasitic reactions that give low growth efficiencies and poor layer uniformities, as well as poor optical and electrical properties [9, 10]. One approach to solving this problem is to use precursors that are themselves adducts. Naturally, such precursors do not form Lewis acid-base adducts with the anion precursors. Examples are the amine adducts such as dimethylzinc-triethylamine (DMZn-TEAm), (CH3)2ZnN(C2H5)3. These are meant to be sources of Zn. The TEAm is stable, so is expected to exit the reactor intact. The use of this adduct with H2Se has resulted in the growth of high-quality ZnSe layers [11]. The adducts have vapor pressures that are much lower than the MR2 precursors themselves. For example, the DMZn-TEAm adduct has a vapor pressure of 37.2 Torr at 2 r C [10]. However, dissociation in the liquid may be the factor actually limiting the amount of Zn produced in the vapor [12]. The low vapor pressure is a problem for some mate-
4.3
Group III Molecules
163
rials, but it is an advantage for this adduct since the vapor pressure of DMZn is too high (194 Torr at 0°C) for convenient use in many applications. DMCd is reported to pyrolyze in a flowing H^ ambient in the temperature range from 275° to 400°C [6, 13]. The activation energy of 20.8 kcal/mol reported by Bhat et al. [13] is indicative of a heterogeneous pyrolysis reaction. The Cd-C bond strength is apparently approximately 43.5 kcal/mol based on the homogeneous pyrolysis data of Laurie and Long [14] and Price and Trottman-Dickerson [15]. The cadmium alkyls also participate in parasitic reactions as for DMZn, as discussed earlier. However, the use of DMCd adducts apparently does not solve the parasitic reaction problems [10]. The Hg alkyls are extremely poisonous. A small leak in a protective glove led to the death of a researcher in 1997 due to DMHg adsorption through the skin. Thus, elemental Hg, which is significantly less toxic and sufficiently volatile, is often used instead. Most group II and III alkyls spontaneously pyrolyze in air, producing less toxic oxides. This is not the case with the Hg alkyls, which are stable in air. Parsons et al. [16] indicate that significant pyrolysis of DMHg occurs only at temperatures of approximately 325°C and above. They claim the use of DMHg makes control of the Hg partial pressure easier and helps to avoid undesirable gas phase reactions in the low-temperature region upstream from the substrate.
4.3
Group III Molecules
The group III organometallic molecules are slightly more stable than the group II precursors. A clear trend of increasing stability with the progression from In to Ga and Al is observed. Most are pyrophoric. Early OMVPE studies used exclusively the trimethyl and triethyl alkyls. More recendy, new precursor molecules have been developed specifically to solve particular problems for either OMVPE or CBE growth. The most active areas have been the development and testing of new Al and In precursors. Molecules such as dimethylaluminumhydride (DMAIH) and trimethylamine alane (TMAA) have been developed for reduced carbon and oxygen contamination. Ethyldimethylindium (EDMIn) has been developed in an attempt to provide an In precursor that is more effective than either of the conventional precursors TMIn and TEIn, as discussed later. The trimethyl sources are most often used because of their higher vapor pressures, as indicated in Table 4.5 and Figure 4.5, and greater stability. Thus, they can be stored for indefinite periods at room temperature prior to use and are less likely to be involved in parasitic reactions. TEAl, TEGa, and TEIn are marginally stable. The least stable, TEIn, has been observed to decompose in the bottle during storage. It also reacts with the group V hydrides ASH3 and PH3 to form nonvolatile adducts upstream from the substrate [17] in atmospheric-pressure OMVPE
Table 4.5
Properties of group III organometallic precursors Vapor Pressure *
Precursor TMAl TEAl DMAIH TIBAl TMAA (AlH.iNMe,) TEAA (AlH.-.NEt,) EDMAA (AlH,:NMe2Et) TMGa TEGa
Melting Point CO 15.4 -52.5 17 4.3
Boiling
Point CO 127 186 (207) 154
a
b, K
8.224
2,134.83 3,625 2,575 1,703
10.85
3,090
2/23
8.07
1,703
8.083 (9.165 4.769
2,162 2,530) 1,718
52.4/0 (68.4/20) 182.3/20 5.1/20 (3.2/20) 11.7/40 0.081/20 0.15/20^ 1.5/30 2/23^
Liquid at room temperature
-15.8 -82.3
50-55 55.8 143 67-69
TIBGa TTBGa TIPGa TMAG (GaH.iNMe,) TMGa-TMP
56-57
TMGa-TEP
32-35
TMGa-TMAs
23-24
55-57
88.4 TMIn (solution TMIn—-same) -32 TEIn Cpin (C,H,In) 5.5 EDMIn TIPIn TMIn-TMN
94-96
TMIn-TMP
45
TMIn-TEP
33-36
TMIn-TMAs
28-29
2.2/0 8.7/20 0.02/20 2/25 0.1/20 0.5/37 1/20 2/25 0.5/20
10.784 8.92 8.07
76
11
/7(Torr)/rCC)
9.114
2,458
133.8
10.520
3,014
184
8.93 2,815 Sublimes at 5 0 T (0.01 Torr) 14.447
4,210
8.453
2,665.8
6.9534
1,573
Note: Data are taken from product data sheets from various suppliers except where noted. *log(/?[Torr|) = a - b/T. 'A. C. Jones, / Crys. Growth 145 505 (1994). ^V. K. Vanchagova, A. D. Zorin, and V. A. Umilin, Zh. Obsch. Khim 46 989 (1976).
0.03/0 1.71/20 0.008/0 0.04/20 1.3/0 5.4/20 0.31/0 1.73/20 0.87/40
0.4/10 0.7/18 0.32/25^ 0.003/0 0.03/20 15.7/0 38.7/20 0.0004/0 0.003/20 0.27/0 1.2/20
4.3
Group III Molecules
165
reactors. TEGa and TEAl also react with the hydrides at high growth temperatures in atmospheric-pressure reactors, resulting in depletion of the reactants from the vapor [17, 18]. This produces low growth rates and large thickness nonuniformities in the direction of gas flow. However, in reduced pressure reactors, the use of TEGa and TEAl are found to result in significantly reduced carbon concentrations in GaAs and AlGaAs [18], since they pyrolyze without producing the CH3 radicals that are believed to be the main source of carbon in the epitaxial layers. The CH3 radicals on the surface can lose hydrogen, producing highly reactive CH2 that decomposes to produce C in the epitaxial layer. The CH3 can also desorb before losing the H, but this process can be slow, especially when the CH3 is bonded to Al in the surface layer. A more rapid mechanism for removing the CH3 is by reaction with atomic H on the surface from pyrolysis of the group V precursor. The problem with carbon contamination is especially acute in CBE growth, where the concentration of atomic hydrogen on the surface is lower than for OMVPE owing to the lower group V partial pressure during growth and the fact that the group V precursor is frequently precracked before reaching the substrate, thus drastically reducing the rate of production of atomic H on the surface. For this reason, AlGaAs layers grown by CBE using trimethyl group III alkyls and precracked ASH3 have unacceptably high C contamination levels. One approach to reducing carbon contamination in both OMVPE and CBE is the use of group III precursors with larger radicals, such as ethyl, propyl, and butyl. These radicals are bound to the surface more weakly, so they desorb before reactions can occur that result in carbon incorporation. Also, the more complex radicals can decompose on the surface, producing a double-bonded C in the desorbing molecule and leaving atomic H on the surface without the production of reactive carbon-containing species. For TEGa, the /3-hydrogen elimination reaction is Ga(C2H5)3 = C2H4 -f- GaH(C2H5)2.
(4.1)
It has been shown to reduce carbon incorporation significantly [19-21]. This is partly because reactive radicals are not produced and partly because growth occurs via species with atomic H directly attached to the metal atom. For example, tritertiarybutylaluminum (TTB Al) has been used for the epitaxial growth of AlGaAs and AlGaSb [22], and triisobutylgallium (TIBGa) has been used to grow GaAs [23]. Molecules with no C-M bonds have also been developed that produce lower C, and often O, doping levels. An excellent example is TMAA, an adduct between AIH3 (alane) and trimethylamine (N(CH3)3) molecules. This and similar molecules, which were specifically developed for epitaxial growth of low-carbon-content Al metal and Al-containing III/V semiconductors, have had limited success, as discussed later. Similar precursors have also been developed forGa. An early approach to solving the parasitic reaction problem encountered during
166
4
Source Molecules
atmospheric pressure OMVPE growth of InP using TEIn was the development of adduct molecules, such as TMIn-TMF [24] and TMIn-TEP [25]. The extremely low vapor pressures of these large molecules, shown in Figure 4.5, have prevented their widespread adoption. However, purification of alkyls by first forming adducts, such as l,2-bis(diphenylphosphino)ethane or diphos, has proven to be a useful and effective technique for the production of very high-purity TMIn [26] and other alkyls. The use of TMIn avoids the problems associated with the use of TEIn. Parasitic reactions are not observed in properly designed, atmospheric pressure reactors operating in the normal temperature range. The purity of TMIn has improved in recent years owing to the advent of the diphos purification process [9]. This has resulted in InP layers with 77°K electron mobilities as high as 305,000 cm-/Vs [27, 28]. A potential problem with TMIn is that it is a solid at room temperature. This presents no immediate concerns, since high-quality epitaxial layers can be produced. However, sublimation from the solid can limit the transport rate in some cases. This is particularly worrisome since the surface area of the TMIn crystals in a cylinder changes with time, because of recrystallization by vapor transport, resulting in a transport rate or an "effective" vapor pressure that decreases with time during both storage and use. One approach to solving the In precursor problem is the use of EDMIn, a roomtemperature liquid that apparently behaves much like TMIn in that it does not participate in parasitic reactions [29]. The vapor pressure of 0.7 Torr at 18°C is only slightly smaller than the value for TMIn and is an order of magnitude greater than the vapor pressure of TEIn, as seen in Table 4.5. Early experiments indicated the EDMIn was not as pure as the best TMIn. Recently it has become available in high-purity form [30], which makes it an attractive In source producing highquality minority carrier devices, even in the highly sensitive AlGalnP materials system [31, 32]. One potential problem with this source is the possibility of alky I exchange reactions in the liquid, forming a mixture of four coexisting species. This has been reported to result in a variation of vapor pressure with usage [33], although as a practical matter, the vapor pressure stability appears to be considerably better than for TMIn. The use of "solution TMIn" offers another potential remedy for the problems with the In precursor. TMIn can be dissolved in an inert solvent producing a TMIn source with a much more stable effective vapor pressure [33]. The solvent apparently does not interfere with the production of high-quality epitaxial layers. Other In precursors have also been developed in recent years. Triisopropylindium (TIPIn) has been used with arsine for the OMVPE growth of InAs at temperatures as low as 300°C. The carbon contamination in the layers was found to be an order of magnitude lower than observed using either TMIn or EDMIn with arsine [34]. However, the vapor pressure is only 0.32 Torr at room temperature. In addition, as expected from the results for TEIn, growth in an atmospheric pressure
4.3
Group III Molecules
167
reactor results in parasitic reactions that significantly reduce the growth efficiency. Thus, it will be most useful for low-pressure OMVPE or CBE. Indeed, recent CBE results indicate that it can be used to grow materials having lower carbon contamination levels than for conventional precursors [35]. Another novel In precursor is cyclopentadienyl indium (Cpin). It has been used with PH3 for the atmospheric-pressure growth of high-quality InP layers [36] as well as high-performance Gain As/InP high electron mobility structures [37]. This In precursor does not engage in adduct formation so is free of parasitic reactions observed for other In precursors. However, the vapor pressure of 0.07 Torr at room temperature necessitates heating of the source and the reactor lines; thus, it is much less convenient than other precursors, since heating the source to temperatures greater than room temperature necessitates heating the lines and reactor tube as well. The OMVPE growth of Al-containing semiconductors has always been problematic since Al is so reactive it readily leads to the incorporation of carbon and oxygen into the solid [38]. This is particularly a problem using TMAl, a dimer in the gas phase, which pyrolyzes to form aluminum carbide. Other alkyl sources such as TEAl and TIBAl decompose to Al metal, indicating a reduced level of carbon in the solid might be possible. Indeed, reduced carbon incorporation has been observed in AlGaAs grown using TEAl [39]. Both of these materials have extremely low vapor pressures at room temperature, as seen in Table 4.5, which is a distinct disadvantage for their use in OMVPE. In addition, these compounds are not sufficiently stable to be effective sources. Even at reduced reactor pressures, Kuech et al. [18] report a reduced growth efficiency as compared with other sources, indicating the occurrence of parasitic reactions, predominantly premature pyrolysis resulting in wall deposits upstream from the substrate. TIBAl is even less stable, reportedly decomposing in the bottle even at room temperature. An approach to solving the Al precursor problem is the development of new molecules with appropriate properties. The initial step in this direction was the use of DMAIH by Bhat et al. [40]. This compound has an acceptable vapor pressure of 2 Torr at 25° C and is found to pyrolyze at temperatures as low as 250° C. Auger and SIMS analysis of the AlGaAs films indicated little, if any, carbon contamination. DMAIH was found to produce excellent AlGaAs epitaxial layers, with the sole problem that the layers were always n-type at a level of approximately 2 X 10^^ cm~\ This was determined to be due to Si and S impurities in the DMAIH source. Preliminary photoluminescence data indicate the carbon concentration is substantially lower than in AlGaAs layers grown using TMAl. This result was later contradicted by data indicating no decrease in carbon contamination for this source [9]. As mentioned earlier, one of the most successful novel Al precursors for reduced carbon contamination in Al-containing semiconductor films produced by both OMVPE and CBE involves adduct compounds of alane. AlH^ would be the
168
4
Source Molecules
ideal Al precursor except that it is very unstable. Adducts of the form AIH3-NR3 are formed to stabilize alane. The NR3 molecule breaks away from the AIH3 as the temperature is increased and is stable enough that it does not decompose at normal growth temperatures. Thus, in principle, it does not lead to either N or C contamination of the growing film. These molecules are also unlikely to form volatile alkoxides, which are the source of the oxygen contamination from conventional alkyl Al (and Ga) precursors. Because of the lower vapor pressures of the adducts and the more extreme need for reduced C contamination, they were first used for CBE growth. The most common precursor of this type, TMAA, has an acceptable vapor pressure of 1.8 Ton* but is a solid at room temperature. The use of TMAA combined with TEGa has resulted in a three-order-of-magnitude reduction in the level of O contamination in AlGaAs films grown by CBE [41]. Carbon doping levels were also improved somewhat [10], although TIBAl may be more successful in this regard [42]. The first OMVPE growth experiments using this new Al precursor, performed at atmospheric pressure, encountered difficulties because of alkyl exchange with the TMGa used as the Ga precursor. The formation of mixed alkyls containing AI-CH3 bonds resulted in high levels of carbon contamination as well as a marked increase in Al concentration in the downstream direction [10]. Reduction of the reactor pressure using the same precursors led to fewer parasitic reactions. Carbon concentrations of less than 10 '^ cm~^ were obtained by using TMAA combined with TEGa in a low-pressure OMVPE reactor [43], although rapid alkyl exchange reactions also occur in this system [44]. These materials were used for the fabrication of high-performance quantum-well lasers [45]. Other researchers have reported similarly reduced carbon contamination levels using the combination of TMAA and TEGa in reduced pressure reactors [46,47]. Excellent quality verticalcavity surface-emitting lasers (VCSELs) have also been successfully fabricated using these precursors in a horizontal reactor. The performance is comparable to similar structures produced by MBE, but the uniformity of these complex structures, described in more detail in Chapter 10, was acceptable only for high flow velocities [48]. More complex variants of the alane-amine adducts have been produced to finetune the characteristics of the precursors. For example, one of the difficulties with TMAA is that it is a solid at room temperature, as indicated in Table 4.5. When one of the methyl groups attached to the N is replaced by an ethyl, dimethylethylamine alane (DMEAA) is formed, which is a liquid at room temperature. The vapor pressure is similar to that of TMAA, with a reported value of 2 Torr at 23° C [10]. Parasitic reactions were found to give a decrease in the growth rate of AlAs grown using ASH3 and DMEAA in a low-pressure OMVPE reactor. The effect increased with increasing ASH3flowrate, increasing reactor pressure, and increasing temperature [49]. Parasitic reactions leading to a decreased growth rate were
4.3
Group III Molecules
169
also observed for AlGaAs when TEGa was added to the system. The carbon contamination level in AlGaAs layers grown by low-pressure OMVPE using this precursor was found to be a factor of 50 lower than for TMAl with TEGa as the Ga precursor [50]. Hou et al. [49] also report extremely low levels of O and C contamination in AlGaAs layers grown using DMEAA, TEGa, and ASH3. A problem with these hydride based adducts as Al precursors is that they are somewhat unstable. They liberate hydrogen during storage at room temperature [51]. As mentioned earlier, this can also lead to parasitic reactions, including premature decomposition in the reactor and reactions with other precursors [51]. The sensitivity of growth rate and alloy composition to small changes in growth parameters make this class of Al precursors unlikely to achieve commercial success for OMVPE. The gallane-amine analogs of the adduct precursors are considerably less stable than the alane precursors, which prevents their practical use in OMVPE. Nevertheless, dimethylamine gallane, GaH3N(CH3)2H (DMAG) has been used for the low-pressure OMVPE growth of high-quality GaAs and also for AlGaAs/GaAs heterostructures [52]. This precursor appears to be more useful for CBE growth, where instability of the source is less of a problem, although the lack of stability makes these sources difficult to synthesize and purify. As mentioned, AlGaAs layers grown using TMAA and TEGa contain significant carbon concentrations, presumably from the ethyl radicals. The use of DMAG with solid As in the CBE growth of GaAs has produced materials with much lower carbon doping levels. In fact, the low-temperature PL spectra have a barely detectable peak due to conduction band to carbon transitions [53]. Other precursors for OMVPE and CBE growth of GaAs and AlGaAs yielding low carbon contamination levels include triisobutyl- and triisopropyl-gallium (TIBGa and TIPGa). The vapor pressures of 0.078 Torr at 18°C for the former and 1 Torr at 30° C for the latter are quite low to be useful for OMVPE but are more suitable for CBE. They are more stable than the gallane adducts, so they are suitable for large-scale synthesis and purification [10]. TIBGa has been used with ASH3 for the low-pressure OMVPE growth of GaAs [54]. The most striking feature of the results is the increased growth efficiency at low temperatures, as discussed in more detail in Chapter 7 (see Figure 7.3). Of course, the limited thermal stability of the precursor makes it more prone to parasitic reactions than even TEGa. TIPGa has also been used for the low-pressure OMVPE growth of GaAs. Good layer quality was reported, but trace amounts of carbon contamination were still detected [10]. Both of these precursors, as well as tritertiarybutylgallium (TTBGa), have been explored as Ga precursors for CBE growth of GaAs. All three of these precursors pyrolyze by ^-hydride elimination reactions at temperatures lower than for TEGa [10]. This makes them promising precursors for the CBE growth of GaAs with low carbon contamination levels. In fact, TIPGa has been successfully used for
170
4
Source Molecules
the CBE growth of GaAs and AlGaAs (with TMAA as the Al precursor), with carbon doping levels much lower than for growth using TEGa [10]. The results were also good for TIBGa at low temperatures. However, at 525°C the carbon was not reduced. This was attributed to pyrolysis of the /-butyl radical, producing ethyl radicals on the surface [10]. The use of TTBGa was less successful. Very low growth rates were observed. This was attributed to steric effects on the surface due to the bulky r-butyl radicals [10]. Trisneopentylgallium (NPGa) has also been used for the growth of GaAs, with little improvement in properties [55]. The low vapor pressure (0.04 Torr at 28°C) precludes the convenient use of this precursor for OMVPE.
4.4
Group V Sources
In the following sections, the As and P precursors will be discussed first, concluding with the comparison of the various precursors in Section 4.4.1.10. Discussions of the Sb and N precursors will follow.
4.4.1 As and P Sources ASH3 and PH3 are attractive precursors since they not only supply As and P but also provide H radicals on the surface leading to the removal of C-containing radicals generated from pyrolysis of the common group III precursors. The hydrides are also readily available with relatively high purity levels. The main disadvantage is the extreme hazard associated with their use. Indeed, a major obstacle to the continuing development of OMVPE, especially for large-scale production operations, is the hazard associated with the use of large quantities of highly toxic ASH3 and PH3. The threshold limit values (TLVs) for ASH3 and PH3 are 0.05 and 0.3 ppm, respectively [56]. (TLV is the maximum permissible exposure limit based on a time-weighted average for an 8-h day. The value of LC^^ (rats) is reported by Sax [57] to be 11 ppm for PH3, with no value listed for ASH3. (LC5Q is defined as the letal concentration for 50% of the population in rat testing.) This necessarily involves both a time of exposure and a concentration. Typically, only the concentration is given. The time is assumed to be on the order of hours. The range of LC50 given in reference 58 is from 11 to 50 ppm. Other results [59] indicate a surprisingly high value of 5-50 ppm for ASH3. Toxicity testing experiments are difficult, so comparisons should be based on tests carried out in the same laboratory under similar conditions. An excellent summary of the effects on humans of exposure to the As and P hydrides is given by Hess and Riccio [60]. Table 4.6 summarizes the toxicity data for several group V sources, including the nitrogen precursors discussed later. For comparison, the TLVs of NH3, CU, and HCl, common laboratory and household chemicals, are also listed. In general, the H ligands
4.4
Group V Sources
Table 4.6
171
Summary of toxicity data for OMVPE group V source molecules
Precursor
Lethal
Life-Threatening
LC^,,*
TLV^
PH, TBP AsH, DMAs TMAs TEAS DEAs EAs TBAs NH4 TBAm Hydrazine 1,1 DMHy MMHy HCl CI2
2,000/(1-2)
(400-600)/(30-60)
0.3
500/(1-2)
(6-15)/(30-60)
11-50 > 1,100 5-50 130 >20,000 500-1,000* 300 3,000/10 min 70
0.05
0.5 25 5 0.1 0.5 0.2 5 1
Note: Each exposure level is specified in terms of concentration (ppm)/time (min). Data are compiled from references 56, 57-60, 231, 232, and 233, as discussed in the text. * Based on a study of rat mortality after 4-h exposure. ^Threshold limit values are based on an average eight-hour work day. *Oral dose in milligrams of material per kilogram of animal weight.
seem to play a large part in determining the toxicity of these molecules. In general, the toxicity values for the As and P precursors increase with the number of As-H bonds in the precursor molecule. Exacerbating the danger associated with the use of the group V hydrides is their storage in cylinders at high pressures. The threat of the rapid release of large quantities of these materials is serious since it could affect an entire building or in extreme cases an entire neighborhood. In recent years the general public has become acutely aware and highly sensitive to the dangers associated with the use of toxic materials near population centers. Unfortunately, the tenor of newspaper articles tends to be highly emotional, rather than analytic and well reasoned. A considerable fraction of the overall expense of both purchasing and operating an OMVPE or CBE reactor deemed safe by today's standards is devoted to the safety features. The safety aspects of reactor design are addressed in Chapter 7. Growing demands for "absolute" safety using very hazardous materials may require unacceptably high facility costs. An attractive solution to these safety issues is to develop much less hazardous group V organometallic sources. Unless the alternate group V precursors are nontoxic, methods for their detection at levels below the TLV must also be developed. For materials proven to be nontoxic, even the detection problems are virtually
1^2
4 Source Molecules
eliminated. Fortunately, a number of organometallic group V sources are indeed very much less toxic than the hydrides, as summarized in Table 4.6. An additional important advantage of the organometallic sources is that they are moderate vapor pressure liquids. This results in a dramatic decrease in hazard, since computer modeling indicates that the dispersion of the materials is approximately two orders of magnitude slower than for the release from a high pressure cylinder [58]. The development of new organometallic group V source molecules may also lead to the solution of other problems with the hydrides, such as the high temperatures required for pyrolysis, especially for PH3, and the impurities, such as H2O and GeH4, that frequently cause problems with epitaxial growth [38, 61, 62]. Thus, the current status of the nonhydride group V sources will be emphasized in this chapter. The requirements for group V sources for OMVPE are stringent. All of the requirements listed in Table 4.3 and discussed in Section 4.1 apply to these precursors. In particular, the precursor must be a liquid with a high room-temperature vapor pressure of 10-500 Torn For the growth of antimonides, V/III ratios of unity are normally required. This means that vapor pressures of approximately 1 Torr at room temperature are acceptable for the Sb precursors. For CBE lower vapor pressures are also acceptable, since the efficiency of use is typically higher than for OMVPE. The new group V sources have additional constraints related to purity. They must produce no detectable carbon contamination in the resultant epitaxial layers. This set of stringent requirements eliminates most commonly available nonhydride group V sources. The group V sources that have been successfully used for OMVPE are listed in Table 4.7 along with their vapor pressures. The list includes the elemental sources, which obviously must be heated to temperatures well above 300^^0. In general, the main factor determining the vapor pressure is the atomic weight of the molecule. This is seen in the data plotted for several As and P precursors in Figure 4.8. Clearly, most of the novel precursors included in this plot, including the triethyl-, phenyl-, and dimethylamino-arsenic and phosphorus precursors have vapor pressures too low for convenient use. Several factors are important when considering the stability of group V sources. First, the materials must be relatively easy to synthesize and purify. If the materials are unstable, problems are encountered in both areas, which leads to low availability and inherently high prices. In addition, to make the materials suitable sources for OMVPE, they must have shelf lifetimes at room temperature measured in years. In direct contrast with these factors, the group V source molecules must become unstable (i.e., they must pyrolyze) at the relatively low temperatures used for OMVPE growth. In fact, a trend to lower growth temperatures is fueled by the desire to protect the exquisitely fine features such as quantum-well and two-dimensional electron gas structures necessary for the highest-performance
Table 4.7
Properties of group V precursors for OMVPE Vapor Pressure *
Precursor
Melting Point CO
Boiling Point C O
-77.7 1.3
113
a
h,K
p(TorT)/TCC)
N N2H4
MMHy 1,1 DMHY N2H3(C^H3) (phenylhydrazine) H:,N (hydrogen azide) TBAm -67 IPAm P
TEAS
DMAs DEAs EAs TBAs PhAsH2 TDMAAs Sb TMSb TESb TIPSb DIPSbH TBDMSb TDMASb TVSb Bi TMBi
37 45.2
4 -62.5
113
-85 -88
31.211
8.749
3,014
10/18 49.7/25 157/25 0.03/23
7.61
1,509.8
288/20 1/260^
-87.8 38 127 78 56.1
PH3
TMP TEP IBP TBP DEP BPE BPM TDMAP TBBDMAP As AsH, TMAs
9.9974
7.7627 7.86 8.035 7.586 7.6452 8.0281
1,518 2,000 2,065 1,539 1,699 1,988
384.3/20 10.9/20 122/23^ 141.6/10 70.8/20 25/23 49/17 2.8/201' 1.8/25 1/370^
7.405 8.23 7.532 7.339 7.96 7.243 8.59 8.289
1,480 2,180 1,443 1,680 1,570 1,509 2,410 2,391
227.3/20 6.2/20 176/0 40.6/20 402.3/20 95.4/10 1.8/20'^ 1.3/20^
7.7078 7.904 9.268 7.948 6.105
1,697 2,183 2,881 2,100 1,554
50-52
6.231 7.639
1,734 2,013
82.8/20 2.9/20 0.5/23 7.9/25'^ 3.6/25 7.3/23 0.75/20f 5.9/20
110
7.628
1,816
27/20
75
-87.3 -91
-125 -1 -53
-62.5 50 140 36.3 102 69 148 55-57
-87.6 -29
80.6 160
8
63
-107.7
*iog(/7[Torr]) = a - ^ / r . "G. B. Stringfellow,/. Electron. Mater. 17 327 (1988). ^Zimmerman et al. [130]. •"Brauerset al. [87]. '* Jones [10]. ^Hilletal. [160]. ^Shinetal. [163].
4
174
Source Molecules
Sheet4 Chart 1
400
•
• Phosphorus i • Arsenic
•
|350 ^300- ^ <^ 250
A Nitrogen j • Antimony
•
•
"200 (0
•
A
2 150 J Q.
^100-
•
•
50 -
• •
0 D
50
100
150
^ 200
250
300
Molecular Weight
Figure 4.8. and Sb (•).
Vapor pressure versus molecular weight for various precursors: P ( • ) , As (•), N (4),
modern devices. At present, GaAs growth temperatures as low as 550°C are common. For smaller band-gap materials, with smaller bond strengths giving lower melting points, the optimum growth temperature may be considerably reduced. For example, InSb melts at 530°C. For alloys with even lower band gaps, such as GalnAsSb, growth temperatures of 480°C have been used [63]. InAsSbBi alloys have been grown at temperatures as low as 275° C [64]. This is a narrow stability window since they must be stable at 23° C (for purification and long-term storage at room temperature) and unstable at 275° C. The use of these low temperatures requires precursors that pyrolyze at temperatures lower than those for the standard group V precursors, ASH3, PH3, and TMSb. For example, AsH^ is 50% pyrolyzed only at temperatures of approximately 600°C [65]. Even higher temperatures of greater than 850°C are required for PH3 pyrolysis [66]. However, these temperatures are somewhat misleading since the group III source molecules and/or their pyrolysis products lower the ASH3 and PH3 pyrolysis temperatures significantly. This will be discussed in Chapter 5. An additional complication related to precursor stability is premature reactions. Compounds that pyrolyze at temperatures only slightly above room temperature may not be desirable if they decompose on the warm reactor walls upstream from the substrate. Reactions of the group V sources with the group III organometallic sources, either homogeneously or on the reactor walls, leading to depletion of the source materials from the vapor phase upstream from the substrate must also be absent. Naturally, a reaction that yields the III/V semiconductor at high temperatures is required. However, parasitic reactions frequently lead to decreased growth rates because of deposition of undesirable nonvolatile material on the reactor walls. An example is the interaction of both TEGa and TEIn with ASH3 and PH3 to form adducts that subsequently eliminate methane forming nonvolatile poly-
4.4
Group V Sources
175
mers [17]. Fortunately, under the proper conditions the more commonly used TMGa and TMIn do not interact with the group V hydrides in parasitic reactions at ordinary growth temperatures [17]. Certainly, a small fraction of the trimethylgroup III molecules form adducts with the hydrides, with a bond energy of approximately 10 kcal/mol, as seen in Table 4.2. At the growth temperature, the adduct may even participate in the growth reaction by eliminating three CH4 molecules to form the III/V solid. For OMVPE growth of the III/V nitride semiconductors, adduct formation is an integral part of the growth process [67]. These topics will be discussed in more detail in Chapters 5 and 8. These parasitic reactions generally represent minor difficulties that can be avoided by proper reactor design for the growth of III/V alloys. Nevertheless, at higher temperatures, typically above 750°C, even ASH3 may participate with TMGa in parasitic reactions, resulting in homogeneous nucleation of GaAs and/ or wall deposition upstream from the substrate [68, 69]. Similar reactions may also occur for InP grown using TMIn combined with either PH3 or TBP. However, these problems are much more severe for the group VI hydrides when used for the OMVPE growth of 11/VI compounds, as will be seen in the next section and in Chapters 7 and 8. In general, the stability of the group V hydrides is at the upper end of the acceptable range. As discussed in Section 4.1, the methyl-group V molecules have somewhat smaller M-R bond strengths. As the radical size increases beyond CH3, the stability is further decreased (i.e., the triethyl-V compounds are less stable than the trimethyl-V compounds), and the butyl-V compounds are even less stable. This behavior will be discussed in more detail in Chapter 5 (see Figure 5.16). The requirement for high-purity semiconductor layers imposes what is perhaps the least understood and most complex constraint on the group V sources. Since the very early OMVPE growth studies, carbon contamination has been a concern. In 1969, Rai-Chaudhury [70] reported carbon concentrations as high as 200 ppm in GaAs grown using TMGa. Seki et al. [71] demonstrated in 1975 that using the proper growth conditions, electron mobilities as high as 100,000 cm W s could be obtained in GaAs grown using TEGa and ASH3, thus demonstrating that severe carbon contamination can be avoided using organometallic group III precursors combined with ASH3. This will be discussed in detail in Chapter 7. Briefly, Kuech and Veuhoff [72] concluded, based on a systematic study of GaAs growth, that CH3 radicals adsorbed on the GaAs surface lead to carbon incorporation during OMVPE growth using TMGa. Atomic H from the decomposition of ASH3 on the surface was found to be necessary to minimize carbon incorporation into the solid. In Chapter 5 we will discuss in detail recent mass spectrometric studies of GaAs and InP growth using the trimethyl-group III sources with the hydrides in a D2 ambient. These studies have demonstrated conclusively that the H needed to form CH4 normally comes from the hydride rather than the ambient. A general finding
^^6
4 Source Molecules
is that two or three H-M bonds are required for acceptably low carbon contamination levels in epitaxial layers grown using trimethyl-group III source molecules. As mentioned earlier, increasing the number of H-M bonds has the undesirable consequence of increasing the toxicity of the group V precursor molecule. An innovative approach to solving this dilemma, discussed by Zimmermann et al. [73], is to use low-toxicity molecules with no M-H bonds. Isopropyl or tertiarybutyl radicals provide M-H bonds during pyrolysis by the ^-hydrogen elimination reaction, thus reducing carbon contamination in the epitaxial layer. The problem is in the design of molecules with a predominately ^-hydrogen elimination pathway that also have acceptable vapor pressures. For example, the most successful precursors of this type are diethyltertiarybutyl-arsine and phosphine. The fraction of pyrolysis occurring by the /^-elimination reaction in an OMVPE reactor is 55% and 60%, respectively, for these two molecules. However, as seen in Table 4.7, the vapor pressures of these precursors, which have high molecular weights, are undesirably low.
4A. 1.1 Elemental Sources Table 4.7 illustrates a practical problem with the elemental group V sources. Their low vapor pressures require the use of high-temperature containers and, in some cases, heated lines to the reactor. Bhat [74] was the first to show that this obstacle could be overcome in a slightly modified OMVPE apparatus. Passing hydrogen over the elemental As held in a boat at 425°-475° C upstream from the substrate, he demonstrated the growth of GaAs using TMGa. Generally hazy surface morphologies were obtained in the substrate temperature range between 625° and 750°C. Unfortunately, the layers were always p-type for T < 700°C, due to incorporation of carbon. In a closely related process, Tokumitsu et al. [75] and Ishikawa et al. [76] also used an elemental As source with TMGa for GaAs growth using OMMBE. In this vacuum deposition technique, the layers were again always p-type with carbon levels as high as 10^^ c m " \ The addition of atomic hydrogen was found to reduce the carbon concentrations to approximately 10 '^ cm~^ [75], still too high for device-quality material. Putz et al. [77] using both TMGa and TEGa in an OMMBE apparatus with cracked ASH3 as the As source, found extremely high carbon doping levels, above 10^° cm""^ using TMGa, and demonstrated that much lower carbon concentrations could be obtained using TEGa. A more recent report of GaAs growth using an elemental As source was that of Kuck et al. [78], who used a high-temperature stainless steel As "bubbler," in a configuration similar to that used for the organometallic bubblers. The bubbler temperature was in the range 400°-460° C, and the stainless steel lines leading to the reactor, as well as the reactor walls, were held at 400° C. They reported the growth of n-type GaAs layers using normal values of growth temperature and As/Ga ratio. Carrier concentrations from 4 X 10^^-10^^ cm~^ and room tem-
4.4
Group V Sources
177
perature electron mobilities as high as 4,000 cm-/Vs were reported, indicative of total ionized impurity levels in the 10'^ cm~^ range. Photoluminescence spectra indicated a significant concentration of carbon. The carbon concentrations are, however, orders of magnitude below the values obtained by MOMBE. This is attributed to the effect of the ambient H2, which has been reported to react with TMGa producing CH4 [79]. Kuck et al. [80] have also reported the growth of InP using TEIn and an elemental P source, a Pyrex bubbler containing white phosphorus at a temperature in the range 80°-130°C. A very significant feature of these results was the absence of epitaxial growth using elemental phosphorus that produces P4. The P4 had to be cracked to P2 using a remote plasma before elemental phosphorus was an effective OMVPE source. With cracking, specular surface morphologies were obtained. The InP films were contaminated by Si from the quartz walls in the plasma chamber, resulting in n-type layers with carrier concentrations of 3 X 10 ^^ cm~^ and room temperature mobilities of 1,600 cm-/Vs. A similar approach, using a microwave plasma and a red P source at 400°-420° C, gave mirrorlike surface morphologies for growth temperatures between 550° and 600°C. Improved electrical characteristics were obtained, with carrier concentrations in the mid10 ^^ cm ~^ range and mobilities as high as 3,950 cm^/Vs [81].
4.4.1.2
Trimethyl Sources
Trimethylphosphine is not an effective P source for OMVPE. The methyl-P bond strength is not as large as for PH3; however, combined with TMIn, the pyrolysis is not as rapid as for PH3. The explanation may be related to less effective interactions between TMP and TMIn in the vapor or on the InP surface, or perhaps by blocking of surface sites, as discussed later for TMAs. An illustration of the ineffectiveness of TMP is the lack of InP growth [24] using an intentionally formed TMIn-TMP adduct. Without the addition of PCI3 to the system. In droplets form on the surface, indicative of a lack of phosphorus. Similar behavior is observed for trimethylarsine. TMAs alone decomposes at lower temperatures than for ASH3, as discussed in Chapter 5 (see Figure 5.16). However, the As incorporation efficiency is lower for TMAs than for ASH3 when combined with the trimethyl-group III precursor [82-86]. This has been explained by Brauers et al. [87] in terms of blocking of growth sites on the surface by adsorbed AS-CH3 species. The low-temperature growth rate using TMGa in a low-pressure (76-Torr) reactor is found to be lower using TMAs than for ASH3. The growth rate actually decreases as the TMAs partial pressure is increased. In addition, the morphology is poor. At high V/III ratios, localized deposition is observed. GaAs epitaxial layers grown using TMAs are contaminated with significant impurity levels. Using ^^C-tagged TMAs, Lum et al. [88] showed that C from the
178
4 Source Molecules
TMAs is incorporated at a concentration of 5 X 10^^ cm""^. This is consistent with the arguments advanced by Kuech and Veuhoff [72]. Since no atomic hydrogen is produced by either source molecule, the CH3 radicals adsorbed on the surface result in high levels of carbon contamination. Vook et al. [89] used a graphite thermal precracker heated to 800°-900°C to remove the CH3 radicals from the TMAs. They were able to reduce the carbon background concentration to levels of less than 5 X 10 '^ cm~\ yielding compensated n-type material with mobilities approximately the same as those obtained by Kuck et al. [78] using an elemental As source. Of course, the CH3 radicals from TMGa still give unacceptably high carbon doping levels. An advantage of TMAs is the low toxicity. The LC5Q is reported to be 20,000 ppm [90].
4 A. 1.3 Triethyl Sources Triethylphosphine (TEP) is not an effective P source for OMVPE. Apparently, lack of an effective interaction with the group III precursors, or their pyrolysis products, prevents pyrolysis at normal growth temperatures. Moss and Evans [25] report that P from TEP is not incorporated into the solid; GalnAs can be grown from a TMIn-TEP adduct, TMGa, and ASH3 with no trace of P incorporation. Triethylarsine (TEAs) can be used for the growth of GaAs. One problem is the low vapor pressure, as seen in Table 4.7. The pyrolysis of TEAs occurs at reasonable temperatures, as will be discussed in Section 5.3.2.2. It has the advantage over TMAs that thermolysis may occur by a /^-elimination reaction, producing nonreactive olefins and hydrocarbons as by-products. Since the ethyl radical would be replaced by an H atom attached to the As, this has the promise of reducing carbon contamination. However, Maeda et al. [91] found, from mass spectrometric analysis of the reaction products, that pyrolysis occurs mainly by formation of ethyl radicals, rather than ethene. Molecular orbital calculations indicated both processes to be possible, but the radical reaction to be more rapid. This information is valuable since considerable disagreement exists concerning the possibility of a /^-elimination reaction where the 13 hydrogen interacts with a lone electron pair, rather than an empty p orbital. Two speculative explanations of such a reaction would involve the attraction of a /^ proton by the lone pair, which would be correctly termed a ^S-proton elimination reaction or, perhaps, involvement of an empty, low-lying d orbital. These reactions are discussed in more detail in Chapter 5 (Sec. 5.3.2). In spite of the low pyrolysis temperature, the GaAs growth rate is reduced when TEAs is substituted for ASH3, with TMGa as the group III source, in a lowpressure (76-Torr) reactor [89]. The effect, postulated to be due to blocking of surface sites, is not as strong as for TMAs described in the last section. Speckman and Wendt [92] report the successful growth of GaAs using TEAs and TMGa. In the temperature range 540°-650° C and at values of the V/III ratio
4.4
Group V Sources
179
varying from 6.7 to 11, specular surface morphologies were obtained. Unfortunately, the layers were all highly doped with both C and Si impurities present in the mid-10''^ cm""^ range, based on secondary ion mass spectroscopy (SIMS), Hall effect, and photoluminescence results. Again, the carbon probably comes from the CH3 radicals produced during TMGa pyrolysis. The lack of atomic H produced during the TEAs decomposition results in carbon incorporation into the solid. Hata et al. [93] also grew GaAs using TMGa and TEAs with similar results. They report that the toxicity is significantly lower than for ASH3, with an LC^Q of 1,060 ppm for female rats (the values are lower for less tolerant male rats). Lum et al. [94] discovered that carbon incorporation is not reduced by replacing the methyl by ethyl groups in the alkyl arsenic compounds when TMGa is the group III precursor. Both As sources were found to give low-temperature PL spectra, indicating high-impurity background levels. Replacing the TMGa by TEGa resulted in parasitic reactions giving reduced and nonuniform growth rates. Maeda et al. [91] obtained 77°K mobilities of 13,800 cm^/Vs using TEGa and TEAs, and they detected high carbon doping levels.
4.4.1 A
Dimethyl' and Diethylarsine
The use of the dialkyl arsines, dimethylarsine (DMAs) and diethylarsine (DEAs), is an attempt to replace only two of the H atoms in ASH3 with organic radicals. Such molecules might give rise to less carbon contamination of the epitaxial GaAs layers than for the totally substituted ASR3 alkyls since one of the organic ligands is replaced by hydrogen. They are also less toxic. DMAs has a high vapor pressure of 176 Torr at 0°C, as seen in Table 4.7. Chen et al. [95] have reported the growth of GaAs using DMAs and TMGa in an atmospheric-pressure reactor. The undoped layers were found to be always p-type, with acceptor levels typically in the range of 10 ^^-10^^ cm~^. Low Te doping levels gave electron mobilities as high as 5,000 cm-/Vs, comparable to layers grown using TMAs, TEAs, and elemental As. PL results indicate the acceptor to be carbon. Apparently the single H atom per molecule is not sufficient to remove the adsorbed CH3 radicals resulting from both TMGa and DMAs pyrolysis from the surface. The toxicity of DMAs is indicated by the value of LC50 of 130 ppm [59]. DEAs is similar to DMAs, with two of the H ligands in ASH3 replaced by ethyl radicals. Unfortunately, the vapor pressure of DEAs [96] is even lower than that of TEAs, as seen in Table 4.7. Its toxicity is considerably less than for ASH3 [97], with a value of LC50 of 300 ppm [59, 98]. The best layers reported for GaAs, grown at 500°-580°C using TMGa [96], were n-type with background free-carrier concentrations of 0.3-5 X 10^^ cm"^ and liquid nitrogen mobilities as high as 64,600 cm^/Vs. However, the vapor pressures reported in this study are considerably below values now accepted to be correct for DEAs, leading to a suspicion that the precursor in their bottle labeled "DEAs" might have been something else.
180
4
Source Molecules
Later, Speckman and Wendt [99] report considerably inferior low-temperature mobilities in GaAs grown with verified DBAs. Kachi et al. [100] grew GaAs layers with DBAs by low-pressure OMVPE. The layers were all p-type with hole concentrations of 10 ^^ and 10 ^^ cm~^ for growth using TEGa and TMGa, respectively. These results indicate that DMAs gives carbon doping levels somewhat higher than obtained using ASH3, perhaps due to the 3X reduction in atomic H released during pyrolysis. However, a compelling analysis would have to be based on the actual pyrolysis and growth reactions. Lum et al. [101] found surface morphologies to be considerably inferior for GaAs grown using TMGa and DEAs, as compared with other As alkyls such as TB As, to be described later. Neither DMP nor DEP have been used for the OMVPE growth of the phosphides.
4.4.1.5
Monomethyl- and Monoethylarsine
Monomethylarsine is a vapor at room temperature so has not been used for OMVPE growth. Monoethylarsine (EAs), (C2H5)AsH2, has been used for the growth of GaAs with good results. 77° K electron mobilities for GaAs are as high as 55,300 cm^/Vs [102]. High quality InAs layers have also been grown using TMIn and EAs at temperatures as low as 470° C [103]. Uncracked EAs has also been used for the CBE growth of GaAs, resulting in layers with lower carbon contamination levels than obtained for growth using precracked arsine. The toxicity data indicate that EAs is safer than the competing precursors, TBAs and arsine. In addition, it is pyrophoric, so a spill or leak will release mainly solid arsenic oxides. Taken together, these results indicate that EAs is one of the most attractive As precursors.
4.4.1.6
Butyl Substituted Phosphine Sources
Tertiarybutylphosphine (TBP), ditertiarybutylphosphine (DTBP), and isobutylphosphine (IBP), in conjunction with TMIn, have been successfully used for the OMVPE growth of InP [104-108]. Schematic diagrams of the iso- and tertisomers of monobutylphosphine are shown in Figure 4.1. TBP has an attractively high vapor pressure of 286 Torr at room temperature [109], as shown in Table 4.7. It is found to be 50% pyrolyzed at a temperature of 450°C [105], several hundred degrees lower than the pyrolysis temperature for PH3 [66]. The pyrolysis reactions are described in detail in Chapter 5. The major products are deduced to be isobutane, PH2, and PH, with a small amount of isobutene and phosphine. As a direct result of the production of PH and PH2 at temperatures much lower than the pyrolysis temperature for PH3, good morphology InP can be grown at 600°C using TBP with V/III ratios as low as 3, much lower than using PH3. At
4.4
Group V Sources
181
lower temperatures, incomplete pyrolysis of the TBP requires higher values of V/III ratio to obtain good morphologies. Another bonus of the much lower pyrolysis temperature for TBP, compared with PH3, is the ease of As/P alloy growth. The P content in solid InAs,_^?^ and GaAs,_^P^ is dramatically increased and becomes much less sensitive to substrate temperature when TBP is substituted for PH3 [107]. This feature of TBP use is extremely valuable for the growth of important III/V alloys such as GaAsP and GalnAsP, where a temperature gradient across the susceptor gives rise to a large compositional variation when PH3 is the P source. The problem will be greatly reduced using TBP Using TMIn -f- TBP, no parasitic gas-phase reactions were observed in the atmospheric pressure, horizontal reactor used by Chen et al. [105, 106]. Saxena et al. [109] demonstrated that the parasitic gas-phase reactions between TEIn and PH3, seen in their horizontal reactor at a pressure of 60 Torr, were eliminated by replacing PH3 with TBP. However, in a vertical reactor, the complex flow patterns that allow longer gas residence times in the reactor apparently lead to parasitic reactions between TMIn and PH3, which are increased when the PH3 is replaced by TBP [110]. Finally, toxicity testing of TBP indicates the LC50 to be in excess of 1,100 ppm [58]. This, combined with the use of the material as a moderate-vapor-pressure liquid in a bubbler, rather than as a high-pressure gas, reduces the risk associated with TBP use to a level two orders of magnitude less than for PH3 [58]. TBP appears to be a truly practical replacement for PH3, since it has a high vapor pressure, pyrolyzes at significantly lower temperatures than PH3, and is much less toxic. In addition, the change from PH3 to TBP results in no additional carbon contamination. Early batches of TBP contained significant quantities of S impurities. However, today the quality of InP grown using TBP equals that grown using PH3. For example, Imori et al. [111] report liquid nitrogen mobilities of 167,000 cm^/Vs for InP grown by atmospheric pressure OMVPE at 600° C. TBP has recently been used in large-scale commercial reactors for the growth of high-quality AlGalnP and GalnAsP [112]. A major advantage of TBP as compared with PH3 is that only about one-eighth as much TBP is used for the growth conditions used in this study. TBP has also been used for the growth of highquality minority carrier devices, such as strained GalnAsP single-quantum-well lasers [113]. However, there have been indications that the TBP contains oxygen impurities giving substandard Al-containing alloys. For example, Izumiya et al. [114] report low PL efficiencies for AlGalnP grown by OMVPE using TBP associated with the presence of oxygen-related deep levels. The major drawback to the use of TBP, rather than PH3, is that it is considerably more expensive at present. A major supplier is currently bringing additional production facilities on line, which should lead to higher purity as well as lower costs. The use of smaller amounts of TBP than PH3 also helps the economics. This,
182
4
Source Molecules
coupled with the real and latent expenses associated with the risk of PH3 use, will probably ultimately make TBP the most cost effective precursor. Ditertiarybutylphosphine (DTBP), where a second H on PH3 is replaced by a f-butyl radical, has also been successfully used for the growth of InP using TMIn [108]. It is not clear that this precursor has advantages over TBP. A precursor having only a single P-H bond would be expected to have a lower toxicity. However, the toxicity of TBP is apparently acceptable for most applications. Adding a second r-butyl radical to the molecule is expected to reduce the vapor pressure significantly. Another molecule suggested to be less toxic than TBP is diethyltertiarybutylphosphine (DETBP). As discussed earlier, it is found to pyrolyze mostly via ^-hydrogen elimination reactions, which is promising from the point of view of carbon contamination. However, the vapor pressure is below the desired range for a phosphorus precursor. IBP is a somewhat less desirable P source. The vapor pressure is 57 Torr at 10°C [104]. It pyrolyzes at temperatures approximately 50°C higher than for TBP [105], as expected from the larger phosphorus-carbon bond strength, and produces mainly PH3, which probably negates the advantages of the low pyrolysis temperature for OMVPE growth. For example, higher values of V/III ratio are required for InP growth using IBP than for TBP [105]. The impurity concentration reported in reference 105 is also somewhat higher than for TBP. Hovel et al. [115] conclude that the combination of TMIn plus IPP is an "unsuitable one." The morphology is observed to degrade at temperatures where the best optical and electrical properties are obtained.
4A.1J
Tertiarybutylarsine
Substitution of an alkyl group for a single H atom on the arsine molecule is an attractive possibility for reduced carbon contamination using organometallic As sources. Considerable success has been obtained using TB-substituted ASH3, tertiarybutylarsine (TBAs). It has a vapor pressure of approximately 96 Torr at 10°C [117] and pyrolyzes at much lower temperatures than for ASH3. For example, pyrolysis is 50% complete at 425°C, compared with 600°C for ASH3 [65]. The pyrolysis products are mainly C4H JQ, ASH2, and AsH, with some C4Hj^ and ASH3 [117], as described in Chapter 5. The OMVPE growth of GaAs using TBAs and TMGa has been investigated by several groups. The results of Chen et al. [116] have many features in common with the TBP results discussed earlier. Owing to the low pyrolysis temperature, good morphology layers could be grown at V/III ratios of approximately unity, more than a factor of 10 lower than for ASH3 [116, 118]. From a comparison with other organometallic As sources, Lum et al. [97] conclude that TBAs yields the best surface morphologies. The initial data indicate that the carbon concentration
4.4
Group V Sources
183
1508
ENERGY (1meV/DIV)
1516
Figure 4.9. Cryogenic PL spectra for GaAs layers grown using arsine (a) and TBP (b). (After Watkins and Haacke [121], reprinted with permission of American Institute of Physics.)
determined from PL measurements was reduced when TBAs was substituted for ASH3 [97, 119]. 77°K electron mobilities of 160,000 c m W s have been reported using TEGa and TBAs [120]. Using TMGa, which gives more carbon contamination from CH3 radicals, p-type materials are obtained using either TBAs or arsine. The results of detailed studies of carbon contamination levels indicate that TBAs gives somewhat lower carbon contamination than arsine, as seen in Figures 4.9 and 4.10 [121]. This is consistent with the lower-temperature pyrolysis of TBAs, giving AsH and/or ASH2 radicals, as discussed in Chapter 5. The highest electron mobilities reported for GaAs grown using TBAs are 209,000 cm^/Vs at 45° K [122]. The low-temperature PL spectra of GaAs layers grown using TMGa combined with TBAs or arsine are compared in Figure 4.9. The results are seen to be similar, even though the V/III ratio is 2.5 times greater for the ASH3 [122]. A reduction in carbon contamination levels has also been reported for AlGaAs layers grown using TMAl and TMGa when arsine is replaced by TBAs [123]. In addition, very high-purity InAs layers have been reported by growth using TMIn and TBAs at 400°C [124]. The mechanism for OMVPE growth of GaAs using TMGa and TBAs has been studied mass-spectrometrically in a D2 ambient. As will be described more fully in Chapter 5, the growth mechanism appears to be very different than for the TMGa-AsH3 system. Addition of TBAs is found to accelerate the pyrolysis of
4
184
Source Molecules
As PARTIAL PRESSURE (Torr)
Figure 4.10. Summary of carbon acceptor concentrations for several samples grown at 650°C using arsine and TBAs as a function of the group V partial pressure. Open symbols represent the net carrier concentrations at 100° K. (After Watkins and Haacke [121], reprinted with permission of American Institute of Physics.)
TMGa, forming CH4 as the sole product, even in a D2 ambient. At the low temperatures where pyrolysis begins, the TMGa pyrolysis in the presence of TBAs is demonstrably heterogeneous. At normal OMVPE growth temperatures, the TMGa pyrolysis may be partially homogeneous. Toxicity tests indicate the LC50 (4 h/rats) to be 70 ppm for TBAs [58, 125]. It is considerably less hazardous than ASH3, mainly because the material is a liquid, so is not Stored in high-pressure cylinders.
4.4.1.8
Other As precursors
Another single alkyl-substituted ASH3 precursor is phenylarsine (C6H5)AsH2 [87]. The phenyl-As bond is nearly as strong as the As-H bond, as indicated in Figure 4.4; thus, much lower pyrolysis temperatures are not expected for phenylarsine as compared with ASH3. The vapor pressure, listed in Table 4.7, is also unfavorably low. However, the stability of the phenyl group should be favorable for low carbon incorporation. Brauers et al. [87] successfully grew GaAs using phenylarsine plus TMGa in a low pressure reactor. The layers were p-type, probably because of carbon contamination from the CH3 radicals from TMGa. Using TEGa, n-type layers were obtained with 77° K electron mobilities as high as 38,000 c m W s . However, GaAs and AlGaAs layers grown by CBE using either TMGa or TEGa plus PhAsH2 give much higher carbon doping levels than for layers grown using cracked ASH3 [126]. As mentioned earlier, Zimmermann et al. [73] suggest a class of precursors with no M-H bonds, to reduce the toxicity. The H required to reduce carbon
4.4
185
Group V Sources
contamination levels in the epitaxial layers is produced during pyrolysis by the yS-hydrogen elimination reaction. These authors found the ethyl substituted arsine pyrolyzes largely by non-)S-elimination processes, as discussed in more detail in Chapter 5. The /^-hydrogen elimination process is found to be more likely for molecules similar to TEAs, where one or two of the ethyl groups are replaced by isopropyl or tertbutyl groups. They found that GaAs layers grown using TMGa combined with either DETB As or DEIPAs produced layers with much lower carbon contamination levels than for layers grown using TEAs. The carbon levels were similar to those produced using DEAs as the As precursor. As already discussed, a problem with these precursors is that the high molecular weight gives rise to low vapor pressures. An entire new class of group V precursors has been developed based on the concept that carbon contamination can be reduced most effectively by simply using molecules having no M-C bonds. Group V precursors can be synthesized using N(CH3)2 radicals rather than the hydrocarbon radicals commonly used for OMVPE precursors. The resulting As precursor is trisdimethylaminoarsine (TDMAAs), ((CH3)2N)3As. It was first used for the CBE growth of GaAs and AlGaAs. A major benefit of the new precursor is that it can be used without precracking, whereas ASH3 and TBAs must be precracked in a high-temperature cell to allow GaAs growth [127]. As seen in Figure 4.11, the carbon doping levels of GaAs layers are significantly lower than those obtained using a similar flux of
z o o 2
o CD CC
<
375
425
475
525
GROWTH TEMPERATURE ('C)
Figure 4.11. Carbon concentration versus growth temperature for GaAs layers grown by CBE using arsine or TBAs. (After Abernathy et al. [127], with permission of American Institute of Physics.)
186
4
Source Molecules
ASH3. This might be attributed to either the atomic hydrogen generated on the surface during TDM A As pyrolysis or to the scavenging effect of the N(CH3)2 radicals on the surface [128], although the actual mechanism is probably more complex [10]. TDMAAs has also been used, in combination with TMGa, for the lowtemperature OMVPE growth of GaAs [129]. It was found to give a wider temperature range with a temperature-independent growth rate. However, the carbon doping level was approximately 10 '^ cm~^, no lower than for growth using ASH3 [128]. A distinct disadvantage of this precursor for OMVPE growth is the low vapor pressure of 1.35 Torr at 20°C. However, the most important problem is that the use of TDMAAs for the low-pressure OMVPE growth of Al-containing III/V semiconductors is found to result in deterioration of the layer quality due to N incorporation [130]. Incorporation of N in AlGaAs layers grown by CBE using TDMAAs was also reported [126].
4.4.1,9
Other P Precursors
A number of other P precursors have recently been developed for OMVPE and, especially, CBE growth. The objective has been to produce a P precursor requiring no precracking (i.e., with weak P-R bonds). The new precursor should also have an acceptably high vapor pressure and be effective in removing C from the surface, resulting in high purity material. PH3 can be used with TMIn to produce InP with 77°K mobilities as high as 153,800 cm-/Vs [131]. However, the high stability of PH3 necessitates cracking in a high-temperature cell before the molecule reaches the substrate surface. Clearly, carbon contamination is less of a problem in InP than in GaAs and AlGaAs, as discussed earlier. TBP is an effective alternative, although, unfortunately, it must also be precracked for the growth of InP Ritter et al. have reported low-temperature electron mobilities of 167,000 cm-/Vs [132] using this precursor combined with TMIn. The same group reported electron mobilities as high as 77,300 cm-/Vs using DTBP Bis-phosphino-ethane (H2P-C2H4-PH2, or BPE), where a PH2 group has been substituted for a H ligand at each end of an ethane molecule, has been successfully used for the OMVPE growth of InP [133, 134]. It has also been successfully used for the CBE growth of InP [135]. The purity of the precursor is not electronic grade. As a result, 77° K electron mobilities are rather low, in the range of 22,000 cm-/Vs. This molecule has the cost advantage of providing two P atoms per molecule. Since the sources are purchased by the gram, this is significant. However, the vapor pressure (17.5 Torr at 20°C [10]) is rather low. An improved vapor pressure is obtained by using bis-phosphino-methane (BPM). It has a vapor pressure of 49 Torr at 17°C [136]. Initial growth experiments produced InP layers with acceptable properties, although the purity of the source used was not of electronic grade. Trisdimethylaminophosphine (TDMAP) ((CH3)2N)3P, the analog of the highly
4.4
Group V Sources
100
187
300
500
700
900
Temperature (°C)
Figure 4.12. Percentage decomposition versus temperature, using an SiO^ surface, for TBBDMAP, TDMAP, and TBR (After Hill et al. [141].)
successful TDMAs discussed earlier, has also been used for the CBE growth of InP. However, it also requires precracking [10, 137]. Unfortunately, precracking gives rise to high concentrations of carbon and nitrogen in the InP epilayers [138]. This precursor has been used without precracking for the CBE growth of GaP [138, 139]. It can be used for the growth of InP but requires precracking. The only P precursor that can be used for the CBE growth of InP without precracking is tertiarybutylbisdimethylaminophosphine, TBBDMAP, (C4H9) • ((CH3)2N)2P [140]. The suitability of this precursor for use without precracking is due to both the weak P-R bonds, indicated by the pyrolysis versus temperature data obtained in aflowtube reactor of the type described in Chapter 5, in Figure 4.12 [141], and the strong adsorption to the InP surface [143].
4 A. 1.10 Comparison of As and P Precursors The results discussed allow a tentative comparison of the various As and P sources studied to date for OMVPE growth, as in Table 4.8, based on what appear to be inherent characteristics. The emphasis is placed on what we currently understand as fundamental characteristics rather than simple empirical values of mobility, carrier concentration, and so on, since the background impurities in the sources will undoubtedly change as more effort is expended on purifying the various materials. On the other hand, carbon contamination must be considered as one of the key factors in the comparison. The simplest criterion is the vapor pressure, an obviously intrinsic property. As summarized in Table 4.7, TEAs, DEAs, phenylarsine, DEIPAs, DETBAs, EDIPAs, TIPAs, DEIPP, DETBP, TDMAAs, TDMAP, and TBBDMAP, as well as the elemental sources, are at a disadvantage in this regard. All have room temperature vapor pressures of <50 Torr.
4
188 Table 4.8
Compound
Source Molecules
Comparison of basic characteristics of As and P sources for OMVPE
Number of Available H/Molecule
Phosphorus P PH, TMP TEP IBP TBP DTBP TDMAP
0 3 0 0 2 2 1 0
Arsenic As AsH, TMAs TEAS DMAs DEAs EAs TBAs PhAsH. TDMAAs
0 3 0 0 1 I 2 2 2 0
Carbon Contamination
Vapor Pressure
Stability
+ + +
(P4)
+ + +
-
* * + + + + + +
+ + + -
+ -1- +
+ +
4- -f -f-
+ + + + + (N contam.)
-(- + + + + + +
+ + -H + + + + + + +
+ + + +
7
-
* * * + +
* * + +
-
+ + + 4- + +
+
-
+ + + + +
+ + +
*
* + -1+ -f+
Hazard
+ + + + -
+ 4+ + + + (N contam.)
+ + + + + +
+ + +
* *
Signifies a fault that makes the source extremely undesirable. + + + Signifies no significant problem. * Signifies insufficient data to judge.
Carbon incorporation is obviously a major consideration. A study of the results for various group V sources reveals a clear pattern. The elemental sources, as well as the trialkyl methyl and ethyl sources with no hydrogen atoms bonded to the group V atom, all give unacceptably high background carbon concentrations. DMAs and DEAs with a single H atom bonded to the As, which pyrolyze by processes other than yS-hydrogen elimination, also give unacceptable carbon levels. Sources with no M-H bonds having larger isopropyl and r-butyl ligands have low toxicity levels and are reported to produce M-H bonds during pyrolysis by yS-hydrogen elimination reactions. However, the carbon contamination levels are higher than for the best precursors and the vapor pressures are inconveniently low. TDMAAs and TDMAP appear to give acceptable carbon contamination levels, perhaps because of carbon-removing surface chemical reactions, but, again, have low vapor pressures. The breakdown of the N(CH3)2 groups from TDMAAs and TDMAP in Al-containing materials to give N doping appears to disqualify this class of precursors for OMVPE growth, although they appear to be very promising for CBE growth. In fact, the highest-purity GaAs grown by CBE uses TEGa plus TDMAAs [143].
4.4
Group V Sources
189
The compounds with two hydrogen atoms attached to the group V atom appear to give the very lowest carbon contamination levels for OMVPE growth. For example, the experimental evidence indicates that the use of TBAs gives even less carbon than obtained using arsine, as indicated in Figure 4.10. Finally, the toxicity must be considered an extremely important intrinsic property of these precursors. Of the most promising precursors, based on the prior criteria, EAs appears to be the safest. However, even though TBAs is toxic, it is a liquid source, which reduces the hazard considerably. An additional beneficial characteristic is that when it escapes through a leak, it pyrolyzes in air to form a solid oxide that is far less dangerous than a vapor. An additional factor affecting this comparison is the pyrolysis temperature. Clearly, lower pyrolysis temperatures allow greater flexibility in the use of the precursors for low-temperature growth. In addition, more efficient pyrolysis at normal growth temperatures will result in easier control of solid composition and more uniform compositional uniformity. The pyrolysis characteristics of a number of As precursors are compared in Figure 5.16. The only molecules at a severe disadvantage from this point of view are both the hydrides and the methylsubstituted hydrides. TEP also appears to be unacceptable from this point of view. Considering all factors, as summarized in Tables 4.6, 4.7, and 4.8, TBP appears to be the optimum choice as a PH3 replacement. In the future, the purity must be improved still further, especially regarding oxygen, and the cost must be further reduced. These improvements are ultimately expected to lead to a nearly complete replacement of PH3. The leading candidates for replacement for ASH3 are undoubtedly TBAs and EAs. The hydrides have been replaced by TBAs and TBP in an Aixtron commercial system for the growth of GalnAsP and AlGalnP with excellent results [144]. The organometallic group V precursors were suitable for growth at lower temperatures and V/III ratios, resulting in a factor of 8 reduction in group V source usage. The purity and electrical and optical properties, as well as the uniformity, were all found to be unaffected by the change. A novel alternative to the replacement of arsine by a safer precursor has appeared in the last few years. If the quantity of arsine and the rate of release in the event of an accident were reduced, arsine might remain as an attractive As precursor, although this ignores other favorable attributes of TBAs or EAs. For example, TBAs has the advantage of a lower pyrolysis temperature and an enhanced carbon-removing capability. Two ways of reducing the hazard associated with ASH3 use are (1) generation of arsine in the OMVPE reactor at a rate just sufficient to supply the growth operation and (2) storage of ASH3 in a way that would not allow a sudden release. ASH3 can be generated in the hood housing the reactor using a number of techniques. Buckley et al. [145] used an electrochemical technique using an arsenic cathode in an aqueous electrolyte. InGaAs/InP test structures were reported to give results similar to those from layers produced using ASH3 from a tank. It
^90
4
Source Molecules
would appear that without stringent precautions, oxygen and other contamination would be a problem for Al-containing materials, although high-purity GaAs and GaAs/AlGaAs quantum-well structures have also been produced using this approach [146]. Hummel et al. [147] also demonstrated high-quality GaAs, AlGaAs, and GalnAs grown using an arsine generator based on the use of KAsH^ and water, with appropriate trapping using a molecular sieve to remove the water and oxygen to the 10-ppb level. ASH3 can also be generated by using a hydrogen plasma to etch arsenic. This approach has been found to result in unacceptable levels of carbon contamination [148]. Similar schemes can be used for the production of PH3andstibine, SbH3. The storage of ASH3 and PH3 in the microcavities of synthetic zeolites can also be used to prevent a catastrophic release of the toxic materials in an accident [149]. The materials are released by heating. For example, ASH3 is completely released by heating to 190°C. Preliminary data indicate that high-quality GaAs and AlGaAs can be grown by OMVPE using ASH3 stored in this manner.
4.4.2 Sb Precursors The Sb precursor molecules have not been studied as extensively as the As and P precursors, because of their more limited commercial importance. However, the use of antimonides for infrared lasers and detectors and Hall effect sensors has gained increasing importance in recent years. SbH3 is not widely used for OMVPE growth owing to its instability; it decomposes during storage at room temperature. It has been used, but only when generated in the OMVPE apparatus, as described earlier [150]. Early OMVPE growth of Sb-containing III/V semiconductors used mainly trimethylantimony (TMSb), because of its useful vapor pressure (listed in Table 4.7) and ready availability. Two problems with TMSb are that it requires relatively high temperatures of over 400° C for efficient pyrolysis [151], as seen in Figure 5.24, where the decomposition temperatures of several Sb precursors are compared, and it often adds carbon contamination to the epitaxial layers, as for TMAs, owing to the presence of three methyl radicals. TESb has been used for the OMVPE growth of the antimonides [152]; however, the low vapor pressure of 2.9 Torr at 20°C limits its usefulness. The need to grow some low-band-gap antimonides at temperatures as low as 275° C [153] as well as the desire to produce Al-containing antimonides not highly contaminated with carbon [154] have led to recent interest in novel Sb precursors. Two of the first precursors to be studied were trivinylantimony (TVSb) [155] and triallylantimony (TASb) [156]. The decomposition versus temperature characteristics are included in Figure 5.24. The TVSb is too stable for growth at low temperatures, and the TASb is too labile. It apparently decomposes slowly during storage at room temperature.
4.4
Group V Sources
191
Triisopropylantimony (TIPSb), which decomposes at relatively low temperatures because of the weaker /-propyl-Sb bond strength (see Fig. 5.24), has been used for the OMVPE growth of InSb at temperatures as low as 300°C [157, 158]. However, the extremely low vapor pressure of 0.5 Torr at 23° C severely limits its usefulness for practical applications. A somewhat more suitable Sb precursor is tertiarybutyldimethylantimony (TBDMSb), (C4H9)(CH3)2Sb [159]. It has an acceptable vapor pressure of 7.3 Torr at 23°C. The weaker r-butyl-Sb bond allows pyrolysis at lower temperatures than for TMSb, as seen in Figure 5.24. This allows growth to temperatures as low as 350°C, approximately 100°C lower than for TMSb. Growth temperatures are also approximately 50°C lower than for TIPSb. Carbon is a donor in InSb; thus, the background electron concentration is a measure of carbon contamination. Low background electron concentrations of the order of 10'^ cm""^ are obtained for growth near 424°C using TBDMSb, with increasing values at lower growth temperatures. High growth efficiencies indicate the absence of parasitic reactions with TMIn during the growth of InSb. Even lower pyrolysis temperatures of approximately 200° C are obtained for another newly developed Sb precursor, diisopropylantimonyhydride (DIPSbH, (C3H7)2SbH). This molecule has a vapor pressure of 7.9 Torr at 25°C [160]. The presence of an H-Sb bond promises advantages due to the formation of CH4 from CH3 radicals on the surface from pyrolysis of the group III precursor(s). Unfortunately, the pyrolysis mechanism precludes this process [161], and the layers of InSb produced have much higher carbon contamination levels than measured for the other precursors, TIPSb and TBDMSb [162]. In some ways the most promising precursor for the low-temperature growth of the antimonides is trisdimethylaminoantimony (TDMASb, (CH3)2N)3Sb), an analog of the very successful As and P precursors described earlier. A major drawback is the low vapor pressure of 0.75 Torr at 20° C. It has been used for the growth of InSb layers by OMVPE using TMIn at temperatures as low as 275° C using V/III ratios of near unity, with no excess carbon contamination [163]. The N(CH3)2 radicals are extremely active. They are found to produce etching in GaSb under UHV conditions [164]. Etching of GaAs using TDM A As has also been reported under UHV conditions [ 165].
4.4.3 N Precursors The nitrides of Al, Ga, and In have, in recent years, become the most important materials for light-emitting diodes in the visible region of the spectrum from the green to the blue, as discussed in Chapters 8 and 10. They are also potentially important for blue lasers as well as for high-power and high-temperature electronic switching devices. These materials are typically grown by OMVPE using conventional group III precursors with NH3 as the nitrogen precursor. However,
192
4 Source Molecules
they are relatively difficult to produce with the high quality required for minority carrier devices. This is, in part, due to the high volatility of nitrogen combined with the requirement for high growth temperatures due to the large bond strengths. Another factor necessitating growth temperatures of approximately 1,000°C is the high stability of the NH3. It decomposes only 15% at 950°C, even when catalyzed by GaN [166]. For an Si02 surface, the value of T50 is >1,200°C. The combination of high growth temperatures and high nitrogen volatility leads to high concentrations of N vacancies in GaN [167]. This is often cited as the reason that the early GaN epitaxial layers contained high background n-type concentrations of greater than 10''^ cm""^ [168]. The thermodynamically motivated approaches to reducing the nitrogen vacancy concentrations are the use of lower growth temperatures and higher atomic nitrogen concentrations in the nutrient vapor phase. An even more severe problem with the use of such high-growth temperatures is the difficulty in producing the GaInN layers required in the photonic devices [169]. Increasing the In content of the alloy leads to a dramatic increase in the equilibrium N pressure, as shown in Figure 8.35. Solution of this problem will probably require a reduction of the growth temperature to 800° C or lower. Lowering of the growth temperature requires alternate nitrogen precursors that pyrolyze at temperatures well below 1,000°C. Hydrazine (N2H4) is an attractive N precursor because it contains no carbon atoms to be incorporated into the solid, and the hydrogen atoms are potentially beneficial for removal of the alkyl radicals (from the group III precursors) from the surface. It decomposes at temperatures as low as 400°C, considerably lower than temperatures required for NH3, because of the weaker N-N bond [170], thus making it suitable for growth at temperatures well below the 1,000°C required for NH^. It also has a favorable vapor pressure of approximately 10 Torr at 18°C, as indicated in Table 4.7. It is a toxic material, although it is somewhat safer than the As and P hydrides, as indicated in Table 4.6. Hydrazine, a rocket fuel, is also explosive. Hydrazine has been used for the OMVPE growth of GaN and AIN [170, 171]. Epitaxial layers were grown using the trimethyl-group III alkyls at temperatures in the range from 425° to 960°C, much lower than those required for the growth of GaN and AIN using NH3 with V/III ratios as low as 10. Adduct formation between hydrazine and the group III precursors was observed. The layers were found to be contaminated with both oxygen and carbon. The oxygen was attributed to incomplete purification of the hydrazine and the carbon from the incomplete decomposition of the adduct. The hazard associated with the toxicity and explosiveness of hydrazine makes its use in a production environment unlikely. This has fostered the search for less hazardous analogs. Replacement of one H by a methyl group reduces the explosiveness, although the toxicity of the resultant monomethylhydrazine (MMHy) appears to be similar, as indicated in Table 4.6. Pyrolysis of this precursor is 50%
4.4
Group V Sources
193
complete in an ersatz reactor at a temperature of 500°C, much lower than for NH3 [172]. The pyrolysis data for several nitrogen precursors are compared in Chapter 5. MMHy has been used for the OMVPE growth of cubic GaN [173]. Unsymmetric dimethylhydrazine (H2N2 (CH3)2, 1,1 DMHy) is a considerably safer alternative to hydrazine. It has a vapor pressure of 157 Torr at 25° C and pyrolyzes at temperatures considerable lower than for NH3. For example, in an ersatz reactor, pyrolysis is 50% complete at 420° C [174]. Pyrolysis for DMHy alone occurs via unimolecular processes yielding CH4, NH3, N2, and CjH^ [174]. More importantly for OMVPE growth, the onset of copyrolysis with TMGa occurs at 400°C via an adduct mechanism. At 650°C and a V/III ratio of 150 in an H2 ambient, this combination yields GaN, although a small amount of carbon was also observed. The mechanism is not entirely clear, although pyrolysis of the adduct produces considerable quantities of CH4 and H2. Experiments in a deuterium ambient indicate that this occurs via the production of CH3 and H radicals. DMHy has been used for the CBE and OMVPE growth of both cubic and hexagonal GaN, depending on the substrate used [175]. Systematic studies of the effects of the OMVPE growth parameters using TMGa + DMHy [176, 177] indicate that high-quality GaN can be grown at much lower temperatures than are required for NH3 with relatively low V/III ratios. However, relatively high (>10^^ cm"'') levels of oxygen and carbon were observed, both of which are associated with the use of DMHy. Furthermore, Kobayashi et al. [178] suggest that this precursor combination cannot be used for atmospheric-pressure growth of GaN. However, this may be a function of the exact reactor geometry. As discussed in Chapter 8, AlGaInN alloys are successfully grown by atmospheric pressure OMVPE, but only using a special two-flow reactor. DMHy has also been successfully used for the addition of N to GaAs by atmospheric-pressure OMVPE [179]. N concentrations as high as 3% were reported for a relatively low growth temperature of 500° C. The nitrogen concentration was observed to decrease with increasing temperature, presumably because of the increasing vapor pressure of nitrogen. This would be consistent with the behavior of volatile dopants discussed in Section 2.4.3. It is for this reason that DMHy is a much better precursor for such applications than NH3, which decomposes appreciably only at much higher temperatures. Similar behavior was observed for the growth of N-doped GaP [180]. These authors also observed an increase in N incorporation with increasing growth rate, suggesting a kinetic limitation on dopant incorporation. As discussed in Chapter 8, the N concentration also decreases as In is added to the GaAs, presumably due to the greater volatility of N bonded to In at the surface. Because of the low pyrolysis temperature of DMHy, it is also a good precursor for N doping of 11/VI semiconductors, which are grown at much lower temperatures than for the III/V semiconductors, as discussed in Chapters 7 and 8. For
194
4 Source Molecules
growth of ZnSe at 450° C, high N concentrations were obtained using DMHy [181]. Doping levels were twenty times higher than for NH3. Again, increasing the growth temperature was observed to dramatically decrease N incorporation. A potentially less hazardous precursor, phenylhydrazine, has also been explored for the growth of GaN [182]; however, the vapor pressure of 0.03 Torr at room temperature is far too low to be acceptable. Tertiarybutylhydrazine appears to be much more promising [183]. Hydrogen azide, or hydrazoic acid (HN3), has also been successfully used for the OMVPE growth of GaN in a low-pressure reactor [184]. This precursor is attractive because it has a high vapor pressure (the boiling temperature is 37° C) and decomposes at approximately 300°C to yield HN radicals with two dangling bonds, a potentially good source of atomic nitrogen, and N2. However, it is highly toxic and potentially explosive [185]. The singly alkyl-substituted hydrides would appear to be a promising class of nitrogen precursors, since they might be expected to behave similarly to the TB As and TBP precursors so successfully used to substitute for the hydrides for the OMVPE growth of conventional III-V semiconductors. The N precursor tertiarybutylamine ((C4H9)NH2 or TBAm) has a convenient vapor pressure of 340 Torr at 25°C, a low toxicity, and is stable [186]. As shown in Figure 5.23, it has a value of TgQ of 680° C. It has been successfully used for the nitrogen doping of various semiconductors, indicating that it decomposes to give atomic N. Fujita et al. [187] grew N-doped ZnSe at temperatures of 330°-390°C by OMVPE. They report nitrogen concentrations exceeding 10'^ cm~\ Wakahara et al. [188] used TBAm for the OMVPE growth of N-doped AlGaP with concentrations as high as 10^^ cm"^ at a growth temperature of 720°C. Jones et al. [183] and Rushworth et al. [186] demonstrated the growth of AIN using either TBAm or isopropylamine combined with TMAl. The deposition apparently occurs via the in situ formation of an adduct between the Al and N precursors, as for the growth of GaN from TMGa and NH3 [189]. Unfortunately, very high carbon contamination levels were observed in the AIN layers. The carbon was presumed to come from the methyl radicals in TMAl [183] or from breakdown of the r-butyl radical at the relatively high temperatures needed for epitaxial growth [186]. Replacement of the TMAl by TTBAl led to no reduction in the level of carbon contamination [190], indicating that the latter may be the correct interpretation. The use of TBAm for the growth of GaN has proven unsuccessful. Rushworth et al. [186] attempted the growth of GaN at 700°C using this precursor with a V/III ratio of 100 in an atmospheric pressure OMVPE reactor. Only Ga droplets were deposited. This was attributed, without experimental justification, to the weaker Lewis acidity of TMGa, which allows dissociation of the adduct in the vapor, leading to the pyrolysis of TMGa to form Ga. Beaumont et al. [191] also attempted to grow GaN using TBAm by atmospheric-pressure OMVPE using
4.5
Group VI Precursor Molecules
195
TMGa at a temperature of 1,050°C. They observed no GaN deposition but rather deposition of a layer consisting mosdy of carbon. They attributed the results to the thermodynamic lack of stability of GaN under these conditions. Liu et al. [192] investigated the copyrolysis of TBAm and TMGa and found that the adduct formed dissociates at the temperatures used for growth, resulting in the formation of Ga droplets. The lower stability of the TBAm-TMGa adduct, as compared with the TBAm-TMAl adduct, apparently explains the observations that AIN can be grown using TBAm while GaN cannot. In a He ambient they observed a large amount of carbon, due to the decomposition of the r-butyl radical at high temperatures. Fortunately, this does not occur at the lower temperatures used for the OMVPE growth of the arsenides and phosphides. Otherwise TBAs and TBP would not be such effective precursors. An overview of other N precursors potentially useful for OMVPE growth can be obtained by reading a number of review papers [183, 185, 186]. The potential precursors include adducts and complex molecules providing both the group III and group V elements from a single precursor. This approach has also been used for conventional III/V semiconductors without much success to date. It is difficult to be optimistic about these precursors, since growth would require an independent source of the group V constituent(s) to control the solid stoichiometry and dopant incorporation, as described in detail in Chapter 2. Clearly, the design of the optimum N precursor for the growth of the III/V nitrides is tricky. The precursor must decompose at temperatures of 800° C and above. The alkyls must be stable at these relatively high temperatures (i.e., they must not decompose to give carbon in the layers). In addition, growth apparently occurs via adduct formation. Thus, adducts with the group III source(s) must be formed with just the right stability, so the pyrolysis pathway gives the desired semiconductor.
4.5
Group VI Precursor Molecules
The group VI precursor molecules are naturally divided into two categories, according to the 11/VI compounds being produced. The Te compounds form a category by themselves owing to the significance of the small-band-gap alloy HgCdTe. Thus, the Te compounds will be discussed separately. The other 11/VI application is for high-band-gap materials such as ZnS and ZnSe for visible lightemitting devices. Thus, the S and Se sources will form the other major category in this discussion.
4.5.1 Te Precursors The early HgCdTe layers were grown using DETe [6]. DETe is reported to pyrolyze homogeneously at temperatures in excess of 410°C, approximately 70°C
196
4
Source Molecules
lower than DMTe. The simultaneous presence of DMCd (or Cd metal [13]) reduces the pyrolysis temperature by approximately 100°C. Hg has little or no effect on the pyrolysis temperature. Thus, a problem with HgCdTe growth is the disparity in growth temperature for the two compounds alone. The optimum temperature for CdTe growth is nearly 100°C lower than the minimum temperature for HgTe growth, which is approximately 410°C. These high growth temperatures are also deleterious for the growth of heterostructures and superlattices, since the self-diffusion coefficients are high in the 11/VI compounds at 400°C. For very thin quantum-well structures, temperatures as low as 200° C may be necessary. Additional problems are related to defects in the epitaxial layers. Since the enthalpy of formation of vacancies and other native defects is quite low in 11/VI semiconductors, even a growth temperature of 400° C results in the creation of undesirable point defects. Autodoping from the foreign substrates, which are typically required because of the lack of suitable 11/VI compounds as bulk crystals, is also exacerbated at higher growth temperatures. On the other hand, since the use of elemental Hg as the group II source is common, the walls must be heated to avoid Hg condensation. This requires that the Te source be stable at temperatures of approximately 150°-175°C. Incidentally, for the II/VI semiconductors, the more volatile group II element is frequendy present at higher partial pressures than the group VI element. In this case, the growth rate is a linear function of the molar flow rate of the group VI precursor. This is opposite to the conditions for the OMVPE growth of the III/V semiconductors where the more volatile anion is normally present in excess. Since the basic problem with OMVPE growth of HgCdTe is related to the stability of the Te source, DETe in early studies, considerable activity has been directed at producing suitable alternate Te precursors that pyrolyze at lower temperatures. Several of these compounds are listed in Table 4.9. Each will be discussed briefly. Hoke and Lemonias [193] report the use of ditertiarybutyltelluride (DTBTe) as a lower temperature Te source. Since n^ = 3 for the r-butyl radical, the bond strength is weakened, as compared with the DMTe, as discussed earlier. DTBTe is a liquid at room temperature with an unfavorably low vapor pressure of 4 Torr at 40°C. At temperatures above 320°C, it is efficiently cracked, which allows HgTe growth at rates as high as 25.5 fim/h using elemental Hg as the group II source. At lower temperatures the growth rate becomes limited by the kinetics of DTBTe pyrolysis. The measured activation energy is 24 kcal/mol. CdTe and HgTe have been grown at approximately 250° C, and HgCdTe has been grown at 270°C, to date the lowest reported temperature for pyrolytic OMVPE growth of these materials. The same authors [194] also explored the growth of HgTe using diisopropyltelluride (DIPTe). Since n^^l for this molecule, the stability is somewhat higher than for DTBTe. This results in growth rates an order of magnitude lower. The
4.5
Group VI Precursor Molecules
Table 4.9
197
Properties of tellurium organometallic precursors
Vapor Pressure *
Melting Point (°C)
Boil ing Point CO
a
-10
92(82) 220
7.97 6.94
1,865 2,200
DETe^ 136- 138 DHTe (solid at RT) (2,5-dihydrotellurophene, C4H^Te) DIPTe 49 DTBTe
7.99 12
2,093 3,596
8.288 4.727
2,309 1,323
8.146
2,196
8.288
2,309
7.308
2,125
Precursor DMTe^ DMDTe'
MATe (methylallyltelluride, C4H8Te;) DIPTe t sublimes at 49 (14 Torr) DNPTe DATe (diallyltelluride, C3H5)2Te DNBTe
h, K
p(Ton)/TCC) 40.6/20 0.26/23^ 1.4/50 7.08/20 0.85/251' 2.6/20 4/40'^ 10.8/85 25/421* 4.5/20 4.65/30 2.0/30^3.0/45^ 1.1/20 < 1/40'^ (est.)
*\og(p[ToTr]) = a - b/T. ^Stable to air and water. ^Kiskeretal. [203]. ^^Jones [10]. '^Hokeetal. [5].
growth process is thermally activated over the entire temperature range studied with an activation energy judged to be similar to that for DTBTe. The use of di-n-propyltelluride (DNPTe) produces essentially the same HgTe growth rate as for DETe, since n^ = \ for both molecules. Figure 4.13 [5] allows a comparison of the growth rates of HgTe using various Te precursors. DIPTe has become the standard precursor used to grow HgCdTe [195]. Lichtmann et al. [196] used another new source, 2,5-dihydrotellurophene (DHTe), to grow CdTe at temperatures as low as 250° C. DHTe is a solid at room temperature with a very low vapor pressure measured to be approximately 0.1 Torr at 300° K. At a sublimer temperature of 10° C, the vapor pressure is sufficient to give a growth rate of approximately 0.1 /xm/min at an H2 carrier gas flow rate of 1 1/min. The source was found to be stable during room temperature storage and operation. Lichtmann et al. used II/VI ratios ranging from 3 to 35. The growth rate was found to be independent of temperature, indicating that the pyrolysis of DHTe was not limiting the growth rate at temperatures as low as 250° C. Another Te precursor pyrolyzing at lower temperatures is methylallyltelluride (MATe) [197]. Parsons and Lichtmann demonstrated the growth of CdTe, using
198
4
Source Molecules
190 210 230 250 270 290 310 330 350 370 390 410
GROWTH TEMPERATURE (°C)
Figure 4.13. The HgTe growth rate as a function of temperature for DETe (A), DNPTe (D), DIPTe (•), DTBTe (o), and DATe (X). For the first three compounds, the organotellurium concentration, mercury concentration, and the total flow were, respectively, 3.2 x 10"^ atm, 2.6 X 10"^ atm, and 1.8 slm^'. For DTBTe, these conditions were 2 X 10^^ atm, 5 X 10^^ atm, and 1.2 slm '. For DATe, these conditions were 1.8 X 10"^ atm, 4 X 10"^ atm, and 4 slm"'. (After W. E. Hoke etal. [5].)
DMCd and MATe, and HgTe, using DMHg and MATe. The CdTe growth rate was found to be constant at temperatures of 290° C and above, an indication of the low temperatures at which MATe pyrolyzes. This is anticipated, since the allyl radical is very stable: the C-H bond strength for the allyl radical is only 87-88 kcal/mol, even lower than the value of 91-92 kcal/mol for the r-butyl radical. The vapor pressure of the MATe was not specified, although the supplier, American Cyanamid, reports a value of 6.3 Torr at 20°C [198]. The CdTe growth rate was 30 /xm/h for a flow rate of 1 l/min. through the bubbler held at 20°C. For HgTe growth, the low temperature limit was defined by the DMHg source, which pyrolyzes only at temperatures of 320°C and above. Recent studies of Hails et al. [199] indicate problems that are expected to preclude the use of this precursor for most applications. Korenstein et al. [200] investigated diallyltelluride (DATe) for OMVPE growth of HgTe. The weak Te-C bond allows growth at temperatures as low as 180°C, giving a growth rate of 1 /im/h. The growth process was found to be thermally activated with an activation energy of 19 kcal/mol. Kisker et al. [201 ] used still another Te precursor, dimethylditelluride (DMDTe)
4.5
Group VI Precursor Molecules
199
for the low temperature growth of CdTe. The estimated vapor pressure data are given in Table 4.9. The pyrolysis of DMDTe alone does not occur at temperatures significantly below those for DMTe and DETe. Nevertheless, the addition of DMCd results in a significant lowering of the pyrolysis temperature: 30% is pyrolyzed at 250°C. This allows the growth of CdTe at rates as high as 4 /xm/h at this temperature. As with the group V and several other group VI alkyls, the presence of the cation alkyl facilitates pyrolysis. Kisker et al suggested two possible mechanisms, the insertion of Cd into the Te-Te bond and direct interaction between DMCd and a Te-containing species via formation of a Lewis acid-base complex in the vapor.
4.5.2 S and Se Precursors Problems are encountered when the highly stable, high-band-gap 11/VI compounds such as ZnS and ZnSe are grown by OMVPE using the S and Se hydrides and the dimethyl-group II sources. The hydrides are so unstable that they are known to decompose in the bottle. Thus, when they are mixed with the group II alkyls, parasitic reactions occur, such as room temperature homogeneous nucleation of 11/VI dust and wall deposits. One solution to this problem is the use of very low reactor pressures (0.1-1 Torr) where gas-phase interactions are eliminated. Fujita et al. [202] grew ZnSe using DMZn and H2Se at temperatures as low as 250° C with reactor pressures of only 0.1 Torr. The growth rate was observed to fall by approximately a factor of 3, from 7.5 to 2.5 /t/h, in going from 10 to 0.1 Torr. However, the near band edge to deep-level self-activated luminescence ratio was increased dramatically with pressure reduction. This is believed to be due to the decreased growth rate, which results in improved crystallinity and fewer point defects. Yoshikawa et al. [203] also grew ZnS and ZnSe at low pressures using DMZn and the group VI hydrides, with improved near-edge luminescence. Cockayne et al. [204] suggest that the use of low temperatures is the key to obtaining high-quality material, since at the high temperatures used for the older elemental vapor transport technique, thermodynamics favors the formation of native defects responsible for the undesirable self-activated luminescence. Another solution to the prereaction problems encountered in the growth of the high-band-gap 11/VI semiconductors is the use of more stable group VI sources such as those listed in Table 4.10, in conjunction with DMZn. The most obvious sources are simple group VI alkyl analogues of the group II, III, and V compounds discussed throughout this chapter. Mitsuhashi et al. [205] used the dimethyl- and diethyl-S and Se alkyls to grow ZnS and ZnSe without prereaction problems. The higher stability of these alkyls requires increased growth temperatures, in the range from 400° to 600° C. The growth kinetics of ZnSe using these sources combined with DMZn and DEZn will be discussed in Chapter 7. However, the salient result is that the group VI alkyls react with the H2 ambient forming the hydride.
200
4 Table 4.10
Precursor DMS DES C4H,S C4Hj^S DIPS MSH DMSe DESe C4H8Se MSeH DIPSe TBASe
Source Molecules
Properties of S and Se precursor molecules
Melting Point CC) -83 -103 -38 -96
Boiling Point CO 37 92 84 121
57 110 114.3 12^ 7.846
Vapor Pressure* /7(Torr)/rrC) 400/18.7 40/16.1 40/12.5 10/14.5 28.5/25 <23^ 223/25 22/20 40/24.1 11.9/25 2,164^
Note: Data obtained from the summaries of Mullin et al. [6] and Cockayne et al. [204] and vendor data sheets unless otherwise indicated. *log(/7[Torr]) = a - hIT. ^Fujitaetal. [208]. ^^Fujitaetal. [209]. '^Daneketal. [212].
Parasitic reactions are avoided simply because the hydrides are formed only at high temperatures within the boundary layer near the substrate during growth. Other S and Se alky Is have also been investigated [206]. S sources used were thiophene (C4H4S) and tetrahydrothiophene (C4HyS), and the Se analogue, selenophene (C4H4Se). The use of these S and Se precursors was indeed found to inhibit prereaction. However, similar to the methyl and ethyl compounds, the S and Se precursors pyrolyze only at higher temperatures, requiring growth temperatures of 500° C and above. The resulting layers were found to be structurally superior, but the need for high growth temperatures resulted in significantly more electrically active, native defects. Thus, the electrical and optical properties were inferior. Similar oxygen compounds have been used to grow ZnO. These results are summarized by Cockayne et al. [206] and will not be considered here. The combination of DEZn (or DMZn) and carbon disulfide (CS2) was also demonstrated to produce ZnS without premature reaction problems in reactors operated at reduced pressures (160-360 Torr) and temperatures between 300° and 450° C [207]. CS2 is a liquid at room temperature so is transported using flowing H2 just as for the organometallic sources. The growth characteristics led Takata et al. [207] to conclude that the growth involves the formation of H2S in situ at temperatures of 200° C. Another novel S source, methylmercaptan (CH3SH or MSH), was used with DMZn and DMSe to produce ZnS and ZnSSe epitaxial layers [208]. MSH is a
4.6
Organometallic Dopant Precursors
201
gas at room temperature so is supplied in a conventional gas cylinder (1% in H2). No gas-phase interactions were observed using this S source in an atmosphericpressure reactor. A temperature of 450° C or greater was necessary to give reasonable growth rates. Between 450° and 600°C, the growth process was thermally activated with an activation energy of 13.1 kcal/mol. The growth rates were somewhat higher than in similar experiments using DES. The activation energy using the latter source was found to be much higher, 20.3 kcal/mol. A similar Se source, methylselenol (CH^SeH or MSeH), was also found to eliminate prereaction problems in the growth of ZnSe [209]. This compound is very volatile, having a boiling point of 12°C. It pyrolyzes at lower temperatures than the Se alky Is described earlier. Growth temperatures in the 300°-400° C range were found to yield good crystallographic and morphological properties. Efforts to lower the deposition temperature for ZnSe have resulted in the use of methylallylselenide (MASe), CH3C3H5Se, and diallylselenide (DASe) [210, 211]. These precursors pyrolyze at lower temperatures than, for example, DMSe and DESe. However, their use with DMZn gave ZnSe layers containing high levels, 10^"-10^^ cm~\ of carbon contamination [212]. Carbon is not electrically or optically active but can compromise crystal quality at these levels. Due to the weak C-M bonds, the ditertiarybutyl compounds of S and Se, DTBS and DTBSe, have been successfully used for low temperature OMVPE growth. ZnSe can be grown using DTBSe at temperatures as low as 330°C, approximately 150°C lower than for DESe [212, 213]. The growth rate is plotted versus temperature for several Se precursors in Figure 7.18. The data indicate that the pyrolysis of the Se precursor is the rate-limiting step. The use of these precursors also eliminates the parasitic reaction problems, allowing the growth of alloys with good control of solid composition. The use of tertiarybutylallylselenide (TBASe) also allows OMVPE growth at 350°C, with little or no carbon contamination [212].
4.6
Organometallic Dopant Precursors
In addition to their use as sources for the host elements in compound semiconductors, organometallic molecules are also useful as dopants in both III/V and 11/VI materials as well as in Si. In III/V semiconductors, the group II and VI precursors already described are common dopants. Likewise, for the 11/VI semiconductors, the group III and group V precursors are common dopants. For crystalline and amorphous Si, TBP is used for n-type doping [214]. A thermodynamic description of doping is included in Chapter 2, and the details of dopants in particular systems are described in Chapter 8. In addition, the properties of several commonly used dopants not already discussed are listed in Table 4.11. Only the trends in the development of novel dopant precursors will be discussed here.
202 Table 4.11
4
Source Molecules
Organometallic dopants used for III/V semiconductors Vapor Pressure *
Precursor
Melting Point (°C)
Boiling Point C O
a
b, K
TMB -21.8 -161.5 7.906 1,250 TEB 95 log(p) = 7.413 - 1,544.2/(7-- 27.42) -92.9 log(/7) = 25.14 - 4 , 1 9 8 / r - 2.18 Inr 176 CpzMg (281) (C.HO.Mg 29 (MCp)2Mg (bis(methylcyclopentadienyl)magi [lesium) 110(15Torr) -12 14.496 DEBe 5,102^ 7.445 78 -54.8 TMSn 1,620 TESn
-112
179.5-181.5
249 171-173 FeCC.H,)^ (ferrocene or biscyclopentadienyli iron) 103 -25 Fe(CO), (ironpentacarbonyl)
8.9047 10.27 8.514
2,739 3,680 2,105
p (Torr)/r(°C) 13.5/0 0.03/20 0.06/20 0.25/23
32.7/0 85/18 10/73 1/33 0.01/30 6.5/0 21.6/20
Note: The data were obtained from data sheets supplied by the manufacturers unless otherwise indicated. *log(/?[Torr]) = a - bIT. ••^ N. Bottka, R. S. Sillmon, and W. F. Tseng, J. Crys. Growth 68 54 (1984).
One problem with traditional Zn precursors for the doping of III/V semiconductors is their high vapor pressures, especially for DMZn. Only a small quantity of the precursor is required to give doping quantities in the layer. One solution to this problem is to use adduct precursors of the type discussed in Section 4.2. Dimethylzinc-amine adducts have considerably reduced vapor pressures and have been used for the p-type doping of InP and GalnAs at levels up to 10'^ cm"^ [215]. In addition, high p-type doping levels frequently cannot be obtained using traditional dopants. For example, at high concentrations Zn is known to diffuse rapidly, giving nonabrupt doping profiles. Thus, for GaAs and AlGaAs, carbon is often used as a p-type dopant, especially for very high doping levels [216]. It can be incorporated at high levels and diffuses very little at normal growth and processing temperatures. However, carbon doping is less effective for In-containing semiconductors such as InP [217], GalnAs, and GalnP [218, 219]. Mg precursors, which are particularly useful for GalnP and the III/V nitrides, have been developed including cyclopentadienylmagnesium (Cp2Mg), (C5H5)2Mg [220], and bismethylcyclopentadienylmagnesium ((MCp)2Mg), (CH3C5H4)2Mg [221]. The vapor pressures of these two precursors are included in Table 4.11. Another problem with the dopant precursors for typical device structures is a memory effect; that is, abrupt changes in p-type doping level are impossible. This
References
203
is probably due to adsorption of these precursors on the walls of the tubing and reactor. Formation of an adduct between the dopant molecule and trimethylaluminum has been found to reduce the memory effect and allow the production of abrupt doping transitions [222] in the low-pressure OMVPE growth of GaAs and AlGaAs alloys. Doping levels as high as 10^^ cm~^ were obtained for growth temperatures of 700° C. The memory effect for Cp2Mg-doped GalnP is particularly strong, with a delay in the incorporation of Mg into the solid after the dopant is admitted to the system [223]. Mg also remains in the system after the Cp2Mg flow is discontinued. The use of tetraethyltin also produces highly p-type InP and Gain As layers without severe memory effects [224]. Iron is a deep acceptor in InP Thus, Fe doping has been used to produce semi-insulating material using several precursors, including FeCCg 1^5)2 and Fe(CO)g [225, 226]. Another area of relatively recent activity is the doping of III/V semiconductors with rare earth impurities to produce tailored photon emission energies. Dopants include Yb, from Yb-fluorinated beta-diketonate [227] or trisisopropylcyclopentadienylYb [228], Er from trimethylcyclopentadienylEr or triisopropylcyclopentadienylEr [229], and Nd from trimethylcyclopentadienylNd [230]. These dopant precursors typically have very low vapor pressures. Thus, even for incorporation at doping concentrations heating of the source material, and downstream lines, to temperatures above room temperature is required.
References 1. L. Pauling, The Nature of the Chemical Bond, 3rd ed. (Cornell University Press, Ithaca, NY, 1960). 2. R. J. Gillespie, Molecular Geometry (Van Nostrand Reinhold, London, 1972). 3. H. A. Skinner, in Advances in Organometallic Chemistry, ed. F. G. A. Stone and R. West (Academic Press, New York, 1964), pp. 49-114. 4. R. T. Morrison and R. N. Boyd, Organic Chemistry, 5th ed. (AUyn & Bacon, New York, 1987). 5. W. E. Hoke, R J. Lemonias, and R. Korenstein, J. Mater Res. 3 329 (1988). 6. J. B. Mullin, S. J. C. Irvine, and D. J. Ashen, J. Cryst. Growth 55 92 (1981). 7. J. I. Davies, M- J. Parrott, and J. O. Williams, J. Cryst. Growth 79 363 (1986). 8. S. J. W. Price and A. F. Trotman-Dickerson, Trans. Faraday Soc. 53 1208 (1957). 9. A. C. Jones, J. Cryst. Growth 145 505 (1994). 10. A. C. Jones, J. Cryst. Growth 129 728 (1993). 11. P J. Wright, B. Cockayne, R J. Parbrook, A. C. Jones, R O'Brien, and J. R. Walsh, J. Cryst. Growth 104 601 (1990). 12. R O'Brian, M. A. Malik, M. Chunggaze, T.Trindale, J. R. Walsh, and A. C. Jones, J. Cryst. Growth 170 23 (1997). 13. I. Bhat, N. R. Taskar, and S. K. Ghandhi, / Electrochem. Soc. 134 195 (1987). 14. C. M. Laurie and L. H. Long, Trans. Faraday Soc. 53 1431 (1957). 15. S. J. W. Price and A. F. Trotman-Dickerson, Trans. Faraday Soc. 53 939 (1957). 16. J. D. Parsons and L. S. Lichtmann, J. Cryst. Growth 86 222 (1986). 17. G. B. Stringfellow, in Semiconductors and Semimetals, Vol. 22A, ed. W. T. Tsang (Academic Press, Orlando, 1985), pp. 209-259.
204 18. 19. 20. 21. 22. 23. 24. 25. 26.
27. 28. 29. 30. 31. 32. 33. 34. 35.
36. 37. 38. 39. 40. 41. 42. 43. 44. 45. 46. 47. 48. 49. 50. 51. 52.
4 Source Molecules T. F. Kuech, E. Veuhoff, T. S. Kuan, V. Deline, and R. Potemski, 7. Cryst. Growth 77 257 (1986). S. K. Shastry, S. Zemon, D. G. Kenneson, and G. Lambert, Appl. Phys. Lett. 52 150 (1988). R. Bhat, R O'Connor, H. Temkin, R. Dingle, and V. G. Keramidas, Inst. Phys. Conf. Ser. 63, ed. T. Sugano (Institute of Physics, London, 1982) p. 101. T. F. Kuech and R. Potemski, Appl. Phys. Lett. 47 821 (1985). C. A. Wang, / Cryst. Growth 170 725 (1997). C. Plass, H. Heinecke, O, Kayser, H. Luth, and P Balk, J. Cryst. Growth 88 455 (1988). K. W. Benz, H. Renz, I Weidlein, and M. H. Pilkuhn, / Electron. Mater 10 185 (1981). R. H. Moss and L S. Evans, J. Cryst. Growth 55 129 (1981). E. L Thrush, C. G. Cureton, J. M. Trigg, J. P Stagg, and B. R. Butler, Chemtronics 2 62 (1987); A. H. Moore, M. D. Scott, J. L Davies, D. C. Bradley, M. M. Factor, and H. Chudzynska, J. Cryst. Growth 11 19 (1986). E. L Thrush, C. G. Cureton, L M. Trigg, I P Stagg, and B. R. Butler, Chemtronics 2 62 (1987). S. S. Bose, S. L. Jackson, A. P Curtis, and G. E. Stillman, Inst. Phys. Conf. Ser 120 535 (1991). K. L. Fry, C. P Kuo, C. A. Larsen, R. M. Cohen, G. B. Stringfellow, and A. Melas, J. Electron. Mater 15 91 (1986). J. Knauf, D. Schmitz, G. Strauch, H. Jurgensen, M. Heyen, and A. Melas, J. Cryst. Growth 93 34(1988). Y. Nishikawa, S. Naritsuka, M. Ishikawa, M. Suzuki, and Y. Kokubun, J. Cryst. Growth 104 245(1990). T. Y. Wang, D. F. Welch, D. R. Scifres, D. W Treat, R. D. Bringans, R. A. Street, and G. B. Anderson, A;?/?/. Phys. Lett. 60 1007 (1992). D. M. Frigo, G. P M. van Mier, J. H. Wilkie, and A. W Gal, Appl. Phys. Lett. 61 531 (1992). C. H. Chen, C. T. Chiu, G. B. Stringfellow, and R. W. Gedridge, J. Cry^st. Growth 124 88 (1992). R. W Freer, P A. Lane, T. Martin, C. R. Whitehouse, T. J. Whitaker, G. M. Williams, A. G. Cullis, P. D. J. Calcott, K. D. Nash, H. Buchannan, A. C. Jones, and S. Rushworth, J. Appl. Phys. 19 911 (1996). K. Onuma, A. Kasahara, K. Kato, N. Aihara, and T Udagawa, J. Cry.st. Growth 107 360 (1991). M. Usuda, K. Sato, R. Takeuchi, K. Onuma, and T. Udagawa, J. Electron. Mater 25 407 (1996). G. B. Stringfellow, /. Cryst. Growth 55 42 (1981). N. Kobayashi and T Makimoto, Jpn. J. Appl. Phys. 24 L824 (1985). R. Bhat, M. A. Koza, C. C. Chang, S. A. Schwarz, and T. D. Harris, 7. Cry.st. Growth 11 7 (1986). C. R. Abernathy, A. S. Jordan, S. J. Pearton, W. S. Hobson, D. A. Bohling, and G. T. Muhr, Appl. Phys. Lett. 56 2654 (1990). M. Kamp, F. Konig, G. Morsch, and H. Luth, J. Cryst. Growth 120 124 (1992). W S. Hobson, T. D. Harris, C. R. Abernathy, and S. J. Pearton, Appl. Phys. Lett. 58 77 (1991). A. S. Grady, R. D. Markwell, D. K. Russell, and A. C. Jones, J. Cryst. Growth 110 739 (1991). W. S. Hobson, J. P van der Ziel, A. F. J. Levi, J. O'Gorman, C. R. Abernathy, M. Geva, L. C. Luther, and V. Swaminathan, J. Appl. Phys. 70 432 (1991). A. C. Jones and S. A. Rushworth, J. Cryst. Growth 106 253 (1990). V. S. Sundaram, L. M. Fraas, and C. C. Samuel, J. Electon Mater 21 1047 (1992). R. P Schneider, R. P Bryan, E. D. Jones, R. M. Biefeld, and G. R. Olbright, 7. Cryst. Growth 123 487(1992). H. Q. Hou, W G. Breiland, B. E. Hammons, R. M. Biefeld, K. C. Baucom, and R. A. Stall, 7. Electron. Mater 26 1178 (1997). S. M. Olsthoorn, F. A. J. M. Driessen, L. J. Giling, D. M. Frigo, and C. J. Smit, Appl. Phys. Lett. 60 82(1992). A. C. Jones, S. A. Rushworth, and G. W Critchlow, 7. Cryst. Growth 135 285 (1994). H. Protzmann, T. Marschner, O. Zsebok, W Stolz, E. O. Goebel, R. Dorn, and J. Lorberth, 7. Cryst. Growth 115 248 (1991).
References 53. 54. 55. 56. 57. 58. 59. 60. 61. 62. 63. 64. 65. 66. 67. 68. 69. 70. 71. 72. 73. 74. 75. 76. 77. 78. 79. 80. 81. 82. 83. 84. 85. 86. 87. 88. 89. 90. 91.
92.
205
K. Ishikura, K. Hayashi, T. Ogawa, and F. Hasegawa, Jpn. J. AppL Phys. 32 L1014 (1993). C. Plas, H. Heinecke, 0. Kayser, H. Luth, and P. Balk, J. Cryst. Growth 88 455 (1988). P. Yeo, R. Area, S. P. Watkins, G. A. Horley, P. O'Brian, and A. C. Jones, J. Electron. Mater 26 1174(1997). CRC Handbook of Laboratory Safety, ed. N. V. Steere (Chemical Rubber Co., Cleveland, Ohio, 1967). N. Irving Sax, in Dangerous Properties of Industrial Materials (Van Nostrand Reinhold, New York, 1979). G. Miller, Solid State Technology 32 59 (1989). R. M. Lum, private communication. K. L. Hess and R. J. Riccio, / Cryst. Growth 11 95 (1986). P D. Dapkus, H. M. Manasevit, and K. L. Hess, J. Cryst. Growth 55 10 (1981). T. S. Low, B. J. Skromme, and G. E. Stillman, Inst. Phys. Conf Ser 65 515 (1983). M. J. Cherng, H. R. Jen, C. A. Larsen, and G. B. Stringfellow, J. Cryst. Growth 11 408 (1986). J. Shin, K. Chiu, G. B. Stringfellow, and R. W. Gedrigde, J. Cryst. Growth 132 371 (1993). S. P. DenBaars, B. Y. Maa, P D. Dapkus, A. D. Danner, and H. C. Lee, /. Cryst. Growth 11 188(1986). C. A.Larsen, and G. B.Stringfellow, J. Cryst. Growth IS 247 (1986). A. Thon and T. F. Kuech, Appl. Phys. Lett. 69 55 (1996); A. Thon, D. Saulys, S. A. Safvi, D. F. Gaines, and T. F. Kuech, J. Electrochem. Soc. 144 1127 (1997). Y. Takahiashi, T. Soga, S. Sakai, M. Umeno, and S. Hattori, Jpn. J. Appl. Phys. 23 709 (1984). H. Heinecke, E. Veuhoff, N. Putz, M. Heyen, and P Balk, J. Electron. Mater 13 815 (1984). P Rai-Chaudhury, J. Electrochem. Soc. 116 1745 (1969). Y. Seki, K. Tanno, K. lida, and E. Ichiki, J. Electrochem. Soc. 122 1108 (1975). T. F. Kuech and E. Veuhoff, J. Cryst. Growth 68 148 (1984). M. H. Zimmermann et al., Jpn. J. Appl Phys. 35 2035 (1996). R. Bhat, J. Electron. Mater 14 433 (1985). E. Tokumitsu, Y. Kudou, M. Konagai, and K. Takahashi, J. Appl. Phys. 55 3163 (1984). H. Ishikawa, K. Kondo, S. Sasa, H. Tanaka, and S. Hiyamizu, J. Cryst. Growth 76 521 (1986). N. Putz, H. Heinecke, M. Heyen, and P Balk, J. Cryst. Growth 74 292 (1986). M. Kuck, J. A. Baumann, R. Schachter, and P. M. Raccah, private communication. M. Yoshida, H. Watanabe, and R Uesugi, J. Electrochem. Soc. 132 677 (1985). M. A. Kuck, H. S. Marek, and W. Weiner, Paper E9.26 Presented at Materials Research Society Meeting, November 31-December 3, 1988, Boston. M. Naitoh and M. Umeno, Jpn. J. Appl. Phys. 26 L1538 (1987). M. J. Cherng, R. M. Cohen, and G. B. Stringfellow J. Electron. Mater 13 799 (1984). C. B. Cooper, M. H. Ludowise, V. Aebi, and R. L. Moon, Electron. Lett. 16 20 (1980). C. P Kuo, R. M. Cohen, and G. B. Stringfellow, J. Cryst. Growth 64 461 (1983). G. B. Stringfellow and M. J. Cherng J. Cryst. Growth 64 413 (1983). C. Blaau, C. Miner, B. Emmerstorfer, A. J. SpringThorpe, and M. Gallant, Can. J. Physics 63 664(1985). A. Brauers, O. Kayser, R. Kail, H. Heinecke, P Balk, and H. Hofmann, J. Cryst. Growth 93 7 (1988). R. M. Lum, J. K. Klingert, D. W. Kisker, D. M. Tennant, M. D. Morris, D. L. Malm, J. Kovalchick, and L. A. Heimbrook, J. Electron. Mater 17 101 (1988). D. W. Vook, S. Reynolds, and L F. Gibbons, AppL Phys. Lett. 50 1386 (1987). Organometallics for Vapor Phase Epitaxy, Literature and Product Review HI (Morton International, Danvers, MA, 1995). T. Maeda, M. Hata, Y. Zempo, N. Fukuhara, Y. Matsuda, K. Sawara, and Y. Kikuzono, Paper Pl-1 Presented at the 4th International Conference on MOVPE, May 16-20, 1988, Hakone, Japan. D. M. Speckman and J. P Wendt, Appl. Phys. Lett. 50 676 (1987).
206 93. 94. 95. 96. 97. 98. 99. 100. 101. 102. 103. 104. 105. 106. 107. 108. 109. 110. 111. 112. 113. 114. 115. 116. 117. 118. 119. 120. 121. 122. 123. 124. 125. 126. 127. 128. 129. 130.
4
Source Molecules
M. Hata, Y. Zempo, N. Fukuhara, K. Sawara, and T. Maeda, Paper E-4, Electronic Materials Conference, Santa Barbara, California, June 1987. R. M. Lum, J. K. Klingert, A. S. Wynn, and A. G. Lambert, AppL Phys. Lett. 52 1475 (1988). C. H. Chen, E. H. Reihlen, and G. B. Stringfellow, J. Cryst. Growth 96 497 (1989). R. Bhat, M. A. Koza, and B. J. Skromme, AppL Phys. Lett. 50 1194 (1987). R. M. Lum, J. K. Klingert, and D. W. Kisker, Paper Ol, presented at the Electronic Materials Conference, Boulder, CO, June 1988. CVD News 2(16) (Morton Thiokol, Inc., Woburn MA, November 1988 ). D. M. Speckman and J. P. Wendt, talk presented at the US Workshop on OMVPE, Monterey, CA, October 1989. T. Kachi, H. Ito, and S. Terada, J. Appl. Phys. 68 3750 (1990). R. M. Lum, J. K. Klingert, and M. G. Lamont, J. Cryst. Growth Paper PI-3, presented at the 4th International Conference on MOVPE, May 16-20, 1988, Hakone, Japan. D. M. Speckman and J. P Wendt, J. Cryst. Growth 105 275 (1990). R. J. Egan, T. L. Tansley, V. W L. Chin, J. Cryst. Growth 147 19 (1995). C. A. Larsen, C. H. Chen, M. Kitamura, G. B. Stringfellow, D. W. Brown, and A. J. Robertson, Appl. Phys. Lett. 48 1531 (1986). C. H. Chen, C. A. Larsen, G. B. Stringfellow, D. W. Brown, and A. J. Robertson, J. Cryst. Growth 11 11 (1986). C. H. Chen, C. A. Larsen, and G. B. Stringfellow, Inst. Phys. Conf. Ser 83 75 (1987). C. H. Chen, D. S. Cao, and G. B. Stringfellow, 7. Electron. Mater 17 67 (1988). H. Protzmann, Z. Spika, B. Spill, G. Zimmermann, W Stolz, and E. O. Gobel, J. Electron. Mater 25 443(1996). R. R. Saxena, J. E. Fouquet, V. M. Sardi, and R. L. Moon, Appl. Phys. Lett. 53 304 (1988). S. R. Kurtz, J. M. Olson, and A. Kibbler, J. Electron. Mater 18 15 (1989). T.Imori, T. Ninomiya, K. Ushikubo, K. Kondoh, and K. Nakamura, Appl. Phys. Lett. 59 2862 (1991). R. Beccard, G. Lengeling, D. Schmitz, Y. Gigase, and H. Jurgensen, J. Cryst. Growth 170 97 (1997). A. L. Holmes, M. E. Heimbuch, and S. P DenBaars, A/?/?/. Phys. Lett. 63 3417 (1993). T. Izumiya, H. Ishikawa, and M. Mashita, / Cryst. Growth 145 153 (1994). R. Hovel, N. Brianese, A. Brauers, M. Zimmer, M. Hostalek, and L. Pohl, / Cryst. Growth 107 355(1991). C. H. Chen, C. A. Larsen, and G. B. Stringfellow, App/. Phys. Lett. 50 218 (1987). C. A. Larsen, N. I. Buchan, D. S. Li, and G. B. Stringfellow, J. Cryst. Growth 94 663 (1989). M. Mizuta, S. Kawata, T. Iwamoto, and H. Kukimoto, Jpn. J. Appl. Phys.llf L283 (1984). R. K. Lum, J. K. Klingert, and M. G. Lamont, App/. Phys. Lett. 50 284 (1987). G. Haacke, S. P Watkins, and H. Burkhard, J. Cryst. Growth 107 342 (1990). S. P Watkins and G. Haacke, Appl. Phys. Lett. 59 2263 (1991). S. P Watkins, D. M. Brake, and G. Haacke, / Appl. Phys. IS 2952 (1994). M. Mashita, H. Ishikawa, T. lumiya, J. Cry.st. Growth 155 164 (1995). S. P Watkins, C. A. Tran, R. Ares, and G. Soerensen, Appl. Phys. Lett. 66 882 (1995). Private communication, American Cyanamid Company. C. R. Abernathy, P W Wisk, S. J. Pearton, F. Ren, D. A. Bohling, and G. T. Muir, J. Cryst. Growth 124 64 (1992). C. R. Abernathy, P W. Wisk, D. A. Bohling, and G. T. Muhr, Appl. Phys. Lett. 60 2421 (1992). A. Brauers, J. Cryst. Growth 107 281 (1991); C. R. Abernathy, P W. Wisk, D. A. Bohling, and G. T. Muhr, Appl. Phys. Lett. 60 2421 (1992). M. H. Zimmermann, R. Hovel, W Brysch, A. Brauers, and P Balk, J. Cryst. Growth 107 348 (1991). G. Zimmermann, H. Protzmann, T. Marschner, O. Zsebok, W. Stolz, E. O. Gobel, P. Gimmnich, J. Lorberth, T. Filz, P Kurpas, and W Richter, J. Cryst. Growth 129 37 (1993).
References 131. 132. 133. 134. 135. 136. 137. 138. 139. 140. 141. 142. 143. 144. 145.
146. 147. 148. 149. 150. 151. 152. 153. 154. 155. 156. 157. 158. 159. 160. 161. 162. 163. 164. 165. 166.
207
A. Rudra, J. F. Carlin, M. Proctor, and M. Ilegems, J. Cryst. Growth 111 589 (1991). D. Ritter, M. Keidler, and H. Heinecke, J. Cryst. Growth 188 152 (1998). A. Ougazzaden, R. Mellet, Y. Gao, K. Rao, and A. Mircea, in Proceedings of the 4th International Conference InP and Related Material, (Newport RI, 1992), p. 36. V. Souliere, R Abraham, J. Bouix, M. R Berthet, Y. Monteil, A. M. Pougnet, R. Mellet, A. Ougazzaden, and A. Mircea, J. Cryst. Growth 124 93 (1992). A. Chin, R Martin, U. Das, J. Mazurowski, and J. Ballingall, AppL Phys. Lett. 61 2099 (1992). M. Geiger, D. Ottenwalder, F. Scholz, M. Glanz, C. Recker, J. Winterfeld, and H. Schumann, J. Cryst. Growth 169 625 (1996). N. Y. Li, H. K. Dong, W. S. Wong, and C. W. Tu, / Cryst. Growth 164 112 (1996). C. R. Abernathy, D. A. Bohling, G. T. Muhr, and R W. Wisk, Mat. Res. Soc. Proc. 340 161 (1994). L. R Sadwick, C. W. Kim, H. H. Ryu, C. W. Hill, G. B. Stringfellow, R. W. Gedridge, and A. C. Jones, Mat. Res. Soc. Proc. 340 167 (1994). H. H. Ryu, L. R Sadwick, G. B. Strmgfellow, R. W. Gedridge, and T. J. Groshens, J. Cryst. Growth 111 1 (1997). C. W. Hill, Ph.D. diss.. Department of Materials Science and Engineering, University of Utah, Salt Lake City, 1997. C. W. Hill, G. B. Stringfellow, and L. R Sadwick, J. Cryst. Growth 181 321 (1997). J. C. Garcia, J. Cryst. Growth 188 343 (1998). R. Becard, G. Lengeling, D. Schmitz, Y. Gigase, and H. Jurgensen, J. Cryst. Growth 170 97 (1997). D. N. Buckley, C. W. Seabury, J. L. Valdes, G. Cadet, J. W. Mitchell, M. A. DiGiuseppe, R. C. Smith, J. R. C. Filipe, R. B. Bylsma, U. K. Chakrabarti, and K. W. Wang, Appl. Phys. Lett. 57 1684(1990). J. R van der Ziel, X. Tang, and R. Johnson, Appl. Phys. Lett. 71 791 (1997). S. G. Hummel, Y. Zou, C. A. Beyler, R Grodzinski, R D. Dapkus, L V. McManus, Y. Zhang, B. J. Skromme, and W. L Lee, Appl. Phys. Lett. 60 1483 (1992). B. G. Philstrom, T. Y Sheng, L. R. Thompson, and G. L Collins, J. Electron. Mater 21 277 (1992). R. S. Sillmon and J. A. Freitas, Appl. Phys. Lett. 56 174 (1990). R. J. Menna, D. R. Capewell, R. U. Martinelli, W Ayers, R. Moulton, J. Palmer, and G. Olsen, J. Cryst. Growth 141 310 (1994). C. A. Larsen, S. H. Li, and G. B. Stringfellow, Chem. Mater 3 39 (1991). R. M. Biefeld and G. A. Hebner, Appl. Phys. Lett. 57 1563 (1990). K. Y. Ma, Z. M. Fang, R. M. Cohen, and G. B. Stringfellow, J. Appl. Phys. 70 3940 (1991). C. H. Chen, Z. M. Fang, G. B. Stringfellow, and R. W. Gedridge, Appl. Phys. Lett. 58 2532 (1991). C. A. Larsen, G. B. Stringfellow, and R. W Gedridge, Chem. Mater 3 96 (1991). S. H. Li, C. A. Larsen, G. B. Stringfellow, and R. W. Gedridge, J. Electron. Mater 20 457 (1991). C. H. Chen, Z. M. Fang, G. B. Stringfellow, and R. W Gedridge, J. Appl. Phys. 69 7605 (1991). G. T. Stauf, D. K. Gaskill, N. Botka, and R. W Gedridge, Appl. Phys. Lett. 58 1311 (1991). C. H. Chen, G. B. Stringfellow, D. C. Gordon, D. W. Brown, and B. A. Vaarstra, Appl Phys. Leff. 61204(1992). C. W. Hill, M. Tao, R. W. Gedridge, and G. B. Stringfellow, J. Electron. Mater 23 447 (1994). Y. S. Chun, G. B. Stringfellow, and R. W Gedridge, /. Electron. Mater 25 1539 (1996). J. Shin, K. Chiu, G. B. Stringfellow, and R. W Gedridge, J. Cryst. Growth 132 371 (1993). J. Shin, A. Verma, G. B. Stringfellow, and R. W. Gedridge, J. Cryst. Growth 143 15 (1994). K. Yamamota, H. Asahi, T. Hayashi, K. Asami, and S. Gonda, J. Cryst. Growth 164 117 (1996). N. Y. Li, H. K. Dong, W S. Wong, and C. W. Tu, J. Cryst. Growth 164 112 (1996). S. Liu and D. A. Stevenson, I Electrochem. Soc. 125, 1161 (1978).
208
4
Source Molecules
167. D. W. Jenkins, J. D. Dow, and M. H. Tsai, J. Appl Phys. 72 4130 (1992). 168. H. P. Maruska and J. Tietjen, J. Appl Phys. 15 327 (1969). 169. G. B. Stringfellow, in High Brightness LEDs, Vol. 48, ed. G. B. Stringfellow and M. G. Craford (Academic Press, Boston, 1997). 170. D. K. Gaskill, N. Bottka, and M. C. Lin, / Cryst. Growth 77 418 (1986). 171. S. Miyoshi, K. Onabe, N. Ohkouchi, H. Yaguchi, R. Ito, S. Fukatsu, and Y. Shiraki, J. Cryst. Growth 124 439 (1992). 172. R. T. Lee and G. B. Stringfellow, J. Cryst. Growth (submitted for publication). 173. H. Tsuchiya, A. Takeuchi, M. Kurihara, and F. Hasegawa, J. Cryst. Growth 152 21 (1995). 174. R. T. Lee and G. B. Stringfellow, J. Cryst. Growth, (to be published). 175. H. Okumura, S. Yoshida, S. Misawa, and E. Sakuma, J. Cryst. Growth 120 114 (1992); S. Yoshida, H. Okumura, S. Misawa, and E. Sakuma, Surf. Sci. 267 50 (1992). 176. S. Miyashi, K. Onabe, N. Ohkouchi, H. Yaguchi, R. Ito, S. Fukatsu, and Y. Shiraki, J. Cryst. Growth 124 439 (1992). 177. H. Sato, H. Takahashi, A. Watanabe, and H. Ota, A/?/?/. Phys. Lett. 68 3617 (1996). 178. Y. Kobayashi, F Scholz, and N. Kobayashi, Jpn. J. Appl. Phys. 36 2592 (1997). 179. A. Ougazzadea, Y. LeBellego, E. V. K. Rao, M. Juhel, L. Leprince, and G. Patriarche, Appl. Phys. Lett. 10 2^61 (1997). 180. S. Miyoshi, H. Yaguchi, K. Onabe, and R. Ito, Appl. Phys. Lett. 63 3506 (1993). 181. A. Yoshikawa, S. Matsumoto, S. Yamaga, and H. Kasai, J. Cryst. Growth 101 305 (1990). 182. A. C. Jones, C. R. Whitehouse, and J. S. Roberts, Chem. Vap. Deposition 1 65 (1995). 183. K. Knorr, C. Moller, J. Gottfriedson, U. W. Pohl, W. Richter, and H. Schumann, J. Cryst. Growth 195 (1998); S. Nishide, T. Yoshimura, Y. Takamatsu, A. Ichige, K. Pak, N. Oshima, and H. Yonezu, J. Cryst. Growth 189/190 325 (1998). 184. D. G. Chtchekine, L. P. Fu, G. D. Gilliland, Y Chen, S. E. Ralph, K. K. Bajaj, Y. Bu, M. C. Lin, F T. Bacalzo, and S. R. Stock, J. Appl. Phys. 81 2197 (1997). 185. D. A. Neumayer and J. G. Ekerdt, Chem. Mater 8 9 (1996). 186. S. A. Rushworth, J. R. Brown, D. J. Houlton, A. C. Jones, J. S. Roberts, and G. W. Critchlow, Advanced Materials for Optics and Electronics 6 119 (1996). 187. Y. Fujita, T. Terada, and S. Fujii, Jpn. J. Appl. Phys. 35 L923 (1996). 188. A. Wakahara, K. Hirano, T. Kanedo, and A. Sasaki, J. Cryst. Growth 145 435 (1994). 189. A. Thon and T. E Kuech, Appl. Phys. Lett. 69 55 (1996). 190. A. C. Jones, J. Auld, S. A. Rushworth, E. W. WiUiams, P W. Haycock, C. C. Tang, and G. W. Critchlow, J. Cryst. Growth 135 285 (1994). 191. B. Beaumont, M. Vaille, T. Boufaden, B. E. Jani, and P Gibart, J. Cryst. Growth 170 316 (1997). 192. Z. Liu, R. T. Lee, and G. B. Stringfellow, J. Cryst. Growth (to be published). 193. W. E. Hoke and P J. Lemonias, Appl. Phys. Lett. 48 1669 (1986). 194. W. E. Hoke and R I Lemonias, Appl. Phys. Lett. 46 398 (1985). 195. P Mitra, F C. Case, M. B. Reine, R. Starr, and M. H. Weiler, / Cryst. Growth 170 542 (1997). 196. L. S. Lichtmann, L D. Parsons, and E. H. Cirlin, J. Cryst. Growth 86 217 (1988). 197. J. D. Parsons and L. S. Lichtmann, J. Cryst. Growth 86 222 (1988). 198. American Cyanamid Company, One Cyanamid Plaza, Wayne, NJ 07470. 199. J. E. Hails, D. J. Cole-Hamilton, and W. Bell, J. Cryst. Growth 145 596 (1994). 200. R. Korenstein, W. E. Hoke, P J. Lemonias, K. T. Higa, and D. C. Harris, J. Appl. Phys. 62 4929 (1987) 20 L D. W. Kisker, M. L. Steigerwald, T. Y. Kometani, and K. S. Jeffers, Appl. Phys. Lett. 50 1681 (1987). 202. S. Fujita, Y Matsuda, and A. Sasaki, J. Cryst. Growth 68 231 (1984). 203. A. Yoshikawa, S. Yamaga, K. Tanaka, and H. Kasai, J. Cryst. Growth 72 13 (1985) 204. B. Cockayne, P J. Wright, M. S. Skolnick, and A. D. Pitt, / Cryst. Growth 72 17 (1985).
References 205. 206. 207. 208. 209. 210. 211. 212. 213. 214. 215. 216. 217. 218. 219. 220. 221. 222. 223. 224. 225. 226. 227. 228. 229. 230. 231. 232. 233.
209
H. Mitsuhashi, I. Mitsuishi, and H. Kukimoto,i. Cryst. Growth 77 219 (1986). B. Cockayne and P. J. Wright, J. Cryst. Growth 68 223 (1984) S. Takata, T. Minami, T. Miyata, and H. Nanto, J. Cryst. Growth 86 257 (1988). S. Fujita, M. Isemura, T. Sakamoto, and N. Yoshimura, J. Cryst. Growth 86 263 (1988). S. Fujita, T. Sakamoto, M. Isemura, and S. Fujita, J. Cryst. Growth 87 581 (1988). K. P. Giapis, K. F. Jensen, J. E. Potts, and S. J. Pachuta, / Electron. Mater 19 453 (1990). S. Patnaik, K. F. Jensen, and K. P Giapis, J. Cryst. Growth 107 390 (1991). M. Danek, J. S. Huh, L. Foley, and K. F. Jensen, J. Cryst. Growth 145 530 (1994). M. Heuken, J. Sollner, W. Taudt, S. Lampe, and H. Hamadeh, J. Cryst. Growth 170 30 (1997). K. Gaughan, S. Nitta, J. M. Viner, J. Hautala, and P. C. Taylor, A/?/?/. Phys. Lett. 57 2121 (1990). A. C. Jones, S. A. Rushworth, P. O'Brien, J. R. Walsh, and C. Meaton, /. Cryst. Growth 130 295(1993). N. I. Buchan, T. F. Kuech, G. Scilla, and F. Cardone, / Electrochem. Soc. 110 405 (1991). S. S. Bose, S. L. Jackson, A. P. Curtis, and G. E. Stillman, Institute Phys. Conf. Ser 120 535 (1992). M. Weyers and K. Shiraishi, Jpn. J. AppL Phys. 31 2483 (1992). S. A. Stockman, A. W Hanson, and G. E. Stillman, Appl. Phys. Lett. 60 2903 (1992). A. W. Nelson and L. D. Westbrook, / Cryst. Growth 68 102 (1984). C. Blaauw, R. A. Bruce, C. J. Miner, A. J. Howard, B. Emmerstorfer, and A. J. Springthorpe, J. Electron. Mater 18 567 (1989). A. Hatano, T. Izumiya, and Y. Ohba, J. Cryst. Growth 115 455 (1991). C. H. Chen, S. A. Stockman, M. J. Peansky, and C. P Kuo, in High Brightness LEDs, ed. G. B. Stringfellow and M. G. Craford (Academic Press, San Diego, 1997), p. 97. C. J. Pinzone, N. D. Gerrard, R. D. Dupuis, N. T. Ha, and H. S. Luftman, J. Appl. Phys. 67 6823 (1990). J. A. Long, V. G. Riggs, and W. D. Johnston, J. Cryst. Growth 69 10 (1984). J. A. Long, V. G. Riggs, A. T. MacRander, and W D. Johnston, J. Cryst. Growth 11 42 (1986). D. M. Williams and B. W. Wessels, Appl. Phys. Lett. 56 566 (1990). J. Weber, M. Moser, A. Stapor, F. Scholz, G. Horcher, A. Forchel, G. Bohnert, A. Hangleiter, A. Hammel, and J. Wiedlein, J. Cryst. Growth 100 467 (1990). J. Weber, M. Moser, A. Stapor, F. Scholz, G. Bohnert, A. Hangleiter, A. Hammel, D. Wiedmann, and J. Weidlein, J. Cryst. Growth 104 815 (1990). H. Nakagome and K. Takahei, Jpn. J. Appl. Phys. 28 L2098 (1989). G. B. Stringfellow, J. Cryst. Growth 128 503 (1993). W. L. Sutton and F. A. Patty in Industrial Hygiene and Toxicology, Vol. 2, ed. D. O. Irish and D. W Fassett (Wiley, New York, 1996). Kirk-Othmer Encyclopedia of Chemical Technology, 4th ed. Vol. 13 (Wiley, New York, 1995).
This Page Intentionally Left Blank
Kinetics
5.1
Background
The thermodynamic equilibrium concepts discussed in Chapter 2 determine the state of a closed system given very long times. However, the OMVPE process is by definition not an equilibrium process. Thus, thermodynamics defines only certain limits for the growth process—for example, the driving force, maximum growth rate, and number and compositions of the equilibrium phases (including ordered phases) in the bulk or on the surface. Thermodynamics is concerned only with the energy of the system in the initial and final, equilibrium states. Used correctly, thermodynamics gives valuable information about the OMVPE growth process. However, it is unable to provide any information about the time required to attain equilibrium, the actual steps involved in the pursuit of the lowest energy state, or the rates of the various processes occurring during the transition from the initial input gases to final semiconductor solid. These problems can only be approached in terms of kinetics. Even with a state of near-thermodynamic equilibrium at the growth interface, kinetics, in particular mass transport, controls the growth rate. In some cases the formation of certain species in the gas phase or at the interface is slow. Thus, under some conditions, such as at very low temperatures, the system cannot be usefully treated using the thermodynamic equilibrium approximation. Armed with the proper kinetic knowledge, however, we can often use the thermodynamic information by neglecting the slow-to-form species, assuming a state of "hindered" equilibrium. 211
212
5
Kinetics
The description of the kinetics of the OMVPE growth process is divided into two parts, mass transport, treated in Chapter 6, and the chemical reactions, occurring in the gas phase (homogeneous reactions) and on the surface (heterogeneous reactions), and their rates, to be discussed in this chapter. Naturally, there is a close connection between thermodynamics and kinetics, since even at equilibrium, every system is dynamic with chemical reactions occurring at a microscopic level, but with the rate of creation of each species equal to its rate of destruction. For the OMVPE growth process, the differences between the forward and reverse reaction rates for the reactions occurring at the growth interface are much smaller than the rates themselves since the growth rate is typically so small. Thus, it is frequently treated as a near-equilibrium system considering only the vapor and solid immediately adjacent to the interface. Viewed from the surface physics viewpoint of Chapter 2, this approximation can be stated in terms of the adatom populations. The population of individual atoms adsorbed on the surface during growth is nearly equal to that at equilibrium. This is experimentally verified for MBE growth, as discussed in Chapter 2, and is apparently true for CBE and OMVPE growth for common growth conditions. The basic kinetic concepts most relevant to the OMVPE growth process will be reviewed first. The reader is referred to the excellent book Thermochemical Kinetics by Sidney W. Benson [1] for a more thorough discussion of the basic ideas as well as more advanced concepts and relevant data. This is followed by an overview of the kinetic processes involved in OMVPE and then a separate treatment of the homogeneous and heterogeneous processes important to gain a better understanding of OMVPE.
5.1.1 Theory of Absolute Reaction Rates The rates of chemical reactions are described in terms of the theory of absolute reaction rates developed by Henry Eyring [2]. Basically, the theory postulates that the reactants proceed to products via formation of an activated complex. For an exothermic reaction, the products have an energy lower than the reactants, but the formation of the excited state requires extra energy, as shown schematically in Figure 5.1. The rates of both the forward and reverse reactions are equal to the product of the concentration and the rate constant, /c, which may be expressed in terms of the Arrhenius equation, k = Ae-^*'^^.
(5.1)
A is normally referred to as the preexponential factor, and £"* is the activation energy for the process. Thus, we can express the ratio of forward and reverse rate constants, Jt_|
A_,exp(-£1,//?!)•
5.1
213
Background
Reaction
Coordinate
Figure 5.1. Schematic diagram of energy versus reaction coordinate illustrating the activation energy for forward and reverse reactions and their relationship to the energy of reaction.
From Figure 5.1, the values of £* for the forward and reverse reaction are not equal, but differ by the thermodynamic enthalpy difference from initial to final states. ^H =
E:
(5.3)
^ - 1 .
At equilibrium, the rates of the forward and reverse reactions are equal; that is, n-k^ = Wf/:_!, where n represents the concentration in either the initial or final state. The ratio of concentrations in the final and initial states is determined by the equilibrium constant, ATj; thus, we can write He
-AG? RT
k.
(5.4)
where AG? is the standard Gibbs free-energy change for the chemical reaction. The rate constants can also be written in terms of the free energy of activation, AG*, and the frequency factor for the reaction, ^', k^ = ^^exp
-AG; RT
(5.5a)
^^
(5.5b)
and k_^ = p_,Qxp[
214
5
Kinetics
The relationship between the free energies of activation and the thermodynamic free energy of reaction is AG? - A G ; - AG*_,.
(5.6)
The frequency factor may be written in terms of the vibrational frequency equivalent of the thermal energy, kTlh, where k and h are the Boltzmann and Planck constants. Thus, v^ and i^_, are both approximately equal to 10'^ s~^ at room temperature. This also leads to a relation between the A factors and the entropy change for the reaction, A5?, A5? = R l n ( ^ - ^ y
(5.7)
5.1.2 Homogeneous Reactions During the OMVPE growth process, several types of reactions may occur. Reactions that occur entirely in the gas phase are termed homogeneous, and those occurring at a solid surface are heterogeneous. Normally both types of reactions will be either unimolecular, a process undergone by an energetically activated species without interaction with other species, or bimolecular, which requires the collision of two species, producing an activated complex that may then undergo a unimolecular reaction. For homogeneous unimolecular reactions, the type considered earlier, the reaction rate is proportional to the first power of the concentration of the species reacting. For a homogeneous bimolecular process, the reaction rate is the rate constant multiplied by the concentration of the complex, which is, in turn, proportional to the product of the partial pressures of the two reacting species. For one of the most important pyrolysis reactions, simple bond scission of an AB molecule or homolysis, the first-order rate constant is written kT
KB = 7^:^«-
(5.8)
K\g is the equilibrium constant for the formation of the excited transition state A5*, so it can be written in terms of the free energy of activation, KB = e~^^^''^^.
(5.9)
Thus, the rate constant may be written kT k^s = —e^^*^^ ^-^^*/'^7^.
(5.10)
This allows us to identify the preexponential factor, A, in the Arrhenius equation as kT -e^^*^^. h
(5.11)
5.1
Background Table 5.1
215 Rate constants for simple homogeneous unimolecular reactions
Reaction C.H^-^2CH, cDCH.CH, ^ cPCH. + CH, cDCH.C.H, -> O-CH, + C.H, C^Hy —> C4Hj^ + H T M I n ^ C H , + InCCH,).
In(CH3)2^CH3 + InCCH,) In(CHV)->CH, + In TMGa ^ CH, + GalCH,). GaCCH,). -^ CH, + Ga(CH,) (CHO.As -^ CH, +As(CH,), (C4Hy)PH.->C4H,+ PH, (C2H02Hg->C2H,Hg + C2H, Hg(CH3)2^CH3Hg + CH3 t-BuNO -^ t-Bu + NO Zn(CH3)2^ZnCH, + CH^ Cd(CH3)2 -^ CdCH3 + CH3
logA(s-V)
£'*(kcal/mol)
Reference
17.45 14.6 14.9 16.3 14.60 15.7 16.1 17.9 (Rapid) 10.91 15.54 17.6 7.94 15.82 17.5 15.4 15.7 15.6 13.1 14.6
91.7 70.1 68.6 43.6 43.09 47.2 48.0 54.0
1 1 1 202 203 204 205 16 205 205 17 28 17 76 87 1 34 1 34 34
38.7 59.5 64.5 35.41 62.8 63.09 45.7 57.7 36.0 51.2 52.6
The temperature equivalent vibrational frequency ranges from 10^"^°^ to 10^ s ' in the temperature range of interest here, from 300° to 800° C. The value of A will differ from this frequency factor if A^** differs from zero. As discussed by Benson, the A factor will be abnormally large for situations where the transition state is "bigger" or "looser" than AB itself and, conversely, will be smaller when the transition complex is "tighter" and "stiffer" than AB. The A factors for several homogeneous, unimolecular decomposition processes of interest here are summarized in Table 5.1. Several types of homogeneous, unimolecular reactions are commonly involved in the pyrolysis of precursors during OMVPE growth. The most common reaction for the M(CH3)^-type precursors is simple homolysis, producing methyl radicals. For precursors containing larger radicals such as ethyl, propyl, and butyl, homolysis reactions also occur; however, the /^-hydrogen elimination reactions, which produce alkenes and molecules with M-H bonds, typically have lower activation energies. The rates of these reactions are expected to increase roughly as the number of (3 hydrogens on the ligand increases, although the bond energies must also be considered. These reactions are frequently seen for the Ga and Al precursors. However, for the In precursors, the instability of the hydrides makes them thermodynamically less likely. Examples of the Arrhenius parameters for four-center /^-elimination reactions involving the r-butyl radical are listed in Table 5.2 [1]. The A factors are all in the vicinity of 10 ^"^^ l/mol-s.
5 f
216 Table 5.2
Rate constants for bimolecular and termolecular reactions
Reaction
log A*
£*(kcal/mol)
log/:
9.6t
H + H + M ^ H . + M H + D , -> HD + D CH, + D 2 - > C H , D + D C H , -H H2 ^ CH4 + H CH3 + C H 3 ^ C 2 H 6 C H , + D + M -> CH3D + M CH3 + H 4- M - ^ CH4 4- M CH3 + ASH3 - ^ CH4 + A s H . C4H9 + C4H9 —> CgH,j^ C^Hy + C4H9 —> C4H|() + C4H^ C4H9 + H2 -^ C4H]Q + H C4HC) + H —> C4H,Q C4H9 + D - > C 4 H 9 D C4H9 4- TBP ^ C4H,o + C4H9PH
10.7 8.85 ± 8.93 ± 10.54 (@ 600 (@ 600 8.77 9.0 9.4 9.3 10.5 10.6 11.8
0.2 0.4
9.4 11.9 ± 0 . 5 10.9 ± 1.0
K, 1 atm D2) K, 1 atm H2)
10.15 10.55 16.5
17
17.2
Reference 206 207 208 208 208 209 209 207 210 210 211 1 1 87
* Units - (l/moi-sec) unless otherwise specified.
The )8-eliniination reactions are less likely for anion precursors because of the lack of a suitable transition state, although evidence indicates that they occur and, in fact, may dominate the pyrolysis process. For example, the so-called ^-hydrogen elimination reaction involves donation of an H from the r-butyl radical to the As atom to form C4Hg and ASH3, as seen in Figure 5.2b. In this fourcenter reaction, four atoms and bonds are involved, the As and central C atoms as well as the H and C atoms on the participating methyl group. This type of intermediate is believed to be common for the cation precursors, where the unfilled p orbital (discussed in Chapter 4) bonds to the ^-hydrogen atom in the transition state. For the anion precursors, such as TBAs, which have no unfilled p orbital, this reaction is controversial. The interaction would presumably be between the /^-hydrogen atom and a higher-lying, unfilled d state. This would give a higher activation energy than that found for the cation precursors. A second possibility is that this reaction involves the lone pair of the As (or other anion precursor). In this case, the reaction would be more properly termed ay^-proton elimination reaction. In this case, such reactions would be expected to be less active when the lone pair is involved—for example, in formation of an adduct or in bonding to a surface. Another possible unimolecular reaction of this type sometimes mentioned in the literature is a^S-alkyl elimination reaction—for example, MR,C4H9 = MR,CH3 -h C.H^.
(5.12)
However, this type of reaction typically occurs on surfaces and is not generally observed in homogeneous pyrolysis reactions [3]. Intramolecular reactions have also been suggested. For the pyrolysis of the
5.1
Background
217 TBAs DECOMPOSITION
C4H9 / TBAs ->
I
H-As I
\l
-^ C4H^o + AsH
H
COUPUNG REACTION (a) H
/ H—C—H
/ »\ TBAs-*
Hg-As—C—CH3
-*C4H3-
CHo
8-EUMINATION REACTION
(b)
Figure 5.2. Schematic diagram showing three- and four-center reactions for the unimolecular decomposition of TBAs via the oxidative coupling (a) and /3-eHmination (b) reactions.
group V hydrides, calculations suggest that the direct production of H2 by such reactions will have a low activation energy [4]. Recent calculations have also suggested the importance of a similar intramolecular reaction during TBAs pyrolysis producing H2 and C4H9AS [5]. The pyrolysis of TBAs has also been suggested to produce AsH and C4HJQ, as shown in Figure 5.2a by another type of intramolecular coupling reaction. For this reaction, the activated complex is, again, referred to in terms of the number of atoms directly participating in the reaction from activated complex to final products. The transition state involved in the abstraction by the butyl radical of an H from the As to form C4H JQ and AsH involves the breaking of the As-H and As-C bonds and formation of a bond between the H and central C atom. Only three atoms, and three bonds, are involved in the reaction. This is termed a coupling or 1:1 elimination reaction. For a bimolecular reaction A + B = A5* = products,
(5.13)
where AB * is the activated transition complex, the reaction rate may be written as the product of the concentrations of A and B multiplied by the rate constant, k^^. For our purposes, the most instructive model for bimolecular reactions is the
218
5 Kinetics
collisional theory, where the reaction rate is proportional to the rate of collisions between A and B in the gas phase. The fraction of these collisions that result in a reaction is related to the Boltzmann factor, which represents the fraction of the collision pairs that will have sufficient energy to surmount the activation energy barrier, and a steric factor, P, which accounts for the probability that some pairs with enough energy will not have the proper geometrical arrangement to allow the reaction: ^AS ~ ^AB^AB^
'
(5-14)
The frequency of A-^ collisions, Z^^, will be roughly proportional to the number of colUsions a given molecule in the gas phase undergoes per second, which is approximately 10'^ at STR More precisely, the kinetic theory of gases gives /
ZAB = ^dls\^—]
'"Wj
\ 1/2
. r.J. 1,000^,
(1/mol-s),
(5.15)
AB
where A^Q is Avogadro's number. For a collision-limited reaction, with zero activation energy, the rate constant is given by [1, 3-6] kAB =
PAPB-^[^AB X'^f^AB/
.
(5-16)
where P^ and P^ are the probabilities that a collision between A and B will proceed to reactants (chiefly dependent on orientation factors), J^^ is the distance between the centers of mass of A and B in the coUision complex (the "collision diameter"), a^j^ is the symmetry number for the pair (I for A ^ B, and 2 for A = B), and fi^g is the reduced molecular weight, M^Mg/{M^^ -h Mf^). The values of the Arrhenius parameters for several reactions of interest here are given in Table 5.3. The lower limit for the A factor for bimolecular reactions is approximately 10" 1/mol-s for very tight transition complexes, such as for the reaction H -f D. = HD + D. Bimolecular reactions can be of great significance for OMVPE. For example, the fate of the CH3 radicals produced during homolysis of the M(CH3)3 precursors commonly used for OMVPE growth determines to a large extent the amount of carbon unintentionally incorporated into the solid. As will be discussed in more detail later, in an atmospheric pressure reactor with a hydrogen ambient, the methyl radicals react with the ambient molecules to produce CH4 and atomic H. The atomic H may then attack the parent molecule to initiate pyrolysis. Particularly in an inert ambient, the methyl radicals may be more likely to abstract an H from the parent molecule, producing M(CH3)2CH2. CH2 is known to lead to carbon incorporation in the solid. Thus, this is not generally a favorable process for the growth of epitaxial layers with low carbon concentrations. At low pressures, the CH3 radicals on the surface can lose an H, becoming CH2 which, again, accounts for the high carbon contamination levels often observed for III/V semicon-
5.1
Background Table 5.3
219 Arrhenius parameters for three- and four-center complex fissions*
Reaction r-BuCl - ^ /-C4H, + HCl n - B u B r - > C 4 H x + HBr sec-BuBr -^ iC^H^ + HBr Ly6»-BuBr - ^ i-C^H^ + HBr r - B u B r ^ / - C 4 H x + HBr ^ B u O H -^ i-C^H^ + HOH EtI - ^ C.H4 + HI /-PrI ^ C 3 H , + HI r-BuI -> /-C4HX + HI A l ( E t ) 3 ^ A l ( E t ) 2 H + C2H4 r-BuOMe -^ C4H« + MeOH r-BuAsH. -^ C4H10 + AsH /-BuAsH. -^ C4HX + ASH3 r-BuAsH.Cs) -^ C4H,o + AsH(s) r-BuAsH2(s) - ^ C4HX + AsH.Cs)
logA(s-')
E*(kcal/mol)
13.74 13.2 13.53 13.05 13.5 13.4 13.4 13.0(13.5) 13.7 10.9 14.4(13.9) 13.08 14.24 8.82 9.99
44.7 50.9 46.5 50.4 41.5 61.6 50.0 43.5 (45.0) 38.1 30.1 61.5(59.0) 41.4848.4929.18^ 36.37'
* After Benson [1] unless otherwise specified. ^ After Larsen et al. [91] (tentative, based on the unimolecularpyroiysis model).
ductors grown by CBE, as discussed in Section 4.3. As will be discussed in the following sections, attack of the parent molecule by the homolysis products can also occur for other alkyl radicals. The N(CH3)2 radicals produced during pyrolysis of TDMAAs, TDMAP, and TDMASb are so reactive that they are observed to etch III/V semiconductor solids under some conditions [7]. They are also thought to remove methyl radicals from the surface by forming trimethylamine. Ab initio calculations indicate that for TMGa and TMAl, direct interactions of the methyl radicals on the parent molecule with the ambient via hydrogenolysis can occur to produce H remaining on the molecule plus CH4 in the vapor [8, 9]. Of course, such reactions are more important when the M-H bond is strong, so are less important for precursors such as TMIn. The reaction between CH3 radicals to form C2H6 has a collision-controlled A factor of 10'^^ 1/mol-s, similar to the value predicted using Equation (5.16). This is a good example of a reaction that must occur with the assistance of a third body, normally denoted M, to carry off the excess energy. Otherwise, the ethane molecule formed immediately dissociates again [1,6]. The rate constant for this type of reaction may depend on the total pressure in the system. At atmospheric pressure, the rate is normally not limited by the presence of the third body, but it would be at reduced pressures as sometimes used in OMVPE growth. The activated complex for the recombination of two methyl radicals is fairly simple, as compared with the three- and four-center transition states shown schematically in Figure 5.2. A bimolecular reaction of practical interest for OMVPE growth is the radical
220
5
Kinetics
exchange reaction involving two dissimilar cation precursor molecules. For example, as discussed in Chapter 4, two group III precursors, such as TMIn and TEGa, can form a complex in the vapor phase that allows the exchange of ligands, resulting in the formation of mixed species such as EDMIn and MDEGa (methyldiethylgallium) [10]. This reaction has also been documented for the important precursor combination, TMAA and either TMGa or TEGa [11], as discussed in Chapter 4, as well as for other combinations of group III precursors [12, 13]. Similar reactions are observed for group II precursors such as DMCd and DEZn [14]. However, such reactions do not occur when an adduct between cation and anion precursors is formed or for a combination of dissimilar anion precursors.
5.1.3 Heterogeneous Reactions To this point, the reactions considered have been assumed to be homogeneous (i.e., not to involve a surface). All vapor-phase epitaxial growth processes, including OMVPE, involve the interaction of the vapor with the surface of the solid phase, so the heterogeneous reactions occurring there often dominate the overall process. For CBE, essentially all of the growth reactions are heterogeneous. Thus, this section will be devoted to heterogeneous reactions. The first step in considering heterogeneous reactions is the adsorption of a molecule onto the surface and its desorption. (This was treated in Section 3.4.1.) The rate of a unimolecular heterogeneous reaction is directly proportional to the concentration of reacting species on the surface, 0 , which is a linear function of the partial pressure, as discussed in Chapter 3. The rate of a reaction consuming species X is then firstorder; that is, it is proportional to the first power of the partial pressure in the gas phase,/7;^, as indicated in Equation 3.9. The effect of the surface is to weaken the molecular bonds, thus increasing the reaction rate. The Arrhenius expressions for heterogeneous reaction rates have much smaller values for both the preexponential factor, A, and the activation energy for the reaction. The value of A is proportional to the density of surface sites for adsorption per unit reactor volume. On surfaces, chemisorption involves the unfilled p orbitals for cation precursors of the type MR„, where R is ethyl, propyl or butyl, for example. This, in principle, blocks the yS-elimination pyrolysis route.
5.1.4 Multistep Reactions A reaction as complex as the OMVPE growth process consists of many parallel and series steps occurring simultaneously. For series reactions, the overall reaction rate is
5.2
OMVPE Growth Process
221
Thus, the slowest step controls the overall reaction rate. For parallel reactions, the overall reaction rate is simply the sum of the individual reaction rates; hence, the fastest reaction controls the overall reaction rate. In addition, chain reactions may be involved. It is perhaps worthwhile to discuss briefly the kinetics of a simple chain reaction involved in H2-D2 exchange. The exchange reactions are simply H + D, - HD -h D
(5.18)
D + H2 = HD 4- H.
(5.19)
and
The rate of exchange at steady state may be written in terms of the rates of reactions (5.18) and (5.19) (Rjg and R^^) and the reverse reactions (R_,8 and R_,9), ^ ^
= (R„ - R_„) + (R„ - R_„)
(5.20)
which is approximately 2(Rig — R-ig), since the reactions are so similar. The chain reaction is made possible by an initiation reaction which produces the first D and/or H atoms. The termination reactions would be any reactions involving the recombination of D and H atoms with the generation of no new radicals.
5.2
OMVPE Growth Process
The overall OMVPE growth process may be schematically illustrated as in Figure 5.3. It consists of a number of reactions involving both homogeneous and heterogeneous pyrolysis of the group III and V (or group II and VI) source molecules as well as physical processes described in Chapter 3. Unfortunately, many of the important pyrolysis reactions are not well understood, partly because they are so complex. In addition, early pyrolysis studies were carried out under conditions specifically designed to prevent complex chain reactions. This frequently results in the selection of simple radical cleavage reactions for study. The motivation for these studies was largely the determination of bond strengths. However, the radical reactions are normally important for OMVPE. As we will see, reactions involving the common H2 ambient sometimes play an important role in the homogeneous pyrolysis reactions involved in the OMVPE process. This and other chain reactions suppressed in the early studies often play a vital role in the pyrolysis reactions of interest here. The problem becomes more complex when the pyrolysis of anion and cation precursors occurs simultaneously. The parent molecules may interact in the gas phase, forming adduct compounds prior to pyrolysis. In addition, radicals produced by the pyrolysis of one precursor may attack the other. More subtle are the difficulties involved in the extrapolation of pyrolysis data for individual precursors to the actual growth reactions occurring
222
5
Kinetics
AR (input)
Homogeneous Reaction(s)
AR (interface)
A(interface)
B(interface) Adsorption Desorption
AR*
B* Surface Reactions
Surface Diffusion, Attachment at Step. Incorporation Into Bulk C(cr) + D* Desorption of Products and Diffusion Away from Interface D(exhaust)
Figure 5.3. Schematic diagram illustrating the steps involved in the reaction of the organometallic molecule AR„ resulting in incorporation of A into the solid.
when more than one cation precursor is present, as for the OMVPE growth of alloys. As discussed earlier, the cation alkyls are able to exchange ligands in the vapor phase, effectively resulting in growth from a number of novel precursor molecules [10-14]. Complicating our attempts to understand the reactions occurring in the vapor phase during epitaxial growth are unavoidable system effects. The reactor geometry and flow conditions will directly affect the pyrolysis by changing the residence time in the heated regions of the reactor. The system pressure has a first-order effect, since at low reactor pressures fewer gas-phase reactions occur before the molecules are adsorbed on the growing surface. Furthermore, a reduction in pressure changes the rates of some reactions, as already discussed. Additional complications arise because of the large temperature gradients inherently present in OMVPE reactors, which prevent the determination of rate constants. The use of isothermal, ersatz reactors allows collection of kinetic data. However, the pyrolysis reactions may not exactly mimic those occurring in the nonisothermal, in-
5.2
OMVPE Growth Process
223
homogeneous OMVPE reactor. An obvious difference will be the relative significance of homogeneous and heterogeneous processes. These problems plus an applications-oriented, empirical approach by the vast majority of OMVPE users have resulted in a paucity of pyrolysis studies designed to reveal the details of the chemical reactions resulting in epitaxial growth. An early approach was to assume that OMVPE growth occurs by a superposition of the individual pyrolysis reactions obtained from the early pyrolysis studies carried out using a radical scavenger. We now know that this cannot be expected to give much insight into the actual reactions occurring during OMVPE growth. The following section will discuss the (mainly) homogeneous pyrolysis of the cation and anion sources individually. The early studies of the basic pyrolysis mechanisms in a radical scavenging environment are supplemented with more recent studies in normal carriers, principally H2 and N2. Frequently, results for other carriers, He and D2, are considered, since they yield additional essential information about the pyrolysis processes. Several approaches have been developed for the study of the homogeneous chemical reactions occurring during OMVPE. They include infrared absorption as well as mass spectrometric studies, including the use of a deuterium ambient to label the reaction products. In addition, studies using deuterated species, such as C4H9ASD2 and C4H9PD2, yield valuable information about the reaction mechanisms. Recent efforts to elucidate the role of chain reactions have included the introduction of extra radicals into the reactor or the introduction of powerful radical scavengers. Contrary to the motivation of the early pyrolysis studies, the scavenger is not added to simplify the process but rather to provide information concerning the relative importance of complex radical reactions versus simple unimolecular pyrolysis processes. More sophisticated studies use reactors not resembling OMVPE reactors at all. For example, infrared laser-powered homogeneous pyrolysis (IR LPHP) studies of Russell and coworkers [15] use a CO2 laser to excite SF^ molecules that, in turn, heat the molecules only in the center of a cell, far from the walls. This guarantees that the pyrolysis reactions will be unambiguously homogeneous. The products, which are rapidly cooled to prevent further reactions, are analyzed ex situ using Fourier transform infrared (FTIR), nuclear magnetic resonance (NMR) spectroscopy or gas chromatography-mass spectroscopy (GC-MS). The problem with this technique is that it does not yield quantitative pyrolysis data, since the temperature is neither uniform nor easily measured. A major advantage is that the short-lived intermediates, including free radicals, can be studied. The products can be condensed onto a cold finger or trapped in matrices of unreactive materials for later analysis by electron spin resonance (ESR) spectroscopy. This gives valuable direct information about radical processes that is critical in understanding the pyrolysis reactions. Unfortunately, in most cases the reaction mechanisms have not been completely
224
5
Kinetics
and unambiguously determined. This is partially due to the complex nature of these reactions and partly due to perhaps unavoidable variations in the results obtained in dissimilar systems using various experimental approaches. Nevertheless, this is such a key area for the understanding of the OMVPE growth process that an effort will be made to give the reader an up-to-date view of the current understanding, incomplete though it may be. The studies of the individual pyrolysis reactions will form the groundwork for a discussion of the more complex reactions occurring when the anion and cation sources pyrolyze together in the vapor phase. The discussion of the largely gas-phase reactions in Section 5.3 will be followed by a description of heterogeneous pyrolysis processes in Section 5.4. As complex as the homogeneous reactions are, because of the multitude of radical processes, the heterogeneous reactions are found to be more complex still. In fact, the least understood aspect of the entire OMVPE growth process is probably the array of surface reactions and physical phenomena occurring at the solid/vapor interface during growth. Two reasons for this are the complexity of the system and the lack of tools for directly measuring the state of the surface (i.e., the structure and chemical composition) during the growth process. In this regard, MBE is more advanced than OMVPE. A number of surface analytical tools such as thermally programmed desorption (TPD), X-ray photoelectron spectroscopy (XPS), high-resolution electron energy loss spectroscopy (HREELS), and others can be used to measure the characteristics of the surface under "static" conditions (i.e., when exposed to a specific atmosphere at a fixed temperature, but with no growth). The results of such studies will be summarized in Section 5.4, since they are valuable for determining, with much less uncertainty than for simple mass spectroscopy studies, the pyrolysis reactions for individual precursors under highly controlled conditions. The results give valuable information about these complex processes; however, because of the static nature of the studies and the fact that the temperatures are normally much lower than those used during OMVPE (or CBE or MBE) growth, they cannot normally be used to determine actual growth mechanisms. A subset of these surface analytical tools can also be used for measurements under '^dynamic" conditions (i.e., during the actual growth process). The dynamic measurements are more useful since the surface chemistry, and even the physical nature of the surface, can be distinctly different when both group III and group V species and their intermediate decomposition products are present together. As described in more detail in Chapter 3, the most commonly used tools for these dynamic studies are modulated beam mass spectroscopy, for the study of the chemical processes, and reflection high-energy electron diffraction (RHEED) to define the physical nature of the surface during growth (i.e., the reconstruction, island size, etc.). Extremely important new tools, especially for OMVPE studies, are the optical techniques of surface photo absorption (SPA) and reflection difference spectroscopy (RDS), described in Chapter 3, which allow in situ observation
5.3
Homogeneous Pyrolysis Reactions
225
of the surface structure in non-UHV conditions. This allows real-time measurements of the change in surface structure associated with heterogeneous pyrolysis of precursors in OMVPE-like conditions. In UHV systems the wide range of surface science tools can be employed to understand heterogeneous pyrolysis processes. Thus, in many ways the heterogeneous processes occurring during CBE are the best understood. For this reason, the results of these studies are included, where appropriate, in Section 5.4. It is anticipated that an understanding of the surface processes occurring during CBE will assist our understanding of similar processes occurring during OMVPE growth, where we have little direct information about the surface pyrolysis processes. RHEED oscillations allow the growth process to be monitored one atomic layer at a time under UHV conditions, which has greatly accelerated our understanding of the MBE and CBE processes. Unexpectedly, the optical techniques also give oscillations with a period equal to that for the growth of a monolayer, as described in Chapter 3. This provides a similar boost to the studies of fundamental aspects of OMVPE growth.
5.3
Homogeneous Pyrolysis Reactions
5.3.1 Pyrolysis Reactions for Cation Source Molecules As already suggested briefly, a number of pyrolysis reactions have been suggested for the cation source molecules used for OMVPE and CBE. For molecules of the type MRj^, where R = CH3, possible rate-limiting steps in the pyrolysis reaction include the following: (1) homolytic fission, M(CH3), = M(CH3),_^ + CH3,
(5.21)
H2 + M(CH3), = CH4 + HM(CH3),_,;
(5.22)
(2) hydrogenolysis,
and (3) radical reactions, such as CH3 + M(CH3), = CH4 + CH2M(CH3),_i
(5.23)
H + M(CH3)„ = CH4 + M(CH3)„_,.
(5.24)
and
Being second-order reactions involving dilute species, the radical reactions are more likely to be important for high input cation alkyl concentrations. In addition, the relative bond strengths are important. For example, CH3 attack of the parent, reaction (5.23), is seen to occur for TMAl but not for TMGa or TMIn, because of the reduced C-H bond strength in TMAl [15], as mentioned earlier.
226
5
Kinetics
For precursors where R is ethyl, propyl or butyl, )S-elimination reactions of the type M(R)„ = HM(R)^_, + alkene
(5.25)
are often predominant. The following sections will discuss each of the common precursors individually. The pyrolysis processes are frequently highly complex, so the process occurring in a particular reactor will depend on variables such as reactor pressure, temperature, precursor concentration, and the exact temperature profile and flow conditions.
5.3.1.1 Trimethylindium The discussion of cation sources will begin with the pyrolysis of TMIn, one of the OMVPE cation precursors that has been studied extensively. It will be the most detailed discussion in this section, introducing some of the experimental tools and analysis techniques used for the exploration and understanding of the pyrolysis of the other OMVPE precursor molecules to be discussed subsequently under conditions similar to those encountered in the OMVPE growth environment. The TMIn molecule, like the other group III OM sources, is planar with sp^ bonding, as described in Chapter 4. The In-CH3 bond is fairly weak, as seen from the data collected in Table 5.1, so homolysis occurs at fairly low temperatures. The pyrolysis has often been assumed to occur exclusively by this route for all the trimethyl-III precursor molecules. However, detailed studies of TMIn pyrolysis at atmospheric pressure in a D2 (or H2) ambient have shown that low-temperature TMIn pyrolysis occurs largely by a chain reaction process involving attack on the parent molecules by atomic H produced by reactions of the CH3 radicals with the H2 ambient [16]. The pioneering work on the pyrolysis of TMIn was done by Jacko and Price in 1964 with a typical flow system in a toluene carrier, which acts to rapidly remove CH3 radicals from the system [17]. They concluded that TMIn pyrolyzed by homolytic fission—reactions (5.26), (5.27), and (5.29)—and that the rate constant for breaking the second In-CH3 bond, k2j, was much higher than that for the first bond, A:26- Thus, the first two CH3 radicals are produced essentially simultaneously. More recently ^25 ^^^ recalculated to correct for the data being taken in the pressure fall-off region [18]. The Arrhenius parameters derived in reference 17 and 18 are summarized in Table 5.1. In(CH3)3 -> In(CH3)2 + CH3
(5.26)
In(CH3)2 -> In(CH3) -h CH3
(5.27)
n-ln(CH,) -> [In(CH3)],(s)
(5.28)
In(CH3) -> In + CH3
(5.29)
5.3
Homogeneous Pyrolysis Reactions
227
Jacko and Price also concluded that at temperatures below 480° C, an involatile polymer was formed owing to the diffusion of a monomethylindium (MMIn) molecule to the surface, reaction (5.28). For temperatures above 480°C the breaking of the third In-CH3 bond via reaction (5.29) occurred in preference to reaction (5.28). Support for similar reactions involving the production of CH3 during TMGa pyrolysis is given in reference 19 using infrared (IR) diode laser spectroscopy under low-pressure OMVPE conditions. At temperatures above 480°C, gas-phase mass balance was achieved (i.e., the pre-reaction carbon content of the TMIn was equal to the total carbon content of the methyl radicals released during the reaction). An investigation using atomic absorption spectroscopy (AAS) [20] cast doubt on reaction (5.29) because no gas phase In was observed during TMIn pyrolysis. TMIn pyrolysis studies in an atmospheric pressure OMVPE reactor [21] reported enhanced pyrolysis of TMIn in H2 versus N2 as the carrier gas. For pyrolysis of TMIn in toluene, the principal reaction products were found to be C2H^ and CH4 [17]. During low-pressure OMVPE in H2, only methane was observed [19]; hence, the abstraction by CH3 of an H atom from either TMIn— reaction (5.31)—and/or H2—reaction (5.33)—were proposed: CH3 -h In(CH3)3 -> In(CH3)2 4- C.H^ -> In(CH3)2CH2 + CH4,
(5.30) (5.31)
CH3 + D2 ^
CH3D H- D,
(5.32)
CH3 + H2 ^
CH4 + H,
(5.33)
and CH3 -h CH3 + M ^
C2H* -h M ^
C2H6 + M.
(5.34)
Because no ethane was observed, the methyl radical attack of TMIn—reaction (5.30)—and methyl radical recombination—reaction (5.34)—were considered unimportant at low pressures [19]. Reaction (5.34) involves a collision between two methyl radicals forming an activated C2H6. Relaxation of the CjHl without dissociation is dependent on a collision with a third body (M) to carry away the excess energy and hence depends on the reactor pressure, as described earlier. At reactor pressures of 1 atm, and the range of temperatures considered here, every collision results in the formation of C2H^—that is, reaction (5.34) is at its highpressure limit [22]. IR LPHP results indicate the absence of CH3 attack of the parent molecule—reaction (5.31) [15]. A novel approach to elucidate the reaction mechanism of TMIn [16] uses a D2 carrier in an isothermal atmospheric pressure OMVPE reactor to approximate the reaction pathways in an H2 carrier while isotopically labeling the products of reactions occurring during TMIn pyrolysis. A quantitative analysis of the noncondensed gas products of TMIn pyrolysis in He, D2, and H2 was found to
228
5
Kinetics
provide information leading to a determination of the likely reaction mechanisms in all three carriers. The ersatz reactor—a long (41.5-cm), narrow (4-mm diameter), fused silica tube held at a uniform temperature—was used to simulate the heated region above the substrate in a normal OMVPE reactor. The flow rate was typically 40 seem. Thus, the gases were heated to a constant temperature for several seconds, a relatively long time as compared with the tens of milliseconds required to diffuse through the heated gas to the substrate in a normal OMVPE growth system. The determination of correct kinetic parameters is thus much more certain than for a typical OMVPE reactor configuration where the molecules are diffusing through a temperature gradient while reacting. In these kinetic experiments, the gas can be considered to be in intimate contact with the walls, since only approximately 10 ms are required to diffuse from the center of the tube to the walls, while the residence time in the tube is approximately 4 s. Thus, both heterogeneous and homogeneous reactions are possible. To distinguish between the two, the surface area was increased by a factor of 24 by packing with silica chips. As seen in Equation (3.9), this will increase the rate of heterogeneous reactions by a factor of 24 while leaving the homogeneous reaction rate unchanged. TMIn decomposition in D2 was found to be homogeneous, producing CH3D and C2H6. Increasing the In-coated surface areas from 50 to 1,200 cm^ was found to have little effect on the pyrolysis rate. The results of TMIn decomposition studies in three different carriers—He, D2, and Hj—are shown in Figure 5.4. The first-order activation energy was found to decrease from 54 kcal/mol in He to 42.6 and 39.8 kcal/mol in D^ and H2, respectively. The principal pyrolysis product in He was found to be C2H5 with a small 100
200
300
400
Temperature (°C)
Figure 5.4. Percentage TMIn decomposition versus temperature. The experimental results are in He (A), D2 ( • ) , Hj ( • ) , and toluene [17] ( ) ambients. The calculated curves represent model calculations involving conventional reactions (models 1 and 2) and the H attack of TMIn species (model 3). (After Buchan et al. [16], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
5.3
Homogeneous Pyrolysis Reactions b -
a
CH4
•
TMIn
229
543 (0
P -
•
^
/ "
1 -
<\in
0 1 100
9
200
^r
^
C*^ " ¥
"
r^ ¥
300 400 500 Temperature (°C)
t —n
"
600
Figure 5.5. Partial pressures of TMIn and its pyrolysis products versus temperature in a He ambient. (After Buchan et al. [16], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
amount of CH4, as shown in Figure 5.5. A slight carbon deposit was observed in the reaction tube. The pyrolysis of TMIn in D2 evolved the products CH3D and C2H6, as shown in Figure 5.6. Products in H2 were similarly CH4 and Cj^^^ as shown in Figure 5.7. No carbon was deposited, and no HD in excess of background was observed in the D2. The results give new insights into the TMIn decomposition mechanisms. The similarity of the rate constant for pyrolysis of TMIn in toluene (a radical trapping ambient) to that in He indicates that attack of TMIn by CH3 radicals is unimportant. Thus, reactions (5.30) and (5.31) appear to be less important than the homolytic fission of TMIn—reaction (5.26). Additional evidence is the small amount of CH4 formed in He.
100
200
300 400 500 Temperature (°C)
600
Figure 5.6. Partial pressures of TMIn and its pyrolysis products versus temperature in a D2 ambient. (After Buchan et al. [16], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
230
5
200
300
400
Temperature (°C)
500
Kinetics
600
Figure 5.7. Partial pressures of TMIn and its pyrolysis products versus temperature in a H^ ambient. (After Buchan et al. [16], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
The ambient effect on TMIn pyrolysis was explained by Buchan et al. [16] in terms of D (or H) radical attack on TMIn. Since no HD was observed experimentally in D2, with a detectability limit of 1.5 Torr imposed by the HD background, the abstraction of H from TMIn by D radicals was shown to be unimportant. The salient features of these results were used to develop a numerical model for the pyrolysis mechanism of TMIn in D2 and H2. It is worth repeating that, in general, kinetic modeling studies, even those that result in substantial agreement with the experimental data, do not really prove that the kinetic models are correct. Thus, the results must be viewed critically, especially when several kinetic parameters are adjusted to give agreement with the experimental data. However, these first steps toward an understanding of the actual reactions involved in the OMVPE process offer an approach to systematic analysis of the experimental results and often give valuable insights. The results indicate that TMIn decomposition in H2 and D2 ambients cannot be explained by assuming simple homolytic fission [16] (models 1 and 2 in Fig. 5.4). Model 1 assumes homolytic fission of TMIn yielding three methyl radicals that react with the ambient, forming CH3D (CH4) in D2 (H2). In model 2, CH3 radicals attack monomethylindium as the last pyrolysis step. The dependence on the ambient cannot be explained using either model. In addition, the calculated HD production for either would be so rapid that the 1:1 D2: H2 mixture would form its random, isotopically mixed ratio of D2: HD: H2 = 1:2:1 in a fraction of the reactor tube length, while in fact little HD was observed. To explain the data, a reaction for the formation of a hypervalent DTMIn species was added (model 3 in Fig. 5.4). Decomposition of the DTMIn species was assumed to form CH3D, CH3, and In.
5.3
231
Homogeneous Pyrolysis Reactions
The rate constants for most of the reactions are known, and the interactions of D and CH^ and DTMIn were assumed to be collision controlled. The calculated pyrolysis of TMIn in D2 was matched to the experimental pyrolysis by adjusting the rate constant for the decomposition of the DTMIn species, introducing the only adjustable parameters in the calculation. The values were 10*^"^ s~' and 20 kcal/mol for A and £"*, respectively. Using this model, the numerically calculated decomposition curve accurately matched the experimental data. The enhanced pyrolysis in H2 as compared with pyrolysis in D2 is due to the higher rate constant for reaction (5.33) than for reaction (5.32), which in turn causes a higher concentration of H than of D radicals. The ratio of methane to ethane ((CH4 or Cll^D)/C2ll(,), a key to understanding the pyrolysis mechanism, is plotted versus temperature in Figure 5.8. The calculated ratios agree with the experimental data, following the experimental trends both qualitatively and quantitatively. Most significantly, the low HD formation correlates with the experimental data very well, indicating that the H and D radicals produced by reactions (5.32) and (5.33) are quenched rapidly. The excellent semiquantitative description of the experimental data indicates that radical attack on TMIn by D radicals is probably the dominant reaction mechanism. The reaction mechanisms for TMIn and the other group III precursors discussed are summarized in Table 5.4. The weakness of the In-H bond suggests the absence of hydrogenolysis as an important pyrolysis pathway for TMIn. Pyrolysis by CH3 radical attack of the parent has also been shown to be unimportant in an H2 ambient [15].
250
300
350 Temperature
400
450
500
(°C)
Figure 5.8. Ratio of CH3D (or CH^) to C2H6 in the effluent of an open reactor with a TMIn input partial pressure of 4.6 X 10~^ in D^ and H2 ambients. (After Stringfellow et al. [212].)
232 Table 5,4
5
Kinetics
Summary of (mainly homogeneous) pyrolysis reactions for group III precursors
Precursor (product)
Homolysis (radical)
Intramolecular (alkane)
/3 Elimination (alkene)
Bimolecular
TMIn
Comments More rapid in H 2 or DT than He
in toluene inH, TEIn TIPIn in He TMGa
CH, CH,
H Attack of parent -^ CH4
CH3D in D2 ambient
C2H5
in toluene inH.
C,H, More rapid in H 2 or D2 than He CH, Hydrogenolysis ->CH4 H attack of parent -^ CH4
CH3
Theory
CH3D in D2 ambient Added CH3 increases pyrolysis; removal retards pyrolysis CH3 attack of Added CH3 increases parent —> CH4 pyrolysis rate; no ambient effect
TEGa in toluene inH, TIPGa TTBGa TMAl inH2 TMAA (heterogeous) TEAl TIBAl
5.3.1.2
C2H5
C.H4
Theory and experiment
C,H, C4HX
^A^9
Hydrogenolysis ->CH4
Theory and experiment
Adduct dissociation -1homolysis —> H C2H4 C4HX
Trimethylgallium
The homogeneous pyrolysis reactions for TMGa have been studied using techniques similar to those reported above for TMIn. This will be discussed first, followed in Section 5.4.1 by a discussion of heterogeneous pyrolysis processes, studied mainly under UHV conditions using surface science techniques. The homogeneous pyrolysis of TMGa resembles that of TMIn in many respects. The reactions were first studied in a toluene flow system [17]. The first
5.3
233
Homogeneous Pyrolysis Reactions
methyl group was formed via a homogeneous reaction of the type 5.21 above 500°C, but the second radical was liberated only above 550°C. The activation energies for removal of the first two methyl radicals were determined as 59.5 and 35.4 kcal/mol, respectively. The third gallium-methyl bond did not break, but instead a solid (GaCH^)^ polymer was formed. Chen and Dapkus [23] studied the thermal decomposition of TMGa in H2 and N2 by molecular beam mass spectrometry. They determined the three bond energies to be 64.6, 52.6, and 54.1 kcal/mol. The sum is 171.3 kcal/mol, in agreement with thermochemical results. A molecular orbital calculation of the first Ga-CH^ bond energy gives a very similar value of 64.9 kcal/mol [24]. Oikawa et al. [25] investigated the pyrolysis of mechanism of TMGa using ab initio molecular orbital calculations. They determined the pyrolysis rate to be limited by homolysis of the first Ga-CH3 bond, with a calculated rate constant of log,Q (k) = 16.33 — (62.2/2303RT). The reaction in an atmospheric pressure OMVPE apparatus was reported, from a mass spectrometry [26] study, to be faster in H2 than in N2, although this was later tentatively ascribed by Lee et al. [27] to the longer entrance length in N2 than in H2. Little effect of ambient (either H2 or He, which are hydrodynamically similar) was observed on the pyrolysis rate for a low-pressure OMVPE system with sampling through an orifice in the graphite susceptor. However, an alternate explanation is that less ambient effect is expected at low pressures where gas-phase interactions are reduced. This represents a significant difference, in general, between low-pressure and atmospheric pressure approaches to OMVPE, as will be discussed as a part of the comparison between different approaches in Chapter 7. Experiments in a long, uniformly heated, atmospheric pressure tube showed a pronounced ambient effect, as for TMIn (see Sec. 5.3.1.1). The results are given in Figure 5.9, where the percent pyrolysis is plotted versus temperature for several uu
D- - • •
D H2 80
- •
60
•
D2 He
¥
°"
0 N2
• I3
40
•
0
•
D
20
0
OC1 300
•
n
cr" 0
-0-
•
0
•
- a — _J
400 500 TEMPERATURE C^C)
1 600
Figure 5.9. Percentage pyrolysis versus temperature for TMGa in ambients of H,, D2, He, and N2. (After Larsen et al. [28], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
234
5
Kinetics
ambients [28]. The results for an inert He ambient, which is hydrodynamically similar to H2, are similar to those of Jacko and Price [17], with a similar activation energy, indicating the pyrolysis mechanism is simple homolysis. D2 accelerates the reaction, and H2 lowers the pyrolysis temperature even more. The difference between H2 and D2 indicates that the carrier gas is involved in the ratedetermining steps. Increasing the surface area had a minimal effect on the rate, so the decomposition is predominantly homogeneous. Yoshida et al. [26] found the main pyrolysis product in H2 to be methane, with small amounts of ethane and higher hydrocarbons. In N2 the major product was also CH4, but more C2H6 was formed. It was concluded that the reaction in N2 was via homolytic fission—reaction (5.21)—but that in H2 the mechanism was hydrogenolysis—reaction (5.22)—where the transition complex has an H2 molecule bonding simultaneously to the central atom and to one of the CH3 ligands. Ab initio calculations have since confirmed that hydrogenolysis is, indeed, likely to be a low-activation-energy process for TMGa pyrolysis [29]. The decomposition products measured by Larsen et al. [28, 30] in D2 are given in Figure 5.10. The major product is CH3D, with C2H5, CH4, and CH2D2 also produced. This was interpreted to indicate the source of the CH3D (CH4) in D2 (H2) to be mainly from reactions between the methyl radicals and the ambient. Homogeneous IR-powered pyrolysis studies confirm that CH3D comes from the reaction of CH3 radicals produced by homolysis with the D2 ambient. However, CH3 also attacks the parent molecule in D2 to produce CH4 [15]. The D (or H) atoms produced can further participate in the process. It is probable, based on the pyrolysis of TMIn in D2 (discussed in the last section), that these D atoms attack
300
400 500 Temperature ( ° C )
600
Figure 5.10. Decomposition products versus temperature for 0.3% TMGa in a D^ ambient. (After Larsen et al. [28], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
5.3
Homogeneous Pyrolysis Reactions
235
TMGa molecules as one of the decomposition steps. The following mechanism for TMGa decomposition is consistent with the experimental results: (CH3)3Ga ^ CH3 + (CH3)2Ga, CH3 -h D2 ^ C H 3 D -f- D, D + (CH3)3Ga -> C H 3 D + CH3Ga + CH3,
(5.36) (5.37) (5.38)
and 2CH3 -^ C2H6.
(5.39)
Reaction (5.36) is an initiation step of homolytic fission of methyl groups from TMGa molecules. Reactions (5.37) and (5.38) are the propagation steps of a chain reaction among the D atoms, the unreacted TMGa molecules, and the methyl groups. The chain cannot propagate in an N2 or He carrier. Under low-pressure conditions or in cases where the residence time is short, the propagation steps may also not be favorable, which perhaps explains the lack of an ambient effect for the data of Lee et al. [27]. When the D2 is replaced with H2, the lower molecular bond strength results in faster reactions. The chain is terminated by the recombination step (5.39) to give C2H6. This mechanism was tested by alternately adding TMIn and 1,4-cyclohexadiene (CHD) to the mixture of TMGa and H2 [31]. TMIn is basically a low-temperature source of CH3 radicals in these experiments since it pyrolyzes at considerably lower temperatures than TMGa. On the other hand, CHD is a potent CH3 radical scavenger. The addition of TMIn, even at a TMIn/TMGa ratio as large as 3, was found to have no effect on TMGa pyrolysis in He. This clearly indicates that CH3 attack of TMGa is not a significant pyrolysis mechanism. Nevertheless, the addition of CHD caused an increase in the TMGa pyrolysis in D2- In fact, the resultant pyrolysis curve superimposes the TMGa + He result. Together, these two results strongly support the decomposition mechanism involving H radical attack of the parent TMGa molecule. A more recent study of Chen and Dapkus [23] also supports the conclusion that in H2, H radicals are formed that attack the parent molecule. The pressure dependence of the TMGa homolysis rate constants was calculated by Buchan and Jasinski [4] using the Rice, Ramsperger, Kassel, and Marcus (RRKM) theory [32]. They determined that the pyrolysis rate to be at the high pressure limit for p > 5 Torr.
5.3.1.3
D'h and Trimethylaluminum
TMAl is a dimer in the gas phase. Low-pressure pyrolysis studies of Squire et al. [33] indicate that TMAl pyrolyzes heterogeneously, by a unimolecular process, producing methyl radicals. The activation energy was found to be 13 ± 2 kcal/
236
5
Kinetics
mol, much less than the average AI-CH3 bond strength of 66 kcal/mol [34]. These results contrast with other studies that indicate that TMAl pyrolysis produces the highly stable Al carbide [35]. In H2, Suzuki and Sato [36] found an activation energy for thermal pyrolysis of 37.9 kcal/mol at 300°C in a packed Si02 column. Ab initio calculations indicate that TMAl pyrolysis in H2 is likely to occur by hydrogenolysis [8, 9]. IR PLHP studies of TMAl pyrolysis in D^ show no detectable CH3D, indicating that, in contrast to the results for TMIn, the CH3 attack of the parent molecule (reaction [5.23]) is dominant. This is attributed to the weaker C-H bond strength in TMAl [15]. The closely related DMAIH was reported to decompose to metallic Al [37]. It may, in the future, be a useful source but to date is too impure, as discussed in Chapters 4 and 7.
5.3.1 A
Triethylgallium
Paputa and Price [38] report the decomposition of TEGa to occur in a toluene radical scavenger by radical formation. The first step, Ga(C2H5)3 -^ Ga(C2H3)2 + C2H,,
(5.40)
is rate limiting, with an activation energy of 47 kcal/mol. Yoshida et al. [26] studied the pyrolysis of TEGa by examining massspectrometrically the exhaust from a horizontal, atmospheric pressure OMVPE reactor. Lee et al. [27] sampled through a pin hole in the susceptor in a low pressure vertical reactor. The resultant pyrolysis curves, shown in Figure 5.11, indicate that TEGa pyrolyzes at substantially lower temperatures than required for TMGa. Yoshida et al. observed a slight, unexplained increase in the pyrolysis temperature when the ambient H2 was replaced by N^. The effect may be due to hydrodynamics, since the Nj will heat up more slowly than H2 [27]. The pyrolysis results of Lee et al. [27] were nearly identical with the H2 ambient results of Yoshida and were independent of whether the ambient was H2 or He. The main reaction product observed by Yoshida et al. [26] was ethene, suggesting the pyrolysis occurs mainly by the /^-hydride eUmination mechanism, Ga(C2H,)3 -> GaH(C2H3)2 + C2H4.
(5.41)
Recent IR LPHP results of Russell and coworkers [15] have demonstrated that pyrolysis occurs via reaction (5. 41) followed by a second yS-elimination step to produce Ga(C2H5)H2. No ethyl radicals were detected using the matrix isolation techniques designed to trap any radicals formed during homogeneous pyrolysis. These beautiful experiments are the first clear evidence that free radical production does not occur homogeneously. However, in a hot wall system, heterogeneous reactions apparently occur to produce ethyl radicals, as discussed in Section 5.4.2. Ab initio molecular orbital calculations [24, 25] confirm the ^S-hydride elimination
5.3
Homogeneous Pyrolysis Reactions
237 S B
0.8
"S
0 6-1
M O Q.
E o u Q S5
n 0.4
0.0
o
300
400
500
Temperature (C)
Figure 5.11. Percentage pyrolysis versus temperature for TEGa in several ambients. The data were obtained from Yoshida et al. [26] for a H2 ambient (O) and Lee et al. [27] for H, (D) and He (A) ambients.
reaction to be the predominant decomposition mechanism. The calculated activation energies for the radical and /3-hydride elimination mechanisms are 59 and 44 kcal/mol, respectively. Mashita et al. [39] studied TEGa pyrolysis using mass spectroscopy in a lowpressure reactor. Their results are similar to the results described earlier, with slightly higher pyrolysis temperatures, presumably due to the shorter residence time in the low-pressure reactor. This was confirmed by the increase in pyrolysis temperatures measured at lower reactor pressures. In addition to the ethene reported by Yoshida et al., they detected C^H^Q thought to be formed by ethyl radical recombination. Lee et al. [27] detected ethene, butane, and ethane. The temperature dependence of the partial pressures of the various products suggests that pyrolysis occurs by ethyl radical loss at low temperatures and predominantly by /3 elimination at higher temperatures. As already mentioned, the ethyl radical production may occur heterogeneously. At very low pressures, in a CBE reactor [40], the GaAs growth rate using TEGa and As2 from cracked ASH3 exhibits a complex temperature dependence discussed in more detail in Section 5. 4 (also in Section 7.2.4.1). In the molecular flow regime where no gas-phase collisions occur, the TEGa pyrolysis temperature is apparently even higher than the 0.1 kPa data of IVIashita et al. [39]. The
238
5
Kinetics
temperature dependence of growth rate has been explained in terms of the kinetics of the entirely heterogeneous pyrolysis of TEGa by radical cleavage reactions, as discussed in Section 5.4.4.1.
5.3.1.5
Triisopropylgallium and Tritertiarybutylgallium
IR LPHP studies of TIPGa and TTBGa demonstrated that these two Ga precursors also pyrolyze by ^-hydride elimination reactions. No evidence of bond homolysis was seen [41]. The pyrolysis temperature was found to be significantly lower than for TEGa. In more recent work using matrix isolation techniques that allow the trapping of free radicals produced during pyrolysis, the same group has reported an increasing propensity for homolysis and a reduction in the importance of /^-hydride elimination reactions with increasing number of carbons on the alkyl. It is further suggested that isopropyl radicals are able to abstract H from the parent, similar to reaction (5.23) [42].
5.3.1.6 Triethylaluminum TEAl has been reported [43] to decompose by the yS-hydride elimination reaction, with first-order kinetics and an activation energy of 29 kcal/mol. A similar value of E* = 20.2 kcal/mol was reported for TEAl pyrolysis in H2. The lower pyrolysis temperature, as compared with TMAl, and removal of radicals by )8-elimination make TEAl a useful source for OMVPE growth of AlGaAs with reduced carbon contamination levels; however, the lower stability results in premature reactions that decrease the growth efficiency at high temperatures, as will be discussed in Chapter 7.
5.3.1.7
Other Al Precursors
Triisobutylaluminum (TIB Al) is useful for the deposition of Al films and for the CBE growth of AlGaA [44]. It decomposes by /3-hydride elimination processes at approximately 250° C [45]. This produces Al-H species on the surface that are useful for removing C-containing radicals and, thus, lowering the C contamination levels. For this reason, TIBAl is an attractive Al precursor, except for the low vapor pressure. It also requires somewhat higher deposition temperatures than desired for the deposition of Al films for semiconductor processing. Adducts of the form trimethylamine-alane and triethylamine-alane (TEAA), the former a solid and the latter a liquid at room temperature, have recently been developed for the growth of high-quality Al films [45], as discussed in Chapter 4. They have also been used for the CBE and OMVPE growth of low-carbon-content
5.3
Homogeneous Pyrolysis Reactions
239
AlGaAs layers, when used with a non-methyl-containing Ga source such as TEGa [46, 47] or trimethylamine-gallane (TMAG) [48, 49]. The kinetics of TMAA pyrolysis are mainly heterogeneous, so they are discussed in Section 5.4.3. TMAA and TEAA give higher Al deposition rates than TIBAl because of the greater lability of the Al-N bond relative to the Al-C bonds in TIB Al. In addition, TIBAl is highly pyrophoric, whereas the alane adducts are relatively stable and nonpyrophoric.
5.3.1.8 Triethylindium The instability of the In-H compounds mitigates against ^^-elimination reactions. Strong ethyl radical signals have been reported from homogeneous pyrolysis reactions [42, 50]. On a surface the resultant ethyl radicals decompose heterogeneously to produce ethene.
5.3.1.9 Triisopropylindium Problems with TMIn, namely the variable effective vapor pressure and carbon doping in Al-containing alloys, as discussed in Chapter 4 [51], have motivated the search for an alternate precursor. For TEIn, parasitic reactions in atmospheric pressure reactors lead to low growth efficiencies. An alternative is TIPIn, although the vapor pressure of 0.32 Torr at 25°C is lower than desired. Atmospheric pressure OMVPE growth gives InAs layers having far less carbon than for growth using TMIn. However, again, parasitic reactions reduce the growth efficiency [52]. The pyrolysis of TIPIn was studied in an He ambient in an ersatz reactor. From a mass spectrometric analysis of the products, the pyrolysis mechanism was deduced to be mainly homolysis, producing C3H7 radicals that recombine to produce C6H14 [52]. As seen in Table 5.4, the assertion of Russel et al. [15] that the strength of the M-H bond is a major factor in determining the importance of the yS-elimination reaction is supported by the experimental observations. For the In precursors, homolysis dominates the pyrolysis process. However, for the Al precursors, due to the larger Al-H bond strength, ^^-elimination reactions dominate. Ga appears to fall between these two extreme cases, with both types of reactions observed.
5.3.1.10 Dimethylcadmium Laurie and Long [53] proposed, from studies of the pyrolysis of DMCd in a static system, that the removal of the first methyl radical, with a bond energy of 43.5 ± L2 kcal/mol, via a combination of homogenous and heterogeneous reactions is the rate-limiting step. The removal of the second radical was found to require 2L4 ± 4 kcal/mol. Price and Trotman-Dickerson [54] studied DMCd
240
5
Kinetics
pyrolysis in a flowing system using toluene as a methyl-radical scavenger. They found the pyrolysis to be homogeneous with a value of 52.6 kcal/mol for the Cd(CH3)-(CH3) bond energy. The results of Mullin et al. [55] for DMCd pyrolysis in a flowing H2 system, similar to that described earlier for TMIn and TMGa, indicate that the temperature for 50% pyrolysis is slightly greater than 370° C for a residence time of approximately 0.4 s in the hot region of the 13-mm ID Si02 tube. Bhat et al. [56] studied DMCd pyrolysis by weight gain on a sapphire substrate in a horizontal OMVPE reactor. They report the beginning of pyrolysis to occur at 230°C. The kinetics are described by a first-order reaction. An Arrhenius plot of the rate constant yields an activation energy of 20.8 kcal/mol for the obviously heterogeneous process. Jackson [57] reports the onset of pyrolysis to occur at 320° C, more in line with the data of Mullin et al. A more recent pyrolysis study [58] reported an ambient effect on DMCd pyrolysis, which is explained in terms of H attack of the parent molecule, similar to the mechanisms for the pyrolysis of TMIn and TMGa, described earlier.
5.3.1.11 Dimethylzinc Dimethylzinc was found to pyrolyze in a toluene carrier by sequential removal of methyl radicals. The corrected value of the bond strength for the first radical is 49.5 kcal/mol [34]. Davies et al. [59] studied DMZn pyrolysis by monitoring the CH4 concentration mass spectrometrically in a horizontal, atmospheric pressure OMVPE apparatus. For a clean tube, the pyrolysis versus temperature profile, seen in Figure 5.12, indicates the temperature at which pyrolysis is 50% complete to be approximately 250°C. The onset of pyrolysis occurs at approximately 210°C. Unusual is the decrease in the pyrolysis rate in a ZnSe contaminated system, shown as the broken curve in Figure 5.12. The activation energy for pyrolysis is calculated to be approximately 24 kcal/mol, about half the values obtained in toluene systems, indicating the reaction to be predominantly heterogeneous. This
500 600 700 Temp / t Figure 5.12. Concentration-temperature profiles determined mass-spectrometrically for DMZn: (a) clean system; (b) ZnSe contaminated system. (After Davies et al. [59].), reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
5.3
Homogeneous Pyrolysis Reactions
241
is supported by the lower activation energies reported for ZnSe and GaAs surfaces, although after the beginning of pyrolysis, all surfaces should be coated with Zn in the absence of a group VI species in the gas phase. A change in ambient from H^ to He was reported, based on limited experiments, to increase the pyrolysis temperature by an astonishing 250°C. Experiments in a low-pressure, flow-tube reactor using FTIR to monitor the concentration gave an A factor of 9.89 X 10^' s~' and an activation energy of 50.2 kcal/mol [60].
5.3.1.12 Diethylzinc The kinetics of DEZn pyrolysis were first studied by Koski et al. [61] in a toluene ambient, which rapidly removes the radicals from the system as they are produced. The pyrolysis was found to occur via sequential homolysis reactions producing ethyl radicals. More recent studies indicate that )S-hydride elimination reactions also occur. ZnH2, the product of two sequential ^-elimination reactions, was detected [62].
5.3.2 Pyrolysis Reactions for Anion Source Molecules In many ways, the possible pyrolysis reactions for the anion precursors resemble those observed for the cation precursors, described earlier. Homolytic fission and hydrogenolysis reactions, similar to reactions (5.21) and (5.22), respectively, have been observed for anion precursors. Radical attack reactions, similar to reaction (5.23), are also observed for both CH3 and C4H9 radicals. Experimental evidence points to intramolecular transfer reactions for these precursors, as discussed in Section 5.1.2. However, occurrence of the ^-hydride elimination reaction, similar to that observed for TEGa, for the anion precursors has been questioned because of the lack of a partially filled p orbital. Molecular orbital calculations indicate that such reactions are possible, although other pyrolysis reactions are predicted to have lower activation energies and be more rapid [5]. Buchan and Jasinski [4] made a theoretical analysis of the unimolecular gas phase decomposition of the group V hydrides using the RRKM theory, as described earlier. They concluded that both (1) scission of an X-H bond and (2) a-a elimination of an H2 molecule, XH3 = H2 + XH,
(5.42)
were possible pyrolysis pathways. Other, similar intramolecular reactions of this type may also occur, such as RXH2 = RH (alkane) + XH.
(5.43)
242
5
Kinetics
The pyrolysis reactions for common group V precursor molecules will be discussed individually in the following sections.
5.3.2,1
Group V Hydrides
The decomposition of ASH3 on an As surface in a static system was found to be a first-order reaction with an activation energy of 23.2 kcal/mol [63], considerably lower than the average bond strength of approximately 59 kcal/mol [64]. Decomposition of a mixture of ASH3 and ASD3 yielded primarily HD, while a mixture of ASH3 and D2 gave no HD. Frolov et al. [65] studied AsHg pyrolysis in a flow system on glass. As, and GaAs surfaces. Their results confirmed the decomposition mechanism to be a first-order, heterogeneous process. Changing the ambient from H2 to He had no effect on the pyrolysis rate. The pyrolysis was found to be strongly catalyzed by the presence of a GaAs surface. Larsen et al. [30, 31] studied ASH3 pyrolysis in an ersatz OMVPE reactor using a D2 carrier to label the products for mass spectrometric analysis, as described in Section 5.2.1.1, as well as in other carrier gases. The results are seen in Figure 5.13. The temperature at which pyrolysis is 50% complete, T^Q, for a residence time of 4 s, was found to be approximately 600°C for Si02 surfaces independent of the ambient. On GaAs surfaces, the value of T^Q was reduced by more than 100°C, to 476°C. For both surfaces, ASH3 pyrolysis in D2 produced only H2 with no HD detected in excess of the background concentration. Any H atom liberated in the gas phase would react with the D2 ambient producing HD. Thus, the reaction was postulated to occur on the surface where adsorbed H atoms recombine to form the H2 detected. The lack of a dependence of reaction rate on partial pressure indicated the process to be first-order. The a-a elimination of an H2 molecule
z
o o
100 Ambien t
80 _ a D2
S i 0 2 (L)
• N2
Si02 (L)
0 D2
S i 0 2 (H)
•
GaAs ( L )
% O
60
Q
40 -h
u
Surf ace
20
D2
•
0
•
i
a
• 0
•
D
Q a
n
0 D
9
0
0
• 0
D—1
0
0
_
300
•
•
•
400 500 TEMPERATURE
_j 600 rC)
700
Figure 5.13. Percentage decomposition versus temperature for a 5% concentration of AsH^ in various ambients with several surfaces. L refers to an unpacked tube and // to a packed tube with 24X higher surface area. (After Larsen et al. [31].)
5.3
Homogeneous Pyrolysis Reactions
243
postulated by Buchan and Jasinski, as described earlier, explains the results of Larsen et al. without the need to invoke surface reactions. Hinshelwood and Topley [66] investigated the decomposition of pure PH3 in bulbs of silica or porcelain. A strong surface effect was found, with first-order heterogeneous kinetics persisting up to TTTC. Devyatykh et al. [67] decomposed PH3 on glass and silicon surfaces. The activation energy was slightly higher on silicon (55.3 vs. 44.2 kcal/mol). The PH2-H bond strength is reported [68-70] to be approximately 84 kcal/mol. Larsen and Stringfellow [21] found the reaction to be homogeneous above 800°C. Addition of a small amount of powdered silica had little effect on the decomposition rate, but powdered In? and GaP greatly enhanced the pyrolysis. Larsen et al. [71] also studied PH3 pyrolysis mass-spectrometrically in a flow system using a D2 ambient to more clearly trace the pyrolysis reactions. The dependence of PH3 pyrolysis on carrier gas and surface type is shown in Figure 5.14, where the percentage pyrolysis is given as a function of temperature. The three sets of data on the right (a) are for experiments in an unpacked tube using D2, H2, and N2 as the carrier, as indicated. The earlier work of Larsen and Stringfellow [21] showed that the reaction proceeds homogeneously in this case. Essentially no difference is observed for the three carrier gases. The middle curve (b) is the result for the increased surface area. In agreement with Hinshelwood and Topley [66], the increase in conversion was apparently due to the packing. Finally, a thin coating of InP on the unpacked tube walls gave curve (c). As is seen, even such a small surface area of InP had a very large catalytic effect on the reaction rate. Figure 5.15 shows a series of mass spectra of the products over a range of temperatures for the InP catalyzed reaction [71]. The key feature is the rise in the H2 peak with increasing pyrolysis, while the HD peak is virtually unchanged. The 100
200 300 400 500 600 700 800 900 Temperature (°C) Figure 5.14. Percentage PH3 decomposition versus temperature: (a) 60-cm^ silica tube with N2 (O), H, (A), and D2 ( • ) ; (b) BOO-cm^ silica packing with D,; (c) 60-cm2 InP coating with D2. (After Larsen et al. [71], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
244
5
I
H|
550°C
r n—\—r
Mr.
10
30
20
Kinetics
4-j
Figure 5.15. Mass spectra, for a 20-eV ionization energy, of 15% PH^ in D^ with an InP surface area of 50 cm-. Reactor temperatures are 20°, 500°, 550°, and 575°C. (After Larsen et al. [71], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
small HD signal was from the trace impurity in the D2 source. The only gaseous product of the reaction was H2, with no contribution from the D2. As for ASH3, these results are consistent with the H2-elimination reaction found to be favorable from the calculations of Buchan and Jasinski [4], as described earlier. For both arsine and phosphine, the activation energies for the a-of-elimination reaction producing H2—reaction (5.42)—are very much lower than for the H-elimination reaction. Thus, even with a lower preexponential for homolysis, the a-a-elimination reaction is expected to dominate. However, some uncertainty remains. Another important outcome of these calculations is that the rate constants for ASH3 and PH3 pyrolysis are in the fall-off regime, where they decrease linearly with decreasing pressure for standard OMVPE growth conditions. This has important consequences for the selection of the V/III ratio for the growth of high-quality layers. Low-pressure reactors require much higher V/III ratios, as observed experimentally. Again, for the pyrolysis of NH3, Buchan and Jasinski [4] found a lower activation energy for reaction (5.42). However, the N-H scission reaction has been experimentally observed [72]. The dominance of this reaction is probably due to the preexponential factor. It was not calculated but may be several orders of magnitude smaller for reaction (5.42). The pyrolysis of NH3 was studied in a flow tube reactor by Liu and Stevenson [73]. They found that only 6% was decomposed at a temperature of 1,150°C for a quartz surface. Catalysis by exposure to a boat filled with Ga + GaN increased the pyrolysis rate significantly; however, the value of T^Q was still above 1,000°C. Stibine, SbH3, is so unstable that it is useful only for in situ generation as a part of the OMVPE growth apparatus, as discussed in Chapter 4. The problems with the hydrides as group V precursors for OMVPE were dis-
5.3
245
Homogeneous Pyrolysis Reactions
cussed in detail in Chapter 4. A major effort to replace them with less hazardous precursors that pyrolyze more efficiently at lower temperatures has resulted in the investigation of a number of alternate precursors, most importantly alkylsubstituted molecules of the type MR„H3_„. The pyrolysis pathways for these precursors often give clues about their utility for OMVPE and CBE growth. These various molecules will be discussed in the sections to follow.
5.3,2.2
Methyl' and Ethylarsine Sources
The pyrolysis reactions for (CH3)3As, (CH3)2AsH, (C2H5)3As, (C2H5)2AsH, and (C2H5)AsH2 have been studied systematically. Space prohibits a complete description of this work. However, this section will be devoted to a capsule description of the pyrolysis processes. The M-R bond strength decreases as the number of carbons bonded to the central carbon atom (n^) increases, as discussed in Chapter 4. Thus, to first-order, precursors with M-ethyl, M-n-propyl, M-n-butyl, and M-isobutyl bonds are expected to pyrolyze at similar temperatures that are somewhat lower than for M-H and M-methyl bonds. Ligand crowding can have a second-order effect on the bond strength, so smaller ligands in this group tend to have slightly higher bond strengths. The M-tBu bonds are significantly weaker because n^ = 3. These basic ideas are illustrated by the plot of percentage pyrolysis versus temperature in Figure 5.16 [74]. The data were obtained for a number of As precursors in the same isothermal, flow-tube apparatus with a residence time of several seconds. Of 100
1
^ J ^^ 80 H
a o
• • ^ . • qPO^iV*^ •
DTBAs
.
*
D
„°
A
•
•
A
o O
^*^ 60
o
vx O
a
S
o o
40 20
\
Q
1
^ -> • * <
250
„a>°
° ^n 0
• °^ A ^AO nQ„m°OA n , A Q . 350
450
Arsine
^ 550
1
1
650
Temperature (^C) Figure 5.16. Comparison of thermal decomposition of several important arsenic sources in an atmospheric pressure OMVPE reactor. (After Stringfellow et al. [74], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
246
5
Kinetics
course, the weakest bonds in a molecule are the first to break. Thus, in the simplest interpretation of the data, the pyrolysis temperature for TBAs, with one As-tBu bond and two As-H bonds, is low due to the weak As-tBu bond strength. The kinetics of TMAs pyrolysis were first studied by Ayscough and Emeleus [75]. With no carrier, the main product was methane, generated by a homogeneous, first-order reaction. The TMAs was presumed to give CH3 radicals with an activation energy of 54.6 kcal/mol and an A factor of 10^^^-^ l/mol-s. The formation of methane was thought to occur via radical attack by methyl radicals, abstracting a hydrogen from the TMAs. Price and Richard [76] studied TMAs pyrolysis in a toluene carrier, to prevent methyl radical attack on the parent alkyl. They obtained Arrhenius parameters for the homogeneous, first-order reaction of 10'^^- l/mol-s and 62.8 kcal/mol for A and £*. The activation energy was interpreted to be the (CH3)2As-CH3 bond strength. The kinetic analysis indicated the mechanism to be the sequential release of the three methyl radicals. Li et al. [77] studied the pyrolysis of TMAs in a flow-tube reactor. The percentage pyrolyzed is plotted versus temperature in Figure 5.16 for a Dj ambient. In He the decomposition temperature was increased. Pyrolysis in He was thought to occur via a sequence of methyl radical elimination steps [78]. The ambient effect often indicates the involvement of radicals in the growth process. This was tested by observing the effect of the addition of toluene, a methyl radical scavenger, to the system. No effect was seen in a D2 ambient. Thus, the ambient effect was interpreted in terms of a hydrogenolysis mechanism: AsCCH,), -h D2 ^ AsDCCH,), + CH.D.
(5.44)
The products were indeed CH3D and AsD(CH3)2 in D2 and CH4 and AsH(CH3)2 in H2, as expected from this model. This hydrogenolysis process, which leads to a sequential replacement of methyl radicals by H in an H2 ambient, would be favorable for OMVPE growth since it would be expected to yield reduced levels of carbon contamination if the reactions were allowed to go to completion in the gas phase above the substrate. Unfortunately, this does not occur, partly because of the DMAsH pyrolysis mechanism. Isotopic ('^C) tracer results by Lum et al. [79, 80] showed that the use of TMAs as the As source during OMVPE growth of GaAs results directly in increased carbon incorporation. The dominant TMAs pyrolysis reactions are listed in Table 5.5 for comparison with other As precursors. As seen in Figure 5.16, the pyrolysis of dimethylarsine occurs at temperatures considerably below those for TMAs. The results of Li et al. [78], obtained in an ersatz reactor, indicated the first step in DMAsH pyrolysis to be homolysis, producing CH3. The CH3 subsequently attacks the parent molecule, abstracting an H: AsH(CH3)2 + CH3 -> As(CH3)2 + CH^.
(5.45)
This reaction may be responsible for the high levels of carbon found in GaAs grown using DMAs and TMGa [78]. This example illustrates why a detailed
Table 5.5
Summary of (mainly homogeneous) pyrolysis reactions for group V precursors
Precursor (product) ASH3 (heterogeneous) TMAs in He inH,
IntraHomolysis molecular (radical) (alkane or H2) H
/3 Elimination (alkene)
Bimolecular
Comments
H,
CH,
inD, DMAsH
CH3
TEAS
C2H5
DEAsH
C2H5
MEAsH,
C2H3
DEIPAs EDIPAs TBAs
C.H^ C,H, CS9
TBAsd,
C4Hg
DETBAs PH3 TBP
C4HC,
Hydrogenolysis -^CH4 -^CH,D CH^ attack of parent -^CH4 H attack of parent -^ C2H5 C2H5 attack of parent —> CjHfj C2H5 attack of parent -^ C2H^
AsH + C4H,o
C3H, C3H, AsH, + C4H,
No effect of scavenger
Added CH^ increases pyrolysis rate; no ambient effect No C2H3 effect in He; increase in H2 Added C2H^ increases pyrolysis rate in He Added CjH^ increases pyrolysis rate in He
C4Hy attack of parent ^ € 4 H , Q
ASC4H9 + H2 C4HC, attack of parent -> C4H9D C4H9 attack of tBu„AsH,„ -^ C4H9D CSs H. C4HC)
C4H9 attack of parent ^ C4H,o
D2 TBPd.
C4H,
C4H9 attack of parent -^ C4H9D
DETBP
C4H.
NH, TBAm DMHy MMHy TMSb
TESb TIPSb TDMASb TASb TBSb DIPSbH
C4Hg 60%
C4HC CH4, NH3 CH4, NH, CH,
H attack of parent -^ CH4 CH3 attack of parent ->CH4 C3H,
C,H, C4H9 C3H, C4H, C3HS
Increase in rate at high input concentrations Added C4H9 increases pyrolysis rate in N2 No deuterated species
248
5 Kinetics
knowledge of pyrolysis kinetics is an important factor in the design and evaluation of new precursor molecules. All three ethyl-arsenic precursors—TEAs, diethylarsine (DEAs), and monoethylarsine (EAs)—have been used for the OMVPE growth of GaAs, as discussed in Chapter 4. As expected, the pyrolysis temperatures are lower than for either arsine or TMAs, as indicated in Figure 5.16. Triethylarsine (TEAs) is an attractive As source due to its low toxicity, as shown in Table 4.6. Several groups [81, 82] have studied the pyrolysis reactions. As seen in Figure 5.16, the value of T^Q is less than 500°C. Lee et al. [81] observed mostly C2H4 and a lesser amount of C2H6 by mass-spectrometric sampling through the orifice in a vertical OMVPE reactor operated at 50 Torr. They concluded that a )0-hydride elimination reaction cannot occur in the group V molecules, as discussed at the beginning of this section. However, first principles calculations indicate that such reactions are possible, although the activation energy will be relatively high. The results of Zimmerman et al. [82] indicate that this reaction plays essentially no role in TEAs pyrolysis, due to the small number of f3 hydrogens on the ethyl ligand. Lee et al. [81] also concluded the pyrolysis occurs via radical cleavage followed by radical disproportionation and recombination reactions, which yield the observed products. Speckman and Wendt [83] and Li et al. [84] report the pyrolysis reactions to involve radical cleavage for all three ethyl-substituted arsine precursors. For DEAs, Zimmermann et al. [82] found no evidence of the yS-hydrogen elimination reaction. The pyrolysis reactions for these precursors are summarized in Table 5.5. There is a remarkable uniformity in the dominant reactions. Homolysis followed by attack of the parent molecules by the radicals produced explains nearly all of the results observed, ^-hydrogen elimination routes are not documented for any of these precursors. Unfortunately, these are not the most desirable reactions for the production of epitaxial layers with the extremely low levels of carbon contamination required for many applications. The pyrolysis of ethylarsine produces highly reactive ASH2 radicals on the surface, probably yielding the low carbon doping levels observed in GaAs layers grown using this precursor, as described in Chapter 4.
5.3.2.3
Methyl- and Ethylphosphine Sources
Triethyl- and trimethyl phosphine are uninteresting sources for thermal OMVPE growth, since they pyrolyze slowly. Using TMIn and TMP, no P is produced at ordinary growth temperatures. For example, Benz et al. [85] formed TMIn-TMP adducts used for the growth of InP. Without the addition of PCI3 to the system, the growth was unsuccessful. Moss and Evans [86] reported that P from triethylphosphine (TEP) was not incorporated into the solid; GalnAs was grown from a
5.3
Homogeneous Pyrolysis Reactions
249
TMIn-TEP adduct, TMGa, and ASH3 with no trace of P incorporation. This problem was formerly attributed to the stability of the P alkyls. However, as seen in Table 4.2, the average bond strength for TMP is less than for PH3, and the bond strengths in TEP are even lower. As will be discussed later in this chapter, the lack of P production is thought to be due to the lack of rapid heterogeneous pyrolysis reactions for TMP and TEP on a semiconductor surface.
5.3.2.4
Tertiarybutylphosphine
As discussed in Chapter 4, the organometallic As and P precursors giving the best OMVPE results are tertiarybutylarsine (TBAs) and tertiarybutylphosphine (TBP). They are much safer than the conventional As and P hydrides and also give rise to lower carbon contamination levels. They pyrolyze at lower temperatures than the hydrides, a further distinct advantage. For these reasons, they are assuming an increasing role as they are demonstrated to produce superior material for an everwidening ranges of devices. The pyrolysis of TBP will be discussed first, since it has been studied extensively including the addition of r-butyl radicals to the system as well as the use of deuterated (C4H9)PD2. TBP pyrolysis was studied using a flow-tube apparatus in a D2 ambient by Li et al. [87]. At a residence time of 4 s, the percentage of TBP decomposed is plotted versus temperature in Figure 5.17 for concentrations of 0.9%, 5%, and 10% in an unpacked silica tube and for the 5% concentration in a packed (24 X increase in surface area) tube. An enhanced decomposition of TBP with increasing input TBP partial pressure is observed. This behavior, which is
350
400
450
Temperature
500
550
(°C)
Figure 5.17. Temperature dependence of TBP pyrolysis in a D2 ambient. Data for the unpacked tube are represented as (D) 0.9%, ( • ) 5%, and (A) 10%. (A) represents data for a 5% mixture with a packed tube (24X increase in surface area). (After Li et al. [87], reprinted with permission from the Journal of Electronic Materials, a publication of the Metallurgical Society, Warrendale, Pennsylvania.)
250
5
Kinetics
quite dissimilar to the TBAs results obtained in the same reactor, as discussed in the next section, indicate that higher-order reactions are involved. Increasing the surface area in the reactor tube had almost no effect on the decomposition, indicating the reactions to be homogeneous. This is dissimilar to the results for phosphine pyrolysis, discussed earlier. Weakening of the P-ligand bond results in a pyrolysis temperature for TBP approximately 200° C lower than that for PH3. This is responsible for the switch from heterogeneous pyrolysis for PH3 to homogeneous pyrolysis for TBP. The temperature dependence of the pyrolysis products for TBP concentrations of 0.2%, 0.9%, 5%, and 10% is shown in Figures 5.18a-d. The pyrolysis reactions are seen to be complex, since the input partial pressure affects both the pyrolysis rate and the reaction products. At high concentrations the dominant reaction product is C4HJQ, but at low concentrations the C4H10 product decreases and C4Hg dominates. This is almost certainly explained by competing unimolecular and bimolecular processes. In general, unimolecular processes dominate at low partial pressures, while bimolecular processes may dominate at higher partial pressures. At all concentrations, the PH3 reaction product plateaus at a constant fraction of the input TBP partial pressure (PTBP)- The amount of H^ produced (relative to (P^Bp) increases for low concentrations of TBP where the C4Hj^ reaction product 1.4 1.2 "T
^TBP
35
1.27Torr
30
TBP
1.0 C4H8/;
06 •
0.2 0.0
J .—9-
•
10
•
5
.^^^^^^^ P^j^p-5.72
Torr
TBP
60 H \
• H2 • HD A PH3 D C4Hio 0C4H8 A TBP
350
20 15
S(/H2
0.4 1
400
Torr
25 i
• \
0.8
PjBp'31.8 TBP"~~'*~^
C4H«^
\
• H2 • HD A PH3
Q
a
\ / ^ 4 ^ 1 0
0 C4H8 A TBP
TBP
A
^ \
^TBP
63.5
Torr
B
C4H10
50 • 40 30
C4HIO/;^VP5^
20-
^^/\.^^^><^^
10-
450
500
550
0-
350
Temperature
C4H8^
y^}%^^^^^5^ 400
450
500
550
(°C)
Figure 5.18. Reaction product concentrations versus temperature for four input TBP partial pressures corresponding to concentrations of 0.2, 0.9, 5 and 10% of TBP in D^. The surface was 50 cm^ of Si02. (After Li et al. [87], reprinted with permission from the Journal of Electronic Materials, a publication of the Metallurgical Society, Warrendale, Pennsylvania.)
5.3
Homogeneous Pyrolysis Reactions
251
dominates; thus, the H2 accounts for the other hydrogen atoms on the TBP not used to form C4H8. No deuterated species were observed under any conditions, except the small amount of HD formed at high temperatures by H2/D2 exchange [88]. Thus, TBP decomposition is independent of the D^ carrier gas. The absence of C4H9D (resulting from a reaction between C4H9 and D2) initially seems to indicate that homolytic fission producing r-butyl radicals is not the main decomposition route of TBP in a D2 ambient. Another explanation, favored by Li et al. [87] is that r-butyl radicals are formed but either react with the parent molecule or undergo homolysis to form C^H^ more rapidly than they react with D2. The results were explained in terms of the following reactions. TBP pyrolysis is initiated by a homolysis reaction, (C4H9)PH2 -> C4H, -h PH2.
(5.46)
The experimental data indicate that C4H3 is formed by a unimolecular process, most likely C4H9 -> C4H8 + H.
(5.47)
C4HJQ must be formed by a competing bimolecular route, postulated to be H abstraction from the parent molecule by the C4H9 radical—reaction (5.48)— although other possibilities are discussed later. This was supported by experiments using deuterated TBP, where the H radicals attached directly to the P atom are replaced by D to form (C4H9)PD2. Pyrolysis of this molecule produced C4H9D [87]: C4H9 -h (C4H9)PD2 -^ C4H9D + (C4H9) PD.
(5.48)
Other mechanisms could give this result, including a unimolecular reductive coupling reaction, (C4H9)PD2 ^
C4H9D + PD.
(5.49)
Thus, the mechanism was further tested by examining the effects of the addition of ^butyl radicals on the TBP pyrolysis rate. The r-butyl radicals were generated from 2,2'-azo-r-butane (C4H9N:NC4H9 or ATB), which pyrolyzes at 250°C to produce the desired radicals plus inert N2 [88]. As seen from the results, in Figure 5.19, the addition of r-butyl radicals directly results in the pyrolysis of TBP at temperatures as low as 300° C [89, 90]. This convincingly demonstrates that the attack of f-butyl radicals on the parent molecule—reaction ( 5 . 4 8 ) ^ i s an important step in TBP pyrolysis. A similar effect is observed for TBAs [90], as discussed in the next section. In addition, the pyrolysis of TBAs was demonstrated to cause the pyrolysis of TBP, indicating that r-butyl radicals are produced during the pyrolysis of TBAs. Thus, a reaction similar to Equation (5.49) appears to occur for TBAs. The rate constants for reaction 5.49, determined using the temperature dependence of the pyrolysis rates and the product ratio, is listed in Table 5.1.
252
5
Kinetics
Figure 5.19. Decomposition of TBP and azo-r-butane (ATB) alone and together. (After Li et al. [90], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
A similar precursor containing no H ligands is diethyltertiarybutylphosphine (DETBP). This molecule is found to pyrolyze by a combination of C-P bond homolysis and a ^-hydrogen elimination reaction (60%) producing C^H^ [82].
5.32.5
Tertiarybutylarsine
The earliest studies of TBAs pyrolysis [91] showed that pyrolysis occurs at temperatures well below those for ASH3 and the CH3- and C2H5-substituted alkyls, as seen in Figure 5.16, because of the weaker As-C bond strength of the f-butyl radical for which n^ = 3 (see Figures 4.1 and 4.4). This leads to the expectation that the pyrolysis process would be radical cleavage forming C4H9 and ASH2. Homolysis and disproportionation reactions would be expected to lead to the formation of C4H8 and C4H,Q as the major products. Experiments involving mass spectrometric sampling through a hole in the susceptor in a low-pressure OMVPE reactor led Lee et al. [81] to postulate the homolysis mechanism. The effects of surface area and concentration reported by Larsen et al. [91] for TBAs pyrolysis in an isothermal flow-tube apparatus are seen in Figure 5.20 where the percentage decomposition in 1 atm of D2 is plotted versus temperature for (1) 3% TBAs in an unpacked silica tube, (2) 3% TBAs in a packed silica tube, (3) 0.3% TBAs in an unpacked silica tube, (4) 3% TBAs in an unpacked GaAs coated tube, and (5) 3% TBAs in a packed GaAs-coated tube. The difference in pyrolysis temperatures for the unpacked and packed silica tube is slight. The GaAs surface in the unpacked tube lowers the decomposition temperature by only 10°C, but the high GaAs surface area decreases the pyrolysis temperature markedly. Thus, the decomposition is almost completely homogeneous except at very high GaAs surface areas. This is in marked contrast to other hydride and organometallic compounds of group V elements that are strongly catalyzed by both silica and III/V surfaces [21, 30, 65], as discussed earlier. The data also indicate that an increase in the input TBAs partial pressure from 0.003 to 0.03 atm in an unpacked tube has no effect on the pyrolysis rate. This
5.3
253
Homogeneous Pyrolysis Reactions too
550
400
Temperature
450
500
CO
Figure 5.20. Decomposition of TBAs in D, versus temperature. ( • ) , 3% TBAs, 50 cm^ SiO,; (O), 3% TBAs, 1200 cm'~ SiO.; (A), 0.3% TBAs, 50 cm^ SiO,; ( • ) , 3% TBAs, 50 cm^ GaAs; (•), 3% TBAs, 1,200 cm- GaAs. (After Larsen et al. [91], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
finding is quite dissimilar to the results for TBP discussed earlier and strongly indicates that the decomposition proceeds via parallel unimolecular reactions. The temperature dependence of the product partial pressures for the decomposition of a 3% TBAs mixture determined by Larsen et al. [91] is shown in Figures 5.21 and 5.22. Figure 5.21 gives products for the unpacked silica tube. The major products are found to be isobutane (C4H1Q) and H2. The C4H1Q appears at the same temperature at which the TBAs begins to decompose (i.e., about 300°C). The other products are isobutene (C4Hg) and ASH3. The ratios of C4H8 to ASH3 are approximately 1:1 up to 450°C, at which temperature ASH3 begins to decompose [63], suggesting a/^-elimination reaction occurs—reaction (5.51). 20
r
ATBAs • G4H,o
10 h
•C4H8 • H2 oAsHj
^ 200
^_^4flfi^ ^ • • r — \
300
400
Temperature
500
'^^
600
CO
Figure 5.21. Decomposition products of 3% TBAs in D2; surface is SO-cm^ SiO^. (After Larsen et al. [91], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
254
5
Kinetics
400 Temperature CO
Figure 5.22. Decomposition products of 3% TBAs in D2; surface is l,200-cm2 GaAs. (After Larsen et al. [91], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
ASH3 decomposition coincides with H2 production. Increasing the input TBAs partial pressure from 0.3% to 3% was found to result in Uttle change in the product ratio, another indication of pyrolysis by parallel unimolecular processes. Increasing the surface area was found to give rise to nearly identical products. A high surface area of GaAs gave the results shown in Figure 5.22. The ASH3 and C4H8 signals are significantly attenuated. This would be consistent with expectations that adsorption reduces the probability of /^-elimination reactions, as discussed in Section 5.3.1. No evidence in any of the experiments indicated that deuterated species were formed. Clearly, TBAs does not react with the D2 ambient as part of the decomposition mechanism. Larsen et al. [91] suggest this indicates that radical reactions play only a minor role in the pyrolysis reaction. However, Lee et al. [81] point out that the reaction between C4H9 and D2 is slow compared with other reactions forming C4H8 and C4H,(), which would be consistent with radical reactions predominating in TBAs pyrolysis. Li et al. [90] added r-butyl radicals to the system from the decomposition of ATB. The reduction of TBAs pyrolysis temperature by ~ 150°C shows that attack of the parent molecule by r-butyl radicals is an effective pyrolysis route. This suggests a third alternative, the production of C4H9 which subsequently attacks the parent molecule, the major process for TBP pyrolysis. The temperature and input partial pressure dependencies of the pyrolysis rate and product distribution indicated the mechanism to be two parallel unimolecular reactions, C4H9ASH2 -^ C4H10 + AsH
(5.50)
C4H9ASH2 -> C4H8 + ASH3.
(5.51)
5.3
Homogeneous Pyrolysis Reactions
255
Reaction (5.50) is a reductive coupling step, known for several transition metal compounds [92, 93] and for some trivalent P compounds [94]. It was discussed in the last section for TBP pyrolysis. Reaction (5.51), yielding the isobutene and ASH3, is a )8-elimination process. More recent results used deuterated TB As [95] in a flow tube reactor. The volatile products were quantitatively analyzed using NMR spectroscopy. At low pressures the predominant product was C^H^, while at higher pressures the product was C4H9D, similar to the results already discussed for TBP. The combined results suggest that the radical attack model postulated for TBP also functions for TB As. As Marking et al. [95] point out, both the unimolecular reductive coupling and )S-elimination reactions are at least partially forbidden, as discussed earlier. However, this is consistent with the high values of activation energy reported, 41.5 and 48.5 kcal/mol, respectively [91]. Marking et al. [95] postulate a four-center transition state. They also cite precedents for both types of reactions. Thus, it is possible that all three reactions occur, depending on the temperature and the TB As partial pressure. The results of Zimmermann et al. [82] indicate that in an OMVPE reactor, the pyrolysis occurs 55% by the )S-hydrogen elimination pathway. Foster et al. [5] calculated the activation energies for TB As pyrolysis by the three competing pyrolysis mechanisms discussed earlier: homolysis,/^-elimination, and reductive coupling. All three were predicted to have high activation energies. They suggested that only the intramolecular reaction leading to the direct production ofH,, (C4H9)AsH2 -^ C4H9AS 4- H2,
(5.52)
has a low activation energy. This is similar to the reactions expected from calculated results to be favorable for pyrolysis of the hydrides, as already discussed. The r-BuAs intermediate formed by elimination of H2—reaction (5.52)—was suggested by Foster et al. [5] to be stabilized by an agostic C-As-H interaction. It was predicted to pyrolyze via a /3-hydride elimination process with a modest activation energy to form the C4Hg observed plus AsH. No unimolecular process having a low activation energy was found for the production of C4H1Q, the other product observed. The origin of this product was postulated to be a bimolecular reaction where ^butyl radicals abstract H from f-Bu^AsH^ (n = 0 - 1 , m = 1-3). This was used to explain the increase in the C4H,Q/C4Hg ratio as the reactor pressure is increased [95]. Foster et al. [5] had difficulty explaining the excess of C4H10 over C4Hg at 1 atm. However, they were able to explain many of the other experimental observations, such as the products observed for (C4H9)AsD2 [90] and the effects of adding r-Bu radicals [90]. Clearly, the pyrolysis of TBAs is extremely complex. The possible pyrolysis reactions receiving support in the most current literature are included in Table 5.5. Zimmermann et al. [82] also studied the pyrolysis of the similar precursor diethyltertiarybutylarsine (DETBAs) where ethyl radicals replace the H atoms on
256
5
Kinetics
the molecule. They reported pyrolysis to occur by a combination of routes, with 65% occurring by the ^S-hydrogen eUmination pathway.
5.32.6
Comparison of As and P Precursors
Pyrolysis mechanisms have been systematically described for a number of As and P precursors of the type MR3_^H^, with n = 0 - 3 , where R represents CH3, C2H5, C3H7, or C4H9. Less extensive studies for a wider range of precursors with combinations of ethyl, propyl, and r-butyl ligands have also been reported by Zimmermann et al. [82], only some of which have been included here. Several results are obvious consequences of the bonding considerations discussed in Chapter 4. Because of the large bond strengths, the pyrolysis of the group V hydrides (n = 3) is mainly heterogeneous on III/V surfaces. Homogeneous pyrolysis may occur by direct production of H2. The much weaker M-R bonds give rise to homogeneous pyrolysis reactions at much lower temperatures for ethyl-, propyl-, and r-butylsubstituted hydrides. As indicated in Table 5.5, the pyrolysis mechanisms of these diverse precursors have many features in common. Intramolecular coupling reactions producing H2 are predicted to be favorable for molecules with /i = 2, as for the hydrides. Hydrogenolysis reactions are observed for precursors where R = CH3. The y8-hydrogen elimination reactions, common for pyrolysis of the group II and III precursors, have higher activation energies for the group V precursors because of the factors discussed earlier—particularly, the lack of an empty p orbital. Nevertheless, they appear to occur. Zimmermann et al. [82] determined that the rate of the /^-hydrogen elimination reaction increases as the number of 13 hydrogens on the ligand increases. Thus, it is not observed for TEAs and DEAs, is moderately strong for DEIPAs, EDIPAs, and TIPAs, and is strongest for TBAs and DETBAs. Although the homolysis reactions involving scission of the M-C bond have high activation energies, the experimental evidence appears to indicate that they are prevalent reactions for the molecules with n = 0-2. The fate of the R radicals is critical. In an H2 atmosphere, the CH3 radicals react with the ambient. They may also attack the parent molecule. For the source molecules where R = CH3, this leads to CH2 radicals that may give unacceptable levels of carbon contamination in some cases. The stability of C2H4 and C4Hg makes the ethyl- and r-butylsubstituted precursors less likely to give C in the layer. Thus, these precursors are typically more suitable for OMVPE growth. In terms of supplying atomic H at the surface to remove reactive radicals produced from pyrolysis of the cation precursors, molecules with R = ethyl or r-butyl and n = 2 are preferable. The lower C-M bond strengths also give lower pyrolysis temperatures. Thus, they pyrolyze more efficiently and, when the molecules are sufficiently stable, are more suitable for low-temperature growth. Some care must be exercised in applying the results of pyrolysis studies using
5.3
Homogeneous Pyrolysis Reactions
257
ersatz reactors to the actual OMVPE growth process. Ersatz reactors are useful for studying the reactions, and particularly for obtaining reliable kinetic data. However, the data are typically obtained at higher concentrations than used for OMVPE growth. In addition, the time scale of several seconds for these experiments is much longer than the time required for a precursor to diffuse through the boundary layer in an OMVPE reactor. Thus, the processes occurring in the ersatz reactor are more likely to involve the second-order processes inherently a part of radical chain reaction mechanisms. Lower concentrations, shorter times, and lower reactor pressures all act to increase the importance of unimolecular processes. Lowering the reactor pressure also favors heterogeneous reactions. Of course, in CBE essentially all reactions occurring outside the cracker cell are heterogeneous. Very likely, the main reactions occurring during OMVPE growth will be highly dependent on the exact growth conditions. A real possibility is that a detailed understanding of the complex processes occurring during diffusion through a steep temperature gradient must await the results of complete computer calculations performed for specific reactor conditions, as will be discussed further in Section 7.L The kinetic parameters, obtained using ersatz reactors, for the various competing reactions will be required in such calculations to obtain accurate results.
5.3.2.7
Organometallic Nitrogen Precursors
A key requirement for the growth of the wide band-gap III/V nitride semiconductors that have become so important for many applications is providing a sufficient supply of atomic nitrogen from the vapor phase during growth. The high N vapor pressures of the AlGaInN system at normal growth temperatures, discussed in Chapter 2, gives rise to high concentrations of N vacancies that result in high n-type background carrier concentrations. At present, NH3 is the normal precursor for the OMVPE growth of these materials. The pyrolysis of this N source was discussed in Section 5.3.2.L The stability of NH3 dictates the use of growth temperatures of approximately 1,000°C, as discussed in Chapter 8. The GaN growth process using TMGa is found to occur by the formation of a strong adduct between the TMGa and NH3. This topic will be treated later. The need for high temperatures to decompose NH3 has motivated the search for alternative, more labile precursors. Many precursors studied fall into two general categories. First, the hydrazine family offers promise due to the low pyrolysis temperatures and the ready supply of atomic N for the growth process. Second, precursors where a radical, such as r-butyl, replaces one or more of the H atoms on ammonia are interesting because of the success obtained using the equivalent As and P precursors, such as TB As and TBP. Examples from both categories will be discussed in the remainder of this section.
258
5
Kinetics
As indicated in Chapter 4, the hydrazine family offers the possibility of pyrolysis temperatures considerably lower than required for ammonia. Hydrazine, monomethylhydrazine (MMHy), dimethylhydrazine (DMHy), and phenylhydrazine (PhHy) have all been considered as potential N precursors. As seen in Table 4.7, the vapor pressure of PhHy is too low to be of any practical significance for the growth of the nitrides, so it will not be considered further here. As discussed in Chapter 8, hydrazine (N2H4) has been successfully used for the OMVPE growth of GaN and AIN [96]. The growth was postulated to occur via formation of the bis adduct. This is similar to the process found for growth using TMGa and NH3 and will be a common element for all of the precursors described here, as discussed in Section 5.3.3.2. The major drawback of using this N precursor is the extreme danger associated with its use. As discussed in Chapter 4, it is both toxic and explosive. Safer precursors from the same family are obtained by substituting alkyl radicals for one or more of the H ligands on hydrazine. MMHy has been used with TEGa for the OMMBE growth of cubic GaN [97]. The MMHy pyrolysis process has been studied in some detail by Lee and Stringfellow [98]. As seen in Figure 5.23, the value of T^^^ in a hydrogen ambient is approximately 500°C. The equivalent data for NH3 from Liu and Stevenson [73] are included for comparison. Decomposition occurs by a heterogeneous first-order reaction with a rate constant that is independent of the carrier gas and the concentration of the precursor. [98]. As discussed in Chapters 4 and 8, DMHy has also been used as a precursor for the growth of GaN. DMHy was reported to decompose homogeneously by a firstorder process (or processes), with a value of T^^ of approximately 420° C [99]. The percentage decomposed versus temperature is included in Figure 5.23. The pyrolysis rate was found to be independent of both the input concentration and the ambient gas. The pyrolysis was concluded to occur mainly via two parallel pathways, one by C-N bond rupture—reaction (5.53)—leading ultimately to methane
600
800
Temperature(°C)
Figure 5.23. Comparison of percentage decomposition versus temperature for several nitrogen precursors in an H. carrier gas: NH, (O), TBAm (A), MMHy (D), and 1,1 DMHy ( 0 ) .
5.3
Homogeneous Pyrolysis Reactions
259
and N2, and the other by N-N bond cleavage—reaction (5.54)—resulting in ammonia and dimethylamine production. These, plus H2 and C2H^ were the main products detected from an atmospheric pressure ersatz reactor [99]. At low temperatures of <460°C the first pathway dominates, while the second is the major mechanism at higher temperatures: (CH3)2NNH2 = N2 + 2CH4
(5.53)
(CH3)2NNH2 - CH3NCH2 + NH3
(5.54)
The combination of DMHy and TMGa yields an adduct that eliminates CH4 at low temperatures. The joint pyrolysis occurs by the decomposition of this adduct by complex processes described briefly in Section 5.3.3.2. As discussed in Chapter 4, TBAm is a potentially useful N precursor for the growth of the semiconducting nitrides. It works well as a dopant for various semiconductors and, combined with TMAI, for the growth of AIN. It is less useful for GaN growth. TBAm pyrolyzes at temperatures much lower than for NH3, with 50% pyrolysis by a temperature of approximately 600° C [100], as seen in Figure 5.23. In an He ambient, an analysis of the products indicates that pyrolysis occurs mainly via a /^-elimination reaction to produce NH3 and a reaction where the C-C bond is broken to produce CH4 and, ultimately, CH3CN. This is somewhat different than for the singly r-butyl-substituted arsine and phosphine precursors, described earlier. The higher temperatures required for the pyrolysis of the N precursor allows cleavage of the C-C bond. This, of course, is undesirable because it is expected to lead to much increased levels of unintentional C doping. In H2, the most rapid pyrolysis pathway appears to be the homolysis process, leading to the production of NH3 as the only N-containing product.
5.3.2,8
Antimony Precursors
TMSb is the most common source for the growth of the low band-gap III/V antimonides. The pyrolysis of TMSb in a toluene ambient to prevent radical reactions occurs by Sb-C bond scission. The rate constant versus temperature gives a bond strength of 55.9 kcal/mol [101]. The percentage decomposition versus temperature in He from the flow-tube study of Cherng et al. [102] is reproduced in Figure 5.24 [103]. The value of T^Q is approximately 500°C for the long residence time of approximately 4 s in this experiment. The pyrolysis is apparently homogeneous, since the addition of powdered Si02 has little effect. However, in the presence of powdered GaSb, the pyrolysis becomes at least partially heterogeneous. Larsen et al. [104] report a higher pyrolysis rate in an H2 ambient, attributed to the reaction of the CH3 radicals produced by homolysis with the ambient to produce H, which then attacks the parent molecule. This is similar to the reaction discussed in Sections 5.3.1.1 and 5.3.1.2 for TMIn and TMGa pyrolysis in H2. The latest studies, conducted using IR LPHP and matrix isolation ESR spectros-
260
5 Kinetics
Temperature ("C)
Figure 5.24. Comparison of percentage decomposition versus temperature for several antimony precursors in an He ambient. (After Cao et al. [103], reprinted with permission from the Journal of Electronic Materials, a publication of the Metallurgical Society, Warrendale, Pennsylvania.)
copy that allows detection of radicals directly, clearly demonstrate that at low reactor pressures the CH3 radicals produced may also attack the parent molecule, abstracting a hydrogen and producing Sb(CH3)2CH2 [105]. The same authors have also studied the pyrolysis of TESb. They found homolysis to be the main pyrolysis process on quartz surfaces, with a molecular process, possible p elimination, occurring homogeneously in the gas phase. No methyl radicals were trapped during the homogeneous pyrolysis process. The pyrolysis of triisopropylantimony (TIPSb) is also found to occur via homolysis reactions [106]. As expected from the weaker bond strengths (CH3-H = 104-105 kcal/mol vs. 98 kcal/mol forC3H7-H, from Table 4.1) TIPSb pyrolyzes at considerably lower temperatures than for TMSb, as shown in Figure 5.24. The ambient has little effect on either the pyrolysis rate or the products. However, a slow reaction with the D2 ambient is observed to produce some C3H-7D in D2. Parasitic reactions with TMIn reduce the growth efficiency in an atmospheric pressure reactor, as discussed in Chapter 4. In an effort to reduce the pyrolysis temperature even further, triallylantimony (TASb) (C3H5)3Sb was also investigated by Li et al. [106]. As seen in Figure 5.24, pyrolysis is essentially complete by a temperature of 200°C. The analysis of the products from the ersatz reactor suggested homolysis to be the pyrolysis pathway, although a reductive coupling reaction is also consistent with the results. One problem with this precursor is that it is found to decompose during roomtemperature storage. A secondary problem is the low vapor pressure of 0.7 Torr at30°C. The pyrolysis of trivinylantimony (C2H3)3Sb has also been studied in an ersatz reactor [107]. As seen in Figure 5.24, the decomposition temperature is slightly lower than for TMSb, an indication that the pyrolysis pathway is not simple Sb-C homolysis: the C2H3-H bond strength is comparable to, or slighdy higher than, the CH3-H bond strength. This indicates a molecular pyrolysis pathway. A reductive elimination reaction producing C^H^^ is consistent with the products observed mass-spectrometrically.
5.3
Homogeneous Pyrolysis Reactions
261
As summarized in Chapter 4, one of the most promising Sb precursors is tertiarybutyldimethylantimony (TBDMSb). The pyrolysis of this precursor has been studied by Cao et al. [103]. As seen in Figure 5.24, the percentage decomposition versus temperature in He nearly superimposes that of TIPSb. The value of T^Q is 300*^0 in both He and D2 ambients. Mass spectrometric analysis of the products indicates that the pyrolysis mechanism is homolysis, breaking the C4H9-Sb bond, followed by recombination and disproportionation reactions for both the resultant C4H9 and (CH3)2Sb groups leading, in the latter case, to formation of TMSb. No adduct formation with either TMIn or TMGa was observed in an atmospheric pressure reactor. Another Sb precursor, diisopropylantimony hydride, or DIPSbH, pyrolyzes at very low temperatures, with a value of T^Q of approximately 200° C [108]. The products, determined mass-spectrometrically, indicate pyrolysis occurs by a molecular mechanism producing C3H8 directly. This was confirmed by the observation that C3H7D is produced from pyrolysis of the deuterated precursor (C3 H7 )2 SbD. The production of an increasing proportion of C 3 H^ as the pyrolysis temperature was increased suggested a second pyrolysis route, postulated to be a y8-elimination reaction.
5.3.2,9
Tellurium Precursors
A systematic study of dimethyltellurium pyrolysis indicates the value of T^Q is approximately 470°C in a flowing H2 system at atmospheric pressure [55]. No kinetic parameters were reported. Diethyltellurium is perhaps the most thoroughly studied precursor molecule for the OMVPE growth of 11/VI semiconductors, although the experimental data must still be considered as being far from complete. The results of MuUin et al. [55] for DETe pyrolysis during flow, at rates of 10 and 20 cm/s, through an 8-cm-long heated Si02 tube at atmospheric pressure, indicate a lower pyrolysis temperature than for DMTe, with a T^Q of slightly above 400°C. Assuming the reaction to be the sequential loss of ethyl radicals resulted in Arrhenius parameters of 1.1 X 10'-^ s~' for the preexponential factor and an activation energy of 25.0 kcal/mol. DETe pyrolysis was found to be heterocatalytic: the homogeneous pyrolysis temperature of 410° C was reduced to 350° C in the presence of a Te surface. As discussed in Chapter 4, a number of other Te sources have recently been developed to reduce the pyrolysis temperatures to values low enough to be useful for the growth of HgTe, CdTe, HgCdTe, and other 11/VI compounds. The approach has been to use radicals with values of n^ larger than one, the value for DETe. The effects of these new Te sources on the growth rate are discussed in Chapter 7. Few detailed pyrolysis studies for these new sources have been reported. Preliminary studies of methylallyltelluride (MATe) pyrolysis [109] indicate that the allyl group leaves the molecule at temperatures of well below 200° C.
262
5
Kinetics
However, rather than a subsequent methyl elimination step to form atomic Te, two MTe radicals are seen to recombine, forming dimethylditelluride (DMDTe). At much higher temperatures, this molecule disproportionates into Te and DMTe. This is an example of the complex chemistry involved in the pyrolysis of precursors containing two dissimilar radicals.
5.3.3 Kinetics of Simultaneous Pyrolysis of Anion and Cation Precursors 5.3,3,1 TMGaandAsHs An enhanced ASH3 pyrolysis rate in the presence of TMGa is well documented [19, 110-115]. Butler and coworkers [19, 116] have clearly shown, using IR absorption spectroscopy to monitor CH3 concentrations, that methyl radicals attack ASH3. By measuring the decay of the CH3 signal, they determined the rate constant for the process. The Arrhenius parameters are included in Table 5.2. Statistical mechanical calculations by Tirtowidjojo and Pollard [117] indicate that at high temperatures (1,000° K), the main reaction path is independent pyrolysis of TMGa, yielding DMGa, MMGa, and CH3, with ASH3 pyrolysis assisted by CH3, forming ASH2 and CH4. MMGa and ASH2 react on the surface, forming GaAs. At lower temperatures, the pyrolysis reactions are mainly heterogeneous. Alternate explanations are based on the direct interaction of TMGa and ASH3 [30, 118]. A new absorption band appearing in the IR spectrum of the TMGa + ASH3 system reported by Nishizawa and Kurabayashi [113] may be a direct indication of the homogeneous, gas-phase formation of the adduct TMGa:AsH3. On the other hand, at very low temperatures of <259°C, Schlyer and Ring [110] studied the pyrolysis of neat (without diluent gas) mixtures of TMGa and ASH3. They proposed that the first step in the reaction was independent adsorption of the two reactants, followed by formation of a surface adduct. This is a classic Langmuir-Hinshelwood mechanism involving interaction between adsorbed molecules prior to pyrolysis of either. As discussed in detail in Chapter 7, Reep and Ghandhi [119] adopted a similar model to explain their growth rate variations with the input partial pressures of the reactants. Detailed pyrolysis studies in a flow-tube system, using a D2 carrier gas to label the products for mass-spectrometric analysis, have been interpreted as indicating that surface interaction between TMGa and ASH3 plays an integral role in the combined pyrolysis reactions [30, 114]. Comparing the data reproduced in Figure 5.25, for joint pyrolysis, with the earlier data for the independent pyrolysis of TMGa (Fig. 5.9) and ASH3 (Fig. 5.13) shows a significant reduction in the pyrolysis temperature for both reactants. An additional important feature of the data in Figure 5.25 is that equal amounts of As and Ga were removed from the vapor by pyrolysis, as seen more clearly in Figure 5.26. The products, shown for an ASH3: TMGa ratio of 1.89 in Figure 5.27, were CH4 and H,. No CH3D, C2H6 or HD
00
v/m
z
O
80
MH^
TMGa
1.89 0.89 0.36
o
• •
8
a ..
60
5
Ts
•
o u
40
z
20
UJ
A
8 fl
B ^0 0
u
D
0
•
•
D
^ ••
300
_i
1
400
500
TEMPERATURE
(°C)
Figure 5.25. Pyrolysis of TMGa-AsH3 mixtures at various V/III ratios. (After Larsen et al. [114], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
A 1.89 O 0.89 • 0.36
2.0
f^ X
-n-fl^
1.0
^^2ir
<
0.0 300
400
500
TEMPERATURE
(°C)
Figure 5.26. Ratio of AsH^ to TMGa removed from the vapor during pyrolysis versus temperature at three values of V/III ratio of 1.89, 0.89, and 0.36. (After Larsen et al. [114].), reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
,o_
»—
oc 3 u^
in LU
r^ c^
_, <
I— 0£
A
5^ r
•
•
—
4
•
•
•
•{
LJ
2
-
1
~
Q.
n^
k
300
D
D
a
n
A
Au_
A
__A_ o ^
•
O
• AsH3 ACH4
#
A
A
•
A
A D A •
a TMGa
A
A MeAsH,,
•
1
A • A ^ • r^ O O
6
o
^^^—15 0 0
_o_
400 TEMPERATURE
O H2
(°C)
Figure 5.27. Pyrolysis products for ASH3 and TMGa, with a ratio of 1.89, in a D2 ambient. (After Larsen et al. [114].), reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
264
5
Kinetics
was detected. This indicates the absence of independent pyrolysis reactions for the two precursors. Addition of a methyl radical scavenger was found to have no effect on the pyrolysis rate, supporting the absence of independent TMGa pyrolysis. The broad features of this data can be interpreted in terms of either adduct formation in the vapor or on the surface. However, the lack of CH3D appears to eliminate the explanation based on the CH3 attack of ASH3 in the vapor. The rate for this reaction is much larger than for the reaction of CH3 with D2, even at the high ASH3 concentration used in the flow-tube experiments. However, Larsen et al. [120] calculated that an easily detectable amount of CH3D would still be formed. The model developed, involving interactions between adsorbed TMGa and ASH3, gives probably the most satisfactory explanation of the data. Interactions involving only the parent molecules would automatically give a 1:1 ratio of TMGa to ASH3 molecules pyrolyzed. The interactions would weaken both the Ga-CH3 and As-H bonds, resulting in lower pyrolysis temperatures than for either precursor alone. Only CH4 would be formed in a D2 ambient. Foster et al. [121] have analyzed the possibility of gas-phase adduct formation as a part of the OMVPE growth process. They concluded that, as expected, the adduct will form during room-temperature mixing of the two precursors. At higher temperatures, the equilibrium constant decreases rapidly, since the adduct binding energy is small, so the adduct will no longer be stable. However, in an OMVPE reactor the adduct will eliminate CH4 before dissociating as the temperature is increased when the adduct moves into the heated area as it approaches the substrate. Thus, adduct mechanisms may be important, although the details of reactor geometry and growth parameters will be important in determining whether the vapor or surface adduct process is more important.
5.3.3.2
TMGa + NH3 and Other N Precursors
For the OMVPE growth of the nitrides, the adducts between the group III precursors and NH3 are so strong that adduct mechanisms are known to dominate the growth process [122]. The adduct forms in the vapor at high temperatures and rapidly eliminates CH4, followed by the sequential loss of two other CH4 molecules, resulting in the GaN product. Interestingly, the lack of success with alternative, singly substituted NH2R precursors, such as tertiarybutylamine ((C4H9)NH2, TBAm), is attributed to the weaker adducts formed with TMGa. Premature dissociation of the adduct before CH4 can be eliminated is suggested to be a possible mechanism for the formation of Ga droplets [123, 124] rather than solid GaN [100]. The nitrogen becomes highly stable N2 in the vapor. The stronger bond in the adduct formed with TMAl allows the growth of AIN using TBAm as the N precursor [124]. As discussed in Section 5.3.2.7, cracking of the r-butyl radicals at the high temperatures required
5.3
265
Homogeneous Pyrolysis Reactions
for growth of the nitrides makes carbon contamination a potential problem for TBAm[100]. Adduct formation also occurs when DMHy and TMGa are mixed, leading to CH4 production at low temperatures [99]. The production of HD in a D2 ambient was taken to indicate some dissociation of the adduct before pyrolysis. However, the production of GaN at high temperatures, using high V/III ratios, indicates that much of the pyrolysis occurs by decomposition of the adduct. This apparently explains the usefulness of this precursor for the growth of the semiconducting nitrides, as described in Chapters 4 and 8. The joint pyrolysis of MMHy and TMGa also occurs via the adduct mechanism.
5.3.3.3
TMInandPH^
Buchan et al. [125] studied the reactions occurring between TMIn and PH3 in a flow-tube apparatus using a D2 ambient to help to identify the reaction mechanisms. The result of having both anion and cation precursors present simultaneously was similar to the case for TMGa and ASH3, discussed in the last section. However, the effects are much more dramatic due to the large difference in pyrolysis temperatures for TMIn and PH3. The decomposition data for PH3 are shown in Figure 5.28. With no TMIn present and a PH3 concentration of 15% with the Si02 tube coated with InP, the PH3 pyrolysis is 50% complete at approximately 520° C. The effect of adding TMIn is dramatic. With an increasing ratio of the partial pressure of TMIn to that of PH3, the PH3 pyrolysis temperature decreases, until at a PH3: TMIn ratio of 2.1:1, the pyrolysis is 50% complete at the low temperature of less than 300°C. Surprisingly, the temperature at which PH3 100
100
200
300
400
Temperature (°C)
500
600
Figure 5.28. PH^ pyrolysis versus temperature showing the effect of TMIn on the pyrolysis temperature. The data are for PH3 alone at a concentration of 15% in Dj (a, A), and with increasing concentrations of TMIn, with PH3:TMIn ratios of 47 and 00 (a), 4.2 (b), and 2.1 (d) for a 50 cm^ surface coated with InP. The data labeled (c) are similar to those labeled (b) but with a surface area of 1,200 cm2. (After Buchan et al. [125], reprinted with permission of American Institute of Physics.)
266
5
Kinetics
pyrolysis begins is well below the temperature at which pyrolysis begins for TMIn alone. Remarkable also are the shapes of the pyrolysis curves with TMIn present. With a ratio of 4.2:1, roughly one-fourth of the PH3 decomposes at temperatures from 300° to 400° C, while the remainder decomposes at higher temperatures, indicating that only the PH3 reacting with TMIn decomposes at low temperatures. For the 2.1:1 ratio, the PH3 signal is completely gone for T > 350°C. However, methylphosphines still appear, which are included in the data of Figure 5.28. The presence of PH3 was also found to lower the pyrolysis temperature of TMIn significantly. With no PH3 present, as discussed in Section 5.3.1.1, the TMIn pyrolysis is essentially 100% complete by 350°C. At a PH3 :TMIn ratio of 47:1, the equivalent temperature was lowered to below 300° C. Pyrolysis in a D2 ambient for a 4.2:1 PH3 + TMIn mixture was found to yield mainly CH4. Essentially no CH3D was produced. At a PH3 :TMIn ratio of 47:1, absolutely no CH3D was detected. These results indicate that the TMIn pyrolysis mechanism was changed in the presence of PH3. This finding is supported by the lowering of the pyrolysis temperatures for both TMIn and PH3. The evidence indicates that PH3 interacts with the TMIn before the first CH3 can be released homogeneously. As for the combination of TMGa and ASH3, the most appealing model is simply that TMIn and PH3 form an adduct, either in the vapor phase before entering the reaction tube or on the surface. Similar unstable adducts leading to alkane elimination are common for other Ga and In compounds [126]. As for TMGa -h ASH3, an important question related to the homogeneous adduct model is whether the adduct would dissociate during heating before the CH4 elimination occurs. Didchenko et al. [127] showed that the elimination reaction occurs even at temperatures below room temperature. Presumably, as the analysis of Foster et al. [121] indicates for the TMGa -f- ASH3 system, the short-lived, metastable (CH3)3ln-PH3 adduct produces a CH4 molecule before dissociation occurs. The possibility also exists that the TMIn-PH3 interaction occurs stricdy on the substrate.
5.3.3.4
TMGa and TBAs, TMAs, and TEAs
The temperature dependence of TBAs decomposition for various conditions is shown in Figure 5.29. Included are data from Section 5.3.2.5 for the pyrolysis of TBAs with no TMGa for both low (50 cm-) and high (1,200 cm-) GaAs surface areas. This data of Larsen et al. [91] show that addition of a small amount of TMGa, to give a V/III ratio of 10:1, has Httle effect on the reaction rate. When the TBAs concentration was decreased by one-third, the results were still essentially unchanged. Increasing the surface area produced a slight change in the curve when TMGa was present. In all cases, the decomposition of TBAs was essentially unaffected by the presence of TMGa. This contrasts markedly with the TMGa 4- ASH3 results discussed earlier.
5.3
267
H o m o g e n e o u s Pyrolysis Reactions 100
200
300 400 Temperature CO
Figure 5.29. Percentage decomposition of TBAs in D2 versus temperature. (O), 3.0% TBAs over 50 cm2 GaAs (no TMGa); ( • ) , 3.0% TBAs, + 0.3% TMGa over 50 cm^ GaAs; ( • ) 0.9% TBAs + 0.3% TMGa over 50 cm^ GaAs; (A) 3.0% TBAs over 1,200 cm^ GaAs (no TMGa); (A) 0.9% TBAs + 0.3% TMGa over 1,200 cm^ GaAs. (After Larsen et al. [91], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
The corresponding plot describing the behavior of TMGa, again from Larsen et al. [91], is given in Figure 5.30. Data from Section 5.3.1.2 for TMGa alone and TMGa with ASH3 are also shown. Clearly, TMGa pyrolysis was enhanced by adding TBAs, but the decomposition temperature is nearly independent of the TBAs/TMGa ratio. The effect was nearly identical to that induced by the presence
400
500
600
Temperature CO Figure 5.30. Percentage decomposition of TMGa in D2 versus temperature. (D) 3.0% TMGa over 50 cm2 Ga; (O) 0.3% TMGa + 0.3% AsH, over 50 cm^ GaAs; ( • ) 3.0% TBAs + 0.3% TMGa over 50 cm2 GaAs; ( • ) 0.9% TBAs + 0.3% TMGa over 50 cm^ GaAs; (A) 0.9% TBAs + 0.3% TMGa over 1,200 cm^ GaAs. (After Larsen et al. [91], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
268
5 dU j
,4^^ Y
? 15
-
Kinetics
(Q) 1
/
ACHA
• C4H10 •
TBAs
oTMG
£
5
C4.
,
n
200
—^.—5 = = = S — D - r P ^ 300 Temperature
500
400 CO
/X(b) 1 >^
2 r
k
0
0
6
0
• CH4 ^C4H8 AASH3
^
^ ^ ^
1
/ ^v)*
• CH3ASH2 OTMG a C5H12
'
200
1 D - QP—q—g^"'^ 300 400 Temperature
2 500
CO
Figure 5.31. Major (a) and minor (b) decomposition products of 3.0% TBAs, 0.3% TMGa mixture in D2. Surface is 50 cm*^ GaAs. (After Larsen et al. [91], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
of ASH3. Increasing the surface area resulted in a marked lowering of the pyrolysis temperature, producing a discontinuous curve which exhibited two distinct decomposition regimes. The products obtained by Larsen et al. in a D2 ambient are given in Figures 5.31 and 5.32. In Figure 5.31a, the major products are plotted for a 10:1 TBAs: TMGa ratio in an unpacked tube. The results were much the same as with no TMGa, described in Section 5.3.2.5: the major product was C4H,(), with C^H^ appearing at higher temperatures. CH4 was also one of the major products, with no CH3D detected. The minor products, as shown in Figure 5.31b, include (CH3)^AsH3_^, with X = 1 or 2 (methylarsine), C<^H^2 (neopentane), and ASH3. In the case of TBAs alone, the ASH3 and C4H8 were produced in a nearly 1:1 ratio at low temperatures. With TMGa present, the ASH3 was attenuated by GaAs-catalyzed decomposition as well as direct interaction with TMGa. H2 was created by the decomposition of both ASH3 and the radicals AsH and/or ASH2. No deuterated species were detected.
5.3
Homogeneous Pyrolysis Reactions L
6 e ^
4
L
• CH4
\-
AC4H8 • TBAs oTMG • C4H10
-
_
269
.
-t-vT
(a)
_ 2b -
o^^A
200
^^
300 Temperature
300 Temperature
1
400
*
°^^^ 500
CO
400 CO
Figure 5.32. Major (a) and minor (b) decomposition products of 0.9% TBAs, 0.3% TMGa mixture in D2. Surface is 50 cm^ GaAs. (After Larsen et al. [91], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
Figures 5.32a and 5.32b give the products when the V/III ratio was reduced to 3:1. The ASH3 was found to be severely attenuated and the H2 disappeared. This suggests that the ASH3 and the AsH^ react with TMGa to form CH4 before they decompose independently. The presence of TBAs is observed to lower the decomposition temperature of TMGa by 75° C compared with TMGa alone. Also, the products are devoid of any CH3D and C2H5, the main products of TMGa decomposition in D2. Apparently there is virtually no independent homogeneous decomposition of TMGa. It is also seen that TMGa-TBAs reactions differ from those between TMGa and ASH3. In the latter system CH4 is the main product. If the TMGa-TBAs interactions were stricdy analogous, C5Hj2 and CH4 would be produced in a 1:2 ratio, which is clearly not the case. Since some C5H^2 is formed, with pressures proportional to the V/III ratio, adduct reactions may occur. However, TMGa-TBAs adducts are plainly not the major pathway for TMGa decomposition. Lee et al. [81] performed similar experiments exploring the joint pyrolysis of
270
5
Kinetics
TMGa and TBAs in a low-pressure OMVPE reactor. They found the main fragment to be methylarsine. This led them to conclude that adduct formation plays a major role in the joint pyrolysis reaction. They argue that the reduction in TMGa pyrolysis temperature is largely a result of the interchange of radicals, with methyl radicals transferred to the As and r-butyl radicals transferred to the Ga. They pointed out that gas-phase adducts will be more stable for the TMGa-TBAs system than for TMGa and ASH3. An examination of the rate constants for C^H^Q production with and without TMGa led Larsen et al. [91] to conclude that the dominant route for C4HJ0 production on the surface was the same with and without added TMGa. A comparison of the heterogeneous rate constant for production of C4H8 with that of heterogeneous C4Hg production with TBAs alone, however, showed a large discrepancy. The data suggest a surface reaction between TBAs and TMGa yielding C4Hg. Lee et al. [81] also studied the joint pyrolysis reactions for TMGa -f TMAs and TEGa + TMAs. They found no significant effect of the presence of TMGa on the kinetics of TMAs pyrolysis. On the other hand, the effect of TEGa was to reduce the TMAs pyrolysis temperature by 50° C. They attributed the effect to alkyl exchange with ethyl radicals being transferred to the As, presumably via adduct formation in the gas phase. Evidence for the formation of stable adducts was obtained for the systems TMGa + TEAs and TEGa + TEAs [81]. The mass spectrometer intensities for the peaks attributed to the TEAs were attenuated by an order of magnitude when either TMGa or TEGa was added to the system. As for TMAs, discussed earher, the reduction in TMGa pyrolysis temperature was cited as evidence of alkyl exchange. In addition, DEGa fragments were observed in the mass spectrometer. More recent pyrolysis studies have used a deuterium ambient and the addition of radicals from the azo compounds to clarify the reactions occurring during the joint pyrolysis of TMGa and both the methyl- and ethylarsines. The results led Li et al. [77, 78] to conclude that the main effect of the addition of TMGa on TMAs pyrolysis is related to the production of additional CH3 radicals, which react with the ambient (either H2 or D2) to form H or D radicals that attack the TMAs molecule. The results indicate that the CH3 radicals do not directly attack the TMAs. For the copyrolysis of TMGa and the ethylarsine precursors, radical reactions again dominate the complex decomposition processes [84, 128]. In this case, the CH3 radicals from TMGa pyrolysis directly attack the parent As precursor molecules.
5.3,3.5
TMGa and TBP
TBP and TMGa have been used to grow both GaP and GaAsP [129]. Li et al. [130] studied the pyrolysis of TBP and TMGa together mass-spectrometrically in a flow-tube apparatus, using a D2 ambient to elucidate the reaction mechanisms.
5.3
Homogeneous Pyrolysis Reactions
271
100
c a>
o Q.
E
o u a> Q
300
400
450
500
550
Temperature (°C)
Figure 5.33. Effect of TMGa on the pyrolysis of TBP. The data for TBP alone, A, B, and C, are for concentrations of 0.9% in D2. A is for a 50 cm^ area of Si02. B is similar, except the surface is GaP. For C the GaP surface area is 1,200 cm^. The data labeled D and E correspond to B and C, respectively, but with the addition of 0.3% TMGa. (After Li et al. [130], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
as already described. Surprisingly, the results were somewhat dissimilar to the results for the combined pyrolysis of TMGa and TBAs, observed in the same reactor, as discussed earlier. The effect of adding TMGa on the temperature dependence of TBP pyrolysis is shown in Figure 5.33. The curves for TBP alone, labeled A, B, and C to denote the various surfaces used, are similar to data in Figures 5.17 and 5.18. A remarkable effect of adding TMGa is to suppress the TBP pyrolysis for both high and low GaP surface areas. For the TMGa + TBAs system, Larsen et al. [91] observed no effect of this type. However, Lee et al. [81] reported a similar effect. The reaction products of Li et al. [130] are seen in Figure 5.34. The results can be compared with the data for TBP alone at the same concentration in Figure 5.18. The additional products due to the TMGa are CH4, CH3D, and (CH3)^PH3_^ (x = 1 or 2). The CH4 and methylphosphines must be produced by a TMGa/TBP interaction, the latter perhaps from the interaction of CH3 with PH2 on the surface. The presence of CH3D indicates that some TMGa decomposes by homolysis. The increase in C4H10 caused by the GaP surface, observed for TBP pyrolysis alone, disappears when TMGa is added. Apparently the heterogeneous TBP pyrolysis route yielding C4H10 is blocked by the presence of TMGa. Li et al. [130] suggest this indicates the process is a chain reaction involving either PH or PH2 that attacks both TMGa and TBP The presence of TBP enhances heterogeneous TMGa pyrolysis, as seen in Figure 5.35, since it furnishes the PH^ radicals. The interaction between TMGa and PH (PH2) depletes the surface population of the PH^ radicals, thus decreasing the heterogeneous pyrolysis rate of TBP. The
3
m
Q.
350
400
450
500
Temperature (°C)
3 (0 (A 0) Q.
75 (0 Q. 400
Temperature (°C) Figure 5.34. Products partial pressures for pyrolysis of a mixture of 0.9% TBP and 0.3% TMGa for a surface area of 50 cm^. (After Li et al. [130], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
550
Temperature (°C) Figure 5.35. Temperature dependence of TMGa pyrolysis in the presence of TBP. The data labeled D and E are for 0.9% TBP + 0.3% TMGa for surface areas of 50 and 1,200 cm^ respectively. The data labeled D' and E' are similar with higher TBP concentrations of 5%. (After Li et al. [130], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
5.3
Homogeneous Pyrolysis Reactions
273
results of experiments using deuterated TBP (C4H9PD2) [89] support this mechanism. The surface interaction of PD^ and TMGa yields mainly CH3D.
5.3.3.6
Summary of Low-Temperature Pyrolysis Reactions
A comparison of the reaction mechanisms for the pyrolysis of group III and group V precursors together gives additional insight into the individual reactions. The pyrolysis of both TMGa and ASH3 are enhanced when the two are present together. The data of Larsen et al. [30, 31] show that at low surface areas, the pyrolysis curves are identical, with values of T^^ of 410°C for both. The ratio of As to Ga pyrolyzed is unity. When the ASH3 is substituted by TBAs, the value of T^Q for TMGa pyrolysis remains at 410°C. The less stable TBAs pyrolyzes at lower temperatures, with a value of T^^ of 370° C, equal to the value for TBAs alone. The lowering of the pyrolysis temperature for TMGa may be thought of as due to the heterogeneous attack of TMGa by ASH3 (a pyrolysis product for TBAs). This comparison also offers insights into the postulate of adduct formation. The low concentration of the neopentane (€5^1,2) product for TMGa combined with either TBAs or TBP seems to indicate that the adduct mechanism is not dominant for these precursors, whereas the adduct would be weakest in the ASH3 case. This supports the interpretation of the TMGa + ASH3 results in terms of ASH3 attack of TMGa on the GaAs surface without gas-phase adduct formation. Of course, the tendency to form adducts is markedly decreased for adsorbed molecules since the empty p orbital for TMGa and the lone-pair electrons for ASH3 are already occupied by bonding to surface atoms. This mechanism has the additional advantage of agreeing with the conclusions of Aspnes et al. [131] that gas-phase interactions do not play a significant role in the low-temperature growth of GaAs using TMGa and ASH3. This interpretation would suggest that the marked lowering of the ASH3 pyrolysis temperature in the presence of TMGa is also due to the TMGaASH3 surface interaction. The copyrolysis reactions for TMGa combined with the several possible methyland ethylarsene precursors are dominated by complex radical reactions. The CH3 radicals from TMGa pyrolysis directly attack the ethylarsine precursors. For the methylarsine precursors, the interaction also involves the H2 ambient; H radicals attack the As precursors and intermediates.
5.3.3.7
DMCdandDETe
DETe pyrolyzes in H2 with a value of T^Q of approximately 400°-450°C. With the addition of DMCd in a 1:1 molar ratio, the pyrolysis curve nearly matches that of DMCd—that is, pyrolysis is 50% complete at a temperature of approximately 370° C. Mullin et al. [55] interpreted this in terms of adduct formation prior
274
5
Kinetics
to pyrolysis. Later Bhat et al. [56] demonstrated this to be incorrect. DETe decomposes at the same temperature in the presence of elemental Cd vapor. They interpreted the decrease in DETe pyrolysis temperature to a heterogeneous reaction at a Cd surface. Supporting evidence is the similarity of activation energy for several OMVPE growth processes to that of DMCd pyrolysis, approximately 21 kcal/mol (see Section 4.2.1.7). Kuznetsov et al. [132] report the activation energies for the growth of CdTe using DMCd and DMTe in H2 to be 24 kcal/mol and for CdSe using DMCd and DMSe to be 22 kcal/mol.
5.4
Heterogeneous Pyrolysis Reactions
5.4.1 Heterogeneous Pyrolysis of TMGa The first example of heterogeneous pyrolysis will be TMGa on (001) GaAs surfaces. This is a well-studied system of importance for the OMVPE growth of the Ga-containing III/V semiconductors. Creighton [133] studied TMGa pyrolysis on a Ga-rich (001) GaAs surface using TPD, low-energy electron diffraction (LEED), and Auger electron spectroscopy (AES). TMGa was found to irreversibly dissociate upon adsorption, yielding MMGa or DMGa surface fragments. Upon heating, the resulting methyl radicals desorb at a temperature of approximately 437°C. Analysis of the TPD data yielded £* and A values that changed with surface coverage. For the zero coverage limit, E* = 46 kcal/mol. As expected, the value of 46 kcal/mol for the bond strength of a methyl radical to (presumably) a Ga on the surface is less than the first Ga-methyl bond strength in TMGa, 60-65 kcal/mol, determined as discussed in Section 5.3.1.2. Creighton found that the detailed composition and structure of the surface has a significant effect on the CH3 desorption rate. At high values of CH3 coverage, the activation energy was reduced to approximately 30 kcal/mol, because of changes in the surface structure. Donnelly et al. [134] studied the pyrolysis of TMGa on (001) GaAs surfaces in a UHV environment using XPS, to monitor the relative carbon surface coverage, and TPD, where the species desorbing during heating were determined mass-spectrometrically. Dosing the surface at room temperature gave a Ga saturation coverage of 10 ^"^ cm~^. The surface site density of (001) GaAs is 6.3 X 10^"^ cm~^; thus one-sixth of the surface sites were covered by adsorbed TMGa molecules. As discussed later, Aspnes et al. [135] interpreted their low-temperature TMGa pyrolysis data using a similar factor of 1/5. Donnelly et al. [134] also measured a C /Ga ratio of 3:1. Heating produced methyl radicals and either DMGa, MMGa, or a mixture of the two. The desorption of methyl radicals occurred with an activation energy of 43 kcal/mol, in good agreement with that reported by Creighton [133]. They conclude that CH3 is the only hydrocarbon product. Pyrolysis occurs via sequential loss of CH3 radicals. These results are supported by molecular-beam/surface scattering and X-ray plus ultraviolet photoemission mea-
5.4
Heterogeneous Pyrolysis Reactions
275
surements in an UHV environment by Yu et al. [136]. They report that TMGa chemisorbs dissociatively at temperatures below 300''C. The activation energy for the dominant CH3 desorption process was determined to be 45 kcal/mol. An interesting variant of the UHV studies is the use of the STM to examine the chemistry of TMGa dissociation on an (001) Si surface [137]. It was concluded that TMGa adsorbs dissociatively, yielding CH3 and DMGa, which bind to the surface. The DMGa is somewhat mobile at room temperature. Further dissociation apparently involves an intramolecular reaction to give ethane, which desorbs into the vapor, and Ga atoms. The Ga atoms are seen to arrange into rows of Ga dimers on the Si surface. Heterogeneous TMGa pyrolysis studies have also been performed in the nonUHV conditions more relevant to OMVPE growth. Kobayashi and Horikoshi [138] examined the pyrolysis of TMGa on (001) GaAs at atmospheric pressure in H2 at a temperature of 500°C using SPA measurements. Monochromatic light is incident on the flat sample surface at the Brewster angle to minimize interactions with the bulk semiconductor. Specific spectral features in the reflected beam are associated with Ga dimers on the surface. The authors claim the formation of Ga dimers depends on CH3 desorption; thus, they are able to directly measure the kinetics of the desorption process. Desorption was observed to occur by a ftrstorder process with an activation energy of 32 kcal/mol, considerably lower than the values ranging from 43 to 46 kcal/mol cited previously. However, the surface coverage is probably fairly high in these experiments, which may bring the results into closer agreement with the results of Creighton [133]. Aspnes and coworkers [131, 135, 139] were the first to use optical techniques to study heterogeneous TMGa pyrolysis in both UHV and high-pressure ambients. From RDS measurements on an As-rich (001) GaAs surface, they concluded that TMGa desorbs as a molecule at 370°C, with a heat of desorption of 26 kcal/mol. They interpreted their results to indicate that surface pyrolysis occurs with an activation energy of 39 kcal/mol. Only one-fifth of the surface sites receive a TMGa molecule, which was interpreted in terms of steric hindrance, with an adsorbed TMGa molecule preventing the occupation of neighboring sites. The experiments were limited to temperatures of less than 370° C, and the results are rather indirect (i.e., the surface and desorbing species were never identified). Some care must be exercised in using these results literally in the interpretation of OMVPE growth experiments. Nevertheless, the optical results are exciting since RDS and SPA approach most nearly the long-sought goal of an in situ diagnostic tool for observing the OMVPE growth process.
5.4.2 Heterogeneous Pyrolysis of TEGa Many UHV studies of heterogeneous TEGa pyrolysis have been published. Donnelly and McCauUey [140], using techniques described above, detected the desorption of mainly ethene and some ethyl radicals during the heating of a
276
5
Kinetics
TEGa-dosed, (001) GaAs surface. They interpreted their results in terms of physisorption followed by dissociative chemisorption. Pyrolysis on the surface occurs by sequential ethyl radical elimination. Some ethyl radicals are desorbed, while others lose H on the surface and desorb as ethene. They reported no evidence of recombination or disproportionation reactions involving adsorbed ethyl radicals. They also saw no evidence of ^^-elimination reactions. Since ^^-elimination reactions are dominant for TEGa in the gas phase, as discussed in Section 5.3.1.4, adsorption apparently changes the ratio of the rates of radical and ^^-elimination processes. Chemisorption involves the empty p orbitals that are involved in the ^^-elimination reactions. Thus, the ^-elimination pyrolysis route is expected to be less likely for heterogeneous than for homogeneous pyrolysis of TEGa. It should be mentioned that TIBAl is reported to decompose on an Al surface by a heterogeneous /^-elimination pathway [141]. This may occur while the precursor is physisorbed in a precursor state that does not involve the empty p orbital. In a later paper, Donnelly et al. [142] detected DEGa desorption during heating. They found a coverage-dependent activation energy for desorption of DEGa, with a value of 18 kcal/mol for saturated coverage and 27 kcal/mol at 30% saturated coverage. Decomposition of MEGa by a )8-elimination pathway was inferred, yielding GaH and ethene, with an activation energy of 32 kcal/mol. Yu et al. [136] also favor dissociative adsorption of TEGa, producing ethyl ligands on the surface that eventually block further adsorption at low temperatures. The ethyl ligands are desorbed as both ethene and ethyl radicals, with the production of litde ethane. The desorption kinetics for both main products were found to be the same, with a combination of two first-order rates with activation energies of 17.4 and 23.9 kcal/mol. These desorption rates are about lOX faster than for methyl radicals due to the lower values of activation energy. The activation energies are close to the values mentioned earlier and the 25 kcal/mol reported by McCaulley et al. [143] from laser desorption experiments. Significantly, the results of these '*static" measurements, where only the group III precursor is present on the GaAs surface, appear to be consistent with the detailed model for CBE growth using TEGa, to be discussed in detail later. As already mentioned, caution should be exercised in attempting to correlate the results of "static" and "dynamic" studies. In addition to the lack of the group V precursor and resulting pyrolysis intermediate and product species, the temperatures, times, and surface coverages may be quite different in the two types of experiments.
5.4.3 Other Group III Precursors Hot wall pyrolysis of TEGa, TIPGa, TIBGa, and TTBGa result in strong alkyl signals in matrix isolation experiments [15]. Since homogeneous pyrolysis of these precursors occurs largely by yS-elimination reactions, this again demonstrates that adsorption blocks /^-elimination reactions.
5.4
Heterogeneous Pyrolysis Reactions
277
The kinetics of Al deposition at low temperatures from trimethylamine alane (TMAA) have been studied by Gross et al. [141]. Deposition was found to occur at temperatures as low as 85°C, since both the amine-alane and Al-H bonds are weak. In addition, the surface does not become littered with radicals which prevent adsorption of the nutrient molecules, since the amine does not pyrolyze and does not stick on the surface. Alane pyrolysis was found to produce atomic H on the surface. TPD results showed that H2 desorbs from an Al surface at 50°C. H2 formation and desorption are rapid on metal surfaces, where the bonds are not directional, since there is a very low barrier for the recombinative desorption of H. This is not generally expected to be true for H adsorbed on semiconductor surfaces, where the highly directional nature of the bonds prevents significant overlap of the H electron orbitals. For example, the desorption of H for (001) Si is slow due to the directionality of the bonds [144]. The decomposition kinetics of TMAA are first-order, with A = 3 X 10'^ g-i ^nd £* = 17.8 kcal/mol. The activation energy was interpreted to be the Al-N bond strength. Adduct dissociation was considered to be the rate-limiting step. Triethylamine alane (TEAA) is also an attractive Al precursor, since it is a liquid at room temperature. For TEAA, the Al-N bond is weaker than for TMAA. The rate-limiting step for Al deposition at temperatures as low as 60° C was postulated to be H2 desorption from the surface [141]. SPA was used to study the pyrolysis of TMAA and trimethylamine gallane (TMAG). As-stabilized (001) GaAs surfaces were exposed to TMAA or TMAG at a fixed temperature. The time dependence of the growth of the SPA signal due to Al or Ga dimers was used to determine the heterogeneous pyrolysis rate. Pyrolysis for both precursors was observed to begin at approximately 150°C, much lower than for the trialkyl Al and Ga compounds. Yamauchi and Kobayashi [145] were able to demonstrate a close relationship between the temperature for the onset of pyrolysis and the low temperature onset of OMVPE growth, using ASH3 as the arsenic source. For AlAs, growth was found to begin at temperature of about 150°C using TMAA, versus a temperature of approximately 300° C for TEAL The temperatures for the change in SPA signal were 150°, 320°, and 520°C for TMAA, TEAl, and TMAl, respectively. A similar trend of 150°, 300°, and 400° C was observed for DMAG, TEGa, and TMGa. The increase in temperature for the onset of pyrolysis was attributed to an increasing strength of the M-R bond. This provides a convincing demonstration of the relationship of the heterogeneous kinetics to the OMVPE growth process.
5.4.4 Heterogeneous Pyrolysis of Group V Precursors Yamauchi et al. [146] studied the heterogeneous pyrolysis of arsine and TMAs in 1 atm of H2 using SPA. The authors monitored the time dependence of the spectral
278
5
Kinetics
feature attributed to the surface Ga atoms, using TEGa to produce an initially Ga-stabilized surface. As Ga atoms were covered by As, the signal was attenuated. They studied the transients versus temperature for the various As precursors. The activation energy measured for heterogeneous arsine pyrolysis was 17 kcal/mol, in good agreement with the results of Denbaars et al. [111], who reported 18 kcal/ mol on a GaAs surface. The As-H bond strength is much larger, approximately 65 kcal/mol. For TMAs, a very much larger activation energy of 65 kcal/mol, close to the first As-C bond strength of 63 kcal/mol, was determined. In a more recent review paper, Kobayashi et al. [147] reported the results of SPA studies of heterogeneous pyrolysis of additional precursors in the temperature range from 400° to 600°C. They reported activation energies of 19 kcal/mol for TBAs and DEAs and 36 kcal/mol for TEAs [148]. The experimental results for all of the molecules discussed are shown in Figure 5.36. For TMAs and TEAs, the activation energies are similar to the bond strengths. The small effect of the surface may indicate that these molecules decompose while in the physisorbed state. For the others, there is a strong surface interaction, indicative of chemisorption, giving a much reduced activation energy. Ritter et al. [149] studied the pyrolysis of TBAs and TBP in a UHV ambient, the cracker of a CBE reactor. For TBAs with the cracker held at 700°C the products were isobutene, H2, methane, and arsine, with no evidence of the subTs 700
600
rc) 500
400
AsHs
N
« 1.0
01
1.2 1 0 V Ts
(0.74eV)
1.4 (K"')
Figure 5.36. Decomposition rate (k) for TMAs, TEAs, DEAsH, TBAs, and AsH,. The rate was corrected for As desorption rate and normalized by the partial pressure of the As precursor. (After Kobayashi and Kobayashi [148].)
5.4
Heterogeneous Pyrolysis Reactions
279
hydrides ASH2 and AsH. Much more efficient cracking (20-30X) was observed for TBAs than for arsine, in agreement with the relative stabiUties of the two molecules. They also studied the cracking of TBR The products observed were H2, 2-methylpropene, methane, and phosphine. The cracker also produced considerable quantities of PH2 and, perhaps, PH. The mechanisms appear to be similar to those reported in Section 5.3.2 for the homogeneous pyrolysis of these precursors. Musolf et al. [150] reported that TBAs can be used directly in CBE without precracking, as is required for arsine. They cite theoretical factors indicating that ASH3 will not adsorb strongly on (001) GaAs, while ASH2 will form a much stronger bond. Annapragada and Jensen [151] studied the pyrolysis of TMGa and TBAs in a UHV apparatus using mass spectrometry and total internal reflection FTIR measurements. The main alkyl products were ^butyl radicals. They interpreted their data to indicate that ASH2 is also produced. They did not rule out AsH, production; however, the product was not arsine. Thus, heterogeneous loss of ^butyl radicals appears to be the main pyrolysis pathway for TBAs under these conditions. They measured a very small activation energy for r-butyl radical desorption of 5 kcal/mol. In contrast to these results, mass spectroscopy and XPS studies of the pyrolysis of TBAs in a UHV environment indicated that at 750° K TBAs adsorbs with the breaking of the As-H bonds, forming ^BuAs and H on the surface [152]. The activation energies measured for TBAs pyrolysis via the breaking of the As-H bonds were extremely low. At higher temperatures the As-C bonds rupture, producing As and ^butyl radicals. Further reactions resulted in the desorption of C4H10 and C4H8. These results agree with the TBAs pyrolysis mechanism suggested by the theoretical studies of Foster et al. [5] as well as the calculated results for the hydrides discussed in Section 5.3.2.1. However, the lowest activation energy pyrolysis pathways may be considerably different for homogeneous and heterogeneous pyrolysis processes.
5.4.5 Heterogeneous Pyrolysis of Combined Cation and Anion Precursors When the group III and group V precursors are both present on the surface, as during the actual OMVPE (or OMMBE or CBE) growth process, the reactions become more complex. The tools described earlier give some indication of the processes occurring. However, more detailed surface techniques are necessary to gain direct insights into the actual heterogeneous reactions. For this reason, the discussion of the heterogeneous joint pyrolysis reactions will also consider results obtained in UHV systems, where powerful analytic tools give a clearer and more detailed understanding of the pyrolysis processes.
280
5A.5.1
5
Kinetics
Growth Using TEGa
The CBE growth of GaAs using TEGa and cracked ASH3 has been studied extensively using analytic tools that can be applied only in the UHV environment. The results are discussed in detail in Section 7.2.4.1. A summary is given here since the results are directly related to the kinetics of heterogeneous processes occurring during both CBE and OMVPE growth of GaAs. Robertson et al. [153] suggest that at low temperatures, heterogeneous pyrolysis of TEGa limited the growth rate. However, molecular-beam mass spectroscopy (MBMS) experiments by Martin and Whitehouse [154] and others clearly show that TEGa pyrolyzes rapidly to produce DEGa at much lower temperatures. Murrell et al. [155] clearly showed that TEGa is chemically bonded to the GaAs surface. TEGa is a Lewis acceptor that is chemisorbed to the GaAs surface by the donation of electrons from the surface into the vacant p orbital of the TEGa. Their results indicate that TEGa pyrolysis is not the rate-limiting step for lowtemperature growth. Site blocking by adsorbed ethyl radicals was found to be the limiting factor at temperatures of <350°C, where the sharply increasing growth rate with increasing temperature is due to the rate-limiting step of ethyl radical decomposition to adsorbed H and ethene. Ethene is rapidly desorbed from the surface. Adsorbed H rapidly forms molecular H2, which is also rapidly desorbed. The kinetic parameters for these processes were obtained from TPD studies [155, 156]. The resulting temperature dependence of growth rate is shown in Figure 7.11. In the low-temperature regime the GaAs growth rate is observed to decrease with increasing arsenic flux. This was attributed to blocking of the surface sites by adsorbed arsenic.
5.4.5.2
Growth Using TMGa
As discussed in Chapter 7 (Sec. 7.2.4.2), MBMS has also been used to study the OMMBE growth of GaAs using TMGa and elemental As. A complex temperature dependence of growth rate was observed, with a rapidly increasing growth rate at low temperatures, a peak at about 500° C, a slight dip and a second increase at temperatures above 600°C, as seen in Figure 7.1. The MBMS results were interpreted in terms of dissociative chemisorption of TMGa, in agreement with the static surface studies, discussed in Section 3.4.1.1, where decomposition of TMGa was observed using TPD at temperatures below 350°C. Thus, at low temperatures the decline in growth rate was attributed not to bond breaking in the TMGa molecule but to site blocking by two stable surface species. An activation energy of 38.6 kcal/mol [157] was measured, nearly equal to the methyl radical desorption energy and to the low-temperature pyrolysis studies using RDS discussed earlier. Isu et al. [158] observed a similar complex dependence of growth rate on substrate temperature, with "two humps." A mass-spectrometric analysis of the
5.5
Ordering
281
dependence of the desorption of methylgallium species for (001) GaAs shows that the pyrolysis of TMGa is strongly affected by the presence of elemental As supplied simultaneously. Without As, only TMGa is desorbed. On a bare, Asstabilized surface, DMGa and/or MMGa are desorbed. This indicates that the pyrolysis mechanism determined using UHV surface science techniques will not necessarily give mechanistic information important for understanding either CBE or OMVPE growth. As previously discussed, heterogeneous pyrolysis rates will depend on the surface reconstruction and, perhaps, physical features such as steps and other "defects." In summary, the mechanism for the CBE growth of GaAs using TMGa is similar to that for the much more heavily studied TEGa. However, it is more complex due to the two site-blocking surface species. The details await experimental clarification.
5.4.5.3
Growth Using Other Ga Precursors
Without the presence of atomic H on the growing surface, alkyl groups from pyrolysis of the group III precursors give relatively high levels of carbon contamination in GaAs and, especially, AlGaAs grown by CBE, as discussed in Chapter 8. This has resulted in the study of tritertiarybutyl- and triisopropylgallium (TTBGa and TIBGa, respectively) [159, 160]. TIBGa gives high growth rates and low values of carbon contamination, either due to the low reactivity of isobutyl radicals or to pyrolysis by /^-elimination reactions, which are important for gasphase pyrolysis. Interesting from a kinetics viewpoint is that TTBGa gives extremely low growth rates of <0.05 /xm/h. This is attributed to steric effects. The Ga is surrounded by three bulky tertiarybutyl ligands, preventing it from sticking to the (001) GaAs surface.
5.5
Ordering
Kinetic factors may have a significant influence on the microscopic arrangement of atoms in the solid for the epitaxial growth of semiconductor alloys. As indicated in Sections 2.1.2.8 and 2.1.2.9, the arrangement of the constituent atoms in the solid is typically not random due to the large positive enthalpy of mixing for semiconductor alloys. This gives a thermodynamic driving force for both phase separation and ordering. The thermodynamically most stable structure is seldom, if ever, attained for kinetic reasons. Since the diffusion coefficients of the constituents in the solid, far from the surface, are extremely slow, all atomic rearrangement from the random structure formed by the incident precursors must occur while the atoms are on, or very near, the surface of the growing solid. The adatom diffusion coefficients are, of course, many orders of magnitude greater than in the
282
5
Kinetics
bulk solid. The atomic diffusion coefficients have also been postulated to be higher in the top few atomic layers of the solid, although little evidence exists to support this assertion. In either case, the kinetic limitations on attaining the equilibrium structure are stringent because of the short time allowed for atomic rearrangement on the surface before the atoms are covered by the following layers. Typical growth rates are within a factor of 10 of 1 mL/s. Thus, the surface atoms have only approximately 1 s to reach the lowest energy structure. The importance of kinetic factors is clearly seen in the experimental data to be discussed later. For example, ordering disappears at high growth rates. The experimental data also suggest the importance of surface steps. For example, misorientation of the (001) substrates by a few degrees to produce [110] surface steps is found to enhance the formation of the CuPt ordered structure, while [T10] steps are found to retard the ordering process [161, 162]. As mentioned earlier, examination of the effect of growth rate on the degree of order is a simple method for probing the kinetics of the surface ordering process. As discussed in Section 2.3.2, for the OMVPE growth of Gain? at normal temperatures, changing the partial pressures of the group III precursors will change the growth rate but will not affect the P partial pressure at the interface. Thus, the P coverage of the surface and the surface reconstruction (i.e., the thermodynamic driving force for ordering) should be independent of growth rate. For this reason, a study of the effect of changing the growth rate should give information about the rate of the ordering process. An increase in growth rate should result in a decrease in the order parameter. This appears to be inconsistent with early reports [163, 164] in-which the degree of order was observed to decrease as the growth rate was decreased below 2 yitm/h. However, interpretation of these early experiments is complicated because the V/III ratio was held constant as the growth rate was changed. The change in the flow rate of the P pressure required to keep the V/III ratio constant leads to a change in the P partial pressure at the interface, which has an independent effect on the ordering process. In more recent experiments the group III flow rates were changed while holding the TBP flow rate constant for the OMVPE growth of GalnP. At a temperature of 670°C and a TBP partial pressure of 1.5 Torr, changing the growth rate from 0.25 to 2 ixvcilh was found to have no detectable effect on the degree of order [165]. The steps on the surface were found to be mainly bilayers, virtually independent of the growth rate. Only the step spacing changed: it was decreased systematically as the growth rate was increased, presumably because the distance the surface atoms were able to diffuse before being covered by the subsequent layer also decreased with increasing growth rate. This demonstrates very clearly the lack of a kinetic factor in the ordering process under these conditions. Certainly, the time available for the atoms to diffuse around in subsurface layers would decrease with increasing growth rate. The lack of such an effect sheds serious doubt on ordering mechanisms, de-
5.5
283
Ordering
scribed later, that involves subsurface diffusion. The time allowed for such exchanges must certainly decrease as the growth rate increases. The step velocity will also increase with increasing growth rate. However, the effect is sublinear, since the step spacing decreases as the square root of the reciprocal growth rate [166]. At higher growth rates, a kinetic factor becomes clearly evident. Cao et al. [167] studied the effect of growth rate on ordering in GalnP grown by OMVPE at rates from 4 to 12 /xm/h at a temperature of 680° C. They found a marked decrease in the degree of order at the higher growth rates, as indicated in Figure 5.37. Unfortunately, the V/III ratio was, again, held constant during these studies. While there is a small decrease in the degree of order at very high phosphine partial pressures [168], the effects reported by Cao et al. appear to be much larger. The ordering is virtually eliminated at a growth rate of 12 /xm/h (about 10 ml/s), as seen in Figure 5.37. The reduction in order parameter with increasing growth rate seen for rates above 4 /xm/h gives a rough measure of the rate of the ordering process occurring on the surface during growth. The data plotted in Figure 5.37 indicate that the time constant is approximately 0.25 s. Cao et al. attributed this to surface diffusion. However, the mechanism has not been experimentally verified. The surface diffusion mechanism would be consistent with a time constant of this magnitude. Subsurface diffusion seems highly unlikely to occur rapidly enough. It would require a diffusion coefficient in the solid many orders of magnitude higher than the bulk diffusion coefficients measured in III/V systems. OMVPE growth of GalnP on singular (001) GaAs substrates produces islands surrounded by clearly defined steps, forming mounds with a wedding-cake appearance in the AFM [166], as shown in Figure 3.7. The three dimensional nature of the surface is a clear indication that adatoms have difficulty in moving over a
2000
> >» 1950 «c
+
UJ
1900
1850 2
4 Growth
6 8 10 Rate (M.m/h)
Figure 5.37. PL peak energy versus growth rate showing the decrease in order parameter at high growth rates. The square data points were taken from Chun et al. [165] and the diamond data points from Cao etal. [167].
284
5
Kinetics
"down" step to the adjacent, lower-lying layer [169, 170]. The so-called Ehrlich [171] or Schwoebel barriers [172] that reduce the probability of adatom attachment at down steps also tend to produce uniformly spaced steps at the edges of the islands [173], as discussed in Chapter 3. Plan-view TEM examination of the ordered regions clearly reveals the importance of the step and island structure to the ordering process [174]. The ordered domains have the same shapes and sizes as the islands. [110] steps are known to assist the formation of the B variants of the CuPt ordered structure, and [110] steps have the opposite effect. This phenomenon has been studied systematically by several groups [175-179]. A typical example of the results obtainedis seen in Figure 5.38 for GalnP layers grown by OMVPE using TBP [180]. [IlO] substrate misorientations of a few degrees (to produce [110] steps) yields more ordered material, with a lower PL peak energy. Larger misorientation angles produce less ordered material. Misorientation in the [110] direction results in less ordered material, even for small misorientation angles. The decrease in the order parameter was found to correlate with a decrease in the concentration of [110] P dimers, as determined by SPA spectroscopy, also seen in Figure 5.38. For highly misoriented substrates, the most stable surface reconstructions apparently contain fewer of the [110] P dimers that lead to CuPt ordering, as discussed in Section 2.6.2. The degree of order, determined from the PL peak energy, is plotted versus the 400-nm SPA signal intensity, identified as due to the
2.5
i 2
^
H 1.5
< 0.5
-20 -15 -10
-5
0
5
10
15
Q.
20
e(B) 0(A) Substrate Misorientation (Degree)
Figure 5.38. SPA difference signal at 400 nm and degree of order versus misorientation angle for nominally (001) substrates. The A and B directions produce [IlO] and [110] steps, respectively. (After Murata et al. [180], reprinted with permission from the American Institute of Physics.)
5.5
285
Ordering
SPA Signal Difference (%) Figure 5.39. Degree of order versus SPA difference signal. The solid data points are for singular (001) samples. The open circles are for misoriented samples with [110] steps, and the open squares are for substrates misoriented to produce [110] steps. (After Murata et al. [180], reprinted with permission from the American Institute of Physics.)
[110] P dimers, in Figure 5.39. The data for singular substrates are the same as some of the data points in Figure 3.16. These results show that two factors are important. First, the loss of (2 X 4)-like reconstruction at high misorientation angles reduces the thermodynamic driving force for CuPt ordering. These results suggest that the reported lack of CuPt order in GalnP layers grown by OMVPE on {110}- [181], {111}- [182], {311}- [181,183,184], {221}- [181], and {511}[168, 185-187] oriented substrates is due to the lack of [110] rows of [IlO]oriented P dimers. Second, in addition to the effect of surface reconstruction, a positive influence of [110] steps and a corresponding negative influence of [110] steps are clearly observed. The beneficial effect of [110] steps appears to be the same for monolayer and bilayer steps [188]. The degree of order and the SPA measure of the concentration of [110] P dimers on the surface are both found to be independent of whether PH3 or tertiarybutylphosphine is used as the P precursor. However, growth using TBP is much more likely to produce bilayer steps. The data give strong evidence that ordering occurs equally well for growth at 670° C via the motion of bilayer or monolayer steps. This is a surprising result that makes the role of steps in the ordering process difficult to understand. As discussed in Section 3.5.2, the addition of dopants during growth is found to have a significant effect on both the step structure and the degree of order. For example, the addition of Te (from the dopant DETe) at concentrations of 10^^ cm~^ and higher is found to destroy CuPt order for growth on both singular
286
5
Kinetics
Free Electron Concentration (cm"
1
2010 + ^1990+ ^1970-t C1950+ •=-1930 +
S'1910-P
1890 + 1870 1 16
-~A
1 •[ (b)
•J 1
• • •
• -4 H ' 17 18 Log [n) (cm'')
19
•
I—
i
10"
10'^
1
10^'
^
10^'
10'
Free Electron Concentration (cm^)
Figure 5.40. Percentage of bilayer steps and degree of order versus free electron concentration due to intentional Te (DETe) doping for GalnP layers grown lattice-matched to singular (001) GaAs substrates. (After Lee and Stringfellow [1891, reprinted with permission from the American Institute of Physics.)
(001) substrates and those misoriented by 3° toward (111)B, as seen in Figure 5.40 [189, 190]. The transition from ordered to disordered material occurs quite rapidly at this doping concentration. The data in Figure 5.40 also show a coincident change in the step structure at this doping level. For singular substrates, the steps change from mainly bilayers to mainly monolayers. The propagation velocity of [110] steps also increases with increasing Te doping level, as seen in Figure 5.41, while that of [110] steps increases only slightly. Since it is well established that monolayer steps are as effective as bilayer steps at producing CuPt ordering [188], this indicates that the Te at the step edge increases the sticking coefficient for the group III adatoms. This increases the step velocity markedly and also destroys CuPt ordering. The addition of Te also prevents step bunching observed in undoped layers, for both GalnP and GaAs [191]. The addition of Zn (DEZn) dur-
5.5
287
Ordering
E
S 1000 i o> _c o re
a
A A
CO
• A
Q. 10
B
CO
10
f
i
1E+16
1E+17
1E+18
1E+19
1E+20
Free Electron Concentration (cm ^) Figure 5.41. Spacing of [110] (A) and [T10] ( • ) steps versus free electron concentration due to Te doping for GalnP layers grown lattice-matched to singular (001) GaAs substrates. (After Lee and Stringfellow [189], reprinted with permission from the American Institute of Physics.)
ing the OMVPE growth of GalnP has also been found to result in disordered material, although Zn has no detectable effect on the step structure [192]. In this case, the dopant is postulated to increase the interdiffusion of Ga and In in the bulk to produce the thermodynamically more favorable (in the bulk) disordered structure, as discussed in Chapter 2. Several models have been proposed to explain the effect(s) of steps on the ordering process in GalnP. Chen et al. [193] and Suzuki and Gomyo [194] proposed early models for the production of the B variants of the CuPt ordered structure by the motion of monolayer [110] steps across the surface. Both models are based on an energetic driving force for ordering based on the placement of the [110] rows of the smaller Ga atoms beneath the dimerized group V atoms, where the lattice sites are in compression, and the location of the rows of the larger In atoms beneath the positions between the dimer rows on the surface where the lattice sites are in tension. The model of Chen et al. [193] proposes a qualitative chemical distinction between the attachment of group III adatoms at two types of [110] steps, one where the P at the step edge forms a dimer bond with the surface and the other where the P atom is not a part of a dimer bond. This model predicts that the direction of step motion will determine which of the two B variants of the CuPt structure is produced, in agreement with experimental observations. The model of Suzuki and Gomyo [194] proposes a step structure always composed of an even number of P atoms, so that every atom on every step tread is dimerized. This ad hoc assumption is made with no supporting evidence. Philips et al. [195] propose a more elaborate form of the Suzuki and Gomyo model involving completely dimerized steps with the added feature of rapid subsurface motion of Ga and In atoms down to the third buried layer (9 A). This is similar to the model proposed by LeGoues et al. [196] for ordering in Si-Ge alloys.
288
5
Kinetics
As pointed out by Zunger and Mahajan [197], a problem with models involving subsurface movement of group III atoms is the slow self-diffusion coefficients in these semiconductors [198]. The model would have to assume that atoms in the top three layers are relatively mobile but frozen in the fourth layer. LeGoues et al. invoke the idea of strain-assisted diffusion to explain the rapid subsurface diffusion, but it would be surprising if this effect could be large enough to allow such highly ordered material to be formed in the time period that the atoms are mobile. As described earlier, the time constant of the ordering process is of the order of 0.25 s. It is also unclear why such diffusion would suddenly cease in the fourth subsurface layer. Rapid subsurface atomic exchange is doubtful in systems where quantum wells as thin as 10 A can be grown with abrupt interfaces, as described in Chapter 9. It would seem that they would wash out during growth while in the top three layers, thus producing compositional grading over distances that would be easily observed experimentally. An isinglike growth model has also been used in Monte Carlo simulations to show that [110] steps give rise to the B variants of the CuPt structure [199]. However, such calculations have several free variables that are adjusted to give the desired results, so they do not give much insight into the actual mechanism. Ogale and Madhukar [200] propose a basically thermodynamic model involving the rearrangement of group III atoms at the [110] step edge to explain the production of the B variants of the CuPt structure for growth on surfaces containing [110] steps. Zunger and Mahajan [197] also propose a thermodynamic model where surface atoms near a step edge are allowed to exchange with atoms in the first subsurface layer to produce the B variants of the CuPt structure. This is a more appealing form of earlier models mentioned here, where the subsurface atoms, down to the third buried layer, are allowed to rearrange to produce the smaller group III atoms beneath the dimer rows and the larger group III atoms between the dimer rows, while diffusion is not allowed in the deeper layers. In the Zunger and Mahajan model, the exchange of surface atoms with those in the first group III buried layer at a step edge is probably not inconsistent with the ability to produce abrupt quantum-well structures. The deleterious effects of [110] steps on CuPt ordering has not been considered as extensively, but one explanation is based simply on the expected high sticking coefficients for group III atoms at these steps. As described in Section 3.4.3, Asai [201] investigated the growth of macroscopic islands formed photolithographically on an (001) GaAs surface. Using a simple model that neglected reconstruction of either the surface or the step edge, he was able to rationalize the dependence of growth velocities in the [110] and [110] directions on the surface (his notation was exactly orthogonal to the more widely used notation adopted here). For high ASH3 partial pressures, the [TlO] steps were found to grow more rapidly because a Ga adatom would be able to form three bonds at the step edge, resulting in a high sticking coefficient. At a [110] step edge only two bonds are formed, so
References
289
a much lower sticking coefficient is expected. For GalnP, this would result in an elongation of the islands in the [110] direction for growth on singular (001) substrates, as is observed experimentally [166] (see Fig. 3.7). For the OMVPE growth of GalnP using high V/III ratios, the high sticking coefficients for the In and Ga adatoms at a [T10] step is postulated to produce rough, rapidly moving steps and to hinder the rearrangement of Ga and In atoms required to form the CuPt ordered structure. The lower sticking coefficients expected for group III adatoms at [110] steps is expected to produce straight steps with the Ga/In exchange reactions necessary to produce a high degree of order. Indeed, the more rapid motion of the [110] steps is observed experimentally for growth using high V/III ratios [166, 188]. As this discussion indicates, the mechanism by which the strain energy produced by the group V dimer rows results in the rearrangement of the buried group III atoms into alternating [110] rows of Ga and In atoms remains unknown. Discovery of the precise mechanism awaits the results of further experimentation. Nevertheless, it is clear that the major driving force for ordering is the formation of the [TlO] surface P dimers characteristic of the (2 X 4)-reconstructed surface and that [110] steps assist the ordering process and [TlO] steps retard ordering.
References 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20.
S. W. Benson, Thermochemical Kinetics (Wiley-Interscience, New York, 1976). S. Glasstone, K. J. Leidler, and H. Eyring, The Theory of Rate Processes (McGraw-Hill, New York, 1941). B. E. Bent, R. G. Nuzzo, L. H. Dubois, J. Am. Chem. Sac. I l l 1634 (1989). N. I. Buchan and J. M. Jasinski, J.Crys. Growth 106 227 (1990). D. F. Foster, C. Glidewell, G. R. WooUey, and D. J. Cole-Hamilton, / Electron. Mater 24 1731 (1995). S. W. Benson, The Foundations of Chemical Kinetics (McGraw-Hill, New York, 1960). H. Asahi, X. F. Liu, D. Marx, K. Asami, K. Miki, and S. Gonda, J. Crys. Growth 145 668 (1994). Y. S. Hiraoka and M. Mahita, J. Crys. Growth 128 494 (1993). Y. S. Hiraoka and M. Mahita, J. Crys. Growth 136 94 (1994). M. J. Kappers, M. L. Warddrip, and R. F. Hicks, / Crys. Growth 191 332 (1998). A. S. Grady, R. D. Markwell, D. K. Russell, and A. C. Jones, J. Crys. Growth 110 739 (1991). A. S. Grady, R. D. Markwell, D. K. Russell, and A. C. Jones, J. Crys. Growth 106 239 (1990). A. S. Grady, R. E. Linney, R. D. Markwell, and D. K. Russell, J. Mater Chem. 3 483 (1993). M. J. Kappers, M. L. Warddrip, K. J. Wilderson, and R. F. Hicks, J. Electron. Mater 26 1169 (1997). D. K. Russell, Chem. Vap. Deposition 2 223 (1996). N. I. Buchan, C. A. Larsen, and G. B. Stringfellow, J. Crys. Growth 92 591 (1988). M. G. Jacko and S. J. W. Price, Can. J. Chem. 41 1560 (1963). G. R Smith and R. Patrick, Int, / Chem. Kinet. 15 167 (1983). J. E. Buder, N. Bottka, R. S. Sillmon, and D. K. Gaskill, J. Crys. Growth 11 163 (1986). J. Haigh and S. O'Brien, J. Crys. Growth 67 75 (1984).
290
5
Kinetics
21. C. A. Larsen and G. B. Stringfellow, J. Crys. Growth 75 247 (1986). 22. A. M. Dean, J. Phys. Chem 89 4600 (1985). 23. Q. Chen and P. D. Dapkus, /. Electrochem. Soc. 138 2821 (1991). 24. M. Tsuda, S. Oikawa, M. Morishita, and M. Mashita, Jpn. J. Appl. Phys. 26 L564 (1987). 25. S. Oikawa, M. Tsuda, M. Morishita, M. Mashita, and Y. Kuniya, J. Crys. Growth 91 471 (1988). 26. M. Yoshida, H. Watanabe, and F. Uesugi, J. Electrochem. Soc. 132 677 (1985). 27. P. W. Lee, T. R. Omstead, D. R. McKenna, and K. F. Jensen, J. Crys. Growth 85 165 (1987). 28. C. A. Larsen, N. L Buchan, S. H. Li, and G. B. Stringfellow, J. Crys. Growth 102 103 (1990). 29. Y. Someya and M. Mashita, / Crys. Growth 136 94 (1994). 30. C. A. Larsen, N. I. Buchan, and G. B. Stringfellow, Appl. Phys. Lett. 52 480 (1988). 31. C. A. Larsen, Ph.D. diss.. University of Utah, Salt Lake City, 1988. 32. R. J. Robinson and D. A. Holbrook, Unimolecular Reactions (Wiley-Interscience, New York, 1972). 33. D. W. Squire, C. S. Dulcey, M. C. Lin, J. Vac. Sci. Tech. B3 1513 (1985). 34. S. J. W. Price, in Comprehensive Chemical Kinetics, ed. C. H. Bamford and C. F. H. Tipper (Elsevier, Amsterdam, 1972), pp. 197-257. 35. N. Hagihara, M. Kumada, and R. Okawara, Handbook of Organometallic Chemistry (Benjamin, New York, 1968). 36. M. Suzuki and M. Sato, J. Electrochem. Soc. 132 1684 (1985). 37. R. Bhat, M. A. Koza, C. C. Chang, S. A. Schwartz, and T. D. Harris, J. Crys. Growth 77 7 (1986). 38. M. C. Paputa and S. J. W. Price, Can. J. Chem. 57 3178 (1979). 39. M. Mashita, S. Horiguchi, M. Shimazu, K. Kamon, M. Mihara, and M. Ishii, J. Crys. Growth 77 194(1986). 40. A. Robertson, T. H. Chu, W. T. Tsang, and J. E. Cunningham, J. Appl. Phys. 64 877 (1988). 41. A. S. Grady, R. E. Linner, R. D. Markwell, G. P Mills, D. K. Russell, P J. Williams, and A. C. Jones, J. Mater Chem. 2 539 (1992). 42. D. K. Russell, G. P. Mills, J. B. Raynor, and A. D. Workman, Chem. Vapor Deposition 4 61 (1998). 43. W. L. Smith and T. Wartik, / Inorg. Nucl. Chem 29 629 (1967). 44. Y. M. Houng, J. Crys. Growth 105 124 (1990). 45. M. E. Gross, L. H. Dubois, R. G. Nuzzo, and K. P Cheung, Mat. Res. Soc. Symp. 204 383 (1991). 46. A. C. Jones and S. A. Rushworth, J. Crys. Growth 107 350 (1991). 47. A. C. Jones and S. A. Rushworth, J. Crys. Growth 106 253 (1990). 48. J. S. Foord, A. J. Murrell, D. O'Hare, N. K. Singh, A. T. S. Wee, and T J. Whitaker, /. Crys. Growth 101 1040(1991). 49. D. A. Bohling, G. T. Muhr, C. R. Abernathy, A. S. Jordan, S. J. Pearton, and W. S. Hobson, / Crys. Growth 107 1068 (1991). 50. A. J. Downs and C. R. Pulham, Chem. Soc. Rev. 23 175 (1994). 51. K. Y. Ma, Z. M. Fang, R. M. Cohen, and G. B. Stringfellow, J. Appl. Phys. 70 3940 (1991). 52. C. H. Chen, G. B. Stringfellow, and R. W. Gedridge, J. Crys. Growth 126 309 (1993). 53. C. M. Laurie and L. H. Long, Trans. Faraday Soc. 53 1431 (1957). 54. S. J. W. Price and A. F. Trotman-Dickenson, Trans. Faraday Soc. 53 939 (1957). 55. J. B. Mullin, S. J. C. Irvine, and D. J. Ashen, J. Crys. Growth 55 92 (1981). 56. I. B. Bhat, N. R. Taskar, and S. K. Ghandhi, / Electrochem. Soc. 134 196 (1987). 57. D. A. Jackson, J. Crys. Growth 87 205 (1988). 58. J. B. Mullin and S. L C. Irvine, Mechanisms of Reactions of Organometallic Compounds with Surfaces, ed. D. J. Cole-Hamilton and J. O. Williams (Plenum, New York, 1989) p. 243.
References 59. 60. 61. 62. 63. 64. 65. 66. 67. 68. 69. 70. 71. 72. 73. 74. 75. 76. 77. 78. 79. 80. 8L 82. 83. 84. 85. 86. 87. 88. 89. 90. 91. 92. 93. 94. 95. 96. 97. 98. 99. 100. 101.
291
J. I. Davies, M. J. Parrott, and J. O. Williams, J. Crys. Growth 79 363 (1986). M. Sugiyama, K. Kusunoki. Y. Shimogaki, S. Suko. Y. Nakano, H. Nagamoto, K. Sugawara, K. Tada, and H. Komiyama, App/. Surf. Sci. 117/118 746 (1997). A. A. Koski, S. J. W. Price, and B. C. Trudell, Can. J. Chem. 54 482 (1976). R. E. Linney and D. K. R u s s e l l , / Mater Chem. 3 587 (1993). K. Tamaru, J. Phys. Chem. 59 777 (1955). T. J. Cottrell, The Strength of Chemical Bonds (Butterworth, London, 1954). I. A. Frolov, E. M. Kitaev, B. L. Druz, and E. B. Solokov, Russ. J. Phys. Chem. 51 651 (1977). C. N. Hinshelwood and T. Topley, J. Chem. Soc. 125 393 (1924). G. G. Devyatykh, V. M. Kedyarkin, and A. D. Zorin, Russ. J. Inorg. Chem. 14 1055 (1969). T. McAllister and F. P Lossing, J. Phys. Chem. 73 2996 (1969). J. Berkowitz, L. A. Curtiss, S. T. Gibson, J. P Greene, G. L. Hillhouse, and J. A. Pople, J. Chem. P/zv.y. 84 375(1986). G. di Stefano, M. Lenzi, A. Margani, A. Mele, and N. X. Chieu, J. Photochem. 1 335 (1977). C. A. Larsen, N. I. Buchan, and G. B. Stringfellow, J. Crys. Growth 85 148 (1987). W. C. Gardiner, Jr.. Combustion Chemistry^ (Springer, New York, 1984), pp. 186, 385. S. S. Liu and D. A. Stevenson, J. Electrochem. Soc. 125 1161 (1978). G. B. Stringfellow, J. Crys. Growth 128 503 (1993). P B. Ayscough and H. J. Emeleus, / Chem. Soc. 3 580 (1954). S. J. W. Price and J. P Richard, Can. J. Chem. 48 3209 (1970). S. H. Li, C. A. Larsen, and G. B. Stringfellow, / Crys. Growth 102 117 (1990). S. H. Li, C. A. Larsen, C. H. Chen, and G. B. Stringfellow, / Electron. Mater 19 299 (1990). R. M. Lum, J. K. Klingert, D. W. Kisker, D. M. Tennant, M. D. Morris, D. L. Malm, J. Kovalchick, and L. A. Heimbrook, 7. Electron. Mater 17 101 (1988). R. M. Lum, J. K. Klingert, D. W. Kisker, S. M. Abys, and F. A. Stevie, J. Crys. Growth 93 151 (1988). P W. Lee, T. R. Omstead, D. R. McKenna, and K. F. Jensen, J. Crys. Growth 93 134 (1988). G. Zimmermann, Z. Spika, T. Marschner, W. Stolz, E. O. Gobel, P. Gimmnich, R. Becker, J. Lorberth, A. Greiling, and A. Saltzmann, Jpn. J. Appl. Phys. 35 2035 (1996). D. M. Speckman and J. P Wendt, Appl. Phys. Lett. 50 (1987) 676; D. M. Speckman and J. P Wendt, J. Crys. Growth 105 275 (1990). S. H. Li, C. A. Larsen, and G. B. Stringfellow,/ Crys. Growth 107 32 (1991). K. W. Benz, H. Renz, J. Weidlein, and M. H. Pilkuhn, J. Electron. Mater 10 185 (1981). R. H. Moss and J. S. Evans, J. Crys. Growth 55 129 (1981). S. H. Li, C. A. Larsen, N. L Buchan, and G. B. Stringfellow, / Electron. Mater 18 457 (1989). A. Ozaki, Isotopic Studies of Heterogeneous Catalysis (Academic Press, New York, 1977). S. H. Li, C. A. Larsen, C. H. Chen, G. B. Stringfellow, D. W. Brown and W. P Kosar, J. Appl. P/iy5. 65 5161 (1989). S. H. Li, N. L Buchan, C. A. Larsen, and G. B. Stringfellow, / . Crys. Growth 98 309 (1989). C. A. Larsen, N. L Buchan, S. H. Li, and G. B. Stringfellow, / Crys. Growth 94 663 (1989). J. K. Kochi, Organometallic Mechanisms and Catalysis (Academic Press, New York, 1978). J. J. Low and W. A. Goddard III, Organometallics 5 609 (1986). F. Mathey, Agnew. Chem. Int. Ed. Engl. 26 275 (1987). R. H. Marking, W. L. Gladfelter, and K. F. Jensen, Chem. Mater 2 499 (1990). D. K. Gaskill, N. Bottka, and M. C. Lin, / Crys. Growth 77 418 (1986). H. Tsuchiya, A. Takeuchi, M. Kurihara, and F Hasegawa, J. Crys. Growth 152 21 (1995). R. T. Lee and G. B. Stringfellow, J. Crys. Growth (to be published). R. T. Lee and G. B. Stringfellow, J. Electron. Mater (to be published). Z. Liu, R. T. Lee, and G. B. Stringfellow, J. Crys. Growth 191 1 (1998). S. J. W. Price and J. P Richard, Can. J. Chem. 50 966 (1972).
292 102. 103. 104. 105. 106. 107. 108. 109. 110. 111. 112. 113. 114. 115. 116. 117. 118. 119. 120. 121. 122. 123. 124. 125. 126. 127. 128. 129. 130. 131. 132. 133. 134. 135.
136.
5 Kinetics M. J. Cherng, H. R. Jen, C. A. Larsen, and G. B. Stringfellow, J. Crys. Growth 77 408 (1986). D. S. Cao, C. H. Chen, C. W. Hill, S. H. Li, G. B. Stringfellow, D. C. Gordon, D. W. Brown, and B. A. Vaarstra, J. Electron. Mater 21 583 (1992). C. A. Larsen, S. H. Li, and G. B. Stringfellow, Chem. Mater 3 39 (1991). R. A. Berrigan, i. B. Metson, and D. K. Russell, Chemical Vapor Deposition 4 23 (1998). S. H. Li, C. A. Larsen, and G. B. Stringfellow, J. Electron. Mater 20 457 (1991). C. A. Larsen, R. W. Gedridge, S. H. Li, and G. B. Stringfellow, Mat. Res. Soc. Symp. Proc. 204 129(1991). C. W. Hill, M. Tao, R. W. Gedridge, and G. B. Stringfellow, J. Electron. Mater 23 447 (1994). M. Kuch, H. S. Marek, and W. Weiner, Paper E9.26, presented at the Materials Research Society Meeting, Nov. 30-Dec. 3, 1988, Boston. D. L Schlyer and M. A. Ring, J. Organometallic Chem. 114 9 (1976). S. P. DenBaars, B. Y. Maa, P. D. Dapkus, A. D. Danner, and H. C. Lee, J. Crys. Growth 77 188 (1986). T. F. Kuech, E. Veuhoff, T. S. Kuan, V. Deline and R. Potemski, J. Crys. Growth 11 251 (1986). I Nishizawa and T. Kurabayashi, J. Electrochem. Soc. 130 413 (1983). C. A. Larsen, S. H. Li, N. I. Buchan, and G. B. Stringfellow, J. Crys. Growth 102 126 (1990). G. B. Stringfellow, in Handbook of Crystal Growth, Vol. 3, ed. D. T. J. Hurle (Academic Press, Amsterdam, 1994), 491. D. K. Gaskill, V. Kolubayev, N. Bottka, R. S. Sillmon, and I E. Butler, J. Crys. Growth 93 127 (1988). M. Tirtowidjojo and R. Pollard,./. Crys. Growth 93 108 (1988). K. Jones, Prog. Crystal Growth and Charact. 13 291 (1986). D. H. Reep and S. K. Ghandhi, / Electrochem. Soc. 130 (1983). C. A. Larsen, N. I. Buchan, S. H. Li and G. B. Stringfellow, J. Cryst. Growth 94 693 (1989). D. F Foster, C. Glidewell, D. I Cole-Hamilton, I. M. Povey, R. D. Hoare, and M. E. Pemble, J. Crys. Growth 145 104 (1994). A. Thon and T. F. Kuech, Appl. Phys. Lett. 69 55 (1996). A. C. Jones, C. R. Whitehouse, and J. S. Roberts, Chem. Vap. Deposition 1 65 (1995). S. A. Rushworth, J. R. Brown, D. J. Houlton, A. C. Jones, V. Roberts, J. S. Roberts, and G. W. Critchlow, Advanced Materials for Optics and Electronics 6 119 (1996). N. L Buchan, C. A. Larsen, and G. B. Stringfellow, J. Crys. Growth 92 605 (1988). D .G. Tuck, in Comprehensive Organometallic Chemistry, ed. G. Wilkinson, F. G. A. Stone and E. W. Abel (New York, 1982). R. Didchenko, L D. Alix and R. H. Toeniskoetter, J. Inorg. Chem. 4 35 (1966). S. H. Li, C. A. Larsen, and G. B. Stringfellow, J. Electron. Mater 20 187 (1991). C. H. Chen. D. S. Cao, and G. B. Stringfellow, J. Electron. Mater 17 67 (1988). S. H. Li, N. I. Buchan, C. A. Larsen, and G. B. Stringfellow, J. Crys. Growth 96 906 (1989). D. E. Aspnes, R. Bhat, E. Colas, L. T. Florez, J. P Harbison, M. K. Kelly, V. G. Keramidas, M. A. Koza, and A. A. Studna, Inst. Phys. Conf Ser (Inst, of Physics, London) 96 283 (1989). P. I. Kuznetsov, M. Safaev, V. V. Shemet. I. N. Odin, and A. V. Novoselova, Inorg. Mater USSR 19 787(1983). J. R. Creighton, Surf Sci. 234 287 (1990). V. M. Donnelly, L A. McCaulley, and R. J. Schul, Mat. Res. Soc. Proc. 204 15 (1991). D. E. Aspnes, E. Colas, A. A. Studna, R. Bhat, M. A. Koza, and V. G. Keramidas, Phys. Rev. Lett. 61 2782 (1988); D. E. Aspnes, R. Bhat, E. Colas, V. G. Keramidas, M. A. Koza, and A. A. Studna, J. Vac. Sci. Technol. A7 711 (1989); E. Colas, D. E. Aspnes, R. Bhat, A. A. Studna, J. P Harbison, L. T. Florez, M. A. Koza, and V. G. Keramidas, J. Crys. Growth 107 47 (1991). M. L. Yu, U. Memmert, and T. F. Kuech, Appl. Phys. Lett. 55 1011 (1989); M. L. Yu, U. Memmert, N. I. Buchan, and T. F. Kuech, Mat. Res. Soc. Proc. 204 37 (1991).
References
293
137. M. J. Bronikowski and R. J. Hamers, Surf. Sci. 348 311 (1996). 138. N. Kobayashi and Y. Horikoshi, Jpn. ./. AppL Phys. 30 L319 (1991). 139. D. E. Aspnes, R. Bhat, C. Caneau. E. Colas, L. T. Florez, S. Gregory, J. R Harbison, I. Kamiya, V. G. Keramidas, M. A. Koza, M. A. A. Pudensi, W. E. Quinn, S. A. Schwarz, M. C. Tamargo, and H. Tanaka, J. Crys. Growth 120 71 (1992). 140. V. M. Donnelly and J. A. McCaulley, Surf. Sci. 238 34 (1990). 141. M. E. Gross, L. H. Dubois, R. G. Nuzzo, and K. R Cheung, Mat. Res. Soc. Symp. 204 383 (1991). 142. V. M. Donnelly, J. A. McCaulley, and R. J. Schul, Mat. Res. Soc. Proc. 204 15 (1991). 143. J. A. McCaulley, V. R. McCrary, and V. M. Donnelly, J. Phys. Chem. 93 1148 (1989). 144. M. R D'Evelyn, Y. L. Wang, and L. R Sutcu, J. Chem. Phys. 96 852 (1992). 145. Y Yamauchi and N. Kobayashi, Jpn. J. AppL Phys. 31 LI263 (1992). 146. Y Yamauchi, T. Makimoto, N. Kobayashi, and Y. Horikoshi, Jpn. J. AppL Phys. 29 LI353 (1990). 147. N. Kobayashi, Y. Yamauchi, and Y. Horikoshi, Tenth Symposium Record of Alloy Semiconductor Physics and Electronics (1991), pp. 17-31. 148. Y Kobayashi and N. Kobayashi, Jpn. J. AppL Phys. 30 L2073 (1991). 149. D. Ritter, M. B. Panish. R. A. Hamm, D. Gershoni, and L Brener, AppL Phys. Lett. 56 1448 (1990). 150. J. Musolf, M. Weyers, R Balk, M. Zimmer, and H. Hofmann, J. Crys. Growth 105 271 (1990). 151. A. V. Annapragha and K. F. Jensen, Mat. Res. Soc. Proc. 204 53 (1991). 152. R Kaul, A. Schutze, D. Kohl, A. Brauers, and M. Weyers, J. Crys. Growth 123 411 (1992). 153. A. Robertson, T. H. Chiu, W T. Tsang, and J. E. Cunningham, J. AppL Phys. 64 877 (1988). 154. T. Martin and C. R. Whitehouse, J. Crys. Growth 105 57 (1990). 155. A. J. Murrell, A. T. S. Wee, D. H. Fairbrother, N. K. Singh, J. S. Foord, G. J. Davies, and D. A. Andrews, / AppL Phys. 68 4053 (1990). 156. C. L. French and J. S. Foord, J. Crys. Growth 120 63 (1992). 157. D. E. Lacklison, C. T. Foxon, J. Zhang, B. A. Joyce, and E. M. Gibson, J. Crys. Growth 120 50 (1992). 158. T. Isu, M. Hata, and A. Watanabe, J. Crys. Growth 105 209 (1990). 159. A. C. Jones, R A. Lane, R. W. Freer, R D. J. Calcott, M. R. Houlton, and C. R. Whitehouse, J. Crys. Growth 124 81 (1992). 160. J. S. Foord, N. K. Singh, E. T. FitzGerald, G. J. Davies, and A. C. Jones, J. Crys. Growth 120 103(1992). 161. G. B. Stringfellow in Thin Films: Heteroepitaxial Systems, ed. M. B. Santos and A. W K. Liu (World Scientific, River Edge, NJ, 1998). 162. G. B. Stringfellow and L. C. Su, J. Crys. Growth 98 128 (1996). 163. L. C. Su, L H. Ho, and G. B. Stringfellow, 7. AppL Phys. 75 5135 (1994). 164. S. R. Kurtz, J. M. Olson, and A. Kibbler, App/. Phys. Lett. SI 1922 (1990). 165. Y. S. Chun, S. H. Lee, L H. Ho, and G. B. Stringfellow, J. AppL Phys. 81 646 (1997). 166. L. C. Su and G. B. Stringfellow, A/?/?/. Phys. Lett. 67 3626 (1995). 167. D. S. Cao, E. H. Reihlen, G. S. Chen, A. W Kimball, and G. B. Stringfellow, J. Crys. Growth 109 279(1991). 168. H. Murata, L H. Ho, Y. Hosokawa, and G. B. Stringfellow, AppL Phys. Lett. 68 2237 (1996). 169. J. A. Stroscio, D. T. Pierce, M. D. Stiles, A. Zangwill, and L. M. Sander, Phys. Rev. Lett. 75 4246(1995). 170. R Smilauer and D. D. Vvedensky, Phys. Rev. B 52 14263 (1995). 171. G. Ehrlich and F. G. Hudda, J. Chem. Phys. 44 1039 (1966). 172. R. L. Schwoebel, J. AppL Phys. 40 614 (1969); R. L. Schwoebel and E. J. Shipsey, / AppL Phys. 37 36^2 (1966).
294
5
Kinetics
173. S. A. Chalmers, J. Y. Tsao, and A. C. Gossard, AppL Phys. Lett. 61 645 (1992). 174. T. Y. Seong, G. R. Booker, A. G. Norman, P. J. F. Harris, and A. G. Cullis, Inst. Phys. Conf. Ser. 146 241 (1995). 175. L. C. Su, I. H. Ho, and G. B. Stringfellow, J. Crys. Growth 146 558 (1995). 176. S. R. Kurtz, D. J. Arent, K. A. Bertness, and J. M. Olson, Mater. Res. Soc. S\mp. Proc. 340 117 (1994). 177. N. Buchan, A. Jakubowicz, R. F. Broom, W. Heuberger, and R Roentgen, Appl. Phys. Lett. 61 2996(1992). 178. A. Gomyo, T. Suzuki, K. Kobayashi, S. Kawata, H. Hotta, and I. Hino, NEC Res. Dev. 35 134 (1994). 179. L. C. Su, I. H. Ho, G. B. Stringfellow, Y. Leng, and C. C. Williams, Mater Res. Soc. Symp. Proc. 340 123(1994). 180. H. Murata, S. H. Lee, I. H. Ho, and G. B. Stringfellow, J. Vac. Sci. Technol. B14 3013 (1996). 181. H. R. Jen, M. J. Jou, Y. T. Cherng, and G. B. Stringfellow, 7. Crys. Growth 85 175 (1987). 182. A. Gomyo, T. Suzuki, S. Ijima, H. Hotta, H. Fujii, S. Kawata, K. Kgbayashi, Y. Ueno, and I. Hino, Jpn. J. Appl. Phys. 27 L2370 (1988); M. Ikeda, E. Morita, A. Toda, T. Yamamoto, and K. Kaneko, Electron. Lett. 24 1094 (1988). 183. A. Valster, C. T. H. F. Liedenbaum, N. M. Finke, A. L. G. Severens, M. J. B. Boermans, D. W. W. Vandenhoudt, and C. W. T. Bulle-Lieuwma, 7. Crys. Growth 107 403 (1991). 184. S. Minagawa and M. Kondow, Electron Lett. 25 758 (1989). 185. A. Valster, C. T. H. F. Liedenbaum, N. M. Finke, A. L. G. Severens, M. J. B. Boermans, D. W. W. Vandenhoudt, and C. W. T. Bulle-Lieuwma, J. Crys. Growth 107 403 (1991). 186. S. Minagawa and M. Kondow, Electron Lett. 25 758 (1989). 187. S. Minagawa, M. Kondow, and H. Kakibayashi, Electron. Lett. 25 1439 (1989). 188. S.H. Lee, Y. Hsu, and G.B. Stringfellow, 7. Electron. Mater 26 1244 (1997). 189. S. H. Lee and G. B. Stringfellow, 7. Appl. Phys. 84 2618 (1998). 190. S. H. Lee and G. B. Stringfellow, 7. Crys. Growth 195 (1998). 191. S. H. Lee and G. B. Stringfellow, Ap/?/. Phys. Lett. 73 1703 (1998). 192. S. H. Lee and G. B. Stringfellow, unpublished results. 193. G. S. Chen, D. H. Jaw, and G. B. Stringfellow,/ AppL Phys. 69 4263 (1991). 194. T. Suzuki and A. Gomyo, 7 Crys. Growth H I 353 (1991). 195. B. A. Philips, A. G. Norman, T. Y. Seong, S. Mahajan, G. R. Booker, M. Skowronski, J. R Harbison, and V. G. Keramidas, 7 Crys. Growth 140 249 (1994). 196. F. K. LeGoues, V. R Kesan, and S. S. Iyer, Phys. Rev. Lett. 64 40 (1990). 197. A. Zunger and S. Mahajan, in Handbook on Semiconductors, ed. T. S. Moss (Elsevier Science, Amsterdam, 1994), p. 1399. 198. T. Y. Tan and U. Gosele, Mater Sci. Eng. Bl 47 (1988); D. G. Deppe and J. N. Holonyak, J. Appl. Phy.'i. 64 R93(\9m. 199. M. Ishimaru, S. Matsumura, N. Kuwano, and K. Oki, 7. Crys. Growth 128 499 (1963). 200. S. B. Ogale and A. Madhukar, Appl. Phys. Lett. 60 2095 (1992). 201. H. Asai, 7. Crys. Growth 80 425 (1987). 202. V. N. Kondratiev, Rate Constants of Gas Phase Reactions (NBS. Office of Standard Reference Data, 1972). 203. S. W. Benson and K. E. O'Neal, Kinetic Data on Gas Phase Unimolecular Reactions, NSRDSNBS 21 (U.S. Department of Commerce, Washington D.C., 1970). 204. M. G. Jacko and S. J. W Price, Can. 7. Chem. 42 1198 (1964). 205. G. R Smith and R. Patrick, Int. 7 Chem. Kinet. 15 167 (1983). 206. J. A. Kerr and S. J. Moss, The Handbook of Bimolecular and Termolecular Gas Reactions, Vol. 2, (CRC Press, Boca Raton, 1981). 207. A. A. Westenberg and N. deHaas, 7. Chem. Phys. 47 1393 (1967).
References 208.
295
A. Kerr and M. J. Parsonage, Evaluated Kinetic Data on Gas Phase Hydrogen Transfer Reactions of Methyl Radicals (Butterworths, London, 1976). 209. M. J. Pilling, private communication to N. I. Buchan, 1987. 210. W. C. Gardiner, Combustion Chemistry (Springer, New York, 1984). 211. G. A. Evans and R. W. Walker,./. Chem. Soc. Far Trans. Part I 75 1458 (1979). 212. G. B. Stringfellow, N. I. Buchan, and C. A. Larsen, Mat. Res. Soc. Symp. Proc, Vol. 94 (Materials Research Society, Pittsburgh, 1987), pp. 245-253.
This Page Intentionally Left Blank
Hydrodynamics and Mass Transport
6.1
Introduction
The hydrodynamic aspects of OMVPE are the final fundamental component of the overall OMVPE process to be treated in a separate chapter. The flow dynamics in typical reactors are so complex that an intuitive "feel" for the process eludes the typical crystal grower. In fact, much of our understanding comes from complex computer calculations that take years to develop and consume considerable time on even the largest supercomputers. Such calculations border on the realm of the dedicated hydrodynamicist. In this chapter, we will introduce the fundamental concepts on which the complete calculations are based. This treatment follows the developments of Rosenberger [1], Jensen [2, 3], and Giling and coworkers [4-7]. Next will be a discussion of the results of the detailed calculations, emphasizing the recent work of Jensen and coworkers [2, 3]. Finally, other approaches will be briefly discussed that, although they may be less accurate and general, yield significant insights that contribute to our overall goal of developing an improved working understanding of the OMVPE process applicable to everyday laboratory problems. The hydrodynamic aspects of OMVPE are more dependent on the reactor configuration and total system pressure than other aspects of the growth process. However, in most cases they are virtually independent of the precursors used, the substrate orientation, and other factors that strongly affect the chemical kinetics, as discussed in the last chapter. For the sake of simplicity, this section will begin 297
298
6
Hydrodynamics and Mass Transport
with a qualitative description of gas flow, specifically in an atmospheric-pressure horizontal reactor. The gases flow through the reactor by a process termed/orceJ convection in the language of hydrodynamics; that is, the fluid flow is due to an imposed pressure gradient. Flow through an isothermal, constant-diameter tube at the relatively low flow velocities always used in OMVPE reactors will be laminar, with parallel flow velocity vectors in the direction parallel to the walls. The magnitude of the gas velocity will be a smooth function of radial position with a value of zero at the walls. Vortices or eddy currents may be formed for real reactor geometries where sharp increases in diameter or obstacles exist. When the tube diameter is changed, the angle must be gradual, typically <7°, to avoid eddy currents. Complex reactor geometries allow the use of shorter entrance regions [8], as discussed in more detail in Chapter?. In a nonisothermal reactor, the gas is suddenly heated at the susceptor. The gas expands so gradients in density can result in "buoyancy-driven convection" where the system attempts to respond to the force of gravity (i.e., the less dense heated gas at the bottom of the reactor, near the susceptor, will tend to rise). This can cause regions of recirculation at the leading edge of the susceptor, where the gas is suddenly heated, as well as downstream from the susceptor where the gas is cooled. As we will see, buoyancy-driven or natural convection is even more prevalent in vertical reactor geometries. These problems must all be dealt with accurately in the hydrodynamic model before mass transport of the nutrient to the substrate by diffusion can be understood. Diffusive mass transport is driven by gradients in the concentrations of the various species in the gas phase or, more accurately, by chemical potential gradients. In the ultrahigh-vacuum OMMBE or CBE process, on the other hand, the molecules entering the reactor from the source behave ballistically; that is, they travel to the substrate without collisions with other molecules or the walls. This is termed the molecular flow regime. In this case neither convection, either forced or natural, nor diffusion plays a role in determining the growth rate. Low-pressure reactors fall somewhere between these two extremes, with gas-phase interactions occurring less frequently at lower pressures. The transition pressure for the onset of molecular flow is approximately O.l Torr; thus, for all of the conventional OMVPE processes the growth rate will be limited by hydrodynamic effects over a certain range of substrate temperature.
6.2
Complete Hydrodynamic Treatment of OMVPE
The complete treatment of the hydrodynamic aspects of OMVPE involves the simultaneous solution of a series of partial differential equations for mass (or spe-
6.2
Complete Hydrodynamic Treatment of OMVPE
299
cies), momentum, and energy in three dimensions with the appropriate boundary conditions. These equations can only be solved numerically using large computers, unless simplifying approximations are made. In this section we discuss the numerical simulations, and in later sections we will discuss analytic solutions using suitable approximations. For each species, the continuity equation defines conservation of mass. For the real case of a nonisothermal, multicomponent, three-dimensional gas, the continuity equation is written in terms of the vector quantities j - and v [1], ip^. = _ v . {p^y + j^.) = - V . n^.,
(6.1)
ut
where j , is the diffusive flux with respect to the mass average velocity v, p. is the mass density of component /, and n • is the total mass flux of component / in a fixed coordinate system. Thus, the rate of gain in mass density of component / at a given point is the negative of the "divergence" of the sum of the convective (p-v) and diffusive fluxes. This means that the accumulation of a given species is simply the difference of the flux in and the flux out of a small volume of space. The Navier-Stokes equation describes momentum conservation in a multicomponent system [1], '\ _ p v = - [ V . {pvv + n}] + 2 P.g,dt
(6.2)
i
where p is the total mass density, vv is a dyadic product (second-order tensor), 11 is the pressure tensor, and g- is the sum of the external forces per unit mass on component /. This relation, obtained from Newton's second law, states that any momentum change in a fixed element is the sum of changes due to convective flow (the first term), internal pressure and viscous forces (the second term), and any other external forces. The first law of thermodynamics is the basis for the energy conservation condition, ^p{E dt
+ iy^) = - V • [p{E + iv2)v + q + [n . V]} + 2 ("/ • g,X i
(6.3) where E is the internal energy per unit mass, and q is the conductive heat flux. Thus, the rate of gain in energy of a fixed element in space, including both internal and kinetic terms, is the sum of terms from the rates of energy input from convection (the first term), conduction (the second term), compressive and frictional dissipation (the third term), and external forces. To specify the system, the equation of state is also required. Typically, for OMVPE this is simply the ideal gas law since the precursor and product partial pressures are normally low. In addition, a complete description of the OMVPE
300
6
Hydrodynamics and Mass Transport
process involves accounting for the chemical reactions occurring homogeneously in the vapor phase and heterogeneously at the growth interface. Since the rate constants for the homogeneous reactions have not been known until recently, these reactions have often been explicitly neglected [3]. However, as summarized by Jensen [2], more recent calculations have included the kinetic expressions. Hopefully, this can be done using experimentally determined rate constant data. More often, the rate constants are treated as adjustable parameters to fit the experimental data being modeled. The other alternative is to calculate the rate data from fundamental concepts, although this is particularly difficult for heterogeneous processes. At the walls, the fluxes of each component are taken to be zero, assuming no wall deposits are formed, and the flux of each component to the substrate yields the growth rate. The most common treatment [3] assumes the surface reactions to be rapid, so the GaAs growth rate is simply given by the flux of TMGa to the interface. In terms of our earlier discussion, the growth rate is assumed to be mass transport limited, which applies over a certain temperature range where growth rate is observed to be nearly temperature-independent. Finally, the fluxes must be expressed in terms of the concentration gradients. In fact, solutal diffusion can also be driven by temperature gradients, resulting in thermal diffusion or the Soret effect. This can be significant for heavy molecules or particles diffusing through the vapor or for very steep temperature gradients. It is normally ignored in the treatment of OMVPE systems. Since the gas-phase nutrients are typically very dilute for the OMVPE process, Fickian diffusion, rather than multicomponent diffusion (as described in detail by Rosenberger [1]), can be used (i.e., the flux is the product of the diffusion coefficient and the concentration gradient). The diffusion coefficients of, for example, the group III precursors in hydrogen at room temperature and atmospheric pressure are typically of the order of 1 cm^/s. The dependence on pressure and temperature is given by the semiempirical expression [1],
where b has a value of approximately 1.82-1.88 for nonpolar gases. D^^, PQ, and TQ are constants. For TMGa in H2, for example, Moffat and Jensen use the diffusion coefficient, 2.23 X 10--'^r'^^ DicmVs) =
,
^^^^ (6.5)
where the units of T and P are A^and atmosphere, respectively. The specific set of equations necessary for the description of OMVPE systems and the numerical procedures employed in their solution have been discussed by Moffat and Jensen [3]. Even with the several simplifying assumptions allowed,
6.2
Complete Hydrodynamic Treatment of OMVPE
301
such as those due to the dilute gas mixture and rapid reaction kinetics, the calculations are very time-consuming, even on the fastest supercomputers. Before considering the results of the numerical simulations of OMVPE systems, let us consider the effects of surfaces on the flow of an isothermal, singlecomponent fluid. We mentioned the need for boundary conditions for the solution of the partial differential equations related to mass, momentum, and energy conservation. The boundary condition at the reactor walls and the substrate (i.e., wherever the vapor encounters a solid surface) is that the velocity vector is zero, V = 0.
(6.6)
Naturally, the velocity component perpendicular to the surface is zero since no flux across the boundary exists. In addition, the velocity parallel to the interface is constrained to be zero. As a consequence of this boundary condition and the gas viscosity, the flow of the fluid parallel to the wall will be increasingly retarded as the wall is approached. This region of decreasing velocity is referred to as the boundary layer. As will be discussed in a later section, this has been incorrectly considered to be a truly stagnant layer across which mass transport occurs by simple diffusion. This is incorrect since the velocity is zero only right at the solid/ vapor interface. Several configurations of particular interest for OMVPE are discussed briefly, all assuming the overly simple case of an isothermal, single-component system. The first is the geometry of traditional vertical reactors. The gas flows downward impinging directly on the susceptor, which is oriented perpendicular to the direction of gas flow. This configuration leads to stagnation flow; that is, thefluidflow ceases completely at the stagnation point, z = 0 and y = 0, as illustrated schematically in Figure 6.1. The hydrodynamic equations can be solved exactly for
^)mi^w////mwm//mw*/m/^ Figure 6.1. Stagnation in plane flow. (After Schlichting [21], "Boundary-Layer Theory," 1968, with permission of McGraw-Hill Publishing Company, New York.)
302
6
Hydrodynamics and Mass Transport
this configuration yielding the surprising result that the velocity boundary layer thickness, 8Q, is independent of z. The boundary layer thickness, defined here as the distance from the interface at which the velocity component parallel to the wall becomes 99% of its free-stream value, ^4, is 8, = 2.4
(6.7)
where v is the kinematic viscosity, defined as the dynamic viscosity, ry, divided by p, and a is a constant. A similar situation is flow near a rotating disk. In this case, the gas layer adjacent to the rotating disk is forced outward by centrifugal force. This flow is balanced by the axial flow toward the disk. Again, the velocity boundary-layer thickness is independent of z, given by the expression 1/2
5o = 4 | -
(6.8)
where co is the angular rotation rate of the disk. The exact solution is for an infinite disk but is approximately obeyed for finite disks as long as the radius is much greater than 8Q. AS will be discussed later, this basic principle forms the basis of one of the successful commercial reactors on the market today. A quantitative criterion of the significance of inertial relative to viscous effects is the Reynolds number, N^^, U^L A^Re
(6.9)
=
where L is a characteristic linear dimension of the flow problem and Ur^ is the freestream velocity. The larger the Reynolds number, the more inertial forces dominate over viscous forces (i.e., the narrower the boundary layer). For high values of A^Rg (1 <^ A^Rg < 10"^), the entire region of fluid flow can be subdivided into a region of in viscid flow and a viscous boundary layer region. This is seen in Figure 6.1, and even more clearly in the case of parallel flow over a flat plate, as seen in Figure 6.2. For this configuration, illustrative of horizontal reactors,
U(z,y)
^v: lyy/yTyy/y/y////.
'7/////VA
Boundary
layer
Reactor cell
Figure 6.2.
Development of a boundary layer for parallel flow over a flat plate.
6.2
Complete Hydrodynamic Treatment of OMVPE
303
the velocity {U, in Figs. 6.1, 6.2, and 6.3) boundary conditions for solution of the hydrodynamic equations are 0
for y = 0
(6.10a)
for y = «^,
(6.10b)
and u = U^
where y is the distance above the plate. The boundary layer thickness expands from zero at the beginning of the flat plate increasing with the square root of z, the distance measured from the leading edge. An exact solution to the hydrodynamic equations, for the condition z> 8Q, yields the equation
-'f
1/2
(6.11)
An example similar to the situation in a horizontal reactor is flow through a tube with a circular cross-section of constant radius, a. As seen in Figure 6.3, the uniform velocity profile at the entrance breaks into a boundary layer and a constant velocity region at the beginning of the tube. After traversing a distance, z^, the velocity entry length, the flow velocity attains a constant, parabolic profile. -
477 ax
K2 r^).
(6.12)
where dpidx is the pressure gradient. For low values of A^j^^, the velocity profile would be controlled by viscous forces; that is, it would be parabolic throughout the tube. For high values of A^j^^, the boundary layer would exist throughout the tube. The entry length is approximately a linear function of N^^, z. - QMaN^
(6.13)
In the prior discussion, the Reynolds number has been assumed to be low enough to give laminar flow. At extremely high velocities, the flow changes from laminar to turbulent, where the flow is chaotic with velocity vectors no longer pointing exclusively in the direction parallel to the tube axis. This occurs for
^co
^
^
Figure 6.3.
Development of flow pattern in a tube. (After Rosenberger [I].)
304
6
Hydrodynamics and Mass Transport
values of A^Re ^ ^,300 in H2. Giling [4] gives the temperature-dependent densities and dynamic viscosities for H2, He, N2, and Ar. In addition, he gives values of A^Re for rectangular tube flow where L, the characteristic length, is the tube height. For a I-atm H2 ambient, with L = 2.5 cm, extremely high flow velocities of 120 cm/s give values of N^^ at least an order of magnitude below the laminar/ turbulent transition. Reynolds numbers are higher for Ar and N2 but would be insufficient to cause turbulent flow under normal operating conditions. It is also worth mentioning that for H2, even at the high velocities inside the tubes used in the gas handling system and those leading to the reactor tube, the flow is expected to be laminar. A complication in real reactors is that the small-diameter inlet tube must be attached to the reactor proper, which has a much larger cross-section. Even when the two sections of the reactor are connected using a tapered region with the proper angle of below 7°, jet flow can occur, giving a high-velocity "finger" extending a considerable distance into the reactor, perhaps even to the susceptor [9, 10]. In recent years, novel injection schemes such as the use of porous plugs and screens located at the front end of the reactor tube have been instituted to avoid problems associated with this phenomenon [8]. The gas flow in these situations is uncomplicated by buoyancy forces since the gas has a constant density. In real OMVPE reactors, the susceptor is heated and the walls are cold. When the heated gas is beneath the cold gas, a driving force for natural convection exists. With no forced convection, the transition from stagnation to natural convection occurs for values in excess of 1,707 for the Rayleigh number (N^^),
N,. = ^I£^^^^!^,
(6.14)
where a is the thermal expansion coefficient, c^ is the specific heat of gas, h is the free height of top wall above substrate, AT = T^^^^ - 7^^,^, K is the thermal conductivity of gas, and g is the gravitational constant. Giling [4] also gives values of these parameters and the Rayleigh number at several temperatures for H2, He, N2, and Ar. For normal geometries and temperature gradients, no convection is predicted for H2 and He, but N2 and Ar are expected to be highly convective. Of course, if the gas encounters an obstacle such as a tilted, heated susceptor or if the reactor height is too large, natural convection, even in H2 and He, can result. The latter is typical in most vertical reactors, as discussed later. A brief mention of entrance effects is required here. The discussions of turbulence and natural convection have assumed the flow profiles to be fully developed. Giling [4] gives calculated values of the entrance lengths, the lengths required to reach the final flow velocities, for several gases at various temperatures. The velocity entrance length for H2 at normal conditions may be less than 1 cm. An entrance length approximately seven times larger is required to fully establish the thermal profile. This is less important for mass transport considerations but may
6.2
Complete Hydrodynamic Treatment of OMVPE
305
be critical for the growth of alloys, such as the As/P alloys, where solid composition is highly temperature-dependent. In the case of the vertical reactor, where the characteristic length is much larger than in the horizontal reactor, large convection cells are anticipated due to the h-^ term in Equation (6.14). Wahl [11] made a definitive study of this reactor geometry including hydrodynamic calculations and flow visualization experiments using Ti02 smoke. His calculated results, which agree well with the experimental results, are shown in Figure 6.4. Complex convection currents are set up as the cool gases flow downward and are heated by the susceptor. These can be minimized by simply putting the substrate at the top as in Figure 6.4. Buoyancy forces then make the currents more laminar. Wahl calculated growth rates and deposition profiles for the growth of dielectric films that were generally in good agreement with
Figure 6.4. Calculated flow lines for a vertical pancake reactor with gas flow directed both downward and upward. (From G. Wahl [11].)
306
6
Hydrodynamics and Mass Transport
experimental results. The recirculating regions give rise to severe problems with thickness uniformity and, especially, with obtaining abrupt interfaces, since the convection cells produce a significant memory effect. Many seconds are required to change the gas composition inside the vortices. For the OMVPE growth of Hg-containing 11/VI compounds and alloys, recirculation cells may occur because of density gradients resulting from Hg concentration gradients. The Hg pressures required to grow HgTe at 400''C approach 0.1 atm. Hydrodynamic calculations of Kisker et al. [12] indicate that this high concentration combined with the large atomic weight of Hg gives rise to solutal convection in a vertical reactor, which results in reduced and highly nonuniform growth rates. The calculations indicate that reducing the growth temperature and maintaining nearly isothermal conditions will eliminate these problems. The former requires alternate Te precursor molecules, as discussed in Chapters 2 and 7. Of course, similar problems are avoided in the growth of III/V materials due to the much lower reactant partial pressures. Lee et al. [13] used the inverted flow approach for OMVPE growth of GaAs. The numerically simulated streamlines and isotherms are shown for the inverted stagnation point reactor in Figure 6.5. At high pressure (500 Torr), a strong recirOutlet
Isotherms
Streamlines
Figure 6.5. Predicted streamlines and temperature contours in the inverted stagnation point reac300 K; (a) 500 Torr, = 900 K, r „ = 450 K, T;,, tor, HT carrier gas, flow = 0.5 SLM, T^^ (b) 15 Torr. (After Lee et al. [13], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
6.2
Complete Hydrodynamic Treatment of OMVPE
307
culation cell is induced by the sudden change in diameter of the reactor. This can be virtually eliminated by using a reduced pressure of 15 Torr. An alternate approach is to use the rotating disk vertical reactor. At high rotation rates of 1,0002,000 rpm, uniform mass transfer rates are predicted, as discussed in more detail later [14]. In the horizontal reactor, the occurrence of buoyancy-driven convective roll patterns is predicted by Moffat and Jensen [3] for a reactor 3 cm high and 6 cm wide at atmospheric pressure, as seen in Figure 6.6. The calculations are for a cold top wall and an H^ flow velocity of 5.8 cm/s. Even for such unfavorable conditions, the entrance region for the formation of the roll pattern is approximately 5 cm. The simulated growth rate corresponding to the flow patterns in Figure 6.6 is shown in Figure 6.7. Initially, there is a sharp drop in deposition rate due to depletion of the reactants. As the roll pattern develops, the downward flow in the center of the reactor causes a significant lateral nonuniformity in growth rate. The obvious solution to the natural convection problem is to decrease the reactor height and/or increase the flow velocity. Removing the cooling from the top wall would also reduce the problem, but only at the expense of increasing parasitic
lijijj
jil (iyrtir
l l t i l t T T i i i I I T T i l ^ I ' i r T t t t t l t
IMi^}--^\^rA'<^i i i j \ f t t t i'lf ir'T'rT'Wkv
_g^5cm
, , r ^ ^ ;^ 7'riJfW'y
^'^:«ct:r-' ^ 5 ' ^ *" ^ : : : : : *
--- ^
:.:::t^^ s^ i 11J *' - - ^" - « ^ : u H ^ ^^::::^:
^-* *-^X:%. t t i i % i I I % t I t % l % t t \ ^ ;t^^-*«» 1%%%X\\\%1 i t -j^ t i t %% % i i l l t i i t t t i %
? r u i i ^ t ^ ^ : vT %%\ I I I ] Figure 6.6. Transverse velocities at three axial reactor positions for adiabatic side walls and the top wall cooled to 300 K. The reactor is 3 cm high by 6 cm wide with an H2 flow velocity of 5.8 cm/s. (After Moffat and Jensen [3], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
308
6
Hydrodynamics and Mass Transport
T 2.0 3.0 4.0 WIDTH (cm)
Figure 6.7. Growth rate of GaAs from TMGa and ASH3 as a function of position on the susceptor corresponding to the flow simulation in Figure 6.6 (After Moffat and Jensen [3], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
wall deposition. Alternatively, the pressure could be reduced. Oiling [4] demonstrated that N^^ is proportional to the total pressure and A^^^ to the second power of pressure. Thus, both turbulence and buoyancy-driven convection are reduced for low-pressure reactors. The nonhydrodynamicist needs another approach to understand the flow dynamics and mass transport in OMVPE reactors that will provide insight for everyday laboratory operation and reactor design. One approach is the historical boundary layer model discussed in the next section. Much more insight into the fluid dynamics in horizontal reactors is obtained by considering the approximate analytic solutions to the hydrodynamic equations proposed by Oiling and Van de Ven [5, 7], which will be discussed in Section 6.4.
6.3
Boundary-Layer Model
The most widely used model for the calculation of the growth rate in the masstransport-limited regime for all vapor-phase epitaxial growth systems is the boundary-layer model. This model takes the velocity boundary layer described earlier as a truly stagnant layer through which mass transport occurs only by diffusion. The idea originated in early experiments of Everstyn et al. [15] in which
6.4
Approximate Analytic Approach for Horizontal OMVPE Reactors
309
the flow pattern was imaged using smoke particles. A clear region near the heated substrate was observed that was interpreted as being due to the boundary layer. This was later correctly interpreted as being due to the Soret effect or, more precisely, thermophoresis, excluding particles from the heated region near the substrate. The thickness of the clear layer was observed to decrease in thickness with increasing flow velocities. This led to the idea of tilting the susceptor to compensate for gas-phase depletion effects and the increasing boundary-layer thickness along the flow direction due to the developing concentration profile. The increasing flow velocity created by the tilted susceptor for positions downstream from the leading edge leads to a decrease in the boundary-layer thickness. This, in turn, leads to an increasing growth rate (from Eq. [1.1]) which at the correct angle just compensates for the decrease in the nutrient partial pressure and the increase in the boundary-layer width as the gas progresses down the reactor tube. Even though the interpretation was flawed, the use of a tilted susceptor does indeed lead to improved thickness uniformity. The stagnant boundary-layer model is certainly not hydrodynamically justified. Numerous experimental and theoretical arguments have been marshaled against the existence of a stagnant boundary layer. However, if the details of the model are not taken literally, it has proven to be a useful zeroth approximation for analysis and interpretation of experimental results. In this case, the coefficient D/8Q in Equation (1.1) must be interpreted as an adjustable parameter representing the transport process supplying nutrient from the vapor to the solid interface. As we have seen, such a naive model cannot account for growth rate nonuniformities, the effects of buoyancy-driven convection, and other features encountered in real OMVPE reactors.
6.4
Approximate Analytical Approach for Horizontal OMVPE Reactors
Several groups have attempted to simplify the complex numerical calculations necessary to treat hydrodynamics and mass transport correctly, while retaining the features giving an accurate description of experimental systems [16]. Onedimensional models using the boundary layer approximation, such as that of Giling and Van de Yen [5, 7], to be described later, yield information that can be used to correlate and extend experimental growth rate data along the midplane of the horizontal reactor. In effect, they have suggested a middle ground between the extremely complex solution of the partial differential equations governing mass transport in OMVPE reactors and the naive boundary-layer model. They solve the correct partial differential equations under a restricted set of conditions that allow simplifying approximations to be made. They consider only the horizontal reactor with a rectangular cross-section with the proper ratio of height to width and high
310
6
Hydrodynamics and Mass Transport
enough flow velocities to allow the neglect of the buoyancy-driven rolls described in Section 6.2. As a first approach to the problem, they consider an isothermal reactor with mass transport of material to the substrate only by diffusion, neglecting diffusion in the axial direction. In this case, the parabolic velocity profile is established after the entrance length is exceeded. The analytic solution of the partial differential equations is complex even with these simplifying assumptions. Thus, a constant, "plug" velocity profile is used, with the parabolic profile added later as a perturbation. The resulting concentration profiles versus position in the reactor for the constant velocity profile, shown as the solid lines in Figure 6.8, are physically significant. For small values of z (the normalized distance down the reactor tube, measured in units of h^wJD, where h is the reactor height and VQ the average velocity), the solution is an error function, as for diffusion from a semi-infinite, nondepleting source. Most of the gas-phase depletion occurs in the lower quarter of the reactor adjacent to the substrate. This is characteristic of the mass-transport entrance length (i.e., the region of developing concentration profile). Since most of the reactant flux originates in the thin layer near the susceptor, the parabolic velocity profile is approximated by a linear velocity profile in this region of inter-
0.75 y/h
0.50h
0.25
Figure 6.8. Concentration profiles as a function of the height ylh above the susceptor for the case V = constant. Parameter is the distance z{h^y()/D). Inset shows the linear velocity profile approximation to the actual parabolic velocity profile. The dotted concentration profile was calculated for a linear gas velocity profile. (After Giling and van de Ven [5].)
6.4
Approximate Analytic Approach for Horizontal OMVPE Reactors
311
est (broken line in inset of Figure 6.8). This solvable perturbation of the diffusion equation yields the broken curve in Figure 6.8. In this regime, the flux arriving at the substrate is calculated using Fick's law with a TMGa diffusion coefficient of /
\ 1.88
yielding J{z) = O.S9DCJ —
\
.
(6.15)
where CQ is the input concentration of the growth-rate-limiting component. Comparison with Equation (1.1) suggests the factor (Dfe/v^) ^^^0.89 could be considered the effective boundary-layer thickness in the simple boundary-layer model. The concentration entrance length, ZQ , is defined as the axial distance where the TMGa concentration at the top wall (y = h) is equal to 0.99Co. For values of z> ZQ, gas-phase depletion plays a major role. In this region, the flux arriving at the substrate is calculated to be 2.68DC0 ^^^^ ~ h exp(-2.84Dz//i2vo)'
^' ^
In Figure 6.9, the experimental and calculated growth rates are compared versus axial position in the reactor for various input flow velocities. The calculated concentration entrance lengths are also shown. It should be noted that these curves are calculated with no adjustable parameters. The calculation gives a very good description of mass transport under these conditions. Obviously the uniformity is poor in a reactor with a constant height. The depletion effects were found to be much worse when the top of the horizontal reactor cell was not water cooled. When the temperature of the top quartz wall is allowed to exceed 350°C, TMGa pyrolysis at the top surface in addition to that at the substrate was found to lead to much more rapid depletion and degraded uniformity. For the thin reactor cells necessary to avoid natural convection, top cooling is important. The use of cells with larger heights results in thickness nonuniformities due to convective effects, as seen in Figure 6.10. By tilting the susceptor at an angle 6 or using a tapered cell, the flow velocity increases with increasing z, leading to a decreased resistance for mass transport. This can be used to compensate for the gas-phase depletion of nutrients. The mass flux in the entrance region can then be calculated, 0.89DnPr 0*0 Uz) = RT^ \ To
Do(/i -
zt^neyiT^ VQ/Z
\TQ
8 -1-1/3
(6.17)
\
\
0.^0
•
H2 \
\\
^
^=9.2 = 6.1
• 0.30
\
\
o \
\
= 2.0 c m / s
\
G ( p Ti / m i n )
0.20
\
\
o \
\\
\
^^
+
^°
-^
\
^ ^\
•4-
- o
~~~ ^^
0.10
•
•
~" — ——-
•
•
z (cm )
Figure 6.9. Experimental ( + , • , O) and calculated ( ) growth rates of GaAs in a thermally stable and fully developed laminar flow system for three flow rates. (After Giling and van de Ven [5].) entrance region
developed flow -^2 _y^ = 2.9 crri/s
• X = 0 cm o X r - 0.9 c m o X = 1 1.8 c m
Figure 6.10. GaAs growth rate (G) as a function of axial position (z) for different lateral positions (jc), measured relative to the center line in a horizontal cell and H2 as a carrier gas, input flow velocity 2.9 cm/s, PjMG ~ ^^ P^- Inserts: vortex motions. (After van de Ven et al. [7], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
6.5 Application to Reactor Design
313
for z < ZQ,^, where ^0,6'
(6.18)
1 -h (zo tan 0/h)'
PQ is the input pressure of the group III precursor. In the developed flow regime, z > ZQ0, the flux is calculated to be 2.68Po^o ztsine)\T^ RT^ih -
(6.19) 2.84Do (T^\ (^ z tan 0^ X exp , , ^, ^ |_Vo/z tan ^ \7o T^ is the mean temperature, and TQ is the reference temperature, normally 300°K. It follows that a nearly constant growth rate can be obtained in the developed region if the proper combination of flow velocity and tilt angle is selected—that is, if
(
\ 0.88
^
(6.20,
The growth rate for z> ZQ^ is then calculated to be G(z) = -
' ' [ ^ ]
,
(6.21)
where M is the molecular weight. In a tapered cell with an angle of 3.5° and a free height at the leading edge of the susceptor of 2.1 cm, the growth rate was experimentally determined as a function of axial position for flow velocities of approximately 1/3, 2/3, and 1 times the velocity calculated to give a constant growth rate at this tilt angle. The experimental data are compared with the calculated results in Figure 6.11. With the highest flow velocity, the growth rate is seen to be nearly constant in the developed flow region over an impressive distance of approximately 14 cm. For a slightly higher flow velocity, the calculated growth rate would be even more uniform in the region with z > ZQ . In the entrance region, which is as long as 4 cm, the growth rate is highly nonuniform.
6.5
Application to Reactor Design
The main discussion of reactor design is deferred to the next chapter where the effects of thermodynamics, surface kinetics, and mass transport are considered together. However, this discussion of mass transport clearly illustrates several important points. The conventional vertical reactor, with the downward-flowing gas
6
314 O.bO
\ \
Hydrodynamics and Mass Transport
H-;, ^ tapered cell
0.^0 \
^ Vj^ = 1 5.7 cm /s o 10.5 cm/s • 5.2 cm/s calculated curves
7 0 1
^^ • " + - — —
0.30
1
0.20 G ( pm/m n)
L ^
\
•
0.10
" ^ - 2 ( cm )
»
16
20
Figure 6.11. Experimental ( + , # , O) and calculated ( ) growth rates of GaAs in a tapered cell for thermally stable laminar flow conditions. Growth rates are given for approximately 1/3, 2/3, and I times the velocity needed for a constant growth rate. (After Oiling and van de Ven [51.)
impinging on the horizontal substrate, is probably not the optimum design for either uniformity or abrupt interfaces when operated at atmospheric pressure. Operation at sufficiently low pressures or reversing the direction of gas flow may avoid these problems. An attractive approach is to allow the gas to flow upward, past the substrates mounted on the inside walls of the hollow, cylindrical susceptor. Such a vertical "chimney" reactor was demonstrated by Leys et al. [17] to produce GaAs/AlGaAs structures with atomically abrupt interfaces. A drawback to these schemes is the practical difficulties involved in mounting the substrates either upside down on the susceptor or on the inside of the reactor walls. A more practical solution for vertical reactors is to rotate the susceptor rapidly. As already described briefly (Eq. [6.8]), rotation of the susceptor gives a uniform boundary-layer thickness that decreases with increasing rotation velocity. With a porous plug inlet giving a uniform entrance velocity, the pumping action of the rotating susceptor pulls the gas straight down. It is redirected in the radial direction at the disk. This eliminates recirculation currents. However, unless properly designed, eddy currents develop near the edge of the disk, as seen in flow visualization studies [18]. These can be avoided by careful selection of the space between the edge of the disk and the reactor wall [19, 20]. Proper reactor design
6.5
Application to Reactor Design
315
calls for the disk diameter to be approximately 70% of the reactor diameter. Another practical consideration is that the entering gas velocity match the pumping action of the rotating disk. The volume flow rate increases with the square root of the angular rotation rate and the reactor pressure. To avoid recirculation due to buoyancy-driven convection, the rotation rate must exceed a certain value, which increases with rising substrate temperature. Eddy currents at the edge of disk result from rotation rates that are too high. In addition, the distance between the disk and the top of the reactor must be optimized. When the height is too large, a parabolic flow velocity is established and diffusion in the vapor will result in nonabrupt compositional profiles when the composition of the vapor is changed. The height must be greater than the boundary layer thickness. In addition, the inlet area must be kept cool to avoid harmful parasitic reactions. An important advantage of the reactors with a rapidly spinning disk is that they are easily scaled to larger diameters using well-defined scaling relations [19]. For example, operation at a pressure of 60 Torr gives an optimum rotation speed of 1,000 rpm and a total inlet flow of 20 1/min for a disk diameter of 12.5 cm. This type of reactor is discussed in more detail in Chapter 7. As normally configured, the horizontal reactor is more stable with respect to the formation of recirculating cells since h is much smaller. Nevertheless, reactor design involves a number of trade-offs. For example, we have already discussed how recirculating currents can be diminished by allowing the temperature of the top wall to increase. However, this leads to an increase in parasitic wall reactions, which leads to more rapid depletion of the nutrient from the vapor and hence greater nonuniformities. The ideal reactor would allow the growth of layers with growth rate and compositional nonuniformities of no more than a few percentage points. The same reactor should also be capable of producing abrupt compositional changes. Another consideration is the efficient utilization of the expensive organometallic sources. The conflicts arising from these disparate demands are obvious. To obtain high uniformity, a significant amount of material must be wasted. For example, the deposit near the leading edge of the susceptor is inherently nonuniform, as seen in Figure 6.11. This means that the material deposited in the entrance region must be wasted. One virtue of high flow velocities is the diminution of gas-phase depletion effects. Again, a high degree of uniformity is closely linked with a low reactor efficiency. This problem is not amenable to solution by the use of low reactor pressures. As will be discussed in Chapter 7, this has virtually no effect on the efficiency of use of the group III precursors. For the more difficult to pyrolyze group V sources, extremely high molar flow rates are found to be necessary at reduced reactor pressures. In addition to the complexities associated with the pumping of corrosive and toxic materials, the quartz low-pressure horizontal reactor tube becomes more complex. Naturally, a rectangular cross-section yields better lateral uniformities. However, a large rectangular tube will collapse when
316
6
Hydrodynamics and Mass Transport
evacuated. Thus, an outer, cylindrical tube must be added that will bear the pressure change. This arrangement may complicate heating the susceptor, especially when infrared heating is used. Other trade-offs must also be considered. A long entry region is desired to avoid growth in the region of the reactor having an undeveloped velocity profile. In addition this allows gradual changes in dimension from the inlet tube to the reactor tube itself, a necessity to avoid eddy currents. However, during flow through the long entrance region, interdiffusion of the reactants occurs. This inhibits rapid changes in vapor-phase composition, which precludes the formation of abrupt compositional changes in the solid. A practical solution to the nonuniformity problems that does not involve wasting precursors is simply to rotate the substrate and/or the platen on which multiple substrates are mounted. This is used in large-scale commercial reactors, as described in more detail in Chapter 7. However, this approach is not totally without problems, since it introduces nonuniformities in the growth direction. However, these do not usually cause significant problems.
References 1. F. Rosenberger, Fundamentals of Crystal Growth (Springer, Berlin, 1979). 2. K. F. Jensen, in Handbook of Crystal Growth, ed. D. T. J. Hurle (Elsevier Science, Amsterdam, 1994), p. 543. 3. H. K. Moffat and K. F. Jensen,./. Crys. Growth 77 108 (1986). 4. L. J. Giling, in Crystal Growth of Electronic Materials, ed. E. Kaldis, (Elsevier Science, Amsterdam, 1985), pp. 71-86. 5. L. J. Giling and J. van de Ven, in Advanced Crystal Growth, ed. P. M. Dryburgh, B. Cockayne, and K. G. Barraclough (Prentice Hall, New York, 1987), pp. 309-336. 6. L. J. Giling, J. Electrochem. Soc. 129 634 (1982). 7. J. van de Ven, G. M. J. Rutten, M. J. Raaijmakers, and L. J. Giling, J. Crys. Growth 76 352 (1986). 8. N. J. Mason and P J. Walker, / Ciys. Growth 107 181 (1991); C. Goodings, N. J. Mason, D. P Jebb, and P J. Walker, J. Cns. Growth 96 13 (1989). 9. C. A. Wang, S. H. Groves, S. C. Palmateer, D. W. Weyburne, and R. A. Brown, J. Crys. Growth 11 136(1986). 10. K. Matsumoto, K. Itoh, T. Tabuchi, and R. Tsunoda,./. Crys. Growth 11 151 (1986). 11. G. Wahl, Thin Solid Films 40 13 (1977). 12. D. W. Kisker, D. R. McKenna, and K. F. Jensen, Mater Lett. 6 123 (1988). 13. P Lee, D. McKenna, D. Kapur, and K. F. Jensen, J. Crys. Growth 77 120 (1986). 14. T. Kusumoto, T. Hayashi, and S. Komiya, Jpn. J. Appl. Phys. 24 620 (1985). 15. F. C. Everstyn, P. J. W. Severin, C. H. J. van den Brekel, and H. L. Peek, J. Electrochem. Soc. 119 925(1970). 16. C. van Opdorp and M. R. Leys, J. Crys. Growth 84 288 (1987); J. Ouazzani, C. Chiu, and F. Rosenberger, / Ctys. Growth 91 497 (1988); Y. Mizuno, S. Uekusa, H. Okabe, J. Crys. Growth ll(^6\ (1997).
References 17.
317
M. R. Leys, C. van Opdorp, M. P. A. Viegers, and H. J. Talen-van der Mheen, J. Crys. Growth 68 431(1984). 18. C. A. Wang, S. H. Groves, S. C. Palmateer, D. W. Weyburne, and R. A. Brown, J. Crys. Growth 11 136(1986). 19. A. G. Thompson, R. A. Stall, R Zawadzki, and G. H. Evans, J. Electron. Mater 25 1487 (1996). 20. W. G. Breiland and G. H. Evans, J. Electrochem. Sac. 138 1806 (1991). 21. H. Schlichting, Boundary-Layer Theory, 6th ed. (McGraw-Hill, New York, 1968).
This Page Intentionally Left Blank
Design of the OMVPE Process
7.1
Consolidated OMVPE Growth Model
In Chapters 2 through 6 we have considered in detail the conceptual underpinnings of our understanding of OMVPE growth in the areas of thermodynamics, physical processes occurring at the surface, reaction kinetics, and mass-transport processes that, together, form the fundamental foundation. Complicating our ability to construct a simple model of OMVPE that is also useful is the fact that so many factors are operative simultaneously during growth. Ultimately, we may be able to construct computer models for the entire process with multiple heterogeneous and homogeneous reactions, with the latter occurring while the molecules are simultaneously being heated and moving through the reactor by convective and diffusive processes. Naturally, the rates of the heterogeneous reactions wilbhave to include the effects of growth parameters on the surface reconstruction and the surface defects such as steps, kinks, islands, and vacancy clusters. Such calculations are clearly not feasible today. The computer power is lacking, even using the largest and fastest machines available. In addition, our collection of kinetic data, while growing, is still nowhere near complete. Early in the twentyfirst century, such complete models should make it possible to do computer "experiments" to optimize the process, including selection of the reactor design, reactants, flow rates of the various gases, total pressure, and so forth. For the purposes of this book, it is worthwhile to attempt to construct simple models that describe the experimental observations based on considerations of thermodynamics, mass 319
320
7
Design of the OMVPE Process
transport, and reaction kinetics, with emphasis on the rate-limiting step. This may seem confusing since it is possible that for a given system the growth rate would be limited by mass transport, the macroscopic solid composition by reaction kinetics, and the stoichiometry and dopant incorporation by thermodynamics. However, as we shall see, each process can be treated individually but with essentially complete self-consistency. The goal is to provide an operational paradigm that will allow interpretation of data and rational decisions about optimization of the process. The complexity inherent in such an undertaking is indicated by the OMVPE growth of GaAsP using TMGa, PH3, and ASH3 as the reactants at a temperature of 650° C and a V/III ratio in the input gas stream of 30. The growth rate, typically <0.1 yLtm/min, will be controlled by the mass transport of the Ga species to the growth interface. The solid composition is largely controlled by the pyrolysis rates of ASH3 and PH3 via reactions that may involve chemical interactions with the TMGa and/or its pyrolysis products. At the same time, a condition approximating thermodynamic equilibrium is established between the solid and certain vapor species immediately adjacent to the interface. Thus, thermodynamics determines the solid stoichiometry and in many cases dopant incorporation. In this chapter we will consider in much more detail the system for which the most information is available, the growth of GaAs using various combinations of source molecules. Nearly all of the studies of the GaAs growth process use the "black-box" approach of simply examining the growth rate versus temperature (Figure 7.1), substrate orientation, and the molar flow rates of the nutrient gases to derive information concerning the process controlling the growth rate. We have already discussed in Section 2.3 how the broad outlines of the growth process can be discovered in this way. The growth rate in the low-temperature region has been
-•••Wi
o E
•
• •
o
A
'-
Hi
o 0 g 0.7
0.9
1.1
1.3
1.5
1000/T(1/K)
Figure 7.1. Growth efficiency versus temperature for GaAs layers grown by OMVPE using TMGa and AsH,. The data are from Plass et al. [16] ( • ) at a reactor pressure of 76 Torr; Krautle et al. [13] ( • ) at atmospheric pressure; and Reep and Ghandhi [9] ( • ) , also at atmospheric pressure. For comparison, the growth rate data forljaAs grown by CBE using TMGa and As are shown (A). The scale is the growth rate (ML/s) X 1,000, with data from Lacklison et al. [52]. (After Stringfellow [59].)
7.1
Consolidated OMVPE Growth Model
321
determined to be controlled by reaction kinetics or, perhaps, radical desorption, depending on the conditions, and at higher temperatures by mass transport. We were not able to deduce conclusively the growth-rate-limiting process in the highest temperature range where growth rate decreases with increasing temperature. However, the evidence indicates that either wall deposition upstream from the substrate or homogeneous nucleation competes with the epitaxial growth process to decrease the growth rate. Desorption of Ga species from the surface, a thermodynamic phenomenon, certainly occurs when the temperature is sufficiently high. This is observed routinely for In, which desorbs at lower temperatures. This broad view does not give information about the reactions occurring during OMVPE. Detailed chemical and kinetic insight into the actual growth reactions can only be obtained from more detailed and sophisticated pyrolysis and growth studies of the type described in Chapter 5. However, even these studies have, to date, not conclusively established the reaction mechanisms. In this chapter we will attempt to combine the available information of both types to reach the deepest level of understanding of the actual reaction mechanisms. It is worth reminding the reader that a large number of papers deal with basic growth mechanisms. Much of the data are incomplete, and data from various sources are sometimes contradictory. Obviously, an attempt to compare experimental data from dissimilar systems is fraught with difficulty. Nevertheless, development of a detailed understanding of the OMVPE growth process is extremely important. The current incomplete set of data dictates that the most useful approach will be to consider the problem in the broadest context—that is, by considering data obtained using a wide variety of conditions and techniques. It would be counterproductive to discuss all of the data here; thus, no effort is made to be exhaustive in our treatment of the fundamental aspects of the OMVPE process. We will attempt to extract the salient features of the experimental data and to synthesize this information into a coherent, general picture of the OMVPE growth process. We will see that simple models of the reaction mechanisms explain much of the data. However, as a final caveat, no amount of analysis will allow us to "prove" the simple models of the OMVPE growth process adopted in this chapter, or indeed any model. We can only discuss areas where the models explain the experimental data and point out inconsistencies, indicating the need to improve the models or the experiments. Again, the purpose of developing simple models is to provide a mechanism for interpreting and analyzing experimental data on a daily basis and to provide approaches for the solution of particular problems. In addition, a model encourages the formulation of new questions and thus, ultimately, leads to improved understanding and improved models.
7.1.1 Postulated Reaction Mechanisms Rather than developing the model for the OMVPE growth of GaAs based on the gradual unfolding of experimental evidence, we will present the model, which
322
7
Design of the OMVPE Process
takes different forms depending on the growth conditions but is based on the same basic mechanism, at the beginning of the discussion. This results in a much clearer treatment of the extremely varied and complex set of data. The general model for growth that seems to conform best to the data also happens to be the oldest bona fide model of the reactions occurring during OMVPE growth. It stems from the work of Schlyer and Ring, who studied very low-temperature surface reactions by observing the methane produced from reactions between adsorbed TMGa and ASH3 [1]. They postulated the independent adsorption of undecomposed TMGa and ASH3 with subsequent interactions between adsorbed TMGa and ASH3 leading to the sequential release of three methane molecules as the temperature was increased. This is believed to be the main growth mechanism at low temperatures and high pressures, as indicated in Table 7.1. Reep and Ghandhi [2] later added evidence supporting this LangmuirHinshelwood (L-H) model, from growth rate studies at higher temperatures more typical of those used for OMVPE growth. However, they postulated homogeneous pyrolysis to occur, resulting in monomethylgallium (CH3Ga) and AsH reaching the surface. Obviously, the degree to which TMGa pyrolyzes homogeneously to produce monomethylgallium (MMGa) will depend on the temperature and pressure of the reactor. As indicated in Chapter 5, the rapid decomposition of dimethylgallium makes the consideration of this product unnecessary. This model generally agrees with the calculations of Tirtowidjojo and Pollard [3], who determined that at substrate temperatures of 500° C, the growth reactions are essentially completely heterogeneous. By 727°C, homogeneous reactions producing mainly MMGa and some AsH 2 were predicted to occur. Table 7.1
Mechanism (rate-limiting step) versus growth conditions for GaAs from TMGa and AsH3
Reactor Pressure
Atmospheric
Low Temperature (<550°C)
L-H, TMGa + AsH,
Low (10-760 Torr) L-H, TMGa + AsH,
UHV (CBE) Cracked AsH, - (2 X 4) TMGa adsorption + pyrolysis CH, desorption Uncracked AsH, - (4 X 2) No TMGa adsorption + pyrolysis; no growth
Midtemperatures (550-750°C)
L-H, MMGa + AsH,; growth limited by mass transport
L-H, TMGa + AsH,; growth limited by mass transport
Growth rate mainly limited by Ga flux (mass transport)
High temperatures
L-H, MMGa 4- AsH, + products, Ga desorption
L-H, MMGa + AsH, + products, Ga desorption
Growth rate limited by Ga flux, Ga desorption
7.1
Consolidated OMVPE Growth Model
323
Aspnes et al. [4] performed reflection difference spectroscopy measurements on GaAs surfaces exposed to TMGa, as discussed in Section 5.4.1. Their interpretation of the data indicates that independent TMGa adsorption, desorption, and heterogeneous pyrolysis reactions control the growth rate under certain conditions. These results strongly support the L-H mechanism for OMVPE growth of GaAs using TMGa and ASH3. From this and other data to be discussed in this chapter, we conclude that the reaction mechanism must involve predominantly independent (L-H) adsorption of TMGa (or MMGa) and (mainly) ASH3 followed by surface reactions, in the normal temperature range from 550° to 750° C for reactors operating at atmospheric pressure. As the reactor pressure is reduced, homogeneous reactions become less important; thus, the L-H model involving TMGa + ASH3 adsorption will extend to even higher temperatures. For OMMBE, the reactions will be completely heterogeneous at all temperatures for all precursors. As discussed later, no growth occurs under these conditions unless the ASH3 is cracked before reaching the semiconductor surface. Apparently an As-rich (2 X 4) surface is required for TMGa adsorption and pyrolysis. TMGa is not effectively adsorbed on the Ga-rich (4 X 2) surface. At sufficiently high substrate temperatures, the model for AP-OMVPE growth will include homogeneous decomposition of the precursors as the molecules pass through the boundary layer. As mentioned, this yields mainly MMGa when the Ga precursor is TMGa. For less stable precursors such as TEGa, TMIn, and TBAs, homogeneous reactions will have to be considered even for low temperature growth at atmospheric pressure. At the highest temperatures the ASH3 will decompose to produce the subhydrides AsH and ASH2, as discussed in Chapter 5. Reactions between the reactants TMGa and AsH3 at atmospheric pressure have been postulated to play a role in the pyrolysis reactions [5], as discussed in Sections 5.3.3 and 5.4.5. Support for these interactions was based on indirect evidence, such as the products formed, the ratio of As to Ga pyrolyzed, and the combined pyrolysis temperature being lower than the temperatures for pyrolysis of the individual precursors. As we will see, the evidence appears to demonstrate that such interactions are purely heterogeneous. The observed effects can be explained using the L-H mechanism with no homogeneous TMGa-AsH3 interactions. Studies of the effects of the precursor partial pressures on growth rate [6, 7] have been interpreted in terms of homogeneous gas phase reactions between the constituents. These effects can be rationalized for heterogeneous reactions simply in terms of the change in surface coverage. As indicated in Table 7.1, the basic growth reactions are similar for all the growth conditions to be discussed. Differences include the role to which homogeneous processes change the reacting species on the surface and the dependence of the surface structure on growth parameters.
324
7.2
7
Design of the OMVPE Process
Kinetically Limited Growtli
The discussion of experimental results will be subdivided into the various combinations of temperature and reactor pressure. The mechanism will almost certainly be dependent on the precursors, the temperature, and the system pressure. As already discussed, the use of low temperatures, low pressures, and stabile molecules, such as TMGa and ASH3, leads to heterogeneous mechanisms. For high temperatures, high reactor pressures, and more labile precursors, the pyrolysis reactions will be largely homogeneous. The low-temperature, kinetically controlled region will be discussed first, moving from atmospheric pressure (760 Torr or 10^ Pa) toward the ultrahigh-vacuum OMMBE or CBE regime. A detailed discussion of the low-temperature region may seem academic, since most growth is performed in the midtemperature, masstransport-limited region. However, success in efforts to lower the growth temperature will depend on an understanding of the OMVPE process that will facilitate the development of source molecules and growth techniques to overcome the kinetic limitations. This regime is also important for atomic-layer epitaxy (ALE), which is virtually always performed at relatively low temperatures. Lowtemperature growth is also important for selective epitaxy using labile precursors, where success depends on incomplete pyrolysis at masked surfaces and complete pyrolysis on semiconductor surfaces under exactly the same conditions. In addition, the growth of small-band-gap materials can only proceed at temperatures less than their melting points, which often puts the growth process in the kinetically limited regime, as will be discussed in Chapter 8. Thus, the effort to understand growth in the low-temperature region has practical as well as fundamental implications. Furthermore, as the total pressure is reduced, mass transport becomes more rapid and surface kinetics become dominant even in the midtemperature regime. This occurs because the mean time between gas-phase collisions increases with decreasing pressure, causing the diffusion coefficient to be inversely proportional to pressure. Equation (6.5), eventually leading to the UHV processes where the source atoms and molecules move from entrance to substrate without collisions. In this case, the growth processes are completely heterogeneous. Finally, the reaction mechanisms can be studied most directly in the lowtemperature regime, where they actually limit the pyrolysis and growth rates. Our understanding of the reactions occurring during growth using typical conditions is based mainly on data obtained at very low reactor pressures over the entire temperature range and at low temperatures in the range of normal OMVPE operation from 10 to 760 Torr. It is reasonable to assume that the reaction mechanisms will be predictable from such kinetic information. This allows a better understanding of the growth processes at normal pressures in the midtemperature regime
7.2
Kinetically Limited Growth
325
where the reaction kinetics become imperceptible; that is, the black-box approach yields no information about reaction kinetics.
7.2.1 Low Temperature, Atmospheric Pressure From Arrhenius plots of growth rate versus reciprocal temperature, various authors [2, 8, 9] have deduced the activation energy for the rate limiting step in the low-temperature growth of GaAs from TMGa and ASH3 in an atmosphericpressure reactor to be in the range from 13 to 22 kcal/mol. (We shall consistently use the units of kilocalories per mole. The literature values are sometimes expressed as electron volts [1 eV = 23 kcal/mol] or kilojoules per mole [1 cal = 4.1861 Joule].) Reep and Ghandhi [2] determined a value of 19 kcal/mol for (100) oriented substrates but found the activation energy to vary from 16 kcal/mol for the (lll)As orientation to 22 kcal/mol for the (lll)Ga orientation. They also determined the activation energy to decrease with increasing input V/III ratio, with values of 20 and 16 kcal/mol at values of V/III ratio of 9.3 and 36.9, respectively [9]. At least part of these variations in activation energy from one set of growth parameters to another and for different substrate orientations is due to the largely heterogeneous nature of the overall OMVPE growth process. As discussed in Sections 3.4.1 and 5.1.3, the measured activation energy for a heterogeneous reaction is the difference between the activation energy for the surface reaction and the enthalpy of adsorption of the reactants. Both will be functions of the bonds formed on the surface (i.e., the orientation of the substrate). The activation energy may also be a function of surface coverage, since interaction between adsorbed species occurs [1] and special sites on the surface may be saturated, as will be discussed later. Thus, a variation of a few kilocalories per mole in activation energy as a function of substrate orientation, V/III ratio, growth rate, and so on, and from one system to another, is not surprising. The values of activation energy do not, in themselves, specify the OMVPE growth reactions. However, they provide clues about the mechanism and provide a link to the more detailed kinetic studies to be reviewed later in this section, since certain pyrolysis reactions have the same activation energies as the overall growth process. The study of Reep and Ghandhi [2] provides other useful kinetic data. They studied the growth rate as a function of the reactant partial pressures in the lowtemperature, kinetically limited regime. The dependencies for both TMGa and ASH3 partial pressures are distinctly sublinear. This was interpreted by Reep and Ghandhi as evidence for high surface coverages in the L-H adsorption model. The rate equation—Equation (3.8)—is given in Section 3.4.1. Naturally, at very high concentrations of the reactants (high growth rates) and low temperatures, desorption of products can limit the growth process. This is clearly seen in Figure 7.2,
326
7 - •
o
•>
I
r
•
T "
T
I
Design of the OMVPE Process '
4hr
T
^
-•'•
r
1
1
1
M'
-] /
DC
o O
r
•
•
•
4
L
S60C 520 C
A
1
«
k*^
1
0.00
H
••2S7 0, ty*3i 9
*
••I05 9.t>-»S3
1
0.01
1
1
0.02
.
1
0.03
I
1
1
i
0.04
0.05
TMG Partial Pressure (Torr) Figure 7.2. Experimental growth rate, determined using GIXS, versus TMGa input mole fraction for growth using TMGa and TBAs. The lines represent Langmuir-Hinshelwood model fits to the data. (After Kisker and Kuech [10].)
where the growth rate determined using in situ GIXS, described in Chapter 3, is used to monitor the growth rate using TMGa and TBAs at temperatures of 520° and 560°C [10]. It is very Hkely that saturation and desorption Umitations apply to special sites on the surface and not the entire surface. In light of our discussion in Section 3.4.1, care must be exercised in the literal acceptance of the L-H model on several grounds. First, the Langmuir isotherm has long been known to be an excellent tool for inclusion in textbooks, because of its simplicity. However, the model fails to give a good description of adsorption on real surfaces for both metals and nonmetals [11], especially the sublinearity frequently observed. As will be discussed later, the data of Schlyer and Ring [1] indicate the surface coverages are low, especially for ASH3. Even at room temperature and an ASH3 pressure of 124.4 Torr, the maximum surface coverage was experimentally determined to be only 0.16. At a temperature of 500°C and an ASH3 partial pressure of 10"^ atm, the conditions that Reep and Ghandhi found to exhibit a saturation of the growth rate with increasing arsine pressure, the ASH3 surface coverage must be so low that the dependence of surface coverage on partial pressure would be well within the linear range, if all the surface sites were equivalent. The data may be better explained using the physical interpretation of the Freundlich isotherm also discussed in Chapter 5. For a single-crystalline substrate, there are very likely different sorts of surface sites for TMGa and ASH3 adsorption. It seems quite likely that it is really the steps and/or the kink sites on steps that are active in the crystal growth process. Thus, the saturation observed probably relates solely to the saturation of these key sites on the surface. Most of the surface remains unoccupied. Nevertheless, to conform with common
7.2
Kinetically Limited Growth
327
terminology, we will continue to describe the process as L-H throughout this discussion. Arens et al. [12] determined that a change of the ambient from H2 to He had no appreciable effect on the rate limiting process over the entire range of reactor pressures, including 1 atm, and over the entire temperature range including both mass-transport and kinetic regimes. The ambient apparendy plays little or no role in the growth reactions. Data describing the effect of a change in the As source on the growth process are conflicting. Kraude et al. [13] reported that precracking the ASH3 by passing it through the heated susceptor gave an activation energy of 35 kcal/mol for the growth process. These results are similar to those of Bhat et al. [14]. Using TMGa and DEAs, which cracks at temperatures much lower than ASH3, they reported an activation energy of 36 kcal/mol for the temperature range from 412° to 500°C. At even lower temperatures, the activation energy was found to increase to 76 kcal/mol. In contrast, using an elemental As source, Bhat [15] reported an activation energy of 17 kcal/mol, the same as obtained using ASH3. However, this value is considered less reliable since it is based on only two data points near the mass transport/surface kinetics transition temperature. These data provide direct evidence of heterogeneous interactions between TMGa and ASH3, or perhaps partially decomposed ASH3, but not As^, as part of the rate-limiting step in the OMVPE growth process. More recendy, Plass et al. [16] determined the growth efficiency to be highly dependent on the Ga source molecule in the kinetically limited regime for OMVPE growth of GaAs using either TMGa, TEGa, or TIBGa combined with ASH3. This is illustrated by the data plotted in Figure 7.3. The data can be interpreted in terms of ascending pyrolysis rates in the order TMGa < TEGa < TIBGa. For example, adsorbed TIBGa is more likely to pyrolyze prior to desorption than is TMGa, hence the higher growth rate for TIBGa. The order of stability is roughly in line with the discussion in Chapter 4. The values ofn^ are 0, 1, and 1 for TMGa, TEGa, and TIBGa, respectively. The growth rate for TIBGa is higher, probably because crowding by the large radicals reduces the Ga-isobutyl bond strength, as discussed in Section 4.1. As discussed in detail later, the growth rate under UHV conditions is frequently limited by the desorption of site-blocking species from the surface. However, at atmospheric pressure with high V/III ratios, the removal of the organometallic radicals as alkanes is believed to be more rapid due to the ready availability of atomic H, as discussed in Section 5.4. Plass et al. [16] suggested that the activation energy is approximately 23 kcal/mol for the three precursors. However, this would be somewhat surprising, since a weaker Ga-C bond should be reflected in a lower value of E*. More likely would be a nearly constant value of the preexponential factor, A. This prompts a reevaluation of the data in Figure 7.3. The growth rate in the low-temperature, kinetically controlled region decreases with increasing stability of the Ga precursor.
328
7
Design of the OMVPE Process
1000/T(1/K)
Figure 7.3. Growth efficiency (growth rate/group III molar flow rate) versus reciprocal temperature for various Ga alkyls: TMGa ( • ) , TEGa ( • ) , and TIBGa (A). The data were all obtained using ASH3 as the group V source at a reactor pressure of 0.1 atm. (The data were obtained from Plass et al. [16], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
The data are not sufficient for an accurate determination of A and E* for each precursor. However, the lines drawn through the data were calculated on the basis of a constant A factor. They agree with the data at least as well as parallel lines representing a constant value of E*. The resultant values of £* increase from 22.8 kcal/mol for TIBGa to 27.2 kcal/mol for TMGa. The values of activation energy are nearly equal for TEGa and TIBGa, as might be expected since n^ is unity for both ethyl and isobutyl radicals. However, as discussed, radical crowding decreases the stability of TIBGa relative to TEGa, resulting in the slightly higher low-temperature growth rate for TIBGa. The growth rate data can be compared with the results of often more detailed pyrolysis studies. In the early studies of Schlyer and Ring [1] the pyrolysis of neat (without diluting gas) mixtures of TMGa plus ASH3 were conducted in a static system. They gave an activation energy of 13 kcal/mol for the heterogeneous pyrolysis of TMGa in the presence of ASH3. At 203°C a single CH4 molecule was produced per molecule of TMGa pyrolyzed. The second CH4 was produced by 259° C, and heating to 420° C was required to produce the third CH4. Methane and
7.2
Kinetically Limited Growth
329
Hj were the only reaction products. The reaction order was found to be 0.45-0.64 for TMGa and 0.85-0.92 for ASH3. The authors tentatively concluded that this indicates the reaction to proceed by the Langmuir-Hinshelwood process (i.e., with independent adsorption of the two components before reaction). However, they specifically determined the surface coverage to be small, as mentioned earlier. The coverage must have been considerably smaller during pyrolysis, which weakens the literal conclusion that L-H adsorption is the explanation of the lower-thanunity reaction order. Schlyer and Ring determined the enthalpy of adsorption to decrease with a small increase in surface coverage, which indicates the adsorption processes will not obey the L-H isotherm. The Freundlich isotherm provides a better description of the adsorption processes. Schlyer and Ring postulated the reaction to occur by formation of an adduct on the surface. The adduct decomposes by sequential elimination of CH4 molecules that are rapidly desorbed. The results of the basic pyrolysis studies presented in Chapter 5 are also relevant to the discussion of OMVPE growth mechanisms. Pyrolysis of TMGa in a radical-gettering toluene environment occurs by a simple radical cleavage mechanism with an activation energy of 59.5 kcal/mol, equal to the strength of the first Ga-CH3 bond [17]. The activation energy for removal of the second CH3 radical is less, 35.41 kcal/mol, but the preexponential factor has the anomolously low value of 10^^"^ s~'. The results are nearly the same in He [18], indicating the ratelimiting step in the homogeneous pyrolysis mechanism is the same. In H2(D2), the ambient assists pyrolysis slightly, probably owing to H (D) attack of the parent molecule. The major pyrolysis product is CH4 (CH3D). RDS can be used to study the heterogeneous pyrolysis of TMGa in situ, in the non-UHV conditions relevant to OMVPE growth [20-22]. TMGa pyrolysis was studied on an As-rich surface, but without the presence of an As precursor. Thus, the results are directly applicable to ALE but may not be directly related to the OMVPE growth mechanism. In addition, the studies are limited to extremely low temperatures of <400°C. Monitoring the signal attributed to Ga dimers during dosing by TMGa at various temperatures suggests that TMGa adsorbs as a molecule. The data are interpreted in terms of TMGa adsorption and subsequent pyrolysis, yielding a desorption energy of 26 kcal/mol and an activation energy for TMGa pyrolysis of 39 kcal/mol. This would give an overall activation energy for growth that would depend on surface coverage, with limiting values of 13 kcal/mol at low surface coverage and 39 kcal/mol at high surface coverages (very low temperatures). The activation energy of 39 kcal/mol is interpreted in terms of the breaking of the Ga-CH3 bond; however, this value is similar to the activation energy for methyl radical desorption, as discussed in Section 5.4. It is possible that the formation of Ga dimers is limited by the ability to desorb the methyl radicals covering the surface at low temperatures, as suggested by Kobayashi and Horikoshi
330
7
Design of the OMVPE Process
[23] and Maa and Dapkus [24]. This interpretation of the data would mean that neither RDS nor SPA gives information about the actual chemical process for TMGa pyrolysis on a GaAs surface. As discussed in Chapter 5, the presence of the H radicals from heterogeneous pyrolysis of the group V precursors may act to remove the CH3 radicals much more rapidly than simple desorption. In this case, the removal of methyl radicals would be less likely to be the rate-limiting step for the heterogeneous pyrolysis process involved in OMVPE. ASH3 pyrolysis is normally heterogeneous. On a GaAs surface, activation energies of 18-23 kcal/mol, obtained using conventional techniques [19, 25], are significantly less than the average As-H bond strength, listed in Table 4.2. The ambient was reported to have no effect. The more recent in situ SPA measurements discussed in Section 5.4.4 yield a similar value of 17 kcal/mol [26]. The pyrolysis process for TMGa and ASH3 together is radically different. As described in Chapter 5, the pyrolysis temperatures for both are reduced significantly, and the reaction product in D2 is mainly CH4, with no deuterated products. The activation energy for the heterogeneous process is reduced dramatically to 15 kcal/mol, a value approximately the same as for the growth process. Equal numbers of Ga and As atoms are removed from the vapor. The joint pyrolysis reaction is clearly not a superposition of the pyrolysis reactions for the individual precursor molecules. The pyrolysis data for InP growth using TMIn and PH3 are similar, but even more dramatic. The data of Figure 5.28 show that only the PH3 that can be associated with a TMIn molecule, or perhaps its pyrolysis products, can be pyrolyzed at low temperatures. These results appear to be directly linked to the growth studies. The activation energy for TMGa + ASH3 pyrolysis is nearly the same as for the growth process. However, we notice a shift to lower temperatures for the pyrolysis studies. This is a simple consequence of the differences between the two types of experiments. One difference is the higher partial pressures typically used in pyrolysis studies. In addition, the residence time of molecules in the hot zone for the flow-tube apparatus used for pyrolysis studies is measured in seconds. In an atmosphericpressure OMVPE reactor, the reactants diffuse through the nonuniformly heated region near the substrate in tens of milliseconds. The time that the temperature of the reactants is near the substrate temperature is an order of magnitude less. A ratio of 1,000 in reaction times translates direcdy into a shift of 100°-150°C on the temperature scale for an activation energy of only 10 kcal/mol. Although perhaps not obvious, this simple analysis applies equally to homogeneous and heterogeneous reactions. This accounts for the enormous differences between the kinetics of atmospheric pressure and UHV (OMMBE) growth to be discussed later. An analysis of the growth and pyrolysis studies allows the basic growth mechanism postulated in Section 7.1.1 to be tested. The lowering of both pyrolysis temperatures for the combined pyrolysis of TMGa and ASH3 is explained in terms of
7.2
Kinetically Limited Growth
331
mutual interactions between the adsorbed molecules. The formation of an adduct on the surface between parent molecules, as postulated by Schlyer and Ring [1], is doubtful based on simple chemistry considerations. For the chemisorbed molecules, the empty p orbital for TMGa is occupied in bonding to the electron-rich As atoms on the GaAs surface. Likewise, the lone-pair electrons for ASH3 interact with the Ga atoms on the GaAs surface. Thus, the bonding that results in adduct formation in the vapor, involving an interaction between the empty p orbital of TMGa and the lone electron pair of ASH3, will be absent for the same species chemisorbed on the surface. The adduct type of interaction could occur if both source molecules were in a physisorbed state. The pyrolysis data indicate that adsorbed ASH3 attacks adsorbed TMGa, forming CH4. It seems feasible that this would lead to the formation of a DMGa-AsH2 complex, which forms GaAs by eliminating two additional CH4 molecules. These reactions account for the salient features of the pyrolysis results: formation of CH4, even in a D2 ambient, lowering of the pyrolysis temperatures for both TMGa and ASH3, and the 1:1 ratio of TMGa and ASH3 pyrolyzed. An alternate model suggested by the results of Butler et al. [27] and Gaskill et al. [28] is that TMGa pyrolyzes, producing CH3 that attacks ASH3, producing ASH2 and CH4. These authors found the interaction between CH3 and ASH3 to occur homogeneously with the rate constant parameters given in Table 5.1. We could also conceive of the reaction occurring on a surface, as discussed earlier. The adsorbed ASH2 and DMGa participate in subsequent, rapid heterogeneous pyrolysis steps to form GaAs. This model does not directly explain the lowering of the TMGa pyrolysis temperature when ASH3 is present, since no radical chain reaction is involved. However, a reduction in the partial pressure of CH3, due to the interaction with ASH3, would lead to a decrease in the interaction with DMGa, which would lead to a reduction in the reformation of TMGa [3]. Neither does it explain the reduced pyrolysis temperature when TMGa is replaced by TEGa (or TIBGa), since C2H5 (C4H9) is produced only in minor concentrations, because of the dominant ^^-elimination reaction path, and would attack ASH3 less vigorously than CH3, since the ethyl (butyl) radical is more stable. Finally, as discussed in Section 5.3.3.1, addition of the CH3 radical scavenger 1,4-cyclohexadiene (CHD) has no effect on the combined pyrolysis of TMGa and ASH3, confirming that CH3 radicals play no dominant role in the pyrolysis reactions. In summary, consideration of the experimental results for GaAs growth and pyrolysis of various precursors allows a refinement of the model described in Section 7.1.1. To be precise, the adsorption of TMGa and ASH3 at relatively low temperatures is probably governed by the Freundlich rather than the Langmuir isotherm. The adsorbed molecules interact, giving rapid pyrolysis of both, a 1:1 ratio of ASH3 ^"^ TMGa pyrolyzed, and CH4 as the major product. At higher temperatures, homogeneous pyrolysis of TMGa produces MMGa, which is adsorbed, and CH3 radicals, which interact with both ASH3 and the H2 ambient, in
332
7
Design of the OMVPE Process
the latter case producing H that, in turn, attacks TMGa. The extent to which such homogeneous reactions occur depends critically on the temperature, the concentrations of the precursors, and the reactor geometry and pressure. A novel approach to increasing the low-temperature growth rate of GaAs is the addition of radicals. Li et al. [29] added tertiarybutyl radicals from the pyrolysis of azo-r-butane (ATB) to chemically enhance the growth rate of GaAs from TMGa and ASH3 in H2. The ATB pyrolyzes at 200°-300°C, yielding f-butyl radicals and inert molecular nitrogen. At 450°C, the GaAs growth rate was increased by a factor of six. In addition, the surface morphologies were improved. The effect is presumably due to the enhanced homogeneous pyrolysis of the TMGa. Thus, the growth mechanism is actually changed by the addition of r-butyl radicals to the system. Another example of the effect of radicals on the growth-rate-limiting step in the growth process is the effect of using TDMASb for the growth of InSb. The lowtemperature growth rate is limited by the pyrolysis of the group III precursor, TMIn in this case. Apparently, the N(CH3 )2 radicals produced during pyrolysis of the Sb precursor attack the TMIn, increasing the pyrolysis rate [30].
7.2.2 Low Temperature, Low Pressure The effect of reducing the reactor pressure by an order of magnitude is clearly seen from the data of Heinecke et al. [6], reproduced as Figure 7.4 for the growth of GaAs using TMGa and ASH3. As for growth at atmospheric pressure, the low-pressure (76 Torr or 10"^ Pa) growth rate versus temperature behavior can be broken into three regions, with growth rate increasing with temperature for -T(K)
1123 1023 973 923 873 8^3 783 p =lO^Pa. v=5.8cm/5 E /ia^Pa.1.9cm/s\\
r20 10
/
l O ^ a . 13 cm/s '
"N-
5 [
2
p
AoofiOO) *• (IIDGa 10
TMG
=27Pa
^sHj270Po 12
13
1/T(10/K)
Figure 7.4. Dependence of GaAs growth rate using TMGa and AsH^ on deposition temperature for various reactor pressures and gas velocities. (After Heinecke et al. [6], reprinted with permission from Journal of Electronics, a publication of the Metallurgical Society, Warrendale, Pennsylvania.)
7.2
333
Kinetically Limited Growth
T < 550*" C, nearly temperature-independent over the temperature range normally used for OMVPE, and with a hint of a decrease in growth rate with increasing temperature in the highest-temperature regime. In the low-temperature, surface kinetically limited growth regime, the reaction rate appears to be nearly independent of total pressure in the reactor. A slight orientation dependence of growth rate is observed, similar to the results of Reep and Ghandhi at atmospheric pressure. The activation energy is approximately 25-31 kcal/mol, slighdy higher than for the atmospheric pressure case discussed in the last section. These results are all consistent with the L-H growth model for low temperatures postulated in Section 7.1.1, as indicated in Table 7.1. In the low-temperature, kinetically limited regime, the growth rate is expected to be independent of reactor pressure, provided the reactant partial pressures are constant, dependent on the substrate orientation, and independent of flow velocity. The growth rate dependence in the midtemperature regime will be discussed in Section 7.3. Heinecke et al. also report the effects of reactant pressures on the growth rate at both low and atmospheric pressures in the kinetically limited temperature range. The ASH3 flow rate was found to have no effect on the growth rate over the pressure range studied, with ASH3 pressures greater than the TMGa pressure. This is similar to the results of Reep and Ghandhi [2] at atmospheric pressure. The effect of TMGa pressure is seen in Figure 7.5. A linear increase in growth rate with increasing TMGa pressure is observed at low partial pressures, followed by a saturation region. In terms of our discussion in the last section, this is attributed to the saturation of special sites on the surface. The data indicate that neither the flow velocity nor the reactor pressure affect growth rate in the linear regime. From Figure 7.4, we see that all this data is in the kinetically limited regime; thus, an increase in temperature leads to an increase in growth rate.
B^sH3
= 1.1K I O ^ Q
p " / 0^Pa.v=58cnn/s .T.-:783K
10
lO^Pa. 1.9cm/^.. 783 K
s
— •
/•
^ • " • " " ^
""^^^
1 10 20
30
• "
• "
"
lO^Pa. iScrrv^. 743 K 40 50
60
70
80 90
PQ\-
^K1
Figure 7.5. Dependence of GaAs growth rate using TMGa and ASH3 on TMGa pressure for various growth conditions. (After Heinecke et al. [6], reprinted with permission from Journal of Electronics, a publication of the Metallurgical Society, Warrendale, Pennsylvania.)
334
7
Design of the OMVPE Process
Less easily understood is the obvious, but small, dependence of growth rate on total pressure and gas velocity: this is unexpected for growth in the kinetically limited regime. Heinecke et al. explained the phenomena in terms of desorption or diffusion of products away from the interface. Neither explanation is appealing. If desorption were the rate-limiting step, the saturation would be independent of both total pressure and flow velocity. If diffusion of products away from the interface were rate limiting, the growth rate would not be thermally activated. An explanation consistent with the model proposed here is simply that at 510°C, both mass transport and surface reaction rates play a role in determining the growth rate. In terms of Figure 2.29, AyLCp is not negligible in comparison with A/x^. The total pressure and flow velocity affect the mass transport and hence the growth rate even though the growth rate increases nearly exponentially with temperature. As expected from the simple paradigm developed in the last section, the growth mechanism dominant at low temperatures is largely unaffected by an order of magnitude decrease in the total reactor pressure. This is the growth regime normally known as low pressure, or LP-OMVPE.
7.2.3 Low Temperature, Very Low Pressure Results are scarce for OMVPE growth at even lower pressures, between 0.1 and 10 Torr. The primary advantage of using these very low pressures is the ease of local or selective epitaxy where epitaxial layers are deposited only in the openings in dielectric masks deposited on the III/V substrate [31, 32]. This capability is not available for MBE using conventional elemental sources. For MBE, polycrystalline growth on the dielectric mask is nearly inevitable since the nonvolatile elemental group III atoms cannot leave the surface at normal growth temperatures. In conventional OMVPE, with reactor pressures of 76-760 Torr, pyrolysis of very labile precursors may also result in nonvolatile species adsorbed on the growing surface. However, for most common group III precursors, selective growth is possible even at atmospheric pressure. In terms of the simple model developed earlier, selective growth is dependent on preventing the adsorption of either of the reactants on the masked surface. The growth process occurs via surface interactions; thus, the absence of one of the species is sufficient to prevent growth. For example, the lack of ASH3, which is perhaps least likely to adsorb on a masked surface, will retard the heterogeneous pyrolysis of TMGa. Thus, even the deposition of a Ga layer would be prevented by the absence of adsorbed ASH3. This mechanism apparently explains the experimental results reported by Heinecke et al. [32]. They observed selective growth even at reactor pressures as high as 76-760 Torr, provided that the temperature was greater than 700°C. This means that the TMGa pyrolysis is not complete. This may be partially due to the lack of ASH3 adsorption on the masked surface. In addition, since we expect the TMGa to be partially pyrolyzed homogeneously, during diffusion through the
7.2
335
Kinetically Limited Growth
boundary layer, MMGa must not be strongly adsorbed on the masked surface at these temperatures, otherwise Ga droplets would be formed. Using TEGa as the group III source resulted in the virtual inability to effect selective epitaxy. In this case, TEGa decomposes rapidly, resulting in a nonvolatile product, as evidenced by the rapid low-temperature growth rate observed in Figure 7.3. The presence of Ga on the surface may result in the adsorption and pyrolysis of ASH3, giving rise to GaAs, rather than Ga deposition. Heinecke et al. [32] observed selectivity at temperatures greater than 620°C for TMGa and ASH3 at a reduced pressure of 500 Pa. At lower pressures, in the OMMBE regime, selectivity was obtained over the entire temperature range studied, from 525° to 635°C. Naturally, reduced pressure growth favors selective growth since the homogeneous pyrolysis of TMGa and the adsorption of both ASH3 and TMGa are retarded. In contrast with the higher pressure results described in the last section, at very low system pressures the growth rate becomes dependent on the ASH3 partial pressure even though it is much greater than the TMGa pressure, as seen in Figure 7.6. In fact, in a vacuum growth system, no growth takes place using TMGa and ASH3 [33] unless the ASH3 is precracked. In this case, where no gas-phase collisions occur, undecomposed, room-temperature TMGa and ASH3 are the species reaching the surface. Neither can apparently pyrolyze in the brief time before being desorbed. Cracking the ASH3 produces more strongly adsorbed elemental As and As 2 that react with TMGa (or more commonly TEGa) on the surface during OMMBE (or CBE) growth [34]. These techniques will be discussed more fully in the next section. p
= 500 Pa
p,
=
6.7 Pa
V
r
20 c m / s
T
r 783 K
tot
E
TMG
20
LO
50
80
100
120
(Pa)
Figure 7.6. Dependence of GaAs growth rate on ASH3 pressure at a fixed TMGa pressure for low reactor pressures showing plasma effect. (After Heinecke et al. [33], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
336
7
Design of the OMVPE Process
The absence of GaAs growth using TMGa and ASH3 in UHV conditions has led to the suggestion that the growth processes are limited by gas-phase interactions [7]. A more likely explanation is related to the very low ASH3 partial pressure at the solid/vapor interface during OMMBE growth. In the extreme case where UHV conditions exist at the solid surface, each ASH3 molecule has only one chance to adsorb and decompose. After desorption it rapidly diffuses away. For the relatively high ASH3 pressures of approximately lO'^-lO"^ Torr for OMVPE growth at reactor pressures of 76 to 760 Torr, each ASH3 molecule will impinge on the surface a large number of times before being swept away. Thus, the probability of ASH3 pyrolysis is much higher. A sufficiently large reduction of total pressure makes mass transport processes so rapid that kinetically limited growth is observed even at temperatures as high as 650° C. This is demonstrated by the pressure independence of growth rate for pressures of less than 10-20 Torr shown in Figure 7.7 . An additional interesting result obtained by Heinecke et al. [33] is that the surface-reaction-limited growth rate becomes dependent on total pressure at very low pressures, even when the partial pressures are fixed, as seen in Figure 7.8. These results are ascribed to a decrease in gas-phase interactions at low system pressures. However, since the individual partial pressures remain constant as the system pressure is reduced, this explanation is not entirely satisfactory. More likely, this is the effect of a decreased heterogeneous ASH3 pyrolysis rate, as described earlier, with a concomitant increase in TMGa desorption before pyrolysis can occur, resulting in a lower growth rate. At low temperatures, below 427° C, and low reactor pressures of 500 Pa, the growth virtually stops using TMGa and uncracked ASH3. The growth increases markedly if the process is stimulated using a plasma [33]. The growth process is presumably changed in this case to a mechanism resembling the OMMBE process
£ 20 E
0
• ^ % : ^ ^
- 10 PASH3=
5 3
126
^ .
Pa
-1/2
^^ *
T
= 923K
V
r
5 8 cm/s
- . 1
1
2 .
1
10
.
30
100
300 p
1000 (10^Pa)
Figure 7.7. Dependence of GaAs growth rate using TMGa and AsH^ on total reactor pressure. (After Heinecke et al. [33], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
7.2
337
Kinetically Limited Growth T(K) 1100
900
1000
750
800
-C
P
ZL 5 0
° A s H 3 ""
^"
V
= 11 .7 Pa =
126 Pa 5.8 c m / s
20 _o
o
P
= 500 Pa
P
- 10' Pa
tot
0.9
o
5.
1.2
1.3 1/T(10"VK)
Figure 7.8. Temperature dependence of GaAs growth rate using TMGa and ASH3 at two reactor pressures: lO** and 500 Pa. (After Heinecke et al. [33], reprinted from tiie Journal of Crystal Growth with permission from Elsevier Science.)
using precracked ASH3, as described previously and in the next section. The use of low pressures and low temperatures allows for the possibility of selective growth using laser stimulation [35]. Heinecke et al. [33] considered the effect of the plasma to be possibly due to the creation of atomic hydrogen. This active radical might be expected to play a role in both the growth kinetics and in carbon incorporation, which is high in layers grown under these conditions. However, a pure H2 plasma was found to have no effect on either growth rate or carbon incorporation. A few kinetic studies in the very low-pressure region yield more information about the reaction mechanisms. Horiguchi et al. [36] investigated massspectrometrically the growth of GaAs in a vertical reactor using TMGa or TEGa and ASH3 in the pressure range from 0.05 to 100 Torr, at 650°C, with a constant reactor input giving a V/III ratio of 20. For pressures of 1 Torr and below, they found the TMGa to decompose by sequential radical elimination. This is expected at these low pressures where gas-phase interactions are minimized. In particular, the attack of TMGa by H radicals generated by CH3 interactions with the H2 ambient, described in Section 5.3.1.2, would play no role. At higher reactor pressures, approaching 10 Torr, Horiguchi et al. considered the CH3 radicals to react mainly with the H2 ambient, producing CH4. Another possibility, not discussed by the authors, is that the CH3 radicals interact with ASH3, also producing CH4.
338
7
Design of the OMVPE Process
At lower pressures the concentration of methylarsine species was found to increase to become a substantial fraction of the CH4 produced. This can be rationalized in terms of the postulated reaction mechanism. At very low precursor partial pressures, the surface concentrations of TMGa and ASH3 will be small. This will decrease TMGa-AsH3 interactions, leading to the independent pyrolysis of the precursors. Reactions of partially decomposed ASH3 radicals (AsH and ASH2) with CH3 from TMGa pyrolysis would lead to the formation of the methylarsines, some of which would be desorbed. The high CH3 concentrations on the surface under these conditions would lead to extremely high carbon levels in films grown at very low pressures using TMGa. The results using TEGa and ASH3 indicate that the homogeneous pyrolysis of TEGa proceeds mainly via the /^-elimination reaction, producing mostly C2H4 at reactor pressures of 10 Torr and above. At lower reactor pressures, down to 0.1 Torr, the concentration of ethylarsine increases markedly, as seen in Figure 7.9. This is an indication that TEGa pyrolyzes by the radical mechanism on the GaAs surface where the /^-elimination reaction is blocked because the empty p orbital is occupied by the bond formed to the surface atom in agreement with the results discussed in Chapter 5. Since the ethylarsines are produced mainly at the lowest pressures, the reaction between AsH3 and the ethyl radicals must be heterogeneous. (TEG) 10AsH^ C2 9 H" 4
10"'
10^ PRESSURE
(Torr)
Figure 7.9. Reactor pressure dependence of mass-spectrometer peak intensities for the TEGa-AsH, system. (After Horiguchi et al. [36].)
7.2
Kinetically Limited Growth
339
Carbon incorporation is greatly reduced in very low-pressure OMVPE by substituting TEGa for TMGa. The reduction of reactive radicals by using TEGa has long been known to reduce carbon incorporation in GaAs grown at higher reactor pressures, as discussed in Section 7.3. However, at very low pressures, the presence of ethyl radicals on the surface leads to increased carbon incorporation even using TEGa. This is a significant problem for very low-pressure OMVPE and especially for OMMBE and CBE.
7.2.4 High Vacuum To complete our discussion of the kinetically limited growth regime, we now move to a discussion of OMMBE (or CBE). At very low pressures of less than 5 X 10 ""^ Torr, mass transport proceeds via molecular flow with no collisions in the gas phase [37]. This means that no homogeneous pyrolysis can occur, since the molecules are cool when they reach the substrate. As we will see, using precracked ASH3 and TMGa at high temperatures, the heterogeneous pyrolysis is rapid, so the growth rate is limited by the group III flux to the surface. At lower temperatures the growth process is kinetically limited, although the purely heterogeneous kinetics appear to be quite different than at the higher pressures used in conventional OMVPE growth. Putz et al. [38] studied the pyrolysis of both TMGa and TEGa in the cracking tube of an OMMBE apparatus. At temperatures above 375° C, TMGa begins to pyrolyze by stepwise elimination of CH3 radicals. TEGa pyrolysis begins at about 50°C lower temperatures. Evidently the homogeneous pyrolysis mechanism is P elimination, since the major product is ethene, C2H4. This is in complete agreement with the results presented in Chapter 5. TMGa is found to give extremely high carbon concentrations, up to 10^° cm"-"^, in GaAs layers grown by OMMBE [38], presumably because of the CH3 radicals on the surface. The ASH3 must be precracked, thus eliminating the source of H radicals necessary to form CH4, which is rapidly desorbed. Carbon doping is not always undesirable. As discussed in Section 8.1.6, extremely high p-type doping levels can be obtained using carbon, which is desirable for some device structures. TEGa gives significantly lower carbon doping levels, between 10^"^ and 10^*^ cm~\ so is most commonly used for OMMBE growth. Low TEGa fluxes yield n-type layers, with 77° K mobilities as high as 72,000 cm-/Vs. The OMMBE growth rate is linearly dependent on the TMGa or TEGa flux for normal growth conditions [34, 38]. No growth occurs using TMGa unless the ASH3 is precracked, apparently because the unpyrolyzed TMGa will not adsorb and pyrolyze heterogeneously on the (4 X 2) surface formed unless As is present, as discussed earlier. The dependence of growth rate on As flux is telling. For TEGa, a reduction of the flux below a critical value results in liquid Ga deposition
340
7
Design of the OMVPE Process
and whisker growth, similar to the situation in atmospheric-pressure OMVPE growth using TMGa and ASH3, indicating that TEGa adsorbs and pyrolyzes at the surface even in the absence of ASH3. This situation is clearly described by the phase diagram of Figure 2.11. However, using TMGa, the growth rate decreases smoothly with reduced As flux below the critical value where the As flux equals the Ga flux. The growth rate decreases to zero with decreasing As flux with little metallic Ga deposition. Heterogeneous TMGa pyrolysis is apparently dependent on having adsorbed As on the surface (i.e., formation of a favorable reconstruction). This is basically the mechanism leading to selective epitaxy, as discussed previously, and ALE, discussed in Chapter 9. The temperature dependence of growth rate using TMGa and ASH3 sources is shown in Figure 7.10. At temperatures below approximately 570°C, the growth rate increases exponentially with increasing temperature, indicating a kinetic limitation to the growth process. The activation energy is measured to be 22 kcal/mol. This value is similar to those obtained at higher reactor pressures using precracked ASH3 and As sources that pyrolyze independently at temperatures lower than for TMGa. In the midtemperature range, the growth rate is independent of temperature. This appears to be similar to the mass-transport-limited growth regime described for atmospheric-pressure OMVPE except that mass transport is by molecular flow in this case. In the following sections, the result of more sophisticated characterization and modeling techniques will be summarized for TEGa and TMGa separately.
T(K) 878 863 8^8 833 818 807 793 »
>
y
T
1
TMG.beam 2 »ld^Pn p AsH,_t)eam 0
€ 1.0 E
h 1
o o o
•^ 0.5
Z^sH3 = l ZASHJ = 0,3
j
o^ a - ^" - o^ "~^o^
0.2 0.1 1.15
1.2
1.25 1/T (10~^K^
Figure 7.10. GaAs growth rate versus deposition temperature for OMMBE growth using TMGa and ASH3. Z is the fraction of ASH3 prepyrolyzed. (After Piitz et al. [38], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
7.2
Kinetically Limited Growth
341
7.2.4.1 CBE Growth Studies Using TEGa Robertson et al. [34] suggested the first detailed model of the processes occurring during CBE growth of GaAs from TEGa and cracked arsine using the experimental growth rate versus temperature behavior plus intuitive ideas about the important species and processes. Since then, the basic model has been refined using the results of fundamental surface science experiments, including the "static" experiments described in Chapter 3 such as TPD. The approach here will be to describe the refined model of French and Foord [39] (termed the FF model in what follows), including a discussion of the growth rate versus operating parameters such as Ga and As fluxes as well as temperature. In addition, the results of the surface science experiments are included. The results of "dynamic" modulated beam mass spectroscopy (MBMS) studies were also used to guide the selection of rate constants in the model. These experiments are conducted during growth, thus overcoming many of the disadvantages of the "static" experiments described in Chapter 5. Use of the MBMS technique also avoids discrimination problems encountered in normal mass spectroscopy studies [40-42]. Robertson et al. [34] suggested that at low temperatures, heterogeneous pyrolysis of TEGa limited the growth rate. However, MBMS experiments by Martin and Whitehouse [41] and others clearly show that TEGa pyrolyzes rapidly to produce DEGa at much lower temperatures. Murrell et al. [43] performed detailed experimental (LEED, XPS, Auger spectroscopy, high-resolution EELS [electron energy loss spectroscopy], and TPD) analysis of the surface processes occurring during the CBE growth of GaAs using TEGa. The XPS data clearly indicate that TEGa is chemically bonded to the GaAs surface. TEGa is a Lewis acceptor that is chemisorbed to the GaAs surface by the donation of electrons from the surface into the vacant p orbital of the TEGa. This is contrary to speculation [44] that such a process would be sterically hindered for the planar TEGa molecule. Robertson et al. [34] assumed a physisorbed state for the TEGa with a consequently lower activation energy for desorption than measured experimentally. The results of Murrell et al. [43] indicate that TEGa pyrolysis is not the ratelimiting step for low-temperature growth. Site blocking by adsorbed ethyl radicals was found to be the limiting factor at temperatures of under 350°C, where the sharply increasing growth rate with increasing temperature is due to the ratelimiting step of ethyl radical decomposition to adsorbed H and ethene. Ethene is rapidly desorbed from the surface as is H, as molecular H2. The kinetic parameters for these processes were obtained from TPD studies [39, 43]. The resulting temperature dependence of growth rate is shown in Figure 7.1L In this lowtemperature regime the GaAs growth rate is also observed to decrease with increasing arsenic flux. This is attributed to blocking of the surface sites by adsorbed arsenic in the FF model. The surface was modeled as a square lattice with
342
7
Design of the OMVPE Process
TEG Flux (MUS) a. 3.08; b. 2.62 c. 1.04; d. 0.16
775 Temperature (K)
Figure 7.11. CBE growth rate of GaAs versus temperature for various TEGa flow rates. The curves were calculated by French and Foord [39]. The experimental data are from Robertson et al. [34]. (After French and Foord [39], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
competitive adsorption of the various species (TEGa, DEGa, C2H5, As, and H) on the same sites. The larger radicals would be expected to occupy more space on the surface, owing to steric effects. Thus, the model includes lateral repulsion between adsorbed DEGa species using a quasi-chemical thermodynamic model. This part of the model is essential to fit the TPD data but has little effect on the calculated growth rates. The GaAs growth rate versus temperature exhibits a maximum, as seen in Figure 7.11. This is due to a competition between desorption and decomposition of DEGa. Of course, only decomposition leads to growth. This was a salient feature of the model of Robertson et al. [34]. However, direct evidence of DEGa desorption was first obtained by Martin and Whitehouse in their MBIVIS studies [41]. At temperatures above 660''C, the growth rate drops rapidly due to elemental Ga desorption. The increase in carbon incorporation at higher growth temperatures was attributed by Robertson et al. [34] to the activation energy for carbon incorporation, presumably due to pyrolysis of the ethyl radicals, being larger than the 30 kcal/mol activation energy estimated for desorption of ethyl radicals. Small amounts of In (2%) were found to drastically reduce the growth rate of GaAs above 500°C [41]. The source of the In, either TEIn or metallic In, was found to be immaterial [45]. This was interpreted in terms of increased desorption of DEGa when bonded to surface In atoms. A small concentration of In has a large effect because the In is segregated to the surface [46]. This phenomenon causes practical problems for control of the composition of GalnAs alloys by CBE. An
7.2
Kinetically Limited Growth
343
interesting possibility for solving this control problem is to design appropriate new precursor molecules that avoid the production of DEGa species on the surface. Perhaps, as suggested by Foord et al. [47], trimethylamine-gallane and related molecules would be suitable. As discussed in Chapter 4, such molecules are only marginally stable, so they may have practical disadvantages. FitzGerald et al. [48] reported that the effect of Al was opposite to that of In: the presence of Al in the solid suppressed the desorption of both TEGa and DEGa. Their results indicate that Al modifies the surface chemistry resulting in incorporation of carbon into the layer. They concluded that C contamination problems in Al-containing semiconductors grown by CBE will be solved only when carbon-free precursors are developed for all group III precursors. This is consistent with the notion that different precursors will be required for CBE than for OMVPE [49]. An advantage of considering the kinetics in the UHV OMMBE or CBE process is obviously the ability to view the surface using various analytic techniques. For example, Robertson et al. [34] observed that the steady-state coverage of the alkyl species was small, since no degradation of the RHEED pattern was observed relative to the static no-growth condition. The surface coverages of DEGa and ethyl radicals were estimated to be < 10"^ monolayers during high-temperature growth. This point is consistent with earlier discussions (e.g., see Chapter 3) indicating that the growth of high-quality epitaxial layers depends on the adsorbed radicals or atoms having sufficient time and mobility to find the low-energy sites, presumably kinks and ledges on the surface, and it supports the idea that the saturation of growth rate at 500° C, discussed in Section 7.1.1, is due to saturation of special growth sites on the surface. Only at very low temperatures of 350°C, where the growth is virtually stopped, is the surface coverage observed to be large. As another example, Foord et al. [50] were able to clearly demonstrate that for GaSb growth by CBE on (001) surfaces, the rate of heterogeneous TEGa pyrolysis was strongly dependent on the surface reconstruction. The TEGa decomposition rate was found to be far greater on (1 X 3) than on c(2 X 6) surfaces.
7.2A.2
CBE Growth Studies Using TMGa
Foxon, Joyce, and coworkers [44, 51, 52] used MBMS to study the OMMBE growth of GaAs using TMGa and elemental As. They report a complex temperature dependence of growth rate, with a rapidly increasing growth rate at low temperatures, a peak at about 500° C, a slight dip and a second increase at temperatures above 600°C, as seen in Figure 7.1. The MBMS results were interpreted in terms of dissociative chemisorption of TMGa, in agreement with the static surface studies, discussed in Chapter 5, where decomposition of TMGa was observed using TPD at temperatures below 350° C. The complex temperature dependence of growth rate was attributed not to bond breaking in the TMGa molecule but
344
7
Design of the OMVPE Process
to site blocking by two stable surface species. At low temperatures the activation energy is 38.6 kcal/mol [52], nearly equal to that determined from the lowtemperature pyrolysis studies using SPA discussed earlier. Kaneko et al. [53] studied the OMMBE growth of GaAs from TMGa and elemental As using RHEED oscillations to monitor the growth process. The surface was seen to have a (2 X 4) reconstruction during growth. At low temperatures, the rapid increase in growth rate with increasing temperature, with an activation energy of 39 kcal/mol, was thought to be limited by the desorption of methyl radicals from the surface; thus, CH3 is believed to be one of the site-blocking species mentioned earlier. The activation energy is in rough agreement with the values measured directly for CH3 desorption. Of course, the concentration of CH3 on the surface, the surface reconstruction, and the presence of other species on the surface may all have an effect on the activation energy for desorption. As already mentioned here and in Chapter 5, it is dangerous to attempt to directly link the results of static and dynamic experiments. The second site-blocking species responsible for the dip in growth rate at higher temperatures is thought to be excess As. A comparison of nominally (001) substrates misoriented by a few degrees in the A and B directions indicates an anisotropy of Ga incorporation at the two types of step edges, suggested to be due to differences in the rates of MMGa decomposition at the two step types. A mechanism based on CH3 site blocking at the step edge was suggested. Isu et al. [54] observed a similar complex dependence of growth rate on substrate temperature, with "two humps." A mass-spectrometric analysis of the dependence of the desorption of methylgallium species for (001) GaAs showed that the pyrolysis of TMGa is strongly affected by the presence of elemental As supplied simultaneously. Without As, only TMGa was desorbed. On a bare. Asstabilized surface, DMGa and/or MMGa were desorbed. This is an important observation, since it indicates once again that the pyrolysis mechanism determined using UHV surface science techniques will not necessarily give mechanistic information important for understanding either CBE or OMVPE growth, since the surface reconstruction is likely to be different for each set of experimental conditions. In fact, it is probably not valid to assume that the rate limiting step for GaAs growth at low temperatures determined for OMMBE conditions will be the same as for the OMVPE process because the surface reconstruction is likely (2 X 4) for CBE and (4 X 4) for OMVPE. Nevertheless, the results of both static and dynamic UHV experiments offer insights that are helpful in attempting to unravel the complex OMVPE process where fewer analytic tools are available. RHEED studies have been extremely valuable for understanding the UHV processes, MBE, OMMBE, and CBE. However, attenuation of the electron beam by the atmosphere precludes the use of this technique for the study of OMVPE growth. An equivalent technique is the use of grazing incidence X-ray scattering (GIXS) [55]. However, this requires an extremely bright X-ray source, namely a
7.2
Kinetically Limited Growth
345
synchrotron. For this reason, GIXS will never be a widely used technique. Nevertheless, a collaborative effort between IBM, AT&T Bell Laboratories, and the Stanford Synchrotron Radiation Laboratory has produced a set of data for the growth of GaAs using TMGa (or TEGa) and TBAs in a low-pressure (60-Torr) OMVPE reactor that reveal important aspects of the OMVPE growth process. The technique allows the in situ determination of certain features of the growth process, similar to the RHEED technique discussed in Chapter 3. For example, using typical OMVPE growth conditions, the surface reconstruction during growth on (001) GaAs substrates was found to be (4 X 4), although other reconstructions such as (2 X 4) and (4 X 2) could be produced by reducing the As partial pressure [56]. The typical reconstruction during MBE growth is (2 X 4). The (4 X 4) reconstruction during OMVPE growth is presumably due to the higher As pressure during growth as indicated by the phase diagram (see Figures 2.50 and 3.4). The length scale for two-dimensional island nucleation can also be determined. The relatively large sizes observed led Tersoff et al. [57] to the conclusion that the surface processes occurring during OMVPE can be validly treated using nearequilibrium models. An important observation of these studies was that GIXS oscillations corresponding to the layer-by-layer growth cycle [55] correlate closely with RDS oscillations observed simultaneously during OMVPE growth. This validates many features of the optical techniques for determining the growth rate in situ as well as for determination of the surface reconstruction during growth [56]. The results of mass-spectroscopy studies in an ersatz reactor, discussed in Section 5.3.3. can also be used to give insights into the heterogeneous copyrolysis of a group III and a group V precursor during the OMVPE growth process. As an example, Larsen et al. [18] studied the pyrolysis of TMGa and ASH3, the most common combination of precursors used for the OMVPE growth of GaAs. The heterogeneous pyrolysis of ASH3, alone, on a GaAs surface was found to have an activation energy of 23.2 kcal/mol [19]. The heterogeneous pyrolysis of TMGa, alone, on a GaAs surface cannot be studied by these techniques, since Ga covers the GaAs surface without the simultaneous presence of ASH3. For TMGa and ASH3 together, Larsen et al. [18] found the low temperature pyrolysis to occur with an activation energy of 34.7 kcal/mol. The two pyrolysis reactions were concerted at low temperatures, in the sense that one molecule of arsine was pyrolyzed for each molecule of TMGa and the product was CH4, even in a D2 ambient. This indicates that one CH3 radical from TMGa combines directly with one H ligand from ASH3 to produce the molecule of methane. These results imply that the rate-limiting step in the low-temperature OMVPE growth of GaAs from these two precursors is the joint pyrolysis rate. This result differs from that inferred from the OMMBE results discussed here—that the desorption of CH3 from the surface sites required for adsorption and subsequent decomposition of TMGa limits the low-temperature growth rate. However, when a high concentration of atomic H, from the heterogeneous pyrolysis of ASH3, is
346
7
Design of the OMVPE Process
present during OMVPE growth, it is perhaps not surprising that formation of CH4, which is immediately desorbed, is more rapid than direct CH3 desorption. A mathematical model developed by Windeler and Hicks [58] supports this conclusion. They found that the formation of CH4 from the TMGa and ASH3 and subsequent desorption occur more rapidly than CH3 desorption, using the kinetic data from the extensive static UHV studies described briefly earlier. Of course, this method for the rapid removal of methyl radicals from the surface will make another step in the overall reaction rate limiting. Although the data are not definitive, a strong possibility is that the heterogeneous TMGa pyrolysis rate limits the low-temperature OMVPE growth rate. This appears to be in general agreement with the correspondence between the low-temperature limit for pyrolysis of various Ga and Al precursors and the low-temperature limit for the onset of epitaxial growth, discussed earlier here and in Chapter 5. However, care must be exercised in interpreting these results since it is possible that the pyrolysis rate is limited by the ability to desorb radicals blocking the sites necessary for heterogeneous pyrolysis of the group III precursors. A similar correlation has also been noted between the low-temperature growth rates of GaAs using TMGa, TEGa, and TIBGa [59], as described previously and shown in Figure 7.3. The increasing low-temperature growth rate has been correlated with the decreasing Ga-R bond strength. However, the surface-R bond strength will probably decrease in qualitatively the same manner.
7.2A.3
CBE Growth Studies Using Other Ga Precursors
Without the presence of atomic H on the growing surface, alkyl groups from pyrolysis of the group III precursors give relatively high levels of carbon contamination in GaAs and, especially, AlGaAs grown by CBE. The new family of alaneadduct precursors has reduced this problem significantly. However, the related gallane-adduct precursors are too unstable for convenient use. This has resulted in the study of tritertiarybutyl- and triisopropyl-gallium (TTBGa and TIBGa, respectively) [60, 61]. TIBGa gives high growth rates and low values of carbon contamination, due either to the low reactivity of isobutyl radicals or to pyrolysis by ^-eUmination reactions, as discussed in Section 5.4.4.3. Because of steric effects, TTBGa gives low growth rates of less than 0.05 /xm/h. The Ga is surrounded by three bulky tertiarybutyl ligands, preventing it from sticking to the (001) GaAs surface.
7.2.5 Summary of Kinetically Limited OMVPE Growth It is worthwhile to pause at this point to see whether an examination of the combined results in the various pressure regimes, summarized in Table 7.1, allows
7.2
Kinetically Limited Growth
347
an elaboration of the model of the reactions occurring during low-temperature OMVPE growth presented in Section 7.1.1. For clarity, only results using TMGa and ASH3 will be considered in this section. The seemingly simplest case is the growth of GaAs in a high-vacuum environment (i.e., OMMBE and CBE) where no gas-phase interactions can occur. The result is spectacularly simple: no growth occurs without precracking the AsH^. At very low reactant partial pressures, the surface coverages of both TMGa and ASH3 are extremely small. This essentially stops pyrolysis and growth since heterogeneous pyrolysis rates are proportional to the surface coverage, as discussed in Section 3.4. The CBE process involves adsorption of As and AS2 from the precracked ASH3. Since AS2 and especially As will be much more strongly adsorbed than ASH3, this takes care of the As needed for GaAs growth. Apparently, the atomic As adsorbed on the surface also induces adsorption and subsequent pyrolysis of TMGa. However, the low-temperature growth rate appears to be limited by CH3 desorption with an activation energy of approximately 38.6 kcal/mol. As the reactor pressure is increased to the 0.1-10 Torr range, growth occurs without precracking but is dependent on the ASH3 flow rate and is increased by cracking the ASH3 using a plasma. The key to understanding the growth process in this pressure regime is the increased formation of methylarsines as the pressure is reduced from 10 to 1 Torr. The surface coverages of TMGa and ASH3 are clearly large enough to allow pyrolysis and growth of GaAs at reasonable rates. However, the surface coverages are still so low that TMGa-AsH3 interactions on the surface are precluded. The independent pyrolysis of the precursors produces AsH, ASH2, and CH3, which combine to form the methylarsines observed. The activation energy for growth in this pressure range is approximately 23 kcal/mol. For conventional OMVPE, in the pressure range from 76 to 760 Torr, surface coverages are relatively high, which encourages TMGa-AsH3 interactions. This results in the main product becoming CH4 as well as the other pyrolysis and growth results summarized near the end of Section 7.2.1. This also gives rise to the low activation energies of approximately 11-19 kcal/mol, depending on the surface coverage and substrate orientation. When rapidly pyrolyzing As sources or precracked As is used, the activation energy reverts to the higher value observed for very low-pressure OMVPE where TMGa pyrolysis is stimulated by adsorbed As rather than by AsH 3. The rapid growth rate at low temperatures and the low activation energy for atmospheric-pressure OMVPE using TMGa indicate that methyl radical desorption is not the rate-limiting step, probably because the atomic hydrogen produced during pyrolysis of the As precursor leads to rapid methane formation and desorption. Thus, the rate-limiting step might be the actual rate of TMGa pyrolysis on the GaAs surface, assisted by the presence of arsine. A second-order process would be consistent with the relatively small preexponential factor inferred from a comparison of the OMVPE and CBE growth rate data in Figure 7.1.
348
7.3
7
Design of the OMVPE Process
Midtemperature, All Pressures
In the midtemperature region, where the growth rate is nearly temperatureindependent, the growth rate is generally limited by mass transport for all of the pressure regimes, as indicated in Table 7.1; thus, kinetic information concerning the reaction mechanisms cannot be obtained from the growth rate versus temperature and reactant flow rate experiments. Of course, for growth in the high-vacuum regime, surface science and MBMS studies give information about the reactions occurring on the surface. For the conventional OMVPE-pressure regime, information concerning both thermodynamics and kinetics can be indirectly obtained by considering the effects of growth parameter variations on dopant incorporation. First, however, let us consider the mass-transport process in some detail. This section covers all pressure regimes for the simple reason that pressure is one of the main variables in the mass transport processes. In this regime, the growth rate from the simple boundary layer model can accurately be considered to be given by the equation [6, 62] rg = (constant)PTMGa(pl
^
(^-l)
where PJ^GH ^^ ^^^ absolute pressure of TMGa in the input gas stream, since it is considered to be completely depleted at the interface, u is the gas velocity, and P is the total system pressure. This behavior is seen in Figure 7.4. As the pressure is decreased by an order of magnitude at constant flow velocity and TMGa pressure, the growth rate increases by a factor of (10) •^-. Similarly, as the flow velocity is increased with other parameters constant, the growth rate increases. This is shown more clearly in Figure 7.12 where growth rate is plotted versus v'''-. The agreement between the data and the simple model fails at low velocities and low pressures because the boundary layer thickness becomes comparable to the reactor height. In this regime, the growth rate is also found to be independent of substrate orientation [63]. This is a further indication that the growth rate is mass transport controlled. Aspnes et al. [4] offered an alternative explanation of the nearly temperature-independent growth rate of GaAs using TMGa and ASH3 at atmospheric pressure in the midtemperature range. Based on their low-temperature, in situ RDS results, they suggest that the growth is controlled by TMGa adsorption, desorption, and heterogeneous pyrolysis over the entire temperature range from 300°to750X. The resolution of this disagreement is a good example of the value of a simple model for the overall growth process as well as the importance of examining the growth process from diverse viewpoints. As the results of Aspnes et al. illustrate, a temperature-independent growth rate is not sufficient to establish unambiguously the process as being mass transport limited. For surface-kinetically limited
7.3
Midtemperature, All Pressures
A
^0
349
calculated
T =923 K I0^a
E
3
30 /
•
o P
20
•
y^
t^
o
3X10^PQ
^
SxlO^Pa
V
7KiO^Pa
o«
lO^a
p
=27Pa
TMG
10
p
1
2
3
1
=270 Po
\^7{V3m7s[
Figure 7.12. Dependence of GaAs growth rate using TMGa and AsH^ on linear gas velocity for various total pressures in the reactor. (After Heinecke et al. [6], reprinted with permission from Journal of Electronic Materials, a publication of the Metallurgical Society, Warrendale, Pennsylvania.)
growth, the rate cannot be a function of gas velocity and is expected to be strongly dependent on substrate orientation. Since the growth rate is observed to be independent of substrate orientation and to increase as v ^^-, the growth rate simply cannot be controlled by TMGa surface reactions. It is clearly mass transport limited. Several reports of the effect of total reactor pressure are found in the literature. Kuech et al. [64] found that with a constant input molar flow rate of all constituents, the growth rate for GaAs using TEGa and ASH3 increased by approximately 25% when the reactor pressure was increased from 20 to 76 Torr. They stated that the same behavior was observed using TMGa and ASH3. Kimura et al. [65] found the opposite dependence. The growth rate increased as the pressure was decreased from 20 to 2 Torr, possibly outside the regime of the boundary layer model. Clawson and Elder [66] report a similar result for InP grown using TMIn and PH3: as the pressure was increased from approximately 10 to 760 Torr, the growth rate was found to decrease by a factor of 2.5. In each of these experiments the input flow rates were constant. Thus, the partial pressure of the group III reactant is inversely proportional to the total reactor pressure. The gas velocity is also inversely proportional to the total pressure. From Equation (7.1), the growth rate should be independent of the reactor pressure. This is also consistent with the results in Figure 1.1, where the growth efficiency is seen to be essentially the same at 76 and 760 Torr. The results of in situ growth rate studies using GIXS for GaAs grown using TMGa and TBAs are shown in Figure 7.13. The pressure was reduced from 150 to 20 Torr while maintaining a constant TMGa flow rate into the reactor. In the
350
7 1 —
r
o
I —
1
Design of the OMVPE Process 1
—
1
1
1.75
CD
(f)
1.50
a:
? o O
- 8
1.25
• •
•
=r
<
1
t
J
•
1,00
•
0.75 0.50
• •
O
3
50
,= 40 ,=320
1
1
100
150
1
2C
Reactor Pressure (Torr) Figure 7.13. Growth rate measured using GIXS during growth using TMGa and TBAs as a function of reactor pressure. All flows were constant, and only the total pressure was changed. The V/III ratios {R^^)2SQ 40 ( • ) and 320 (O) for the data presented. (After Kisker and Kuech [10].)
range from 40 to 150 Torr, the pressure has no effect, as suggested by the prior analysis. By 20 Torr, there is a 30% reduction. Increasing the TBAs flow rate by 4X restores the higher growth rate measured for higher reactor pressures. These results were interpreted as due to the increasing importance of heterogeneous processes at low reactor pressures. We now move to a discussion of what can be learned about the kinetic and thermodynamic aspects of growth in the mass-transport-limited regime. From previous discussions (Chapter 2), the effects of increasing temperature on dopant incorporation are known to depend on the nature of both the dopant element and the precursor molecule. The distribution coefficients for volatile dopants such as Zn, S, Se, and Te tend to decrease with increasing temperature for thermodynamic reasons. The opposite behavior is found for stable dopant molecules such as SiH4 and SnH4. In this case, the pyrolysis rate limits dopant incorporation, so the effective distribution coefficient is kinetically limited. For the nonvolatile elements, an increased growth rate is expected to decrease the impurity level, since the impurity flux is fixed while the host flux is increased. In other words, the impurities become more dilute in the solid. These thermodynamic and kinetic effects are entirely consistent with the growth model. The effect of V/III ratio on the incorporation of intentional dopants, described in Chapter 2, clearly indicates the importance of thermodynamic effects in the regime of growth parameters where mass transport controls the growth rate. The concentrations of volatile dopants residing on the group V sublattice are found to decrease as the input V/III ratio is increased, provided that the partial pressure of the dopant precursor remains constant. The trends are quantitatively explained in terms of the near-thermodynamic-equilibrium condition established at the inter-
7.3
351
Midtemperature, All Pressures
face. The opposite dependence is observed for volatile dopants on the group III sublattice. The interpretation is dependent on the realization that the V/III ratio at the interface can be altered only by changing the input group V flow rate, as stressed in Section 2.3. Changing the input group III molar flow rate changes the growth rate, not the V/III ratio at the interface. Even more insight into the application of the consolidated growth model to dopant incorporation can be obtained by considering the only inherent residual dopant for OMVPE growth, namely carbon. We will consider only the most thoroughly investigated systems, the incorporation of C in GaAs grown using either TMGa or TEGa and ASH3. Careful studies of carbon contamination were presented in a series of papers by Kuech and coworkers [64, 67, 68]. They studied C incorporation systematically and thoroughly using the "black-box" approach; that is, they determined the effects of Ga source (TMGa or TEGa), substrate temperature, V/III ratio, and substrate orientation. Carbon contamination is frequently a problem using TMGa as the source and virtually never when TEGa is used. This is simply due to the pyrolysis routes. TMGa pyrolyzes by producing CH3 radicals, whereas TEGa pyrolyzes homogeneously, producing ethene molecules by a )S-elimination reaction, as discussed in Chapter 5. The dependence of carbon incorporation on orientation, described in Section 3.5.1, is a key piece of evidence demonstrating that CH3 radicals are the culprits. This is significant because it confirms that at least the final stage of TMGa pyrolysis occurs on the surface. Kuech and Veuhoff [67] determined that orientations with larger densities of As surface sites exhibited increased carbon incorporation when TMGa was used as the group III source molecule, as seen in Figure 7.14. D
< < Q.
6 U_
120
z
•
1
(100)
90
0
>
1
1
T = 6 5 0 °C
1
A (IIDAs
0 (110)
• (111)Ga
+ (21 1)
A
60
-
A •
LU
t-
z
Q LU
30
bJ
<
•
_l
cc 0
z
• 8
0
0
•
•
1
1
1
20
40
60
80
100
AsH^ TO TMG RATIO
Figure 7.14. Ratio of integrated intensities of carbon peak (1.489 eV) to band-edge luminescence as a function of AsH3/TMGa ratio for various substrate orientations. The GaAs layers were grown at a temperature of 650°C. (After Kuech and Veuhoff [67], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
352
7
Design of the OMVPE Process
This was generally supported by the very systematic study of Kondo et al. [69], which showed a dramatic drop in carbon incorporation for misorientation from (001) in either the A or B direction. Others have found dissimilar dependencies on orientation [70, 71]. However, it is generally agreed that methyl radicals are removed from the surface mainly by atomic H and AsH^ radicals produced from pyrolysis of the ASH3 or other group V source with at least one H bonded to the group V atom. The increasing pyrolysis rate induced by the surface steps created by misorienting the substrate yields higher surface H (and/or AsH,, concentrations). The importance of CH3 is supported by the extremely large carbon concentrations observed using elemental As or ASR3 (where R is methyl or ethyl), as described in Chapter 4. Similarly, the use of TBAs, which pyrolyzes more easily than ASH3, thus producing more H atoms as well as AsH radicals, apparently leads to less carbon incorporation when approximately the same temperatures and V/III ratios are used [72], as discussed in Section 4.4.1.7. Additional supporting evidence that the removal of CH3 radicals occurs only when atomic H from pyrolysis of the group V source is available is the independence of carbon incorporation on the ambient. Substituting He for the normal H2 ambient has no effect; thus, the H does not come from the ambient. Incidentally, the intentional introduction of methane does not increase the carbon concentration in the solid [68]. It is generally agreed that reducing the growth temperature reduces carbon contamination in GaAs grown using TMGa [73, 74], as will be discussed in Section 8.1.1. For example, the experimental values of both the donor and acceptor concentrations determined by Nakanisi et al. [73] are plotted versus temperature in Figure 8.1. The decrease in donor concentration is due to the decreased pyrolysis of the SiR4 species commonly present as impurities in TMGa. The reduced carbon concentration has never been thoroughly explained. Several factors acting in opposite directions confuse the picture. As the temperature is lowered, the pyrolysis of TMGa and especially ASH3 is retarded. Superficially, the former would seem to favor lower carbon incorporation. However, less AsH:, pyrolysis would increase C incorporation by providing less atomic H on the surface for the formation of volatile CH4 and by decreasing the As/Ga ratio at the surface, thus increasing the As vacancy concentration that would lead to higher C^^, the C acceptor species observed in photoluminescence and electrical properties measurements. The detailed chemistry studies of Larsen et al. [18] show that at low temperatures the pyrolysis process becomes heterogeneous and, significantly, highly concerted (i.e., the pyrolysis occurs via TMGa-AsH3 interactions). This reaction produces only CH4 molecules without production of CH3 radicals. This provides an appealing interpretation of the increased carbon incorporation at high temperatures: as the temperature is increased, TMGa pyrolysis begins to proceed independently, producing CH3 radicals in the vapor and on the surface that lead to carbon incorporation into the solid. An alternate explanation for decreased carbon at lower temperatures may be that the CH3 radicals are stable enough at low temperatures to preclude the for-
7.4
High-Temperature Regime
353
mation of CH^, CH, and eventually atomic carbon at a surface step, thus hindering C incorporation. No evidence is available to evaluate this hypothesis. The effect of V/III ratio on carbon incorporation is consistent with the model that CH3 adsorbed on the surface leads to carbon incorporation. An example of typical experimental data is presented in Figure 7.14 [67]. As the input ratio of ASH3 to TMGa is increased, carbon incorporation is reduced. The model indicates that this occurs for two reasons: the As vacancy concentration is reduced, and the number of atomic hydrogens available on the surface to remove the CH3 radicals is increased. Using TEGa, the V/III ratio has no effect on the (always low) carbon concentration in the solid. This is attributed to the less reactive nature of ethyl radicals as well as the /^-elimination pyrolysis reaction that produces relatively inert C2H4 molecules and leaves a H atom bonded to the Ga. Finally, the effect of total pressure in the reactor on carbon contamination is easily explained using the growth model discussed earlier. Using TMGa and ASH3, carbon incorporation is increased as the reactor pressure is lowered [38, 74]. Three factors contribute to this effect: (1) for a given input group V molar flow rate, the partial pressure at the interface is reduced as the pressure is lowered; (2) the surface concentration of ASH3 is decreased, since it is proportional to the partial pressure at low surface coverage (Eq. [3.1]); and (3) less TMGa-AsH3 interaction is allowed, leading to more adsorbed CH3 radicals. This mechanism leads to increased carbon incorporation, because of the increased CH3 and As vacancy concentrations and the decreased H concentration on the surface. In the extreme case of OMMBE, as mentioned in the last section, the carbon concentration may exceed 10^^ cm" ^. The effect of reactor pressure on carbon incorporation for GaAs grown using TEGa and ASH3 was reported by Kuech and Veuhoff [67] to be opposite that observed using TMGa. Reducing the pressure in the range above 76 Torr increased the overall purity. This is probably due to background dopants other than carbon. As the partial pressures of the dopant species are reduced due to the decreased system pressure, the surface coverages are reduced, leading to reduced dopant incorporation. At lower pressures, below 1 Torr, the carbon contamination, even using TEGa, increases [13, 35]. Putz et al. [38] attribute the doping completely to the TEGa. The mechanism is clarified by the results of Horiguchi et al. [36] discussed in Section 7.2.3. The heterogeneous radical elimination reaction for TEGa dominates at low pressures. At higher pressures, where more gas-phase collisions occur, the /^-elimination reactions occurring in the gas phase dominate. This inhibits carbon incorporation.
7.4
High-Temperature Regime
The high-temperature regime is considerably less important for OMVPE growth in general. However, it may be important for the growth of Al-containing alloys.
354
7
Design of the OMVPE Process
For these materials, a reduction in oxygen contamination is obtained by growth at high temperatures where the Al suboxide is volatile. High-temperature growth has been found to be important for obtaining the best-quality AlGaAs [75]. The use of high temperatures is also important for the III/V nitrides, as discussed in Chapter 8. As seen in Figures 1.1, 7.1, and 7.3, the growth rate drops with increasing temperature above approximately 750°C. The most convincing arguments and evidence indicate this to be due to depletion of reactants from the gas stream, van de Ven et al. [76] showed that in horizontal systems, heating of the top reactor wall leads to depletion of TMGa due to pyrolysis at the wall. This agrees with the assessment of Heinecke et al. [6], who also noted much less of a decrease at reduced reactor pressure, as seen in Figure 7.4. Field and Ghandhi [77] interpreted the drop-off in growth rate at high temperatures and high reactor pressures to a different sort of depletion reaction, namely a homogeneous reaction between partially decomposed TMGa and an As species in the hot zone just above the susceptor surface. Takahashi et al. [78] found that the temperature at which gas-phase depletion becomes important increases with increased flow velocity. They considered the depletion reaction to be homogeneous nucleation of [GaAs]„ clusters in the gas phase caused by the homogeneous pyrolysis of TMGa and ASH3. This would be expected to produce an enormous supersaturation, similar to the situation for the growth of 11/VI compounds, which will be discussed in the next section, where homogeneous nucleation is a severe problem. This mechanism is consistent with the observation that lower reactor pressures suppress this depletion. The gas-phase reactions simply have insufficient time to occur before the species reach the substrate surface—that is, as we have observed previously, reduced pressure favors heterogeneous processes.
7.5
OMVPE Growth of 11/VI Compounds
This detailed discussion gives a good feeling for the kinetic, mass-transport, and thermodynamic factors involved in the OMVPE growth of GaAs over the entire range of temperatures and pressures likely to be encountered. There is little point in discussing other III/V systems since few, if any, new insights into the growth process can be obtained in this way. On the other hand, a description of the OMVPE growth of II/VI semiconductors, which would superficially appear to be similar, reveals new problems and gives new insights into the overall growth process. The high-band-gap II/VI semiconductors have, for decades, offered the promise of visible emitting devices in the blue region of the spectrum due to their high band-gap energies and efficient luminescence when excited by high-energy electrons or photons. The major problem for growth using normal growth techniques
7.5
OMVPE Growth of ll/VI Compounds
355
such as elemental vapor transport, using temperatures of 600° to 900°C, has always been the inability to control conductivity. Some II/VI semiconductors (e.g., ZnS and ZnSe) always tend to be n-type and others (e.g., ZnTe) p-type. This has severely retarded the development of these materials. The difficulty in controlling the conductivity stems from the ease of forming defects in the materials that compensate the added dopants. Movement of the Fermi level by the large distances required to form p-n junctions in these large band-gap materials triggers automatic self-compensation mechanisms associated with the ease of forming native defect levels. Compensation by the H used in OMVPE growth may also play a role in some cases, as discussed in Chapter 8. The use of low-temperature techniques such as MBE and OMVPE offers a potential solution to this problem, since it should minimize the production of native point defects. A major breakthrough was achieved in 1991 by Haase and coworkers, who demonstrated the growth of highly p-type ZnSe, a material that prefers to be n-type [79]. The key ingredients of the breakthrough were: (1) the very low temperatures in MBE growth, which inhibits the ability of the lattice to form compensating defects, and (2) the development of a plasma source for the lowtemperature production of atomic N, a relatively shallow acceptor, in the MBE chamber. The absence of H from the growth process may also facilitate p-type doping by inhibiting one of the compensation mechanisms. This has led to a renaissance in efforts to grow the high-band-gap II/VI semiconductors by OMVPE, which is considered a more suitable technique for production, as discussed in Chapter 1. The currently most promising material appears to be ZnMgSSe. The first short-wavelength (473.3 nm or 2.618 eV) injection lasers produced by OMVPE by Toda et al. [80] used a ZnSe/ZnMgSSe structure grown latticematched to the GaAs substrate. The much later growth of successful laser structures by OMVPE is indicative of the difficulties encountered because of the higher growth temperatures, as compared with MBE, due to the need to pyrolyze the precursors and the presence of atomic H, which often acts to passivate dopants. The poor reliability of these short-wavelength light-emitting devices in II/VI materials grown by any technique is a significant problem. The rapid degradation of laser devices and LEDs may ultimately be due to problems inherent in the II/VI semiconductors—namely, the ease of formation of point defects when the atoms are excited by the large energies (because of the large band-gaps) released in nonradiative recombination events. The recent success of the III/V nitrides, discussed in more detail in Chapters 8-10, makes the ultimate success of these materials for commercial applications in light-emitting devices even less likely. The other major application for the II/VI semiconductors is infrared detectors operating in the atmospheric window from 8 to 12 /xm. HgCdTe alloys can have band-gap energies much lower than those obtainable from common III/V alloys. Traditionally, these materials have been grown by LPE. However, recent developments make OMVPE growth extremely promising.
356
7
Design of the OMVPE Process
A major problem for the growth of 11/VI compounds is the instability of the commonly available cation organometallic molecules that are liquids at room temperature. The highly volatile group VI hydrides, supplied in high-pressure cylinders, are even less stable: they are known to decompose at room temperature in the cylinder during storage. Thus, the problems with premature reactions encountered in the OMVPE growth of III/V compounds are even more severe for the 11/VI semiconductors. They begin at temperatures slightly above room temperature. In fact, the commonly available dimethyl-group II organometallic sources react with the group VI hydrides even at room temperature. These parasitic reactions lead to poor utilization efficiencies of the precursors, poor morphologies, and difficulties with the control of solid composition as well as severe inhomogeneities across the surface of the wafer [81]. These problems plus the hazard associated with the use of the hydrides have resulted in efforts to replace them with liquid, alkyl precursors. One strategy to minimize the depletion reactions encountered with conventional precursors is the use of low reactor pressures to minimize the number of gas-phase collisions, the same strategy discussed earlier for GaAs growth. Fujita et al. [82] have successfully grown ZnSe using DEZn and H2Se at 250°C and a reactor pressure of 0.1 Torn They also used the same technique for the growth of ZnSSe alloys. The growth rate was observed to fall by a factor of 3 from 7.5 to 2.5 /x/h as the pressure was reduced from 10 to 0.1 Torr. This apparently led to improved crystallinity since the band edge to deep-level (self-activated) luminescence ratio increased dramatically as the pressure was reduced. Yoshikawa and coworkers [83, 84] grew both ZnS and ZnSe using a similar approach. Another approach has been to develop more stable source molecules such as the common dialkyl-selenides and -sulfides DMSe and DMS. This reduces the hazard associated with the use of the hydrides. However, the higher bond strengths require high growth temperatures of 450°C and higher. Similar high growth temperatures are also required for theoretically less stable precursors such as DESe and DASe [85]. These temperatures would be no problem for the III/V semiconductors. However, the perennial problem with 11/VI compounds due to nonstoichiometry, discussed earlier, prevents the achievement of high conductivity levels. An additional problem is that the most desirable p-type dopant, nitrogen, is not efficiently incorporated into the lattice at high growth temperatures. The use of low growth temperatures is considered absolutely essential for the successful growth of p-type ZnSe, ZnSSe, and related alloys. The use of both Zn and Se alkyls to eliminate the premature reaction problems [86] allows an investigation of the growth process without interference from the parasitic reactions, which we are not particularly interested in understanding: their total elimination is the goal. The study of Mitsuhashi et al. [86] is worth considering in some detail, since it gives insight into the similarities and differences between the OMVPE growth processes for 11/VI and III/V semiconductors.
7.5
357
OMVPE Growth of ll/VI Compounds GROWTH 600
3 1.0
500
400
- ( — ,
-
t
<
t
" N V\» ^*^
or
.
X
i 0.1
( °C )
450
3 0 0 Torr
JC
E
TEMPERATURE
550
-
DMZn/DESe DEZn/DMSe DMZn/DMSe 1.2
j
"\. AN
1.3 lOOO/T
1.4
1.5
( K"' )
Figure 7.15. Temperature dependence of ZnSe growth rate for three combinations of source molecules. Transport rates of zinc alkyls and selenium alkyls are 10 and 20 /xmol/min, respectively. (After Mitsuhashi [86], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
The epitaxial layers of ZnSe were grown on GaAs substrates at a total reactor pressure of 300 Torr. As seen in Figure 7.15, the behavior of growth rate versus temperature is similar to that observed for GaAs. The growth process is controlled by surface reaction kinetics at temperatures below approximately 500° C, and the growth rate is independent of temperature at higher temperatures, indicating that the growth process is controlled by mass transport. The choice of alkyls has a small but consistent effect on the growth rate. The slowest growth rates are obtained using DESe combined with either DMZn, shown in Figure 7.15, or DEZn. In the mass-transport regime, the molar flow rates of both the group II and group VI sources affect the growth rate, as seen in Figures 7.16 and 7.17. The behavior appears dissimilar to that for III/V systems. Since both reactants are quite volatile, the 11/VI ratio can be easily made either larger or smaller than unity. When the DESe flow rate exceeds that of DEZn in Figure 7.17, the growth rate becomes a sublinear function of DESe flow rate and eventually saturates. Similarly, when the DEZn flow rate is much smaller than the DESe flow rate, the dependence is linear. However, the growth rate appears to saturate with increasing DEZn flow when it exceeds that of DESe. This behavior is qualitatively consistent with the model that the minority element is depleted at the interface because of the high supersaturation in the input vapor. The model predicts that when component A has a much higher partial pressure than component B, the growth rate will be a linear function ofp^ and independent of/7^. When the two partial pressures are comparable, the growth rate will increase sublinearly with both partial pressures. At a lower temperature of 440° C, where the growth process is thermally activated, the growth rate is a function of the DESe flow rate but is independent of
358
7
1.5
Design of the OMVPE Process
[DESel o 20 >imol/nnin a 6 0 jjmol/min Tg = 520 °C 3 0 0 Torr
E ^
1.0
CO
0.5
DEZn/DESe 0 5 10 15 Transport Rate of DEZn (pmol/min)
Figure 7.16. ZnSe growth rate versus DEZn molar flow rate for growth at 520°C. The open and filled circles indicate the growth rate for a DESe flow rate of 20 /xmol/min and the open squares for a DESe flow rate of 60 /imol/min. (After Mitsuhashi [86], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
DEZn flow rate. This indicates that the surface kinetic step Hmiting the growth rate is related to the Se source. Interestingly, the activation energy is nearly independent of the choice of source molecules, being in the range of 22-24 kcal/mol for all combinations. Therefore, the kinetic process must not be simply the pyrolysis of the group VI alkyl. Mitsuhasi et al. [86] proposed that the growth proceeds by a sequence of steps. In the low-temperature region of the reactor, the Zn precursor molecule decomposes to give metallic Zn. At higher temperatures, the Se alkyl reacts with the ambient, forming H2Se. The reactants on the surface involve 2.0
0
20 40 60 80 Transport Rate of DESe ( >jmol/min )
Figure 7.17. ZnSe growth rate versus DESe molar flow rate at 520°C and a DEZn transport rate of 10 yLtmol/min. (After Mitsuhashi et al. [86], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
7.5
OMVPE Growth of ll/VI Compounds
359
Zn and H2Se. The activation energy for this heterogeneous reaction to form ZnSe and H2 is the rate-Umiting step for the growth process. Thus, it is independent of the alky I sources. The differences in growth rate for the various sources was ascribed to a Umited amount of parasitic reactions. Design of novel S and Se precursors using a strategy similar to that used for the group V hydrides appears to be required. The use of diisopropylselenide (DIPSe) allows a slight reduction of growth temperature. However, the use of tertiarybutyI ligands is much more effective. Growth using ditertiarybutyl-Se and -S was found to eliminate parasitic reaction problems and to allow the growth of ZnSSe alloys at temperatures as low as 330°C [87, 88]. Other alternate precursors are methylallyl selenide (MASe) and diallyl selenide (DASe) [81]. They allow OMVPE growth at temperatures of approximately 400°C but give extensive carbon contamination levels of 10^^-10^^ cm~\ Carbon is not electrically or optically active in ZnSe, but at these levels can compromise the crystalline quality of the epitaxial layers. Tertiarybutylallylselenide (TBASe) allows growth at temperatures as low as 350°C without carbon contamination. As seen in Figure 7.18, for a VI/II ratio of 2, pyrolysis of the Se precursor limits the ZnSe growth rate in the low-temperature, kinetically limited regime. Alternative potential S precursors include thiophene (C4H4S) [89], tetrathiophene (C4H8S) [89], and methylmercaptan(MSH) [90], discussed in Chapter 4. CS2 reacts with the H2 ambient forming the hydride, but only at temperatures high enough to avoid low-temperature prereaction problems [91]. The common precursors used for the growth of Mg-containing 11/VI alloys and for the doping of III/V semiconductors are cyclopentadienylmagnesium(Cp)2Mg and bismethylcyclopentadienyl-magnesium (MeCp)2Mg. The former is a solid at room temperature and the latter a liquid. Temperature ['C] 500
450
400
1.4
1.5
350
IOOO/T[K]
Figure 7.18. Growth rate of ZnSe as a function of temperature for several alkyl selenide sources. MASe (•), DASe ( • ) , and TBASe ( • ) . (After Danek et al. [81], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
360
7
Design of the OMVPE Process
Another approach to avoiding the parasitic reaction problems plaguing the early OMVPE growth of 11/VI semiconductors is to design cation precursors that will not engage in adduct forming reactions. This is most easily accomplished by beginning with sources that are already adducts, such as DMZn-TEAm. In addition to the inhibition of parasitic reactions with the group VI sources, the adduct sources have other advantages. They are easier to handle and purify, which, in principle will lead to higher purity layers. They also have much lower vapor pressures. In fact, the vaporization process may involve dissociation of the adduct before vaporization, which may be a disadvantage in terms of minimizing parasitic reactions, since the adduct exists almost entirely in the liquid phase. This has led to the recent terminology entrained partial pressure to describe the transport of DMZn from an adduct source. By this measure, the partial pressure of DMZn is 2.5-3.5 Torr at room temperature [92]. However, this leads to a distinct advantage of using these precursors as dopants in the growth of III/V semiconductors, since the high vapor pressures of many group II precursors require complex dilution schemes to reach the low partial pressures desired in the reactor. The dissociation of the adduct brings into question the simple interpretation of the role of the adduct in inhibiting parasitic reactions. A likely explanation, based on the effect of the presence of amines themselves, is that this is entirely a surface effect [93]. An important requirement for the growth of 11/VI structures for visible emitting devices is a suitable p-type dopant. As discussed earlier, nitrogen is the leading contender. One possibility is to use plasma sources to dissociate N2 to produce the required atomic nitrogen. This approach can be used for OMVPE [94], although the results have not been satisfactory to date. The alternative is to use N precursors that pyrolyze efficiently at low temperatures by routes that yield N incorporation into the solid. Heuken et al. used triallylamine (TAN) and bistrimethylsilylamidozinc (ZnBTM). Both give N in the solid for growth at low VI/II ratios. However, the samples remain n-type, even when significant concentrations of N are incorporated into the solid. An early indication of success in the N doping of the highband-gap 11/VI semiconductors was the use of tertiarybutylamine (TBAm) for the growth of ZnSe on GaAs substrates using DEZn and DMSe at a temperature of 350° C and a reactor pressure of 200 Torr. An important part of the growth apparatus was photoirradiation of the sample during growth using a Hg lamp. The measured p-type doping level was 10'^ cm""^ [95]. The first injection lasers made in ZnMgSSe grown by OMVPE using the precursors DMZn, DMCd, DES, (MeCp)2Mg, and DMSe used diisopropylamine (DIPNH) as the p-type dopant with UV irradiation from a high-pressure Hg lamp, p-type doping levels of only 10^^ cm~^ were reported, lOOX less than the N concentration in the solid [80]. This brief summary of the literature makes it clear that one main reason that OMVPE trails MBE for the growth of 11/VI laser diodes is the difficulty in p-type doping using nitrogen. An example of another difficulty introduced by the high pyrolysis temperatures
7.5
OMVPE Growth of ll/VI Compounds
361
of the common group VI alkyls is demonstrated by the extreme difficulty encountered in the OMVPE growth of HgCdTe. DMCd pyrolyzes between 200° and 300°C. The only available Te source until recently was DETe, which pyrolyzes homogeneously at 410°C. This is reduced to 350°C in the presence of a Te surface. The presence of DMCd is found to lower the DETe pyrolysis temperature by 100°C, similar to the effect of TMGa on ASH3 pyrolysis, described in Chapter 5. The effect was first attributed to a vapor-phase adduct [96]. However, Bhat et al. [97] later showed that elemental Cd has the same effect. The Hg source is typically elemental Hg, which has a high vapor pressure, rather than the Hg alkyls, which are extremely toxic and do not pyrolyze in the atmosphere, as the group III sources do, to yield the much less hazardous oxides. Unfortunately, Hg does not have the favorable effect of lowering the DETe pyrolysis temperature. The net result is that the optimum temperature for CdTe growth is approximately 350°C, while the optimum temperature for HgTe is higher, approximately 410°C. In addition, the larger enthalpy of formation of CdTe (—24.6 kcal/mol) as compared with HgTe ( — 8.1 kcal/mol) makes the growth of high-Hg alloys difficult. One approach to the problem is the clever mechanical solution of growing a CdTe/HgTe superlattice [98]. When heated to moderate temperatures, the high solid-state interdiffusion coefficients lead to a homogeneous HgCdTe alloy by IMP (interdiffused multilayer process). This is discussed in detail in Section 8.10.1.2. Another approach is to use photons to dissociate the molecules at the low temperatures desired for HgCdTe growth. The UV photons absorbed by the OM sources are energetic enough to disintegrate the molecules and release the elements. This leads to unwanted homogeneous nucleation, which induces particulate formation in the vapor leading to nonepitaxial growth. It is essential that the photolysis be achieved on the surface to stimulate only the desirable heterogeneous process. Irvine et al. [99] have produced high-quality HgTe at temperatures as low as 200° C using DETe in H2 with stimulation by photons from a high-pressure Hg vapor lamp. Details of the growth technique are given in Section 8.10.1.4. Another interesting solution is the development of new organometallic Te sources, as discussed in Chapter 4. A comparison of the results from these various sources gives additional information about the growth process. Since the HgTe and CdTe growth rates are empirically proportional to the Te source partial pressure, the growth process is perhaps least ambiguously described in terms of the growth rate constant, the growth rate divided by the partial pressure of the Te source. The temperature dependence of the growth rate constants for HgTe using several Te precursors are compared on an Arrhenius plot in Figure 7.19. At a constant reactor pressure, the mass-transport-limited growth rate constant will be roughly the same for all sources, since the diffusion coefficients vary only slightly. A value of slightly over 10^ /xm/h/atm is suggested by the data for both DTBTe and DIPTe. Two other sources give temperature-independent rate constants over
362
7
Design of the OMVPE Process
o
5
1000/T(1/K)
Figure 7.19. Growth rate constant (growth rate/partial pressure of Te source) versus temperature for the growth of HgTe using several Te precursor molecules. Included are data for DETe [103], DIPTe [103, 186], DTBTe [186], and DNPTe [186] from Hoke and Lemonias. Additional data for DETe are from Bhat and Ghandhi [102]. Data for photon enhanced HgTe growth using DETe are from Irvine etal. [104].
the entire temperature range studied. DHTe gives a temperature-independent growth rate for temperatures of > 250° C [ 100]. A temperature-independent growth rate was also reported for MATe to temperatures as low as 290°C [101]. At lower temperatures the growth rate was controlled by pyrolysis of the DMHg source. In the kinetically limited regime, the growth rate constant is seen to be highly dependent on the nature of the Te source molecule. The rate constant clearly increases as the stability of the Te precursor molecule decreases. As discussed in Chapter 4, the Te-C bond strength can be predicted in terms of the number of carbon atoms bonded to the carbon participating in the Te-C bond, n^\ DlVITe, with no carbons bonded to C^^, is too stable to be a useful OMVPE source. Considering only the practical sources included in Figures 4.7 and 7.19, the lowest growth rate constants are for DETe, where n^ = 1. Similar growth rate constants
7.5
OMVPE Growth of ll/VI Compounds
363
are determined using DNPTe. The /t-propyl radical also has a value of n^ = 1. The growth rate constant for DIPTe, where n^^ = 2, is larger by an order of magnitude. The rate constant increases by more than another order of magnitude when n^ = 3, as demonstrated by the data for DTBTe. A comparison of the Arrhenius plots in Figure 7.19 in terms of the A factor and the activation energy, £*, is also revealing. The major effect of changing the C-Te bond strength is to change the activation energy for growth. Using DETe, the activation energy from the data of Bhat and Ghandhi [102] is approximately 30 kcal/mol, as shown by the line through the data points. The value of E* for the DIPTe data of Hoke and Lemonias [103] is also approximately 30 kcal/mol. For HgTe growth using DTBTe, the activation energy is lower, with a value of 24 kcal/mol for the line drawn through the data points in Figure 7.19. The A parameter appears to be approximately 10'^ 1/mol-s, independent of the nature of the Te source molecule. The data indicate that the homogeneous pyrolysis rate of the Te precursor molecule determines the growth rate of HgTe in the kinetically limited regime. The only precursor for which independent pyrolysis data was available is DETe. An approximate value of 25 kcal/mol was reported from the pyrolysis study by Irvine et al. [104]. The effect of changing the Te precursor for HgTe growth is similar to the effect of changing the Ga precursor for GaAs growth, as shown in Figure 7.3. In that case the main effect also appears to be the change in the activation energy for growth. An interesting addition to the comparison of growth rates in Figure 7.19 is the data obtained for DETe with the use of photons by Irvine et al. [105] discussed earlier. Photostimulation allows the grow of HgTe at temperatures in the range from 180° to 250°C where unassisted growth using DETe is impossible. Extrapolation of the HgTe growth rate using the DETe source in the dark to lower temperatures indicates the effect of the photons to be large, increasing the growth rate by approximately three orders of magnitude. The activation energy was reduced from 30 to 24 kcal/mol by the photons, as indicated by the line through the data points. The effect of photon irradiation appears to be largely due to a reduction in the activation energy for pyrolysis of the DETe. The OMVPE process appears to be yielding results approaching the results obtained for the more well-established LPE technique. For example, Mitra et al. [106] have grown high quality HgCdTe using the IMP process at a temperature of 360° C on CdZnTe substrates. The sources were DMCd, DIPTe, and elemental Hg. The most common donor element is In. However, In precursors, including TIPIn, prereact with Te alkyls, giving adducts that deplete the nutrients from the reactor. Iodine is apparently a better donor, using ethyliodine (EI) as the precursor. It has no memory and is 100% activated, giving controlled doping in the range of 10 ^"^ to 10^^ cm~3. It also has a low diffusivity in HgCdTe and yields materials with better mobilities and longer lifetimes than obtained for In. The I incorporation
364
7
Design of the OMVPE Process
efficiency was found by Mitra et al. to have a pronounced orientation effect for nominally (001) substrates, with I values ranging from lO'"' atoms/cm"^ for a misorientation of 8° to 10'^ cm ""^ for the (211) orientation. Arsenic is typically used for p-type doping, with success obtained using TBAs [107] and phenylarsine [108]. However, Mitra et al. report superior results using TDMAAs. The lower vapor pressure, listed in Table 4.7, which is a handicap for the OMVPE growth of the III/V arsenides, is beneficial for a dopant in HgCdTe. However, all of the organometallic As precursors prereact with the Cd precursor, forming adducts. These parasitic reactions result in a variation in alloy composition.
7.6
Design of the Overall Process
From time to time during our development of the overall model for the OMVPE process, we have discussed the selection of individual growth parameters, such as V/III ratio, temperature, total pressure, and so forth. At this point it is worthwhile to consider the process as a whole and discuss each of the major decisions involved in designing both the reactor and the growth process. Naturally, this sort of selection process depends on the ultimate application. The parameters may be different for a large-scale production process for GaAs solar cells than for a small-scale process for the production of quantum-well lasers. Nevertheless, we can summarize the application of our fundamental understanding to the design process.
7.6.1 Reactor Geometry The first decision relates to the overall geometry. Giling and coworkers [109,110] were the first to remind the OMVPE community forcefully of the importance of simple guidelines for the design of hydrodynamically appropriate reactors. As discussed in Chapter 6, they suggested that the presence of sudden changes in the diameter of the reactor, the presence of obstacles, and recirculating convection currents due to heating of the gases could limit the ability of reactors to provide uniform growth rates and abrupt changes in solid composition. Figure 7.20 illustrates schematically several of the problems in each category routinely found in early OMVPE reactors. Hydrodynamically correct solutions are also suggested. For example, to avoid the eddy currents indicated in Figure 7.20a for a change in the size of the reactor, the angles used must be less than T to avoid eddy currents. Vanes can be used to avoid these recirculating currents when the angles must be greater than T. A more elaborate solution is the use of complex, nonlinear shapes for the expansion region to avoid eddy currents [111, 112], as illustrated in Figure 7.21. An additional practical consideration for reactor design is obviously the
7.6
365
Design of the Overall Process
Pt-^V2pVt^
^^•^'/2pV2^^lo»
(a)
^iy^/Y//^[>^. (c)
Figure 7.20. Examples of improper reactor design, (a) Return flow patterns due to a sharp increasei in tube diameter, (b) Return flow patterns due to thermal expansion and contraction of the gas. npurged spaces that act as virtual leaks. (After Giling and van de Ven [110].)
avoidance of unpurged "dead" volumes, an example of which is indicated in Figure 7.20c. Some reactors use specially machined low-dead-volume four-way valves. For abrupt changes in composition, a facility for rapid switching of the input gases from vent to run lines at a position very near the input to the reactor tube is required. Care must also be exercised to avoid pressure differences between vent and run lines that are known to produce undesirable transients in the gasphase composition. This can be accomplished by appropriately designing the lines to present approximately the same pressures for the vent and run lines at the threeway valves, or by installing baratrons that automatically adjust the flow through the vent line to reduce the pressure difference between vent and run lines to very small values [113]. Finally, complete mixing of the gases where the cation and anion precursors arrive at the reactor from separate lines must also be ensured [112,114]. The earliest OMVPE studies used vertical reactors with the gas flow directed downward of the type shown in Figure 6.4. These are capable of producing outstanding results, but based on our understanding of gas flow, such configurations Aikyt flow Hydride flow flow —*•
J _ (2) mixing region
"^f (1) manifold
(3) exponential expansion
uniformity over 2 inch substrate
(4J head height over the susceptor (12 m m j
Figure 7.21. Manifold design and plan view of cell. (After Mason and Walker [U2], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
366
7
Design of the OMVPE Process
are very likely to produce recirculating regions, as discussed in Chapter 6, which enhance premature reactions and make the rapid change of gas phase composition impossible. As a result of the recirculating currents, the growth rate and alloy composition will typically vary widely across the surface of the susceptor. A very common solution is to rotate the susceptor during growth. This simply averages the effects to make the wafer symmetrical about the axis of rotation. The result is a significant increase in uniformity. A more sophisticated and elaborate solution, discussed in Chapter 6, is to spin the susceptor rapidly to sweep the gas across the substrates [115, 116]. With the proper injection scheme, this produces a uniform mass-transport rate to the susceptor and so leads to increased uniformity. This type of reactor, seen in Figure 7.22, is available commercially from EMCORE with a capacity of 38 2" wafers. Reactors of this size are required for the large-scale production of devices such as solar cells and high-brightness light-emitting diodes [115,116,117]. Another approach to avoiding recirculating currents in a nominally vertical reactor is to keep the distance between the susceptor and the top wall small, as in the radial flow reactor described by Frijlink et al., seen in Figure 7.23, which ends up being a horizontal, radial-flow geometry [118]. The rapid gas velocities produced in this reactor minimize parasitic reactions and result in very efficient use of precursors. This type of reactor is also available commercially from Aixtron. The platen of the AIX 3000, with five rotating 10" substrate holders, is shown in Figure 7.24. Ninety-five 2" wafers, with an area of nearly 2,000 cm^, can be handled in a single run.
Figure 7.22.
Photograph of EMCORE reactor system. (Courtesy of EMCORE Corp.)
7.6
Design of the Overall Process
367
Figure 7.23. (a) Cross-section of reactor chamber, with reactive gas flow indicated by arrows, (b) Top view of substrate holder. The directions of rotation and gas flow are indicated. (After Frijlink et al. [118], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
Both types of large-scale commercial reactors described here are capable of producing thickness, alloy composition, and doping uniformities of approximately ± 1 % over large areas by selection of optimum growth parameters [115,
Figure 7.24.
Photograph of AIXTRON reactor system. (Courtesy of AIXTRON Corp.)
368
7
Design of the OMVPE Process
116, 119]. Even better control can be demonstrated when in situ controls are instituted, as discussed in the next section. Issues of uniformity are addressed in more detail in Section 8.1.7. Alternatively, natural convective forces can be used beneficially by inverting the reactor, as shown in Figures 6.4 and 6.5, with the reactants entering at the bottom, flowing past the substrate, which is mounted upside down, and exiting at the top [120]. The "chinmey" reactor, shown in Figure 7.25, represents an apparently similar approach with the substrates mounted on the sides of the reactor tube [121]. This results in atomically abrupt GaAs/AlGaAs interfaces. In this reactor Leys et al. have made a subtle change to an essentially horizontal reactor, since the gas flow is nearly parallel to the substrate surface. With the gases entering at the top, the reactor becomes the conventional barrel reactor, which is a popular type for large scale processes where 20-30 wafers are processed per run. Gersten et al. [122] have reported the use of such reactors for the growth of solar cell materials with 1,080 cm^ of material processed per run in a three-tiered barrel reactor. The GaAs thickness uniformity was reported at that time to be as good as ± 10% over most of the area with comparable doping uniformities along the direction of gas flow. The composition of AlGaAs alloys was reported to be within ±3% over the entire surface. Hayafuji et al. [123] reported even better uniformi-
substrates
substrates
graphite susceptor
purge line
-component hydrogen carrier gas flow
.—t^^poss
Figure 7.25. Schematic diagram of chimney-type reactor. The gas inlet is at the bottom of the reactor tube, and the substrates are mounted on the inside of the hollow, pipe-shaped susceptor with a rectangular cross-section. (After Leys et al. [121], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
7.6
Design of the Overall Process
369
ties in a similar commercial barrel reactor operating at 130 Torn In the Cambridge Instruments MR-200, 20 substrates 2" in diameter can be processed simultaneously. The thickness uniformity over the 20 wafers was reported to be <8%. The variation in Al content was < 1 % along the gas flow direction and among 10 2" wafers. Similar reactors with six 3" wafers per run have been reported to yield uniformities of 2% [124]. The other reactor geometry used in early reactors uses horizontal gas flow, nearly parallel to the wafer surface. This is the simplest reactor geometry capable of producing good uniformity along with abrupt changes in solid composition. With the proper aspect ratio and a high flow velocity, return flows at the heated susceptor are avoided, as discussed in Chapter 6. Cooling of the top surface is sometimes used to prevent excess depletion of the nutrients from the gas stream. Smoothly decreasing the channel opening can be used to compensate for depletion of the alkyls from the gas, yielding both uniform growth rate and solid composition without resorting to substrate rotation. This may be accomplished using a tapered cell, a tilted susceptor, or a tilted baffle mounted above the susceptor. This is the reactor design commonly used for single-wafer research reactors. Properly designed atmospheric-pressure horizontal reactors are capable of producing a high degree of uniformity over substrate areas of a few square inches (10s of square centimeters). For larger areas, two approaches are the use of rotating substrates and/or lower reactor pressures. Tanaka et al. [125] demonstrated thickness uniformities of approximately 1% over three 2" diameter substrates through the use of rotation in a horizontal reactor. More recently Aral et al. [126] demonstrated the growth of either six 3" or 18 2" wafers in a horizontal reactor operated at a total pressure of 50 Torr. The substrates are mounted upside down to avoid gas recirculation and rotated at 20 rpm. The reactor is shown schematically in Figure 7.26. The uniformities of thickness and doping for GaAs layers were both ±2%. CARBON HEATER
Figure 7.26. Schematic diagram of a novel OMVPE reactor. (After Arai et al. [126], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
370
7
Design of the OMVPE Process
7.6.2 /nS/fty Controls As indicated in Chapter 1, a distinct advantage of MBE versus OMVPE during the early neck-and-neck race for the development of these techniques for advanced devices during the 1970s and 1980s was the ability to monitor the condition of the surface using RHEED. Using this technique, the desorption of the oxide to form the reconstructed semiconductor surface could be monitored. The effects of growth parameters on the surface structure, the roughness, and the growth rate could be observed in situ during the growth run. This led to the rapid optimization of growth processes for various materials and device structures. For OMVPE, on the other hand, the electron beam is attenuated by the atmosphere, so the optimization process has been much slower because the material grown in a run could only be analyzed ex situ. In addition, once the optimization was complete, efforts to maintain the process concentrated on keeping flow rates and temperatures constant. Since these always vary with time, especially when routine changes are made, a great deal of effort was wasted on test runs, the growth of nonoptimized materials, and repeated reoptimization of the process. A simple example of the value of real time monitoring of the OMVPE process is the use of an in situ technique to detect exhaustion of a source bubbler or the failure of a flow controller. Immediate detection allows the run to be aborted at an early stage. This results is a tremendous savings in time and materials, especially for production operations where the same structure is produced repeatedly. In addition, inevitable changes in the growth process lead to nonuniform layers and run-to-run nonreproducibility. For a production process, such problems reduce yield and are thus extremely expensive. The desire for the maximum usage of reactor time and materials and a high yield for very complex structures virtually requires that the process be monitored in situ during the growth process. Fortunately, a number of techniques for in situ monitoring of the OMVPE growth process have been developed in recent years. They will be described briefly in this section. The ultimate goal is, of course, to monitor all of the important features of the materials and structures being grown and to use these measurements as feedback to control the process. The current reality falls short of this goal. However, in situ monitoring can be used as feedback on layer thickness and material composition for use in control of the process. Very often, a "fingerprint" of the optimum structure can be generated using the optical techniques described. Deviations from this signature can be used as the basis for termination of the growth and to pinpoint the likely causes. These developments have led directly to improved uniformity and reproducibility and to the elimination of many wasted runs and test runs. Because RHEED cannot be used to monitor the OMVPE process, the development of in situ monitoring tools has concentrated on other techniques. For fundamental studies, grazing incidence X-ray scattering has been used in place of RHEED for OMVPE reactors. However, most practical growth monitoring has
7.6
Design of the Overall Process
371
concentrated on optical techniques. The photons generated by the sample itself produce oscillations due to interference effects that have been used for decades to measure the thickness. Today, similar techniques have been refined for the closedloop control of the growth of complex structures such as the distributed Bragg reflectors used in vertical cavity surface-emitting lasers (VCSELs) [127]. Ellipsometry is a tool long used for the characterization of thin films. It yields the film thickness and the refractive index, which can be used to obtain the composition of a ternary alloy. Early attempts to use this technique for monitoring the OMVPE growth process were only partially successful, because of the complexities of implementing and interpreting the results [128]. More recent studies using normal incidence reflectivity at a single wavelength, from an external laser source, to monitor the growth have proven useful, as will be described later. This technique is relatively simple to implement and is now becoming a common tool for production-scale reactors. In many cases, the detailed interpretation of the results is still missing. However, the signature produced by a particular reconstruction or structure in the solid is nevertheless highly useful in monitoring the growth process. A real breakthrough in optical characterization of the surface during growth came with the pioneering work of Aspnes and coworkers [4, 20, 21, 22], who showed that the surface reconstruction could be inferred from the electronic states on the surface determined using reflectance spectroscopy, in particular the anisotropy of the surface that is not seen in the bulk. Since electronic transitions are monitored, it is impossible to determine directly the surface reconstruction, which relates to the long-range periodicity of the surface. However, over the years a reliable one-to-one correlation has been established between particular RDS spectra and certain surface reconstructions, as discussed in Chapter 3. Also discussed is surface photo absorption (SPA), a similar technique using the Brewster angle to minimize bulk contributions to the signal, which has been shown to yield similar information, p-polarized reflectance spectroscopy (PRS) is a related technique preferred by some groups [129]. Since a wide range of optical techniques is now used for the monitoring of the OMVPE process, this entire subsection will be devoted to a discussion of the individual techniques. The ex situ and in situ characterization of the gas-phase composition are discussed first, followed by a discussion of the techniques for in situ characterization of the surface and the compositional profile of the epitaxial layers being grown.
7.6.2.1 Ex Situ Characterization of Gas-Phase Composition Traditionally, control of the solid composition of semiconductor epitaxial layers grown by OMVPE has relied on control of the flow rates of the carrier gases and
372
7
Design of the OMVPE Process
17.41 17.2 17.01
TMI temperature - 50 C Hydrogen flow - 34 seem
16.8 TMI vapour pressure (mbar)
16.6 16.4 16.21 16.0 15.8 15.61 620 Run number
630
Figure 7.27. Vapor pressure of a TMIn source versus run number. The hydrogen flow was 34 seem. (After Stagg et al. [130], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
the temperatures of the source bubblers. This is generally acceptable for wellfilled bubblers when the source is a liquid. However, when the source is depleted, the gas may not be completely saturated, leading to a reduction in the reactant partial pressure. Even more problematic is the use of solid sources, such as TMIn. As the surface area of the source granules increases during storage or use the vaporization rate may decrease, resulting in a nonsaturated vapor exiting the ''bubbler," as seen in Figure 7.27. This also results in a constantly decreasing TMIn supply with bubbler usage, as shown in Figure 7.28. The common approach of simply adjusting the flow rate to compensate is not very effective. It results in the waste of many growth runs because the solid produced does not have the desired composition. Of course, the material produced is also nonuniform. A very effective solution to this problem is to measure the actual concentration of the 0.301 New bottle
0.291 TMI concentration In hydrogen
(%)
0-28'
Aa I — • 250 ppm
Q^I
0.26 0.25
TMI at 30 °C 760 torr bottle pressure
Old bottle
0.241 100 200 hydrogen flow (seem)
300
Figure 7.28. Variation of TMIn concentration with hydrogen flow rate. (After Stagg et al. [130], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
7.6
Design of the Overall Process
373
precursor in the vapor during growth and to use this quantity to control the flow rate of the carrier gas. The first technique used to measure the precursor concentration relies on the variation of acoustic velocity with vapor composition [130]. The EPISON is a commercial product (manufactured by Thomas Swan and Co. Ltd., Cambridge, England) that has been found to be a highly reliable and useful part of modern OMVPE reactors [131]. Fourier transform infrared (FTIR) spectroscopy has also been used for the ex situ measurement of the composition of the vapor stream(s) entering the reactor [132, 133]. The technique relies on the use of newly developed fluoride and chalcogenide infrared fibers to measure the C-H vibrational stretching modes that absorb in the 2,800-3,000 c m * range and the rocking and bending modes in the 1,900-1,000 cm'^ range. It has the advantage of being capable of monitoring the concentrations of several species in a gas mixture, since each species has a unique absorption spectrum. The results of Sugiyama et al. [133] showed that the molecules exiting a bubbler may not initially be those expected. For example, during the first 20 mins of use, significant quantities of arsine are evolved from a TBAs bubbler. Salim et al. [132] used this technique to monitor simultaneously the concentrations of TMGa, TMIn, TBP, and TDMAP. The reported detectivity limits are somewhat high for accurate control of the typical OMVPE growth process. The acoustic technique works only when the vapor contains the carrier gas and a single precursor, since it sums the effects of each precursor on the acoustic velocity in the vapor.
7.6.2.2 In Situ Characterization of Gas-Phase Composition Ultraviolet (UV) spectroscopy may be used to monitor the vapor composition directly above the susceptor [134]. This is, of course, the most direct parameter for control of the growth rate and the solid composition, including the addition of dopants to the solid. Each precursor has a unique UV absorption signature. This technique can also be used to study the growth chemistry, since it can be used to monitor intermediate species formed during the pyrolysis and growth reactions, as described in Chapter 5 [135]. Of course, FTIR spectroscopy can also be used for in situ determination of vapor-phase composition.
7.6.2.3 In Situ Characterization of the Epitaxial Layer Laser Scattering Perhaps the most obvious technique for monitoring the surface roughness during vapor-phase epitaxial growth is diffuse (nonspecular) optical scattering. The diffuse scattering is nil for a perfectly smooth surface and increases with increasing
374
7
Design of the OMVPE Process
surface roughness. In recent developments, this simple technique of laser light scattering (LLS) has been shown to give information about features as small as atomic steps, allowing the evolution of steps to be followed during OMVPE growth. Epler et al. report the use of a 10-mW HeCd laser (442 nm) to irradiate the surface during growth. The intensity of the scattered light at right angles was monitored for a rotating substrate [136]. Surprisingly, they detect intensity oscillations due to the growth of sequential monolayers, similar to the RHEED intensity oscillations used to monitor layer-by-layer growth in a UHV environment. This is an impressive result for such a simple, easily implemented, and robust technique. LLS has also been used to monitor the formation of elliptical islands during the CBE growth of GaAs as well as the cross-hatch pattern due to lattice-parameter mismatch during growth of GalnAs [137].
Laser Reflectometry Ellipsometry is a well-known technique for the characterization of the refractive index and thickness of thin films [138]. Traditionally, this measurement is performed at multiple wavelengths with the angle of incidence equal to the Brewster angle. Spectrometric ellipsometry can be used kinetically to monitor the OMVPE growth of GalnAsP [151]. It may prove to be extremely useful in optimization of the complex switching process required to produce abrupt GalnAs/InP interfaces, as described in Chapter 9. Much more easily implemented single-wavelength variants are more commonly used to determine the combination of layer thickness and solid composition (from the known composition dependence of refractive index) during growth. This has been used for the in situ control of growth rate, layer thicknesses, and Al content of AlGaAs layers grown by OMVPE. Since the growing layer is transparent to the laser irradiating the sample, this technique is simply tracking interference versus time, which is, of course, determined by the combination of thickness and refractive index. If the growth rate is constant, the oscillation period changes at, for example, a GaAs/AlGaAs interface. In this case, it can be used for the in situ measurement of the Al content of the AlGaAs layer [139, 140]. Single-wavelength laser reflectometry at normal incidence has become an extremely useful tool for OMVPE reactors. The complex pattern (fingerprint) produced during the growth of a multilayered structure can be used to detect abnormalities in the growth process. A pattern is established for a successful growth run, and departures give an indication of problems in the growth process. This is a robust technique that is widely applicable for quality control. Application of sophisticated models allows the reflectance patterns to be interpreted in terms of the real-time growth rate and solid alloy composition [141]. This technique can be used to monitor the growth of extremely complex structures such as VCSELs
7.6
Design of the Overall Process
375
[142]. The result has been a significantly improved uniformity and yield [143]. Of course, the technique can also be applied to the monitoring of other systems, such as the II-VI semiconductors [144, 145].
Pyrometric Inteiierometry Rather than using light incident from an external source, the filtered infrared photons emitted from the heated sample can also be used to perform interferometric measurements [146] allowing the monitoring of thickness, temperature [147], and composition [148] during growth. This is a versatile, robust tool easily installed on CBE and OMVPE reactors that is suitable for close-loop control of the growth of complex structures, such as GaAs/AlGaAs VCSELs [149]. As an example, Sato et al. [150] demonstrated the use of filtered thermal radiation at 940 nm collected normal to the sample surface to monitor and control the growth of quarter-wavelength-distributed Bragg reflectors in the GalnP/AlInP system grown using GSMBE.
Physical Techniques for Monitoring Surface Reconstruction During Growth As mentioned, RHEED has been used for many years for the in situ determination of the condition of the surface during growth under UHV conditions. RHEED oscillations can also be used to monitor the growth process one monolayer at a time. An equivalent physical scattering technique, described in Chapter 3, applicable to OMVPE is the use of grazing incidence X-ray scattering (GIXS). Unfortunately, this requires a sophisticated high-intensity, scanned X-ray source such as a synchrotron. Since there are few of these expensive tools, this will never be a widely used characterization technique. However, as discussed in detail in Chapter 5, studies of X-ray scattering have provided important information about the fundamental aspects of the OMVPE growth process [10]. As for RHEED, oscillations corresponding to the growth of individual monolayers are observed. So the growth rate can be accurately monitored in situ during growth.
7.6.2A
In Situ Characterization of the Surface Structure and Reconstruction
Early attempts to monitor the OMVPE growth process in situ used ellipsometry [128]. Interest in spectrometric ellipsometry has reemerged recently. Sudo et al. [151] used this technique very effectively for the optimization of the GalnAs/InP in quantum-well structures, as described in more detail in Chapter 9. Nevertheless, other optical tools have received much more attention because of
376
7
Design of the OMVPE Process
the need for simplicity. The most important optical techniques for monitoring the state of the surface during OMVPE rely on the breaking of the symmetry of the crystal at the surface due to reconstruction. For example, formation of [110] rows of group V dimers on the (2 X n)-reconstructed (001) surfaces breaks the symmetry of the [110] and [110] directions in the zincblende (or diamond cubic) solid. This makes the difference spectroscopies based on the original RDS observations of Aspnes and coworkers [20-22] useful. These techniques are especially useful for OMVPE where the in situ probes that use electron beams, such as RHEED, cannot be used. The long-range periodicity of the surface cannot be determined from optical techniques such as RDS and SPA. Since they are based on the use of UV photons, they simply measure electronic transitions related to the surface states. However, a close correlation between certain reconstructions measured using RHEED and unique RDS (or reflectance anisotropy spectroscopy, RAS) and SPA spectra has given a growing confidence that these types of measurements can be used to give a good indication of the surface reconstruction during growth, as discussed in Chapter 3. Similarly good correlations between GIXS and RDS strongly indicate that most surface reconstructions of (001) GaAs can accurately be determined using RDS. The (001) surface-phase diagrams observed for GaAs layers grown by OMVPE and MBE are found to be similar, as discussed in Chapter 3, even though growth typically occurs in a different region of T-py space [152]. SPA studies indicate that the ( l l l ) B surface-phase diagrams are also similar for OMVPE and MBE [153]. The similarity of reconstructions observed for GaAs and InP layers grown by OMVPE and MBE is not surprising, based on the discussions of surface thermodynamics in Chapter 2. The surface reconstruction is determined by thermodynamic factors, so it is dependent only on the state parameters such as temperature and the group V partial pressure at the solid/vapor interface, as indicated in Figures 2.50 and 3.4. As discussed in Chapter 3, the surface reconstruction has major effects on aspects of the OMVPE growth process including growth rate, surface morphology, dopant incorporation, and microstructure.
Reflection Difference Spectroscopy A surprising development in the use of RDS for the monitoring of the OMVPE growth process was the observation of oscillations during the LPOMVPE growth of (001) GaAs [154, 155]. The oscillations are still not completely understood, but they apparently relate to a different RDS pattern between step edges and the (001) terraces between steps [156]. The oscillations observed during growth by RDS and X-ray scattering are found to be closely correlated [56]. Elegant fundamental studies have been performed for the CBE growth of Si and GeSi from disilane [157] where RHEED and RDS (RAS) oscillations were
7.6
Design of the Overall Process
377
measured simultaneously. Of course, for the (2 X l)-reconstructed (001) Si surface, monolayer steps separate (001) terraces having orthogonal rows of Si dimers. RDS was determined to measure the periodic variation in the domain coverage in monolayer by monolayer growth. Thus, the information obtained from RDS and RHEED is shown to be complimentary. For example, the RDS oscillations disappear for growth at low temperatures (<550°C) where H passivates the dangling bonds on the dimerized surface. The ( 2 X 1 ) structure persists, so the RHEED pattern does not change, but the electronic structure of the dimers changes, eliminating the RAS oscillations. The combination of spectroscopy during RDS with the use of the oscillations allows the in situ measurement of growth rate, thickness, and solid composition for III/V alloys [158]. In situ monitoring of the surface reconstruction also allows a determination of the "efficiency" of various As and P precursors—that is, the surface reconstruction is measured versus the group V partial pressure and temperature [159]. The hydrides are found to be less efficient precursors than organometallic precursors such as TBAs and TBR At low temperatures the partial pressure to obtain a specific reconstruction is higher for the hydrides than for the tertiarybutyl-substituted precursors. This is simply due to the more rapid pyrolysis of the latter, as discussed in detail in Chapters 4 and 5. RDS has also been shown to be capable of giving information about the doping type and level during OMVPE growth, which assists with the control of device structures [160].
Surface Photo Absorption SPA is similar to RDS in that it typically measures the difference in UV reflectivity in orthogonal (110) directions on the (001) surface. The laser beam is incident in a direction normal to the surface for RDS. In SPA, the beam is incident at the Brewster angle to minimize bulk effects [161]. Since it is closely related to RDS, the results obtained using the two techniques are often similar. They have many of the same advantages and disadvantages (e.g., the determination of surface reconstruction using SPA is indirect, as for RDS). The phase diagram for As stabilized GaAs surfaces grown my OMVPE shows the same (2 X 4) and (4 X 4) structures seen for growth by MBE, as discussed in Chapter 3 and seen in Figure 3.4. SPA has also been used for the determination of the surface-phase diagram for InP grown by OMVPE [161], as discussed in Chapter 2 and seen in Figure 2.50. SPA has the advantage over RDS in one important respect. Incidence at the Brewster angle minimizes bulk effects. For example, ordered structures in the solid, described in Chapter 2, break the symmetry in the solid so produce a bulk reflectance anisotropy at normal incidence [163] that is absent in SPA [164]. An extremely important use of SPA has been the study of the fundamental surface processes involved in OMVPE growth. As discussed in Chapters 3 and 5,
378
7
Design of the OMVPE Process
these heterogeneous processes are difficult to measure by conventional techniques. The change in surface reconstruction induced by introducing a group III or group V precursor into the system can be observed to study the surface pyrolysis processes of the group III [165, 166] and group V [167-169] precursors. SPA can be used to monitor the OMVPE growth process in a manner similar to that described earlier for RDS. For example, it has been used to explain the basic processes leading to monolayer growth in the atomic layer epitaxy (ALE) process [170]. Even more important is the use of SPA to monitor the transients involved in compositional switching at heterostructure and quantum-well interfaces. This has been demonstrated for GaAs/GalnP system [169, 171]. The As/P exchange during InAs/InP (and GalnAs/InP) heterostructure growth, discussed in detail in Chapter 9, can also be monitored and controlled using SPA [169, 172]. This has led to the production of abrupt InAs/InP quantum-well structures "which could not have been made" without in situ process feedback using dynamic SPA analysis [173].
7.6.3 Total Reactor Pressure The use of low pressures (10-80 Torr) is common in the large reactors described earlier to improve uniformity. This point is worth considering in more detail. The basic idea probably originates from the Si processing industry where low-pressure reactors are used to deposit uniform films of dielectric materials on large areas in a single run. The wafers can even be stacked in close proximity. However, the extension of this approach to the growth of high-quality, single-crystalline III/V semiconductors is tenuous. The basic idea of the low-pressure process for dielectrics is to use growth conditions dictating that the growth rate is limited by surface reaction rates rather than by mass transport. As the pressure is reduced, the diffusion coefficient is increased, as in Equation (6.5); thus, the mass-transport rate is increased. In addition, low substrate temperatures are typically used to reduce the rate of surface reactions. This allows uniform growth rates with little or no concern for hydrodynamic factors such as boundary layer thicknesses and so on. The key parameter controlling growth rate is the substrate temperature, since the process is controlled by the kinetics of the chemical reactions involved in growth. Thus, if the substrate temperature is uniform, good thickness uniformity and high reaction efficiency can be obtained, even for unusual geometries such as stacked wafers. However, it is unlikely that this approach will be applicable to the growth of single-crystalline semiconductors because the material quality is typically poor for growth in the kinetically limited regime. Are there rationales for the use of low pressures in the midtemperature, masstransport-limited regime? For the growth of GaAs, InP, GalnAs, and other alloys for which the growth information is fairly complete, low-pressure operation does not appear to be particularly beneficial for small-scale reactors where one to three
7.6
Design of the Overall Process
379
2" wafers are processed per run. Certainly the use of low pressures will minimize convective eddy currents, but so will proper hydrodynamic design. This assumes that the trimethyl-group III precursors are used, thus avoiding parasitic reactions. Even in small-scale reactors, when the triethyl-group III precursors are preferred, low-pressure operation is normally required to avoid parasitic reactions. At atmospheric pressure, premature reactions are significant and unavoidable using these precursors. The use of low reactor pressures will reduce or eliminate the problem. This has been well demonstrated for the growth of InP and GalnAs using TEIn and the group V hydrides. TEIn forms an adduct with both ASH3 and PH3 in the gas phase that partially pyrolyzes, forming a low-volatility polymer on the reactor walls upstream from the substrate. The reaction efficiency and uniformity are poor in typical atmospheric-pressure reactors but are perfectly satisfactory in low-pressure reactors. This is simply because given fixed input group III and group V molar flow rates, the number of gas-phase collisions experienced by each molecule before reaching the substrate is decreased as the reactor pressure is decreased. Thus, the reactions are more likely to be heterogeneous at lower pressures. This appears to be the prime motivation for the original use of low-pressure OMVPE reactors by Duchemin and coworkers [174]. The problems with homogeneous nucleation in the growth of ZnS (and ZnSe) using DMZn and H^S (and HjSe) are reduced at low reactor pressures, as discussed in Section 7.5, for exactly the same reasons: fewer gas-phase collisions produces a shift from homogeneous gas-phase reactions to heterogeneous surface reactions. Low-pressure operation is typical and, indeed, may be required for large-scale reactors where the increased dimensions make recirculating currents and parasitic wall deposition nearly unavoidable at atmospheric pressure. An additional positive aspect of the use of low reactor pressures is that increased diffusion in the lateral direction (parallel to the substrate surface) improves the lateral homogeneity. This has been demonstrated over small distances [6]; however, it is not expected to be a major factor for large reactors. Another suggested advantage of the use of low pressures is the increased selectivity of growth. At a total pressure of 1 Torr, GaAs is not nucleated on dielectric mask layers over a wide range of growth temperatures. At low pressures, complete homogeneous group III pyrolysis does not occur, so adsorption on the dielectric layer is weak, which prevents nucleation. On the GaAs substrate, adsorption is stronger, so nucleation and growth occurs selectively in the openings in the mask where the substrate is exposed. However, for most precursors selective growth occurs even in atmospheric-pressure reactors, as described in Section 8.9. A negative aspect of the use of low pressures, in addition to the increased complexity of the reactor, is that the pyrolysis rates of the group V hydrides decrease, sometimes markedly, as discussed in Section 5.3.2, requiring the use of extremely high values of V/III ratio, frequently exceeding 100, in the input gas stream. This
380
7
Design of the OMVPE Process
is understandable in terms of our growth model. If the pyrolysis reactions were simple homogeneous, unimolecular processes, the fraction of the group V hydride molecules pyrolyzed would decrease simply because the pyrolysis rate is in the fall-off regime, as discussed in Chapter 5. In addition, the residence time in the hot region of the reactor, near the substrate, is decreased as the pressure is lowered. For the hydrides, the unimolecular process is frequently heterogeneous. In this case, the surface coverage is proportional to the partial pressure of the precursor, which decreases as the system pressure is reduced at a constant input molar flow rate. This also results in a decrease in the pyrolysis rate. In addition, surface interactions between the group III precursors and the group V hydrides are minimized. When this is the mechanism responsible for the low-temperature pyrolysis of the group V hydrides, the pyrolysis rate at low pressures will be reduced as a superlinear function of the total reactor pressure. The extreme example of this problem is for CBE growth. In this case, for growth to occur at all, the group V pyrolysis must be assisted by an external cracking apparatus. Even the group III pyrolysis is a problem. The heterogeneous pyrolysis of TMGa, which occurs only when the ASH3 is precracked to As and AS2, leaves the surface littered with CH3 radicals. Thus, TEGa is typically used for the growth of high-quality GaAs by CBE. The same phenomena also lead to carbon contamination of GaAs grown in very low-pressure reactors. Problems with carbon contamination are less severe for operation at atmospheric pressure for several additional reasons. The H-, ambient itself plays a beneficial role by reacting with the trimethyl-group III precursors, as discussed in Section 5.3.1, removing the CH3 ligands by forming CH4 in the vapor phase. The H2 also reacts directly with the CH3 ligands produced by homolysis, again producing relatively inactive CH4 molecules. Clearly, the use of low reactor pressures makes it more Ukely that CH3 will reach the surface. In addition, without using much higher V/III ratios, the V hydrides will not produce the concentration of surface H required to eliminate the adsorbed CH3 radicals before they can pyrolyze, leading to increased carbon incorporation into the lattice. The use of inert ambients can also lead to increased carbon contamination because they do not react with the CH3 produced during pyrolysis of the cation precursors. The most obvious disadvantage of the use of low reactor pressures is the expense of installing and maintaining the vacuum apparatus. Pumping reactive group III alkyls and group V hydrides is no simple matter. Even the quartz reactor itself must be more complex, as discussed in Section 6.5.
7.6.4 Precursor Molecules Discussion of the optimum reactor configuration and pressure has continued for decades, since the inception of OMVPE. The range of source molecules considered was, however, originally severely limited since a limited range of precursor
7.6
Design of the Overall Process
381
materials could be obtained from the suppliers with the required purity. The rapid development of OMVPE for commercial-scale use in recent years has produced a dramatic change, as discussed in Chapter 4. Today, design of the OMVPE process has expanded to encompass the design of the precursor molecules themselves. We have discovered that organometallic chemists are capable of designing molecules with specific properties, including pyrolysis temperature, vapor pressure, toxicity, and more. The triethyl-group III molecules suffer from prereaction difficulties, while TMIn has the disadvantage of being a solid at room temperature. The combination EDMIn, with a single methyl group replaced by an ethyl radical, is a liquid that has been discovered [175] to behave chemically in the OMVPE reactor similarly to TMIn. It is now available in electronic-grade purity and has been used to grow extremely high-purity InP [176]. Perhaps most dramatic has been the development of less hazardous group V organometallic molecules to replace the hydrides, as discussed in detail in Chapter 4. The most successful are TB As and TBP. They are now used in production-scale operation [177, 178]. Te precursors such as MATe and DTBTe have been designed to have lower pyrolysis temperatures than the commonly available DETe and DMTe. Group VI molecules such as C4H4S and MSH are designed to pyrolyze at temperatures higher than for DMZn and DMCd, to retard homogeneous nucleation of the solid upstream from the substrate. Adduct group II precursors are used to retard parasitic reactions. Selection of the optimum source molecules is frequently unrelated to the reactor pressure and geometry. In this case, the aspect of the process design related to the choice of source molecules is based on criteria such as toxicity, convenience (mainly vapor pressure, melting point, etc.), availability in high-purity form, and pyrolysis temperature, as described fully in Chapter 4. In addition, compatibility is sometimes a problem as in the growth of HgCdTe. The other major fundamental consideration is freedom from C contamination. As the development of novel precursors has continued, it has now become common to use different precursors for different growth conditions, for particular reactor pressure and temperature. For example, TMAA is probably the most commonly used Al precursor for CBE, but parasitic reactions, including the exchange of alkyls with other group III precursors, occurs at higher reactor pressures where gas-phase collisions are frequent. As discussed in Chapter 4, special precursors have also been developed especially for low-temperature growth.
7.6.5 Optimum Growth Conditions The choice of optimum growth conditions is an important aspect of the overall process design. The independent parameters such as substrate temperature, V/ni ratio, total flow rate, substrate misorientation, and so forth are normally
382
7
Design of the OMVPE Process
empirically determined to give the desired materials properties—for example, the best morphology and highest purity. The range of parameters is constrained by fundamental considerations. For instance, the growth temperature is chosen to fall within one of the three regimes, defined in terms of the growth-rate-limiting mechanism, and to provide the optimum doping level and mobility. For normal processes, the mass-transport-limited regime is favored. For ALE, the kinetically limited regime is mandated. The V/III ratio for growth of III/V alloys is nearly always chosen to be ^ 1 due to the low volatility of the group III elements. The reverse is true for II/VI alloys where the 11/VI ratio is often > 1 , since the group II elements are volatile. The basic effects of V/III ratio on doping and defect formation were discussed in Sections 7.3 and, more extensively, in Section 2.4.3. However, the actual optimum values must be determined empirically. Unfortunately, they are not even constant for a given reactor. Changing a source bottle frequently requires a minor fine-tuning of the growth parameters. This will, hopefully, be eliminated or at least minimized using in situ control, as discussed earlier. We should also emphasize that the optimum conditions for one material will not be the same as for a different semiconductor. Even compounds as closely related as InP and GaAs, both grown using trimethyl-group III and hydridegroup V sources, can be quite different. For example, higher growth temperatures are reported to give the highest-purity InP [175] and GalnAs [179] layers: the carbon concentration decreases with increasing temperature. This is opposite to the situation for GaAs, as previously discussed. The apparent dichotomy is a result of carbon incorporation being related to several processes: (1) adsorption/ desorption of CH3, (2) the addition of atomic H to form CH4 that is immediately desorbed, (3) breaking down of CH3 before incorporation, and (4) the thermodynamics of incorporation. The first and second factors are expected to give less carbon at high temperatures, the third favors low temperatures, and the fourth produces a relatively minor effect [180], although the strong Ga-C and Al-C bonds, as compared with the much weaker In-C bond, make the In compounds generally easier to grow free of carbon. Another example is the growth of AlGaAs. Here high temperatures are required to allow desorption of Al suboxide from the surface. The higher volatility of the Ga and In oxides allows the desorption of these oxides at much lower temperatures.
7.6.6 Reactor Configuration and Safety Finally, we arrive at the most practical considerations in reactor design, the actual configuration, packaging, and safety aspects. Even these aspects of reactor design are partially determined by fundamental factors. For example, glove boxes and vacuum interlocks are used to avoid exposing the internal quartz and graphite reactor parts to an atmosphere containing oxygen and/or water that adsorb on surfaces, causing severe problems for the growth of Al-containing materials such as AlGaAs and AlGalnP. In response to the desire to produce superlattice struc-
7.6
Design of the Overall Process
383
tures consisting of many layers, modern reactors are computer controlled. As described earlier, commercial reactors today are likely to have integral techniques for control of the process, including EPISON for control of the flows of the organometallic species, pressure controllers, and optical characterization apparatus for in situ control of the surface and the film being produced. In the future, the apparatus is bound to be less dependent on operator intervention, with automated wafer handling and operation. Safety aspects of OMVPE are of great concern. As the OMVPE technique moves into production, the equipment is frequently used by nonexperts. Especially in this case, failsafe protection is required for the technicians and engineers as well as other users of the same air-handling system. A number of papers have described various strategies for dealing with the safety issues [181-185]. The table compiled by Hess and Riccio [183], included as a part of Table 4.6, demonstrates the level of danger associated with the use of the group V hydrides ASH3 and PH3. Compounding the hazard is the storage of the hydrides in highpressure cylinders. Some laboratories prefer to use the pure hydride sources since the room-temperature vapor pressures, 12 atm for AsH^ and 30 atm for PH3, are much lower than for cylinders of the hydride diluted in H2. In either case, the storage of the toxic gas cylinders in locked, vented gas cabinets adjacent to the reactor is required. Should the safety hazard be deemed lower for remote storage, welded, double-wall stainless steel tubing should be used to transport the gas to the reactor cabinet. An approach to minimizing the hazard, emphasized in earlier chapters, has been the replacement of the most hazardous precursors, the anion hydrides, by less toxic, liquid organometallic precursors. TBP and TBAs are the leading candidates. Not only are these materials less toxic, but they are also more slowly dispersed, which adds a factor of approximately 100 to their safety relative to the hydrides. They also ignite upon exposure to air. A serious leak in the TBAs line in my laboratory resulted in a pile of As oxide on the floor of the reactor. The toxic gas alarms were not even activated. The leak acted like the jet in a carburetor, promoting immediate oxidation of the TBAs. This is not to say that these materials are absolutely safe. The same safety procedures used for the hydrides must be employed. Fortunately, common toxic gas monitors used for detection of the hydrides respond to many of these materials as well. The reactor should be enclosed in a cabinet that is held at a pressure slightly below that of the room to minimize escape of gases into the room in the event of an accident. In many commercial-scale reactors, the outer reactor is made from stainless steel, which helps prevent catastrophic accidents that can occur owing to fracture of the quartz in a typical laboratory-scale reactor. Additional precautions frequently employed include: (1) monitoring of gas storage cabinets for release of toxic gases using appropriate detectors; (2) hydrogen alarms to guard against fire hazards and also to detect leaks in the toxic gas lines, since the hydrides are frequently diluted in H2; (3) additional toxic gas detectors installed inside the reactor housing, the gas handling system, the exhaust system, and the room occupied by
384
7 Design of the OMVPE Process
the operators; and (4) external alarms and monitoring of the toxic gas levels from outside the reactor room. Modern practice calls for flow-limit valves on each toxic gas cylinder to prevent release of the entire contents of the cylinder in a short time due to an error or failure of some component of the system. Cross purge-vent assemblies are used to allow thorough purging of toxic gas from the regulator and line before opening the line to change cylinders. Most computer-controlled systems also have an emergency interlock system that shuts the toxic gas valves in the event of loss of air flow or electric power or when gas levels exceed the preset toxic gas alarm level. In some laboratories the safety precautions have extended to the use of selfcontained rooms, remotely observed and operated [184]. The room exhaust is purged through a dedicated system with continuous monitoring for toxic gases with the room maintained at a negative pressure. In all cases, the most effective measures involve common sense as well as appropriate safety apparatus. Constant care and vigilance are required for the safe use of OMVPE equipment. In my laboratory, the first precaution is a rule that at least two people must be present—the buddy system. Several pairs of selfcontained breathing apparatus are located outside of the laboratory. We also have breathing apparatus attached to large air cylinders for use during the most dangerous processes, such as the changing of cylinders or otherwise working inside the reactor cabinets. Another excellent idea is the use of a flashing red light outside the laboratory to warn unauthorized personnel not to enter the room. Naturally, dry chemical fire extinguishers and eye/face wash and body showers are located in the immediate vicinity of the OMVPE laboratory. An area that generates considerable disagreement is the handling of the reactor exhaust. Charcoal drums have commonly been used to collect the unreacted hydrides in past years. The potential for explosion and/or fire from the large quantity of adsorbed pyrophoric material stored in large drums is a potentially serious problem. Some systems bleed oxygen or water into the charcoal drum for controlled oxidization of the hydrides. Others add oxygen to the exhaust and controllably oxidize the organometallic and hydride products to form the less hazardous oxides. It should be remembered that the arsenic oxides are carcinogenic. Another popular approach is simply to heat the exhaust in a quartz tube to well above the temperature required for pyrolysis to deposit the waste as a solid. The remaining exhaust can then be burned or passed into a charcoal drum. The resultant materials generated from each of these approaches is handled as solid toxic waste.
References 1. D. J. Schlyer and M. A. Ring, / Organ. Chem. 114 9 (1976). 2. D. H. Reep and S. K. Ghandhi, J. Electrochem. Soc. 130 675 (1983). 3. M. Tirtowidjojo and R. Pollard, J. Cryst. Growth 93 108 (1988).
References
385
4.
D. E. Aspnes, R. Bhat, E. Colas, L. T. Florez, J. P. Harbison, M. K. Kelly, V. G. Keramidas, M. A. Koza, and A. A. Studna, fnst. Phys. Conf. Sen (Inst, of Physics, London) 96 283 (1989). 5. C. A. Larsen, N. I. Buchan, and G. B. Stringfellow,/Ip/?/. Phys. Lett. 52 480 (1988). 6. H. Heinecke, E. Veuhoff, N. Putz. M. Heyen and P Balk, /. Electron. Mater. 13 815 (1984). 7. P. Balk and A. Brauers, in Mechanisms of Reactions of Organometallic Compounds with Surfaces, ed. D. J. Cole-Hamilton and J. O. Williams (Plenum, New York, 1989), p. 179. 8. W. H. Petzke, V. Gottschalch, and E. Butter, Kri.st. Tech. 9 763 (1974). 9. D. H. Reep and S. K. Ghandhi, / Electrochem. Soc. 131 2697 (1984). 10. D. W. Kisker and T. R Kuech, in Handbook of Crystal Growth, ed. D. T. J. Hurle (Elsevier Science, Amsterdam, 1994), pp. 9 5 - 1 8 1 . 11. J. N. Thomas and W. J. Thomas, Introduction to the Principles of Heterogeneous Catalysis (Academic Press, London, 1967). 12. 13. 14. 15. 16. 17. 18. 19. 20.
2L 22.
23. 24. 25. 26. 27. 28. 29. 30. 31. 32. 33. 34. 35. 36. 37. 38.
G. Arens, H. Heinecke, N. Putz, H. Luth. and P Balk, J. Cryst. Growth 76 305 (1986). H. Krautle, H. Roehle, A. Escobosa, and H. Beneking, J. Electron. Mater 12 215 (1983). R. Bhat, M. A. Koza, and B. J. Skromme, Appl. Phys. Lett. 50 1194 (1987). R. Bhat, J. Electron. Mater 14 433 (1985). C. Plass, H. Heinecke, O. Kayser, H. Luth, and P Balk, J. Cryst. Growth 88 455 (1988). M. G. Jacko and S. J. W. Price, Can. J. ofChem. 41 1560 (1963). C. A. Larsen. N. I. Buchan, S. H. Li, and G. B. Stringfellow, / . Cryst. Growth 102 103 (1990). K. Tamaru, J. Phys. Chem. 59 777 (1955). D. E. Aspnes, E. Colas, A. A. Studna, R. Bhat, M. A. Koza, and V. G. Keramidas, Phys. Rev. Lett. 61 2782 (1988); D. E. Aspnes, R. Bhat, E. Colas, V. G. Keramidas, M. A. Koza, and A. A. Studna, J. Vac. Sci. Technol. AT 711 (1989). E. Colas, D. E. Aspnes, R. Bhat, A. A. Studna, J. R Harbison, L. T. Florez, M. A. Koza, and V. G. Keramidas, / Cryst. Growth 107 47 (1991). D. E. Aspnes, R. Bhat, C. Caneau, E. Colas, L. T. Florez, S. Gregory, J. P. Harbison, L Kamiya, V. G. Keramidas, M. A. Koza, M. A. A. Pudensi, W. E. Quinn, S. A. Schwarz, M. C. Tamargo, and H. Tanaka, J. Cryst. Growth 120 71 (1992). N. Kobayashi and Y. Horikoshi, Jpn. J. Appl. Phys. 30 L319 (1991). B. Y. Maa and P D. Dapkus, Appl. Phys. Lett. 58 2261 (1991). S. P Denbaars, B. Y. Maa, R D. Dapkus, A. D. Danner, and H. C. Lee, J. Cryst. Growth 11 188(1986). Y. Yamauchi, T. Makimoto, N. Kobayashi, and Y. Horikoshi, Jpn. J. Appl. Phys. 29 L I 3 5 3 (1990). J. E. Butler, N. Bottka, R. S. Sillmon, and D. K. Gaskill, J. Cryst. Growth 11 163 (1986). D. K. Gaskill, V. Kolubayev, N. Bottka, R. S. Sillmon, and L E. Butler, J. Cryst. Growth 93 127(1988). S. H. Li, C. H. Chen, and G. B. Stringfellow, Inst. Phys. Conf Ser (Inst, of Physics, London) 120 553(1991). J. Shin, Y. Hsu, T. C. Hsu, and G. B. Stringfellow, J. Electron. Mater 24 1563 (1995). K. Kamon, S. Takagishi, and H. Mori, J. Cryst. Growth 73 73 (1985). H. Heinecke, A. Brauers, R Grafahrend, C. Plass, N. Putz, K. Werner, M. Weyers, H. Luth, and R Balk, J. Cryst. Growth 11 303 (1986). H. Heinecke, A. Brauers, H. Luth, and P Balk, J. Cryst. Growth 11 241 (1986). A. Robertson, T. H. Chiu, W T. Tsang, and J. E. Cunningham, J. Appl. Phys. 64 877 (1988). T. Meguro, T. Suzuki, K. Ozaki, Y. Okano, A. Hirata, Y. Yamamoto, S. Iwai, Y. Aoyagi, and S. Nambe, J. Cryst. Growth 93 190 (1988). S. Horiguchi, K. Kimura, S. Takagishi, K. Kamon, M. Mashita, M. Mihra, and M. Ishii, Jpn. J Appl. Phys. 26 2002 (1987). W. T. Tsang and R. C. Miller, / Cryst. Growth 11 55 (1986). N. Putz, H. Heinecke, M. Heyen, P Balk, M. Weyers, and H. Luth, J. Cryst. Growth 74 292 (1986).
386 39. 40. 41. 42. 43. 44. 45. 46. 47. 48. 49. 50. 51. 52. 53. 54. 55. 56. 57. 58. 59. 60. 61. 62. 63. 64. 65. 66. 67. 68. 69. 70. 71. 72. 73. 74.
7 Design of the OMVPE Process C. L. French and J. S. Foord, J. Cryst. Growth 120 63 (1992). T. Martin, C. R. Whitehouse, and P. A. Lane, / Cryst. Growth 120 25 (1992). T. Martin and C. R. Whitehouse, J. Cryst. Growth 105 57 (1990). T. Martin, C. R. Whitehouse, and R A. Lane, J. Cryst. Growth 107 969 (1991). A. J. Murrell, A. T. S. Wee, D. H. Fairbrother, N. K. Singh, J. S. Foord, G. J. Davies, and D. A. Andrews, J. Appl. Phys. 68 4053 (1990). E. M. Gibson, C. T. Foxon, J. Zhang, and B. A. Joyce, J. Cryst. Growth 105 81 (1990). G. J. Davies, R J. Skevington, E. G. Scott, C. L. French, and J. S. Foord,./. Cryst. Growth 107 999(1991). N. K. Singh, J. S. Foord, R J. Skevington, and G. J. Davies, J. Cryst. Growth 120 33 (1992). J. S. Foord, N. K. Singh, A. T. S. Wee, C. L. French, and E. T. Fitzgerald, Mat. Res. Soc. Proc. 204 3(1991). E. T. FitzGerald, C. L. French, and J. S. Foord, J. Cryst. Growth 120 57 (1992). G. B. Stringfellow, J. Cryst. Growth 105 260 (1990). J. S. Foord, R R Howard, and G. J. Davies, / Cryst. Growth 188 159 (1998). C. T. Foxon, E. Gibson, J. Zhang, B. A. Joyce, and D. E. Lacklison, J. Cryst. Growth 111 539(1991). D. E. Lacklison, C. T. Foxon, J. Zhang, B. A. Joyce, and E. M. Gibson, J. Cryst. Growth 120 50(1992). T. Kaneko, O. Naji, T. S. Jones, and B. A. Joyce, / Cryst. Growth 111 1059 (1993). T. Isu, M. Hata, and A. Watanabe, J. Cryst. Growth 105 209 (1990). D. W Kisker, G. B. Stephenson, J. Tersoff, R H. Fuoss, and S. Brennan, J. Cryst. Growth 163 54(1996). L Kamiya, L. Mantese, D. E. Aspnes, D. W. Kisker, R H. Fuoff, G. B. Stephenson, and S. Brennan, J. Cryst. Growth 163 67 (1996). J. Tersoff, M. D. Johnson, and B. G. Orr, Phys. Rev. Lett. 78 282 (1997). R. S. Windeler and R. F. Hicks, Mat. Res. Symp. Proc. 312 151 (1993). G. B. Stringfellow, in Handbook of Crystal Growth, Vol. 3, ed. D. T. J. Hurle (ELsevier, Amsterdam, 1994), p. 4 9 1 . A. C. Jones, R A. Lane, R. W Freer, R D. J. Calcott, M. R. Houlton, and C. R. Whitehouse, J. Cryst. Growth 124 81 (1992). J. S. Foord, N. K. Singh, E. T. FitzGerald, G. J. Davies, and A. C. Jones, J. Cryst. Growth 120 103(1992). S. K. Ghandhi and R. J. Field, J. Cryst. Growth 69 619 (1984). R. R. Saxena, C. B. Cooper, M. J. Ludowise, S. Hikido, V. M. Sardi, and R G. Borden, J. Cryst. Grawr/z 55 58 (1981). T. F. Kuech, E. Veuhoff, T. S. Kuan, V. Deline, and R. Potemski, J. Cryst. Growth 11 257 (1986). K. Kimura, S. Takagishi, S. Horiguchi, K. Kamon, M. Mihara, and M. Ishi, .Ipn. J. Appl. Phys. 25 1393(1986). A. R. Clawson and D. \. Elder, J. Electron. Mater 15 111 (1985). T. R Kuech and E. Veuhoff, / Cry^st. Growth 68 148 (1984). T. R Kuech, Mat. Sci. Rep. 2 3(1987). M. Kondo and T. Tanahashi, / Cryst. Growth 145 390 (1994). R. M. Lum, J. K. Klingert, D. W Kisker, S. M. Abys, and R A. Stevie, ./. Ctyst. Growth 93 120(1988). J. van de Ven, H. G. Schoot, and L. J. Gihng, J. Appl. Phys. 60 1648 (1986). S. R Watkins, D. M. Blake, and G. Haacke, J. Appl. Phys. 75 2952 (1994). T. Nakanisi, T. Udagawa, A. Tanaka and K. Kamei, J. Cryst. Growth 55 255 (1981). R D. Dapkus, H. M. Manasevit, K. L. Hess, T. S. Low, and G. E. Stillman, J. Cryst. 55 255(1981).
Growth
References 75. 76. 77. 78. 79. 80. 81. 82. 83. 84. 85. 86. 87. 88. 89. 90. 91. 92. 93. 94. 95. 96. 97. 98. 99. 100. 101. 102. 103. 104. 105. 106. 107. 108. 109. 110. 111. 112. 113. 114. 115.
387
M. J. Tsai, M. M. Tashima, and R. L. Moon, J. Electron. Mater. 13 437 (1984). J. van de Ven, G. J. M. Rutten, M. J. Raaymakers, and L. J. Giling, J. Cryst. Growth 76 352(1986). R. J. Field and S. K. Ghandhi,./. Cryst. Growth 69 581 (1984). Y. Takahashi, T. Soga, S. Sakai, M. Umeno, and S. Hattori, Jpn. J. Appl. Phys. 22 1357 (1983). M. A. Haase, J. Qiu, J. M. DePuydt, and H. Cheng, Inst. Phys. Conf. Ser 120 9 (1991). A. Toda, F. Nakamura, K. Yanashima, and A. Ishibashi, J. Cryst. Growth 170 461 (1997). M. Danek, J. S. Huh, L. Foxley, and K. F Jensen, / Cryst. Growth 145 530 (1994). S. Fujita, Y. Matsuda, and A. Sasaki, J. Cryst. Growth 68 231 (1984). A. Yoshikawa, S. Muto, S. Yamaga, and H. Kasai, J. Cryst. Growth 86 279 (1988). S. Yamaga, A. Yoshikawa, and H. Kasai, J. Cryst. Growth 86 252 (1988). M. Heuken, J. Cryst. Growth 146 570 (1995). H. Mitsuhashi, I. Mitsuishi, and H. Kukimoto, J. Cryst. Growth 77 219 (1986). M. Heuken, J. Sollner, W. Taudt, S. Lampe, and H. Hamadeh, J. Cryst. Growth 170 30 (1997). H. Kalish, H. Hamadeh, J. Muller, G. R Yablonskii, A. L. Gurskii, J. Woitok, J. Xu, and M. Heuken, J. Electron. Mater 26 1256 (1997). B. Cockayne and R J. Wright, J. Cryst. Growth 68 223 (1984). S. Fujita, M. Isemura. T. Sakamoto, and N. Yoshimura, J. Cryst. Growth 86 263 (1988). S. Takata, T. Minami, T. Miyata, and H. Nanto, /. Cryst. Growth 86 263 (1988). R O'Brien, M. A. Malik, M. Chunggaze, T. Trindale, J. R. Walsh, and A. C. Jones, J. Cryst. Growth 170 23 (1997). B. Hahn, H. Preis, M. Schindler, T. Reisinger, and W. Bebhardt, J. Cryst. Growth 179 415 (1997). M. Heuken, J. Sollner, W. Taudt, S. Lampe, and H. Hamadeg, J. Cryst. Growth 170 30 (1997). S. Fujita and S. Fujita, J. Cryst. Growth 145 552 (1994). J. B. Mullin, S. J.C. Irvine, and D. J. Ashen, J. Cryst. Growth 55 92 (1981). I. Bhat, N. R. Taskar, and S. K. Ghandhi, J. Electrochem. Soc. 134 195 (1987). J. TunnicUffe, S. J.C. Irvine, O. D. Dosser, and J. B. Mullin, J. Cryst. Growth 68 245 (1984). S. J. C. Irvine, J. B. Mullin, and J. Tunnicliffe, J. Cryst. Growth 68 188 (1984). L. S. Lichtmann, J. D. Parsons, and E. H. Cirlin, J. Cryst. Growth 86 217 (1988). J. D. Parsons and L. S. Lichtmann, J. Cryst. Growth 86 222 (1988). I. Bhat and S. K. Ghandhi, J. Electrochem. Soc. 131 1923 (1984). W E. Hoke and R J. Lemonias, Appl. Phys. Lett. 46 398 (1985). S. J. C. Irvine, J. B. Mullin, H. Hill, G. T. Brown and S. J. Barnett, J. Cryst. Growth 86 188 (1988). S. J. C. Irvine, J. B. Mullin, J. Giess, J. S. Gouch, and A. Royle, / Cryst. Growth 93 732 (1988). R Mitra, F C. Case, M. B. Reine, R. Starr, and M. H. Weiler, J. Cryst. Growth 170 542 (1997). R Mitra, T. R Schimart, F C. Case, S. L. Barnes, R. Stein, M. H. Weiler, M. Kestigian, and M. B. Reine, J. Electron. Mater 24 1077 (1995). C. D. Maxey, I. B. Gale, J. B. Clegg, and R A. C. Wiffin, Semi. Sci. Technol. 8 5183 (1993). L. J. Giling, J. Electrochem. Soc. 129 634 (1982). L. J. Giling and J. van de Ven, in Advanced Crystal Growth, ed. P. M. Dryburgh, B. Cockayne, and K. G. Barraclough (Prentice Hall, New York, 1987), pp. 309-336. C. Goodings, N. J. Mason, D. R Jebb, and R J. Walker, J. Cryst. Growth 96 13 (1989). N. J. Mason and R J. Walker, J. Cryst. Growth 107 181 (1991). B. I.Miller, E. F Schubert, U. Koren, A. Ourmazd, A. H. Dayem, and R. J. Capik, Appl. Phys. Lett. ^9 1384(1986). I. Moerman, G. Coudenys, P. Demeester, B. Turner, and J. Crawley, J. Cryst. Growth 107 175(1991). A. G. Thompson, W KroU, M. A. McKee, R. A. Stall, and R Zawadzki, III-VRev. 8 14 (1996).
388 116. 117.
118. 119. 120. 121. 122. 123. 124. 125. 126. 127. 128. 129. 130. 131. 132. 133. 134. 135. 136. 137. 138. 139. 140. 141. 142. 143. 144. 145. 146. 147. 148. 149. 150. 151.
7
Design of the OMVPE Process
A. G. Thompson, R. A. Stall, W. Kroll, E. Armor, C. Beckham, P. Zawadzki, L. Aina, and K. Siepel, J. Cryst. Growth 170 92 (1997). C. H. Chen, S. A. Stockman, M. J. Peansky, and C. P Kuo, in High Brightness Light Emitting Diodes, ed. G. B. Stringfellow and M. G. Craford (Academic Press, San Diego, 1997), pp. 97-148. P M. Frijlink, J. L. Nicolas, and P Suchet, J. Cryst. Growth 107 166 (1991). T. Bergunde, M. Dauelsberg, L. Kadinski, Y. N. Makarov, M. Weyers, D. Schmitz, G. Strauch, and H. Jurgensen, J. Cryst. Growth 170 66 (1997). P. Lee, D. McKenna, D. Kapur, and K. F. Jensen, J. Cryst. Growth 77 120 (1986). M. R. Leys, C. Van Opdorp, M. P. A. Viegers, and H. J. Talen-Van der Mheen, J. Cryst. Growth 68 431 (1984). S. W. Gersten, G. J. Vendura, Jr., and Y. C. M. Yeh, J. Cryst. Growth 77 286 (1986). N. Hayafuji, K. Mizuguchi, S. Ochi, and T. Murotani, i. Cryst. Growth 77 281 (1986). N. Tomesaki, M. Suzuki, and J. Komeno, J. Electrochem. Soc. 140 2432 (1993). H. Tanaka, H. Itoh, T. Ohori, M. Takikawa, K. Kasai, M. Takechi, M. Suzuki, and J. Komeno, Jpn. J. Appl. Phys. 26 LI456 (1987). T. Arai, J. Hidaka, H. Tokunaga, and K. Matsumoto, J. Cryst. Growth 170 88 (1997). D. L. Sato, H. R Lee, J. M. Kuo, and H. C. Kuo, J. Cryst. Growth 164 47 (1996). G. Laurence, F. Hottier, and J. Hallais, J. Cryst. Growth 55 198 (1981). N. Dietz, U. Rossow, D. E. Aspnes, and K. J. Bachmann, J. Cryst. Growth 164 34 (1996). J. R Stagg, J. Christer, E. J. Thrush, and J. Crawley, J. Cryst. Growth 120 98 (1992). A. Wajid, K. F. Jensen, and R. D. Driver, J. Cryst. Growth 170 237 (1997). S. Salim, C. Gogol, C. Hurd, M. Hetzel, A. Spina, R. Lum, M. McDonald, and R. J. Capik, J. Cryst. Growth 145 28 (1994). M. Sugiyama, K. Kusunoki, Y. Shimogaki, S. Sudo, Y. Nakano, H. Nagamoto, K. Sugawara, K. Tada, and H. Komiyama, Appl. Suf. Sci. 117/118 746 (1997). G. A. Hebner, K. P Killeen, and R. M. Biefeld, J. Cryst. Growth 98 293 (1989). K. P Kileen, Appl. Phys. Lett. 61 1864 (1992). J. E. Epler and H. P Schweizer, Ap/?/. Phys. Lett. 63 1228 (1993). A. R. Boyd, T. B. Joyce, and R. Beanland, J. Cryst. Growth 164 51 (1996). D. E. Aspnes, W. E. Quinn, and S. Gregory, Ap/?/. Phys. Lett. 56 2569 (1990). R. Kuszelewicz, Y. Raffle, R. Azoulay, L. Dugrand, and G. LeRoux, J. Cryst. Growth 147 251 (1995). R. Azoulay, Y. Raffle, R. Kuszelewicz, G. LeRoux. L. Dugrand, and J. C. Michel, J. Cryst. Growth US 61 (1994). W. G. Breiland and K. P Kileen, J. Appl. Phys. 78 6726 (1995). H. Q. Hou, M. H. Crawford, B. E. Hammons, and R. J. Hickman, J. Electron. Mater 26 1140(1997). H. Hou, H. Chui, B. Hammons, W. Breiland, and K. Choquete, paper 0L.2, presented at ICMOVPE-8, Cardiff, Wales, June 1996. A. Yoshikawa, M. Kobayashi, and S. Tokita, J. Cryst. Growth 145 68 (1994). S. J. C. Irvine and J. Bajaj, J. Cryst. Growth US 74 (1994). A. J. SpringThorpe and A. Majeed, J. Vac. Sci. Technol. 88 266 (1990). F. G. Boebel, H. Moller, A. Wowchak, B. Hertl, J. Van Hove, L. A. Chow, and P R Chow, J. Vac. Sci. Technol. Bl 1207 (1994). H. Grothe and F. G. Boebel, / Cryst. Growth 111 1010 (1993). Y. M. Houng, M. R. T. Tan, B. W. Liang, S. Y. Wang, L. Yang, and D. E. Mars, J. Cryst. Growth 136 216(1994). D. L. Sato, H. P Lee, J. M. Kuo, and H. C. Kuo, J. Cryst. Growth 164 47 (1996). S. Sudo, Y. Nakano, M. Sudiyama, Y. Shimogaki, H. Komiyama, and K. Toda, Proceedings of the 9th International Conference on InP and Related Compounds (May 1997), pp. 257-260.
References 152. 153. 154. 155. 156. 157. 158. 159. 160. 161. 162. 163. 164. 165. 166. 167. 168. 169. 170. 171. 172. 173. 174. 175. 176. 177. 178. 179. 180. 181. 182. 183. 184. 185. 186.
389
I. Kamiya, D. E. Aspnes, H. Tanaka, L. T. Florez, J. P. Harbison, and R. Bhat, J. Vac. Sci. Technol. BIO \7\6 (1992). T. Nishida, K. Uwai, Y. Kobayashi, and N. Kobayashi, Jpn. J. AppL Phys. 34 6326 (1995). G. Paulsson, K. Deppert, S. Jeppesen, J. Jonsson, L. Samuelson, and P. Schmidt, J. Cryst. Growth 111 115(1991). K. D.Deppert, J. Jonsson, and L. Samuelson. Appl. Phys. Lett. 61 1558 (1992). K. Ploska et al., / Cryst. Growth 145 44 (1994). J. Zhang, A. K. Lees, A. G. Taylor, D. Raisbeck, N. Shukla, J. M. Fernandez, B. A. Joyce, and M. E. Pemble, J. Cryst. Growth 164 40 (1996). M. Zorn, J. Jonsson, A. Krost, W. Richter, J. T. Zettler, K. Ploska, and F. Reinhardt, J. Cryst. Growth 145 53 {[994). P. Kurpas, J. Jonsson, W. Richter, D. Gutsche, M. Pristovsek, and M. Zorn, J. Cryst. Growth 145 36(1994). P. Kurpas, A. Rumberg, M. Weyers, K. Knorr, T. Bergunde, M. Sato, and W. Richter, J. Cryst. Growth 170 203 (1997). N. Kobayashi, T. Makimoto, Y. Yamauchi, and Y. Horikoshi, J. Cryst. Growth 107 62 (1991). Y. Kobayashi and N. Kobayashi, / Electron. Mater 25 691 (1996). J. S. Lue, J. R Geisz, J. M. Olson, and M. C. Wu, J. Cryst. Growth 174 558 (1997). T. C. Hsu, G. B. Stringfellow, J. H. Kim, and T. Y. Seong, J. Appl. Phys. 83 3350 (1998). Y. Kobayashi and N. Kobayashi, Jpn. J. Appl. Phys. 30 L319 (1991). Y. Kobayashi and N. Kobayashi, Jpn. J. AppL Phys. 31 LI263 (1992). Y. Kobayashi and N. Kobayashi, Jpn. J. Appl. Phys. 128 L2073 (1991). Y. Kobayashi and N. Kobayashi, J. Cryst. Growth 145 17 (1994). N. Kobayashi, / Cryst. Growth 145 1 (1994). Y. Kobayashi and N. Kobayashi, Thin Solid Films 225 32 (1993). H. Yanagisawa, T. Tanaka, and S. Minagawa, J. Cryst. Growth 145 12 (1994). Y. Kobayashi and N. Kobayashi, J. Cryst. Growth 124 525 (1992). Y. Kobayashi and N. Kobayashi, Jpn. J. Appl. Phys. 33 2463 (1994). J. P. Duchemin, J. P. Hirtz, M. Razeghi, M. Bonnet, and S. D. Hersee, J. Cryst. Growth 55 64(1981). K. L. Fry, C. P Kuo, C. A. Larsen, R. M. Cohen, G. B. Stringfellow, and A. Melas, J Electron. Mater 15 91 (1986). J. Knauf, D. Schmitz, G. Strauch, H. Jurgensen, M. Heyen, and A. Melas, J. Cryst. Growth 93 34(1988). J. Komeno,7. Cryst. Growth 145 468 (1994) R. Beccard, G. Lengding, D. Schmitz, Y. Gigase, and H. Jurgensen, J. Cryst. Growth 170 97(1997). C. P Kuo, R. M. Cohen, K. L. Fry, and G. B. Stringfellow, J. Electron. Mater 14 231 (1985). G. B. Stringfellow, in Semiconductors and Semimetals, Vol. 22A, ed. W. T. Tsang (Academic Press, Orlando, 1985), p. 234. D. J. Cole-Hamilton, J. Cryst. Growth 68 xi (1984). E. Johnson, R. Tsui, D. Convey, N. Mellen, and J. Curless, / Cryst. Growth 68 497 (1984). K. L. Hess and R. J. Riccio, J. Cryst. Growth 11 95 (1986). R. L. Messham and W. K. Tucker, J. Cryst. Growth 77 101 (1986). L. M.F. Kaufmann, M. Heuken, R. Tilders, K. Heime, H. Jurgensen, and M. Heyen, J. Cryst. Growth 93 219 {\9^%). W. E. Hoke and P J. Lemonias, Appl. Phys. Lett. 48 1669 (1986).
This Page Intentionally Left Blank
8
Specific Materials
The discussion in this chapter will cover a broad range of materials, including oxides and metals as well as semiconductors. However, it will concentrate on a discussion of the optimum growth processes for individual III/V and 11/VI semiconductor materials. Of necessity, this discussion will concentrate on the empirical optimization of individual materials for specific device applications. However, whenever possible the results will be considered in terms of the basic thermodynamic, kinetic, and mass-transport aspects of the OMVPE process and the characteristics of specific precursors as described in previous chapters. This will provide further insight into the basic OMVPE process and allow an in-depth assessment of the most suitable process parameters and precursor combinations for specific device applications in terms of fundamental strengths and limitations rather than in terms of the current state of the art, which is progressing continuously for most materials. The specific materials characteristics desired are closely linked to the ultimate device application. For optoelectronic devices such as detectors, solar cells, light-emitting diodes (LEDs), and lasers, the minority carrier Ufetime is perhaps the chief concern. Thus, the elimination or minimization of nonradiative recombination centers is of paramount importance. The presence of shallow donor and/or acceptor levels at sub-10^^ cm~^ concentrations is of much less significance. On the other hand, for electronic switching devices such as fieldeffect transistors (FETs) and high electron mobility FETs (HEMTs), the absolute maximum velocity must be squeezed out of the electrons; thus, residual donor and acceptor impurities are of primary concern, since they act as scattering centers. 391
392
8 Specific Materials
Deep levels are also important because they produce undesirable switching delays owing to the time required to fill traps during movement of the Fermi level in the band gap. Bipolar transistors are extremely demanding devices: both electron mobility and minority carrier lifetime are important. The organization of this chapter will be according to specific materials. The most research has been performed on GaAs and AlGaAs, which will be described in the first two sections. Then the In-containing semiconductors InP, GalnAs, and related alloys will be discussed individually. Discussions of the other III/V materials will be grouped into P and As/P materials, emphasizing materials for high-band-gap applications, Sb-containing alloys, emphasizing the small-bandgap III/V semiconductors, and the N-containing III/V semiconductors, mainly for blue-emitting devices. Following these sections, the discussion of 11/VI semiconductors will be divided into separate sections on the high-band-gap materials, typically involving S and Se, and the small-band-gap materials, notably HgCdTe and similar alloys. The final section devoted to semiconductor materials deals briefly with Si and Si/Ge alloys, emphasizing mainly CBE growth. The final section is devoted to nonsemiconductor materials—namely, oxides, metals, and nitride insulators. These materials are extremely important for many applications. Since the emphasis here has been on semiconductor materials, of particular interest is the use of these materials for the dielectrics and metals used in devices and integrated circuits. Most often the materials used in these applications are not single-crystalline. Oxides for high-temperature superconductors are also discussed briefly.
8.1
GaAs
Many papers have dealt with the optimization of growth parameters for GaAs. To make this discussion as clear as possible, it will be subdivided into individual sections dealing with the optimization of each of several of the major growth parameters: temperature, V/III ratio, deposition rate, substrate orientation, source molecules, carrier gas, and other considerations. No effort will be made to include a discussion of all effects reported in the literature. The objective of this chapter is to present a widely accepted set of growth parameters likely to yield the bestquality material for a particular application. We begin by considering the effect of growth temperature on the properties of GaAs.
8.1.1 Growth Temperature The effect of substrate temperature during growth is different for different combinations of source materials. Consider first the most widely used combination,
8.1
GaAs
393
TMGa and ASH3. The highest-purity material is generally obtained at relatively low growth temperatures, in the range from 600° to 650°C. This routinely yields 77°K electron mobilities of greater than 100,000 cm^/Vs [1, 2, 3]. The highest 77° K mobility reported using TMGa is 152,000 cm-/Vs [3], for growth at a temperature of 630° C. Dapkus et al. [1] showed that the concentrations of both residual donors and acceptors increase with increasing temperature, especially at temperatures above 700°C, as seen in Figure 8.1. The dominant acceptor has been identified as carbon using low-temperature photoluminescence (PL) spectroscopy. The reason for the increase in carbon concentration with increasing temperature is not really known. The carbon contamination is thought to be due to surface reactions of GaCH^ to form GaCH2 that reacts with surface Ga atoms, most probably at a step edge, to produce C on an As site [4]. The temperature dependence of carbon incorporation is related to the temperature dependencies of the relative rates of H loss and the addition of H to CH3 to produce CH4 that is rapidly desorbed. As discussed later, the carbon concentration also increases at low temperatures of < 600° C. The temperature dependence of residual donor incorporation seen in Figure 8.1 is suggestive of either Si or Ge doping, both of which are expected to increase 10 16 _
700
750
600
650 1
1 • - N Q + NA
O-Np fl-N^
< «
i«15
ce
2
10 14 0.95
1.00
1.05
J
L
1.10
J
1.15
L
1.20
1000/T{K-1)
Figure 8.1. Dependence of residual donor (A^,^), acceptor (A^^), and total impurity (A^^ + A^A) concentrations upon growth temperature. (After Dapkus et al. [1], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
394
8
Specific Materials
with increasing temperature because of the thermally activated pyrolysis process that limits dopant incorporation, as discussed in Chapter 2. GaAs grown using TEGa and ASH3 has less carbon contamination. Shastry et al. [5] and Razeghi et al. [6] have reported 77°K electron mobilities of 210,000 cm^/Vs. The acceptor level was observed to be virtually independent of the substrate temperature during growth [5]. Chen et al. [7] report an increase in carbon incorporation with increasing growth temperature for a low-pressure system.
8.1.2 Input V/lll Ratio The input V/III ratio, normally referred to as simply the V/III ratio, has a major effect on the incorporation of residual impurities. Because only the group V elements are volatile at normal growth temperatures, the V/III ratio is typically > 3 . At V/III ratios of unity and below, two solid phases exist, as shown in the phase diagram of Figure 2.10. This results in extremely poor surface morphologies, consisting of whisker-shaped crystals extending far above the surface, with a Ga droplet at the end of each whisker. As discussed in Chapter 2, the use of the input V/III ratio to vary the actual V/III ratio at the solid/vapor interface requires caution. A change in the input group III flow rate results in absolutely no change in the true V/III ratio at the interface when the input V/III ratio is much greater than unity. Only the growth rate is varied. The V/III ratio at the interface increases as the square of the input group V flow rate (Eq. [2.51]). The effect of changing the input group V flow rate is shown in Figure 8.2. Kushibe et al. [8] also report the carbon doping to be inversely proportional to the input ASH3 partial pressure and to increase with increasing growth rate. At low values of the V/III ratio, the GaAs is typically p-type with high carbon concentrations dominating the electrical properties. This topic was discussed in Chapter 2 but will be reviewed briefly here. As the V/III ratio is increased, the carbon concentration decreases, partly because of a decrease in the number of As vacancies on which C can be incorporated and partly because of an increase in the concentration of available H on the surface (from the products of heterogeneous ASH3 pyrolysis in this case). The H reacts with adsorbed CH^ to produce CH4, which rapidly desorbs. At a critical value of the V/III ratio, the material becomes semi-insulating owing to nearly exact compensation of the carbon acceptors by donors with a concentration that rises with increasing ASH3 flow rate. The donors were identified as being group IV elements from the temperature dependence of incorporation. As discussed in Section 2.4.3, Si and Ge incorporation should be independent of the V/III ratio when the partial pressure of the dopant is held constant. However, a study by Low et al. [9] identified the donor as Ge, which is an impurity
8.1
GaAs
395
5
10
50
100
C ASH3] / C T M G l
Figure 8.2. Dependencies of n, p, N^, N^^, N^y + A^^ on the ratio of the input molar flow rates of ASH3 and TMGa, the V/III ratio. (After Nakanisi [15], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
in the ASH3. Thus, the dependence on the V/III ratio is simply due to an increase in the GeH4 concentration at higher ASH3 flow rates. The distribution coefficient is indeed approximately constant. For GaAs grown using TEGa and ASH3, the carbon concentration is low, and the electrical properties are much less dependent on the V/III ratio [5]. Another effect of the V/III ratio, especially important for the minority carrier lifetime, is a change in the incorporation of deep levels. The electron trap with a depth of approximately 0.8 eV, commonly termed EL2, is always present in OMVPE-grown material. It is virtually absent in materials grown by LPE. The large difference is simply due to the difference in stoichiometry. As we discussed in Section 2.2.1, LPE growth produces GaAs on the extreme Ga-rich side of the region of permissible nonstoichiometry. Because OMVPE occurs at extremely high V/III ratios at the interface, the solid is much more As-rich, approaching the As-rich side of the solidus region. EL2 is thought to be a family of complex defects, all associated with As antisite defects, that occur only in As-rich GaAs. Fujisaki et al. [10] performed very accurate lattice constant measurements in addition to the DLTS (deep-level transient spectroscopy) measurements that are most commonly used to detect the deep electron traps. They found that the lattice
396
8
Specific Materials
constant increased with increasing As in the solid, opposite to the expectation that AS(3^ would shrink the lattice. Since the EL2 concentration also increased with increasing As in the solid, they interpreted their results as indicating that EL2 is due to As interstitials. They reported that the EL2 level increases as the square of the input V/III ratio, as suggested by Equation (2.51).
8.1.3 Substrate Orientation As discussed in Chapter 7, Kuech and Veuhoff [11] found a pronounced effect of substrate orientation on carbon incorporation that they attributed to the increased affinity of CH3 radicals for electron-rich As surfaces. Just the opposite result was obtained by van de Ven et al. [12], although the high background doping levels may have obscured the intrinsic effects due to carbon. Lum et al. [13], using •^C-tagged TMAs to trace the carbon doping level, found no carbon incorporation for (lll)As-oriented substrates. Tamamura et al. [14] also saw a much reduced carbon incorporation for (311)B surfaces. These effects are somewhat academic, since (100) substrates yield the best surface morphologies and can be cleaved to produce orthogonal facets oriented perpendicular to the surface, which is important for injection lasers and convenient for other devices. Perhaps more significant is the effect of misorienting the substrate by a few degrees from the (100) orientation. This is widely used to produce the optimum surface morphologies for essentially all III/V semiconductors, including GaAs. The general effects on dopant incorporation were introduced briefly in Section 3.5.1. Nakanisi [15] reported lower electron concentrations with increased angle of misorientation for both undoped and S-doped GaAs. Contrasting results were obtained by van de Ven et al. [12], who reported a significant increase in mobility as well as the net carrier concentration due to a decrease in the carbon acceptor concentration as the misorientation was increased from 0° to 4°. The latter results are in agreement with the '"^C incorporation studies of Lum et al. [13] and the more recent systematic studies of Kondo and Tanahashi [16]. The hole and carbon concentrations are shown versus misorientation angle in the orthogonal {110} directions in Figure 8.3. A postulated mechanism is related to the velocity of the steps on the surface at which atoms are incorporated during growth [12]. For small misorientations, the number of steps is small, resulting in a large velocity. The rapidly moving steps "trap" carbon before it can interact with atomic H. The trapped CH3 radical is suggested to form a second bond to an adjacent Ga, leading to release of the H atoms and incorporation of the carbon atom into the solid. Increasing the misorientation leads to an increase in the number of steps on the surface. Thus, at a fixed growth rate, their velocity is smaller. This leads to an increased time for interaction of CH3 adsorbed to a Ga at a step with AsH, producing CH4. This^also qualitatively accounts for the similar behavior observed for [110]- and [TlO]-
8.1
397
GaAs 10'
?. 10^
10'
10 o X
|-(111)
10
60
/.
[OlT] —
(711)
P11)
(411)
l\ . f l / 40 20
0
20
Offset angle (degrees)
40
60
- ^ [011]
Figure 8.3. Dependence of hole or carbon concentration on orientation for GaAs. Square symbols represent results on poor surface morphology. (After Kondo and Tanahashi [16], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
oriented steps, seen in Figure 8.3. van de Ven et al. observed that only one carbon atom is incorporated per 5 X 10^ Ga atoms incorporated. An alternate explanation is related to the rate of production of atomic H on the surface from the pyrolysis of ASH3 [16]. The presence of surface steps and kinks is postulated to increase the ASH3 pyrolysis rate and, hence, the local production of H and AsH species on the surface that react with CH3 to produce CH4. This will, of course, reduce the rate of carbon incorporation into the solid. An abrupt increase in C doping is observed for the (311)A substrate orientation. High carbon doping for this orientation has also been observed for AlGaAs [16] and GalnAs [17]. The simplest picture of this orientation, neglecting reconstruction, suggests that it has the highest step density [18]. Using the arguments articulated earlier, this would give the highest ASH3 local pyrolysis rate and a minimal amount of C doping. Since this outcome is contrary to the experimental results, one is left with ad hoc explanations. One possibility is that a sudden difference in reconstruction occurs in moving from (411)A to (311)A, resulting in formation of a stable structure, without steps. Also notable is the extremely small carbon incorporation for (311)B orientations. In Figure 8.4, the temperature dependence of carbon incorporation for GaAs is seen, as discussed later, to be a U-shaped function for both (100) and (311)A substrates, with increasing values at temperatures below 600°C and above 700°C. As this discussion makes clear, a complete understanding of the residual carbon
8
398
Specific Materials
Growth temperature (°C) 10
20 720 690
660 -1
• GaAs r (3ii)A
C
630 1
600
570
1
A
J
PA,H, = 5.5 P a / ' ^ J
' o AIGaAs
r^^^ ^.cT
A\ / /
\
o 1 (100)^^,,^
10 r
10
(411 )A
^
PoPl1)B
(3l1)A^^^y^^^
J
:
(0
O
10
16
[•-.,000)
1.00 1.05 1.10 1.15 1.20 Reciprocal growth temperature ( x 10'"^ K'^)
Figure 8.4. Arrhenius plot of carbon concentration versus growth temperature for GaAs ( • ) and Al(j33GaQ^gAs (O). (After Kondo and T; with permission from Elsevier Science.)
doping processes remains elusive. The processes are obviously extremely complex. They certainly involve the kinetics of various surface reactions, which are, in turn, highly influenced by the nature of the surface. Various ad hoc theories have been developed. However, the data necessary to formulate compelling models are lacking. For example, we know that surface features, including steps and kinks, affect the pyrolysis of ASH3, but actual experimental studies of these phenomena are lacking. The strong effect of substrate (mis)orientation indicates that the features of the surface affect the carbon incorporation process. However, at this time, we have no experimental data relating the presence of various species on either the surface reconstruction or the step structure. These same problems also hinder our understanding of intentional doping processes.
8.1.4 Source Materials Bhat et al. [19] showed clearly that lower carbon concentrations could be obtained for GaAs grown using TEGa, as compared with material grown using TMGa. This was consistent with the excellent early 77° K mobilities reported by Seki et al. [20] using TEGa and the more recent high electron mobilities reported by Shastry et al. [5] and Razeghi et al. [6]: GaAs with 77°K mobilities of 210,000 cm^/Vs has been obtained for 10- to 12-/xm-thick layers. These are among the highest mobilities ever reported for GaAs grown by any technique. The reduction in carbon contamination is attributed to the TEGa pyrolysis mechanism, discussed in Chapter 5. In atmospheric-pressure and conventional lowpressure reactors, the TEGa pyrolyzes mainly homogeneously by theyS-elimination
8.1
GaAs
399
reaction, producing GaH(C2H5)2. Subsequent steps may even produce GaH^ on the GaAs surface. Naturally, this will lead to reduced carbon incorporation. Depending on the growth conditions, some TEGa pyrolysis may also occur heterogeneously on the surface producing C2H5 radicals. These are much less likely to produce carbon in the solid than the CH3 radicals produced during pyrolysis ofTMGa. In OMMBE reactors, the use ofTMGa and precracked ASH3 leads to enormous carbon doping levels of up to 10^^ c m " \ TEGa gives much lower doping levels, but carbon concentrations are still well above levels produced using TEGa and ASH3 in conventional OMVPE reactors. This is due to the absence of collisions in the vapor. The TEGa does not pyrolyze before reaching the surface. Once on the surface, the unfilled p orbital presumably attracts electrons from the As sites to which it adsorbs. This retards the ^-elimination reaction, as discussed in Chapter 5. Thus, the pyrolysis is believed to proceed by the radical mechanism [21], which is less energetically favorable for homogeneous pyrolysis [22]. Apparently adsorbed ethyl radicals lead to some carbon incorporation, presumably by a mechanism analogous to that for CH3 pyrolysis at a surface step. As mentioned in Chapter 4, Ga precursors using other ligands that are even less likely to produce carbon, such as propyl, tertiarybutyl, and neopentyl, have been developed. In particular, TIPGa has been successfully used for the CBE growth of GaAs with residual carbon levels comparable to those produced by OMVPE and MBE [23]. The use of TTBGa gave very low growth rates, which was attributed to steric hindrance of the formation of an sp^, tetrahedral configuration for the chemisorbed TTBGa due to the presence of three bulky tertiarybutyl radicals on the molecule. This was postulated to increase the desorption rate of TTBGa, thus markedly decreasing the growth rate. For many years during the development of OMVPE, the group V source giving the highest-purity GaAs was ASH3. As discussed in Chapter 4, growth using alternate, less hazardous organometallic sources has now matched, and even exceeded, the purity levels produced using ASH3 [24]. Liquid nitrogen mobilities as high as 160,000 cm^/Vs have been obtained using TEGa and TBAs, as compared with the highest values obtained in the same reactor under similar conditions of 130,000 cm^/Vs using TEGa and ASH3. TBAs is now becoming accepted for routine use in production-scale operations [25, 26]. The sources without H atoms attached to the As, such as TMAs and TEAs, give demonstrably higher carbon concentrations, as discussed in Chapter 4. DEAs seems to introduce no additional carbon, but a definitive determination must await higher-purity source materials.
8.1.5 Total Reactor Pressure The effect of reducing the total pressure in the reactor on the purity of the resulting GaAs is not completely clear. A reduction of pressure from 760 to 70 Torr using TMGa and ASH3 has been reported [1, 27] to produce a slight increase in mobility.
400
8
Specific Materials
Tsub^eSCC V/lll=75 F.R.= 3 0 0 seem
2 O
^< K 2 UJ
u
2 O
o Q:
UJ
QZ
< I0'3 /O''
/O'
iO''
OPERAT/NG PRESSURE
10'
10''
(Torr)
Figure 8.5. Net carrier concentration and 77°K Hall mobility versus operating pressure for epitaxial layers grown at 650°C, [AsH^j/CTMGa] - 75. (After Takagishi and Mori [27].)
This is seen in Figure 8.5, taken from the paper by Takagishi and Mori [27], to continue to pressures of approximately 20 Torr. At lower pressures the carbon concentration increases, also seen in Figure 8.5, until in the molecular-flow regime, where no gas-phase interactions occur, the carbon concentration is enormous. As discussed in Chapter 7, under these conditions, precracking of the ASH3 is required to achieve growth at all. As discussed in Section 5.3.2.5, the pyrolysis of TBAs is rapid. It would seem to be an ideal source for OMMBE if it could be used without precracking, since it would be expected to release highly reactive AsH and/or ASH2 radicals on the surface to reduce the level of carbon contamination. Unfortunately, as discussed in Chapter 4, precracking of the TBAs is, in fact, required for CBE growth. However, the even more labile precursor trisdimethylaminoarsenic (TDMAAs) can be used for the CBE growth of GaAs without precracking. Much lower carbon contamination levels are obtained, presumably due to the alkyl radical scavenging effect of the dimethylamino radicals on the surface, although the actual mechanism may be more complex [28]. The use of TEGa normally requires the use of reactor pressures of 76 Torr and below to avoid homogeneous gas-phase reactions with ASH3 that deplete the nutrients from the vapor before they reach the substrate. The effect of total pressure on impurity incorporation using this precursor is apparently slight until the molecular-flow regime, where additional carbon is introduced, as discussed in Section 8.1.4. The use of TIPGa yields lower carbon levels.
8.1
401
GaAs
8.1.6 Intentional Doping A wide range of dopants for producing n- and p-type as well as semi-insulating GaAs has been explored. The behavior of a number of these dopants is summarized in Table 8.1. Only the most widely used dopants will be discussed. The n-type dopants for III/V semiconductors are either group IV elements C, Si, Ge, or Sn substituted on the group III sublattice or group VI elements such as S, Se, or Te substituted on the group V sublattice. The first group IV source studied systematically was the most commonly available, SiH4. The chemistry of SiH4 doping was summarized in Chapter 2. Briefly, the distribution coefficient is typically low and increases with increasing temperature, indicating that the SiH4 pyrolysis rate limits incorporation. Since Si is nonvolatile, the distribution coefficient decreases with increasing growth rate and is independent of the V/III ratio. On this basis, Veuhoff et al. [29] proposed that disilane (Si2H6) would be a much better precursor molecule. Indeed, the distribution coefficient was found to be nearly unity (0.5) and temperature-independent for a total reactor pressure of 77 Torr. Shimazu et al. [30] reported a thermally activated doping process for temperatures below 700° C at a reactor pressure of 100 Torr. The temperature range exhibiting an Arrhenius temperature dependence was found to increase as the pressure was reduced, until at 1 Torr the distribution coefficient was found to be strongly temperature dependent for all temperatures Table 8.1
Summary of intentional dopants ir1 GaAs and AlGaAs and the effectsof increasing temperature (T-Up), V/III ratio (V/III-Up), and growth rate (G-Up) on the distribution coefficient
Host
Dopant Donors: SiH^ Si,H, Si,H, TESn TMSn H.S H2Se DETe Acceptors: DEZn DMZn DEBe Cp.Mg Carbon
GaAs GaAs GaAs GaAs GaAs GaAs GaAs GaAs & AlGaAs GaAs GaAs GaAs GaAs GaAs
G-Up
X' vs. x"
Pressure (Torr)
Reference(s)
=> =>
u
tr
u
=> U li li
Linear Linear Linear Linear Linear Linear Superlinear Sublinear
1-760 76 1-10 760 80 35-760 50 76
29,384-388 29, 388 30 389 390 391-393 393 35
u
1T
7 Linear Superlinear Superlinear
50 50-760 760 760 All
394 392,394 395 38 41,42
T-Up
1T =>
V/IIIUp
tr
=» 11
u
li
\i =>
=>
IT
Ji
tr
=>
Note: Summary of symbols used: IT, =^, and U- indicate that the distribution coefficient increases, remains constant, and decreases, respectively, as the specified parameter increases.
402
8
Specific Materials
below 800° C. This is consistent with the basic premise, discussed in the last chapter, that the role of reaction kinetics increases at low reactor pressures and low temperatures. Disilane appears to be an excellent dopant as long as no oxygen and water are present in the reactor. They react with silane, and presumably disilane, producing poor surface morphologies and optical properties [31-33]. A major advantage of using Si as a donor is the absence of any memory effects. The group VI precursors H2Se and DETe are known to adsorb to walls, preventing the growth of structures with extremely abrupt doping profiles [34, 35]. Another disadvantage of the group VI dopants is the temperature dependence of the distribution coefficients, which prevents the growth of highly uniform layers if a temperature gradient exists across the susceptor, even when the growth rate is uniform. Tin is also an effective n-type dopant in III/V semiconductors, since it resides nearly entirely on the group III sublattice and has a low diffusion coefficient in the solid. Tetraethyltin (TESn) has been used as an effective dopant in InSb [36]. The most widely used p dopant in III/V semiconductors is Zn. One problem associated with the use of the common precursors DMZn and DEZn are the high vapor pressures. For this reason, the adduct precursors described in Chapter 4 are potentially more useful. However, Zn has the additional disadvantage that it may diffuse at very high doping levels. As described in Chapter 10, the device most sensitive to this problem is the heterojunction bipolar transistor. For this reason, a number of other dopants have been explored. Good success has been obtained using the Mg precursors Cp2Mg, methylcyclopentadienylmagnesium ((MeCp)2Mg), and ethylcyclopentadienylmagnesium ((EtCp)2Mg) [37]. The vapor pressure of (EtCp)2Mg is the lowest, which makes control of the doping level simpler in many cases. In addition, Mg diffusion is much slower than for Zn. However, the incorporation of Mg into the solid using Cp2Mg is found to be a superUnear function of gas-phase composition, which makes control extremely difficult [38, 39]. In addition, Mg, like Si and Al, is extremely reactive with oxygen, so the system must be free of these contaminants for the growth of highquality p-type material using Mg. An exciting development is the use of carbon, a major contaminant for the growth of high-purity materials, as an intentional acceptor dopant. Carbon has the advantage of being much less mobile than Zn. In addition, it can be incorporated to much higher levels and the precursors are less subject to memory effects due to adsorption on walls. Carbon doping is particularly easy for CBE. In fact, the C from TMGa can be controlled to give the desired doping. Weyers et al. [40] demonstrated controlled carbon doping in the range from 10'"^ to 10'^ cm""^ in a CBE system using ASH3, TMGa, and TEGa as precursors. Since the CH3 radicals from TMGa give rise to the carbon doping, the TMGa/TEGa ratio is used to control the p-type doping level. Kuech et al. [41] demonstrated controlled carbon doping
8.1
GaAs
403
in the range from 10'^ to 10'"^ cm^"^ in a conventional low-pressure (76-Torr) reactor. TMAs was the source of the carbon, with the doping level controlled by the relative concentrations of TMAs and ASH3. The doping level was found to decrease by a factor of 100 when the temperature was increased from 600° to 650°C. Konagi et al. [42] used an OMMBE system with essentially all hydrogen eliminated by using elemental As and a He carrier gas for the TMGa. This has resulted in very high doping levels (1.1 X 10^^ cm""^) and low resistivities (2.3 X 10"^"^ ohm-cm). They also observed a sharp increase in carbon doping at lower temperatures. The highest doping levels were obtained at 450° C. Carbon doping during OMVPE growth can also be obtained using the halomethane sources CH^X4_^ where X = CI, Br, or I [43, 44]. The doping level was found to be a linear function of the precursor concentration in the vapor. The carbon concentration for a fixed concentration in the vapor is shown plotted versus the V/III ratio in Figure 8.6 for several temperatures. Data are shown for the two precursors CCI4 and CHCI3. As already discussed, the use of high V/III ratios results in less carbon incorporation. In contrast to the incorporation of residual carbon, the carbon doping using these source molecules decreases markedly with increasing temperature. The carbon incorporation mechanism involves two competing processes, loss of ligands leading to carbon incorporation into the solid and desorption of the precursor or intermediates prior to incorporation. The observed temperature dependence appears to indicate that the change in the desorption rate dominates in the temperature range studied. Of course, an additional factor is the increased production of H and AsH^ species on the surface with increasing temperature. Xcarl-OxlO-^ XcHa3=3.7x10-= • eOO'C a 600*C * eSCC A 650'C 0 700<*C • 700*C • 750*0 o 750''C
1020
r
Xcarr 7.0x10"' Xc„8o=5.2x10-5 • SOO'C a eocc A eso'c A 650°C 700*'C 0 700*0 . 750''C 0 750*C
« •
10^^
•-^^^
•
6. 10^«
^B
».
10^5 «
50 60 70 80 90 4 « 2
V/lll Ratio
-
0,
^^^^^^ ""• _
lO^s
30
~^A
0 ,•^-^^T"'""'---,
10^^
b
_^—^
—^
30
40
50
60
1
1
70 8 0
,
1
90,Q2
V/III Ratio
Figure 8.6. Dependence of carbon concentration on V/III ratio at various growth temperatures for (a) CCI4 and CHCl, and (b) CBr^ and CHBr^. (After Buchan et al. [43], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
404
8 10^'
1
10''
XCHX
V
10"
3 '0 I
1
T=600'»C V/IIN50
1 CBr,
1
r
10-2
A
= 1 x 1 01-5 -'
10-^
\^
CHBr,
17
A
\\CHjCl2 CHJI^TOT
CH4-
0
,0-6 I 10-7
I 10'* 10'^
-
c
c in 10"^ c g
• CHClj
10^6
r
Specific Materials
t
10 -8 20 40 60 80 100 120 Avg Bond Strength (kcal/mol)
Figure 8.7. Carbon incorporation and its incorporation efficiency relative to Ga, displayed as a function of the average bond strength in the halomethane molecule. (After Buchan et al. [43], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
As seen in Fig. 8.6, the Br precursors give higher C doping levels. A good correlation is observed between the incorporation efficiency and the average bond strength in the dopant molecule, as seen in Figure 8.7. Obviously, this is related to the rate of the heterogeneous pyrolysis process producing C in the solid. Stillman and coworkers obtained C doping levels as high as 10-^^ cm""^ in GaAs using CCI4 [45]. The strong dependence of carbon doping on substrate orientation, described earlier, allows the growth of novel structures such as the lateral p/n junction for growth on patterned substrates. By co-doping AlGaAs with Si and C, p regions are produced on the (100) regions of the surface and n-type layers on the inclined (411)A and (411)B sidewalls [16].
8.1.7 Uniformity and Reproducibility In recent years a major effort has been devoted to the development of large-scale reactors for commercial production processes. The first approach was the use of barrel reactors, similar to large-scale Si epitaxial growth reactors. Ikeda et al. [46] report results for a modest-sized (six 2" substrates) atmospheric-pressure barrel reactor with revolution of the susceptor at 3 rpm to improve uniformity. At the optimum growth conditions, they obtained a ±5% uniformity in thickness and a similar doping uniformity using HjS as the dopant. The run-to-run reproducibility was reportedly similar. Komeno and coworkers [47] report the best results to date for a small barrel reactor holding six 3" wafers per run. At a pressure of 50 Torr, the uniformities in both thickness and doping level were 2% or better. Hayafuji et al. [48] used a larger barrel reactor, with a capacity of twenty 3" wafers per run, at a pressure of 130 Torr with a susceptor rotation rate of 5 rpm. They reported a
8.1
GaAs
405
7.7% thickness uniformity and a 24% doping uniformity for 2" wafers using HJSQ as the n dopant. Gersten et al. [49] report results for a similar but larger reactor with a capacity of 1,080 cm- per run. The vertical, three-tiered barrel susceptor, holding 90 2.5 X 4.5 cm- wafers, gave a 10% thickness uniformity over most of the area and a 10% doping uniformity along the direction of gas flow. They also used the reactor to grow AlGaAs with a variation in Al content of less than 3%. The other popular configuration for medium- to large-scale reactors is the horizontal geometry. Landgren et al. [50] designed a large horizontal reactor 45 cm long and 8 cm in diameter with a rectangular insert 1.25 X 6.8 cm^. The design is hydrodynamically sophisticated in many of the areas discussed in Chapters 6 and 7, with smoothly tapered inlet and outlet regions and a diffuser element to avoid jet formation. The atmospheric-pressure reactor has a susceptor angled at 9° to compensate for gas-phase depletion. The gas-handling system is also special. It uses the normal vent/run configuration with pressure balancing. Specially fabricated three-way switching valves were used with very small nonpurged volumes, approximately 10X lower than the values for commercial valves. A high gas-flow velocity of 35 cm/s, about 5X larger than the standard for atmospheric-pressure reactors, was also used. This yields a transit time of only 0.3 s. Simple calculations indicate that this should give interfaces abrupt to within 0.1-1 A. The resultant thickness uniformity was reported to be ±5% over a 2" wafer in the direction of gas flow. The lateral uniformity was not as good. A practical solution to the nonuniformity problem that is nearly mandatory in large-scale horizontal reactors is substrate rotation. Okamoto et al. [51] used this approach for a single 3" wafer in a low-pressure reactor. They obtained thickness uniformities of ±2.6% and doping uniformities of ±3.5%. Tanaka et al. [52] were the first to use planetary rotation of the substrate wafers with each individual substrate rotating at 20 rpm and the entire susceptor revolving at 8 rpm. In a horizontal, atmospheric-pressure reactor, using TMGa, TMAl, ASH3, and disilane (the n dopant) at a temperature of 660° C, they reported thickness nonuniformities of ±2% on a wafer and doping nonuniformities of ±1.5% for a system containing three 2" diameter wafers. They reported that these results were comparable to those obtained on MBE wafers in the same laboratory. This is extremely significant, since Fujitsu is generally regarded as a leading laboratory for production of HEMT devices. The variation of threshold voltage for HEMT devices was reported to be as small as 23 meV over an entire 2" wafer. Frijlink [53] developed a more elaborate reactor, initially capable of handling seven 2" or five 3" wafers that rotate in planetary motion. Impressive uniformities of thickness and doping level of ± 1% were reported as well as abrupt transitions, yielding excellent-quality quantum wells. This approach led to the commercial Aixtron reactors, described in Chapter 7, with capacities as large as ninety-five 2" wafers. Another major manufacturer of large-scale commercial reactors is EMCORE.
406
8
Specific Materials
As described in Chapter 7, their approach is to use a very rapid (1,000 rpm) rotation of the susceptor to produce high levels of growth rate and compositional uniformity.
8.2
AIGaAs
AlGaAs has proven to be a very much more difficult material to grow by OMVPE than GaAs. The simple reason is the reactivity of Ai, which forms strong bonds with both carbon and oxygen. Thus, problems that are nonexistent or are solved automatically for LPE growth of AIGaAs initially presented enormous difficulties for OMVPE. Much of the discussion in this section will revolve around this central problem. First, however, the discussion will turn to the properties of the host material. The mole fraction of AlAs in the solid, x in the formula Al.Ga,_,As, is a linear function of the Al/(total group III) ratio in the vapor with a distribution coefficient of nearly unity. As discussed in Section 2.4.1, this is simply because essentially all of the group III atoms reaching the solid/vapor interface are incorporated into the solid. Both Al and Ga have very low vapor pressures over AIGaAs at normal growth temperatures. Thus, the solid composition depends only on the relative vapor-phase diffusion coefficients of the Al and Ga species. Mizuta et al. [54] performed a detailed analysis of the deviations from a unity distribution coefficient for AIGaAs growth in a low-pressure (100-Torr) system for various combinations of group III sources: TMGa -H TMAl, TEGa + TEAl, TEGa + TMAl, and TMGa -I- TEAl. The results are shown in Figure 8.8. For the combination of TMAl and TMGa, the apparent distribution coefficient of 2 is simply due to the dimer nature of TMAl in the vapor. The results contrast with the ratio of growth rates of 0.75. For the combination of TMAl and TEGa, the Al distribution coefficient is 1.65, considerably larger than the ratio of growth efficiencies, which was approximately unity. Similarly, the distribution coefficient for the TEGa/TEAl combination of 0.75 is approximately twice as large as the ratio of growth rates for the compounds separately. The results, taken together, lead to the conclusion that the relative TMAl transport is increased when the TMAl is mixed with any Ga alkyl in the gas-handling system before entering the reactor. This was suggested to indicate a reaction in the TMGa/TMAl case, where the (TMAl)2 interacts with TMGa to form TMAl-TMGa and TMAl. The reactions simultaneously increase the Al diffusion coefficient and depress the Ga diffusion coefficient, resulting in the Al distribution coefficient being greater than the ratio of the separate growth rates for GaAs and AlAs. Similar reactions were postulated to explain the results for TEGa -I- TMAL Complicating the interpretation of this data are the alkyl exchange reactions described in Section 5.1.2. TMAl and TEGa will almost certainly exchange radi-
8.2
407
AIGaAs
TEG/TMA
Figure 8.8. Ratio of Al solid composition, x^, to Ga solid composition, 1 - x^, as a function of the ratio of Al to Ga mole fraction in the gas phase during the growth of AIGaAs for three different combinations of source organometallics. The slopes of the plots correspond to the ratio of the distribution coefficient of Al to that of Ga. (After Mizuta et al. [54], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
cals. The extent of TMAl interactions with the other group III alky Is will depend on the reactor configuration and pressure as well as the flow velocities, which may account for slight differences in the Al distribution coefficient observed for different reactors. In addition, both the low AlAs growth efficiency using TEAl and the small Al distribution coefficient in the TEAl/TEGa system may also involve parasitic gasphase reactions, even at a reactor pressure of 100 Ton*. This is consistent with the growth rate studies of Kuech et al. [55] where the AlAs growth rate, using TEAl and ASH3, was found to decrease dramatically as the total reactor pressure was increased from 20 to 76 Ton*. At this point, we turn to a discussion of the effects of growth parameters on the incorporation of residual impurities for AIGaAs. Much of the discussion involves the most popular combination of reactants: TMAl, TMGa, and ASH3.
8.2.1 Growth Temperature The substrate temperature plays a significant role in determining both the residual donor and acceptor levels in AIGaAs. It also has a major effect on the incorporation of oxygen, which acts as both a deep level, producing insulating material, and as a nonradiative center, producing low minority carrier lifetimes and poor PL efficiencies. Let us first consider the problem with oxygen, since it was only after this problem was solved that the problems related to shallow donor and acceptor impurities
408
8 Specific Materials
could be addressed. The first layers of AlGaAs grown in most laboratories in the mid- to late 1970s had poor morphologies, were semi-insulating, and gave little or no PL. Needless to say, they were worthless for device applications. The first clear demonstration that this problem was due to oxygen incorporation came from the '^O tracer studies of Kisker et al. [56]. They showed that as little as 1 ppm of oxygen in the vapor phase resulted in extremely high, >10''^ cm~^, oxygen concentrations in the AlGaAs solid. They also demonstrated the deleterious effect of oxygen incorporation on the PL efficiency of AlGaAs. This extreme sensitivity to oxygen contamination was not seen for GaAs where no detectable '^O was incorporated into the solid even with rather large gas-phase concentrations. The reason is simply that Ga2 0, the species expected to be formed at the surface with low oxygen concentrations, is volatile, while the Al suboxide is much less volatile at ordinary growth temperatures. The first clearly demonstrated solution to this problem was the use of internal gettering. Graphite baffles were found to adsorb TMAl, with subsequent reactions with oxygen from the vapor forming the extremely stable, nonvolatile AI2O3 [57]. The use of baffles was found not to be the ideal solution, since the adsorption and desorption of reactants and dopants on the baffles results in undesirable memory effects [34, 35]. A similar approach was later demonstrated by Kuech et al. [58] using an extremely long, 35-cm, entrance length into the reactor. Reactions between TMAl and oxygen occur in this entrance region, resulting in AI2O3 deposits on the reactor walls. This confirms an earlier technique of growing a high-Al buffer layer before growing the desired structure [59], which also removes residual oxygen and passivates the reactor walls, preventing desorption of water during growth. This method of in situ gettering will be much more effective for atmospheric-pressure growth. As the pressure is decreased, more rapid diffusion, less frequent collisions, and a shorter residence time in the reactor all lead to fewer gas-phase interactions. Terao et al. [60] convincingly demonstrated that it is O2, rather than H2O, that leads to the compensation and low PL efficiency of OMVPE-grown AlGaAs. The explanation is that H2O is more likely than O2 to react with TMAl in the gas phase, which agrees well with our understanding of TMAl, from Chapter 4—that is, that the empty p orbital is extremely electrophilic. Thus, it can attach to the O in H2O, with its lone-pair electrons, forming a stable adduct. The TMAI-H2O complex apparently decomposes to produce a wall deposit upstream from the susceptor. In this case the wall deposit is highly desirable, even though it is observed to slightly deplete the Al nutrient from the vapor phase. External methods have also been successfully used to remove oxygen from the vapor. Typically, the H2 carrier gas is purified by diffusion through a heated Pd membrane. Both molecular sieves and liquid metal bubblers, consisting of a liquid Al 4- Ga + In eutectic [61], have been found effective in removing oxygen
8.2
AIGaAs
409
from the hydride, in essentially the same way that TMAl removes oxygen from the vapor, by forming AUO^ precipitates, in this case in the liquid. It is also worth mentioning that this mechanism acts automatically during LPE growth of AIGaAs, producing an oxide scum on the surface but protecting the solid from oxygen incorporation. A simple calculation shows that every last atom of oxygen would be removed from the liquid at thermal equilibrium [62]. Kuech et al. [58] performed a similar calculation demonstrating that the O2 concentration in equilibrium with Al metal at 700°C is < 10"'*'^ atm and that the H2O/H2 ratio will be reduced to < 1 0 ~ " or 0.01 ppb. The eutectic metal bubbler approach has been recently used for the growth of quantum-well structures with Al in both the well and barrier layers [63]. Unfortunately, TMIn cannot be purified in this way, since it reacts with Ga in the solvent [63]. The removal of oxygen from the well layer was found to be absolutely vital to obtain high luminescence efficiencies from these quantum wells for applications requiring short photon wavelengths. Commercial devices for removing trace amounts of oxygen and water from the group V hydrides as well as the carrier gas are now available [64]. Finally, with this background information, we come to a discussion of the effect of substrate temperature on the quality of AIGaAs grown by OMVPE. Tsai et al. [65] first demonstrated that even without oxygen-gettering techniques, highquality AIGaAs could be grown at high temperatures of >780°C. This is presumably due to the increased volatility of the Al suboxide adsorbed to the surface at high temperatures. The effect has been verified by many workers, including Kuech et al. [66] and Lewis et al. [67]. The data of Kuech et al. are reproduced in Figure 8.9. At low Al concentrations, the PL intensity increases by three orders of magnitude as the substrate temperature is increased from 600° to 750°C. Notice that no effect occurs at high Al concentrations, because of the in situ oxygen gettering described earlier. Apparently at low TMAl concentrations in the vapor, the oxygen-gettering process is too slow to be effective; thus, high growth temperatures are required. In a later paper, Kuech et al. [68] showed quantitatively that the oxygen concentration in AlQ3Gao7As increased from approximately 10^^ cm--^ for growth at 800°C to >10'« cm"^ at 600°C. They also showed that the oxygen concentration increased as the V/III ratio to the - 3 / 2 power. Of course, the Al content of the solid was also found to be a major factor, with oxygen concentrations of 5 X 10^^ cm""^ for JC^, = 0.1 increasing to 3 X lO^'^ cm""^ for Xj^^ = 1.0. It should also be mentioned that because of the extreme sensitivity to oxygen, the best AIGaAs is grown using a combination of both the external and internal oxygen-gettering techniques at high growth temperatures and high V/III ratios. The sources of oxygen and water in the OMVPE reactor include virtual leaks due to desorption from reactor surfaces and diffusion from nonpurged areas such as the region between susceptor and reactor wall, as depicted schematically in
8
410
Specific Materials
UNDOPED AI^GOj.^As 2K PL
650 700 750 GROWTH TEMP T, («C)
Figure 8.9. Integrated photoluminescence edge emission of Al ,Ga, _ ^. As over a wide range of alloy composition and growth temperature. (After Kuech et al. [66].)
Figure 7.20c. The ASH3 itself is a well-known source of oxygen [1, 69, 70]. Takagishi et al. [70] used extremely high-purity ASH3 with a dew point below -70°C to grow high-quality AlGaAs in a low-pressure (10-Torr) reactor. The PL efficiency was observed to rise with increasing growth rate, indicating the presence of some oxygen contamination. However, their best material was claimed to have higher PL intensities than commercial LPE-grown AlGaAs. Today, the best currendy available TB As also contains traces of oxygen or water that complicate the growth of high-quality AlGaAs with high Al concentrations in the solid. The group III precursors may also contain volatile alkoxide contaminants because of the synthesis processes, which leads to oxygen contamination of the AlGaAs [71], although the quality of the precursors has steadily improved with time. Several approaches to solving this problem by the use of other Al precursors, as described in Sections 4.3 and 8.2.4, have resulted in other problems for OMVPE growth
8.2
411
AIGaAs 10
F
1
1
h
AI^Ga^^As
r
• x=0.75 •
I
I
1,
x=0.45
.1
y ^
^
/
/
y
\
/4
'-
10
:
_
l 10
1
J r /
(
f
H
1
1
1
L
L
600
650
700
750
800
850
Growth Temperature ( C)
Figure 8.10. The carbon concentration determined by SIMS versus growth temperature. (After Kuech et al. [58]. Reprinted with permission of American Institute of Physics.)
[72]. Thus, as mentioned earlier, gettering agents are still required to eliminate oxygen from the AIGaAs layers. The growth temperature has an important effect on residual donor and acceptor incorporation. The effect of temperature on carbon incorporation apparently continues the trend seen for GaAs. As illustrated in Figure 8.10, an increase in growth temperature results in a large increase in carbon incorporation. At 600°C, the residual carbon concentration in Aloy^Gao^s As, measured by secondary ion mass spectrometry (SIMS), is in the mid-10'^ cm "^ region. An increase to 700° C results in an order-of-magnitude increase in the carbon content. A similar trend is seen for x = 0.45. The effect of Al concentration on carbon incorporation is seen in Figure 8.11. These high background doping levels yield electron mobilities much lower than for GaAs [69, 70]. Recent efforts to reduce carbon contamination have centered on the use of Al precursors having no Al-C bonds, as discussed in Chapter 4. The use of AlH3-NMe3 and AlH3-NMe2Et result in very significant reductions in carbon contamination, but the occurrence of parasitic reactions severely restricts their use for OMVPE [72], although they are the most successful precursors for the production of high-purity AIGaAs by CBE. Undoped AIGaAs layers are often n-type even with the residual carbon acceptors known to be present. This indicates the presence of a background donor as
412
8
T
growth
0.2
Specific Materials
= 700 C
0.4 X IN AlxGa,-xAs
0.6
0.8
Figure 8.11. The SIMS-determined carbon concentration versus Al mole fraction in the Al,.Ga,_^As epilayer. (After Kuech et al. [58]. Reprinted with permission of American Institute of Physics.)
well. The dramatic increase in electron concentration with increasing temperature seen in Figure 8.12 is suggestive of Si doping. Background Si is not present at these levels in the best GaAs, suggesting the Si source to be the TMAl. Careful analytic studies by Jones et al. [73] indicated that early commercial TMAl contained Si at the >10 ppm level. Using the SiH4 distribution coefficient for growth at 700°C, this quantity is expected to produce Si doping levels of approximately 10'^ c m " \ Fractional distillation, the normal technique for purification of TMAl, is found to be ineffective in removing Si. Upon further purification of the TMAl using adduct purification techniques [72], the Si level was reduced to 0.7 ppm, which results in p-type layers. The adduct purification technique also removes hydrocarbon contaminants very effectively. This indicates that the carbon incorporated in the AlGaAs is indeed due to intrinsic contamination from the CH3 radicals.
8.2.2 V/lll Ratio Increasing the V/III ratio for AlGaAs growth produces the same reduction in carbon concentration seen for GaAs [16], as demonstrated by the data in Figure 8.13. However, the carbon levels are higher, and consequently higher V/III ratios, approximately 100 in this case, are required to cause the p-to-n transition. Presum-
8.2
AIGaAs
413
10 18 A«0.25G«0.75A«: UNDOPED 3.6pm/HR MULTIPLE GETTER O
V / m = 10
•
V/lll«20
< ^10^7
ou
oc
UJ
S oc <
10 16 650 700 750 GROWTH TEMPERATURE CO
Figure 8.12. Relationship between growth temperature and background electron concentration in Alo25Gao73As. The growth rate is 3.6 /im/h and the V/III ratio is either 10 or 20. (After Lewis et al. [67], reprinted with permission from Journal of Electronic Materials, Vol. 16, 1987, a publication of the Metallurgical Society, Warrendale, Pennsylvania.)
ably the cause of the reduction in carbon concentration at high V/III ratios is the increase in atomic H or, more Ukely, AsH^ radicals on the surface, which results in the more rapid transformation of CH3 radicals into volatile CH4. The thermodynamic effect of an decreased As vacancy concentration described earlier for GaAs may also play a role. The use of high V/III ratios also minimizes oxygen contamination [68]. The data in Figure 8.13 show an increase in n concentration with increasing V/III ratio for high values when the layers are n-type. If the residual donor is due to Si, thermodynamic factors for nonvolatile dopants indicate that the doping should be independent of V/III ratio, as discussed in Chapter 2. The increase in the free-electron concentration at high V/III ratios in Figure 8.13 is probably simply due to a reduction in compensation from the carbon acceptors.
414
8 Specific Materials 10"
2 5 10 20 50 100 200 ASH3 partial pressure (Pa) Figure 8.13. Dependence of carrier concentration on ASH3 partial pressure for Alo^^Gajj^-^As grown on (100), (4ll)A, (311)A, and (311)B surfaces. Solid symbols represent p-type conductivity; open symbols represent n-type conductivity. (After Kondo and Tanahashi [16], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
8.2.3 Substrate Orientation Substrate orientation has a marked effect on carbon incorporation in AlGaAs, similar to the results described previously for GaAs. Misorientation from (100) in either the A or B direction results in a significant decrease in carbon doping [16]. A change from (100) to (311)B substrates results in a decrease in carbon incorporation into the solid Al()35Gao65As by orders of magnitude, as seen in Figure 8.13. This has been attributed to a higher step density giving more AsH^ and H species on the surface [16]. As for GaAs, growth on (311)A produces increased carbon doping levels. The effect of orientation on donor incorporation is apparently slight, as seen in Figure 8.13.
8.2.4 Precursor Molecules The group III precursors used most extensively for the growth of AlGaAs are the triethyl and trimethyl alkyls. Using the proper combination of precautions to limit oxygen incorporation and the optimum growth parameters, AlGaAs layers can be grown using TMAl and TMGa with minority carrier properties as good as those produced by LPE, the standard measure of quality. Thus, as will be described in Chapter 10, very high-quality minority carrier devices such as LEDs, injection lasers, and solar cells have been fabricated in material produced by OMVPE. For electronic devices such as FETs, the high-quality GaAs produced by OMVPE
8.3
GalnAs, AllnAs. and AIGalnAs
415
using the trimethyl precursors produces excellent results. High-quality GaAs/ AlGaAs interfaces are also produced [74, 75], as discussed in Chapter 9. On the other hand, for applications that require AlGaAs with low background impurity levels, the use of TMAl and TMGa is not optimum since it results in moderate levels of carbon incorporation. Thus, for devices such as HEMTs, where a high-purity AlGaAs layer is required adjacent to the two-dimensional electron gas, the use of TEAl and TEGa produces superior results, although the low vapor pressure of TEAl is problematic for OMVPE growth. Even less carbon contamination is observed using the Al precursor TIBAl [76]. Again, the low vapor pressure limits the usefulness of this precursor. As discussed in Chapter 4, the novel AIH3 adduct precursors also result in reduced carbon contamination. However, alkyl exchange reactions with the Ga precursor make them virtually unusable for OMVPE growth of AlGaAs, although they have been used with marked success for the CBE growth of AlGaAs. Results for AlGaAs growth using alternate As precursors are limited. One might expect increased carbon doping for the alkyl As precursors due to the strong Al-C bonding. Results reported by Mashita et al. [77] indicate a decrease in carbon contamination when ASH3 is replaced by TBAs. Kikkawa et al. [78] demonstrated the growth of high-quality AlGaAs with good uniformity (±0.9%) across a 3" wafer using an inverted horizontal reactor, atmospheric-pressure reactor. AlGaAs/GaAs heterostructures with a 77°K electron mobility of 98,000 cm^/Vs was reported. These results demonstrate that the use of TBAs produces AlGaAs of sufficient quality for high-performance HEMT devices, as discussed more in Chapter 10. Fujita et al. [79] report high carbon doping levels in AlGaAs grown in the temperature range from 560° to 710° C in an atmospheric-pressure reactor using TMAl and TMGa as the group III alky Is combined with TEAs. This finding is expected, because of the lack of atomic H production on the surface during growth. TDM A As has been used, without precracking, for the CBE growth of GaAs and AlGaAs [80] at temperatures between 375° and 525°C. Amazingly, the carbon contamination was low (8 X 10^^ cm"'') using either TMGa or TEGa combined with TMAA. The simplest explanation of the remarkably low C level is that the N(CH3)2 radicals simply scavenge the alkyl radicals produced by pyrolysis of the group III precursors from the surface. However, the mechanism may be more complex [81].
8.3
GalnAs, AllnAs, and AIGalnAs
The Ga^In^.^As alloys have properties that make them more attractive than GaAs and AlGaAs for many applications. The band gap of 0.75 eV makes Gao47lno53 As lattice-matched to In? substrates useful for detectors for the most
416
8 Specific Materials
powerful fiber optic systems operating in tlie 1.3- to 1.55-/X wavelength range. This band gap is also nearly optimum for lattice-matched tandem solar cells [82]. In addition, the small electron effective mass of GalnAs gives electron mobilities and peak velocities considerably higher than for GaAs [83]. Thus, Ga^In,_^As, either Gao47lnQ53As lattice-matched to InP or alloys with larger values of x in thin layers strained to match the lattice constant of GaAs, are superior materials for high-frequency FET, heterojunction bipolar transistor (HBT), and HEMT devices. As discussed in Chapter 10, the use of strained GalnAs layers also improves the performance of injection laser devices. The early OMVPE GalnAs growth studies used TEIn as the In source in atmospheric-pressure reactors [84, 85]. This resulted in parasitic reactions yielding low growth efficiencies and poor materials properties [86]. A major advance was the change to low pressure (75 Torr) by Duchemin and coworkers [87]. This eliminated the prereaction problems and led to the excellent results of Razeghi and Duchemin [88], with electrical properties comparable to the best obtained by LPE (i.e., with room temperature and 77°K mobilities of 11,900 and 60,000 cm^/Vs, respectively, with residual doping levels of 2 X 10'^ cm""^). This group also reported [89] the first two-dimensional gas behavior at InP/GalnAs interfaces. The work of the Thompson-CSF group represented the first really successful growth of device quality In-containing compounds and alloys, and consequently it led to the current popularity of the low-pressure OMVPE technique. Because of the slow pyrolysis of PH3, especially at low reactor pressures, the PH3 was supposedly precracked using a furnace at 760°C, although little, if any, cracking is expected at such a low temperature. Slightly later, Kuo et al. [90, 91] demonstrated that the use of TMIn and TMGa in an atmospheric-pressure reactor could also yield GalnAs with excellent electrical and optical properties, with room-temperature electron mobilities as high as 10,000 cm^/Vs and with no prereaction problems. Kuo et al. [92] determined the growth efficiency to be approximately 7,000 /uu/mo] and independent of temperature. The In distribution coefficient was found to be nearly temperatureindependent with a value of 0.7, near the ideal value of slightly less than unity due to the smaller diffusion coefficient of TMIn as compared with TMGa. At high growth temperatures, the increased volatility of In, relative to Ga and Al, can result in evaporation of In from the surface, leading to a reduced In distribution coefficient [93], as discussed in Section 2.4.1. This can lead to a dependence of solid composition on temperature and on substrate misorientation for growth at high temperatures and low V/III ratios [94]. Carbon incorporation is very temperature-dependent in GalnAs. The lowtemperature PL spectra for GalnAs layers lattice-matched to InP at three growth temperatures are shown in Figure 8.14. The highest energy peak is due to excitonic transitions and the lower energy peak to recombination involving carbon acceptors. A significant decrease in carbon contamination is observed as the
8.3
417
GalnAs, AllnAs, and AIGalnAs
Tg = 540°C
hv-hv
(B.E:.)(meV)
Figure 8.14. Liquid helium temperature PL spectra for three samples of GaQ47ln(3 33As grown at 540°, 600°, and 650°C. The bound exciton (B.E.) peaks are Hned up for comparison. (After Kuo et al. [92], reprinted with permission from Journal of Electronic Materials, Vol. 14, 1985, a publication of the Metallurgical Society, Warrendale, Pennsylvania.)
growth temperature is increased from 540° C, where carbon recombination dominates the PL spectrum, to 650° C, where the carbon peak is absent. This is also the key parameter for obtaining high electron mobilities in GalnAs [92, 96]. A number of studies have supported the basic fact that high growth temperatures are necessary for the growth of high-quality GalnAs [97, 98]. The decrease in carbon incorporation at higher growth temperatures is similar to the results for InP, discussed in the next section, but in distinct contrast to the behavior of carbon incorporation in GaAs. The reason for the difference is not understood. Bass et al. [98] suggest that structural problems due to spinodal decomposition (discussed in Chapter 2) are the actual cause of the poor properties at low growth temperatures. Nevertheless, high-quality OMVPE-grown GalnAs layers were grown at 680° C by Bass et al. [99] with 77° K electron mobilities exceeding 80,000 c m W s , X-ray diffraction rocking curve widths of <30 arc seconds, and 2°K PL spectra with half-widths of <2 meV.
418
8
Specific Materials
Slightly better results were obtained using CBE by Tsang et al. [100] with Bragg reflection peak half-widths as small as 24 arc seconds and 2°K PL peaks as narrow as 1.2 meV. Using TMIn, TEGa, and precracked ASH3, electron mobilities of 12,000 and 57,000 c m W s at 300° and 77°K, respectively, were obtained. Particularly impressive are the early GalnAs/InP quantum wells produced by CBE, as will be discussed in the next chapter. The extreme sensitivity of optical and electrical properties to growth temperature has not been reported for low-pressure growth using TEIn and TEGa. The optimum V/III ratio for atmospheric-pressure growth of GalnAs using trimethyl group III precursors at 650°C was found to be >31 [92]. For values of <20, liquid metal droplets were observed on the surface, presumably due to incomplete ASH3 pyrolysis giving too little As at the solid/vapor interface during growth. Using TEIn and TEGa in a low-pressure reactor, extremely high V/III ratios, in excess of 100, are necessary for OMVPE growth of GalnAs [101], apparently because of the reduced cracking efficiency of the hydride at low pressures, as discussed in Chapter 5. The overall reaction efficiency is approximately 10 X lower than in atmospheric-pressure reactors using the trimethyl precursors [102], as seen in Table 1.2. The growth of GalnAs lattice-matched to InP substrates presents difficulties not encountered for the binary compounds or for AlGaAs, where exact control of solid composition is not required to obtain the highest-quality material. As seen in Figure 8.15, nearly exact lattice matching is required to obtain the highest electron mobilities. Similarly, lattice mismatch has been demonstrated to broaden the low-temperature PL emission peaks [103]. An additional problem is the unforeseen complexities involved in the formation of abrupt InP/GalnAs and GalnAs/InP interfaces. The most obvious problem is the necessity for switching both the group V and group III reactant flows at an InP/GalnAs interface. The volatility of the group V species also leads to problems in obtaining an abrupt interface, as discussed in some detail in Chapter 9. The results of Carey et al. [104] indicate the InP/GalnAs interface to be abrupt, while the GalnAs/InP interface is clearly more diffuse. This is believed to be due to the presence of residual AsH^ at the interface during the transition. Since ASH3 is incorporated much more efficiently than PH3, as discussed in Section 2.4.2, this hinders the transition from GalnAs to InP. This problem has been alleviated to some degree by careful control of the switching process. A more subtle problem is related to the storage of "excess'' As on the GalnAs surface by formation of a (4 X 4) reconstruction at high ASH3 partial pressures, as discussed in the next chapter. A number of combinations of sources have been used for the growth of highquality GalnAs. The first high-quality GalnAs was obtained using TEIn and TEGa in a low-pressure system by Duchemin and coworkers, as discussed earlier.
8.3
GalnAs, AllnAs, and AIGalnAs
419 Ga In, X
As l-X
Tg = eSO'^C
v/m ^31 IO-"
0 0
(Goefz etal, 1983}
10
O AS
I02 0 . 8 0 0 o.eoB 0.8I0
O 4-7
0.<4.8
_L_L o.eis
0.820
0.825
Figure 8.15. Electron mobility of GaJn,_^.As grown at 650°C. The x-axis is the 4°K PL peak energy. The layer composition, determined using 4°K PL, is also indicated. The arrow indicates the position of lattice-matched composition based on results of Goetz et al. [95]. (After Kuo et al. [92], reprinted with permission from Journal of Electronic Materials, Vol. 14, 1985, a publication of the Metallurgical Society, Warrendale, Pennsylvania.)
A popular approach today is the use of trimethyl precursors in either atmosphericor low-pressure systems. One difficulty with the use of TMIn is that it is a solid at room temperature. This results in changes in the apparent vapor pressure as the surface area of the TMIn powder changes with time, as discussed in Chapter 4 and shown in Figure 7.27. This has led to the monitoring of the actual molar flow rate of TlVlIn, as discussed in Section 7.6.2.1, as well as the development of the novel precursor EDMIn. This source has been used for the growth of GalnAs with excellent results [96]. Although the purity was not as high as for commercially available TMIn at the time of the early experiments, more recent work has resulted in GalnAs with electrical properties comparable to that produced using TMIn [105]. The use of solution TMIn to avoid this problem is discussed in Chapter 4. Other workers have used a combined approach. Andre et al. [106] obtained excellent results using TEIn and TMGa in an atmospheric-pressure reactor. Kamei et al. [107] used the opposite combination of TEGa and TMIn in a low-pressure (60-Torr) reactor, giving excellent uniformity and reproducibility. This approach
420
8 Specific Materials
has serious potential problems. Alkyl exchange reactions have been observed in the vapor, as described in Chapter 5, that will produce a variety of mixed Ga and In alkyls. For other materials systems this has caused serious problems with uniformity, as discussed in Chapter 4. Such parasitic reactions have been observed for the growth of AlInAs using trimethylaminealane and TMIn [108]. Alternative As precursors can also be used effectively for the growth of devicequality Gain As layers. Horita et al. [109] produced Gain As layers with properties as good as those grown using the hydrides with very low V/III ratios of 1-5 in a low-pressure reactor. Protzmann et al. [110] demonstrated the growth of highquality GalnAs using both TBAs and DTBAs. Kikkawa et al. [78] also demonstrated the production of high-quality GalnAs on GaAs using TBAs. GalnAs/InP multi-quantum-well structures have been produced by low-pressure OMVPE. Growth using TBAs and TBP yields more abrupt interfaces than obtained using the hydrides [111]. In an effort to reduce the growth temperature for the production of structures for HBT devices, Han et al. [112] used the combination of TIPIn, TIBGa, and TBAs for the growth of GalnAs layers on GaAs substrates. Highquality films were obtained at temperatures as low as 475°C. However, growth at the low temperatures occurred by the two-dimensional nucleation and growth mode rather than the step-flow mode observed at high temperatures. Less work has been done on the more demanding AlGalnAs system. This material is important for 1.3-yLim laser structures for high-temperature operation [113] and for high-performance GalnAs/AlGalnAs HEMT structures [114]. The growth of AlGalnAs is more demanding than the growth of GalnAs, since the presence of Al is expected to lead to problems with oxygen and carbon contamination, as for AlGaAs. Scott et al. [115, 116] used the trimethyl group III precursors in an atmospheric-pressure reactor. They found a near-unity In distribution coefficient for AlInAs, as expected from the simple model described in previous chapters. At 600°C and a V/III ratio of approximately 60, the AlInAs layers were found to have surface moiphologies slightly inferior to the InP and GalnAs layers grown using similar conditions. The crystalline perfection was also judged from X-ray double-crystal rocking curve results to be inferior to the GalnAs layers. Aina and Mattingly [117] produced higher-quality AlInAs lattice-matched to InP using the trimethyl alkyls and the group V hydrides in an atmospheric-pressure system. For a growth temperature of 650° C, they reported PL spectra with line widths at 14°K of 30 meV. Carrier concentrations as low as 7 X lO'"" cm"'' were obtained with room-temperature electron mobilities as high as 4,482 cm^/Vs. The same group [114] also demonstrated the growth of AlInAs/InP HEMT structures with 2°K mobilities of 26,000 cm-/Vs and sheet carrier densities of 1.5 X 10*^ cm"-. They took precautions to eliminate all sources of oxygen and water contamination and also used high growth temperatures of 650° to 700°C and high V/III ratios. Bhat et al. [113] also found that the use of high growth temperatures and high V/III ratios gave the best PL efficiencies. Oxygen was
8.4
InP
421
found to be suppressed under these conditions, for the reasons discussed eadier for AlGaAs. They also reported that decreasing the growth rate from 1.3 to 0.64 nm/s gave improved material quality.
8.4
InP
The first OMVPE growth of InP used TEIn and PH3 [118]. However, gas-phase interactions between TEIn and PH3 in atmospheric-pressure reactors make reproducible and uniform growth impossible. The first solution to this problem was the use of low, typically 76-Torr, reactor pressures [119, 120]. Another approach was the use of adduct sources such as TMIn-TMP and TMIn-TEP, as described in Chapter 4. However, this proved to be an unnecessary complication, since the use of TMIn itself, with PH3, resulted in no parasitic reactions [121]. Another significant advantage of TMIn is its much higher vapor pressure, as summarized in Table 4.5, which allows high growth rates at a sublimer temperature of slightly below room temperature. We will describe each technique separately, since the optimum parameters are so dissimilar.
8.4.1 Triethylindium at Low Pressures The best results in the TEIn -H PH3, low-pressure system were obtained at extremely high PH3 flow rates giving V/III ratios of well over 100. A systematic study of Kasemet et al. [122] revealed the highest electron mobilities could be obtained only at V/III ratios of greater than 400, as seen in Figure 8.16. High PL intensities also required extremely high V/III ratios. The choice of growth temperature in early studies was found to be less critical. Kasemet et al. [122] and Uwai et al. [123] found the electron mobility to be nearly independent of temperature in the range 550°-650° C. However, in a later paper, Uwai et al. [124] found much higher mobilities at lower temperatures of 575°C, with the major donor identified as Si. Razeghi et al. [119] used 550° C to obtain the highest mobilities seen until that time in OMVPE material. Later the Thompson-CSF group [125] reported a mobility for InP grown using TEIn of 145,000 cm^/Vs, comparable to a respectable value for InP grown by any technique. The growth temperature was in the range from 550° to 600°C, but not specified precisely.
8.4.2 Trimethylindium Using TMIn in a horizontal, atmospheric-pressure reactor, the growth rate was found to be a linear function of H2 flow rate through the solid TMIn sublimer, as seen in Figure 1.2, even at 300 seem necessary to produce growth rates of
422
8 iu-
1
1
1
Specific IVIaterials
I
1
\ A
_ X > E a ^
Q^
A
o
O 10*
^ CD
o
-
•
0^^ X
O
s
A A
LU
103 r"
H
A ^ ' ' X
z o oc » uUJ
^o
.^
/ /
// /^/ 0
/
/
^O
/''^
A
T
O 550°C
A eoo^c D 650°C -1
1
10
1 100
1
^
H
1
1000
PH3/TEI RATIO
Figure 8.16. Effect of V/III (PH^/TEIn) ratio on the electron mobility of InP at 77°K. (After Kasemet et al. [122], reprinted with permission from Journal of Electronic Materials, Vol. 13, 1984, a publication of the Metallurgical Society, Warrendale, Pennsylvania.)
8 yLtm/h [121]. The growth rate was found to be independent of the PH3 flow rate and also temperature, in the range from 550° to 700°C, as seen in Figure 8.17. For temperatures below 550° C, the growth rate was seen to decrease with decreas-
-\
5
\
e
1
\
\
1
\
7. 4
15 -
\
2
I
1
1
1
1
1
1
1
525
550
575
600
625
650
675
700
Growth Temperoture
CC )
Figure 8.17. InP growth rate versus substrate temperature during growth. The other parameters were H2flowrate through TMIn, 250 seem; PH3flowrate, 300 seem; total H2flowrate, 21/min. (After Hsu et al. [121], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
8.4
InP
423
ing temperature. This behavior is completely analogous with the growth of GaAs using TMGa and ASH3 described in Chapters 1 and 7. The high growth efficiency of 6,900 /iim/mo\ strongly suggests the absence of parasitic gas-phase interactions for temperatures below 700°C. The comparison in Table 1.3 shows that atmospheric-pressure OMVPE using TMIn is much more efficient than growth using either TEIn at low pressures or adduct In precursors. Growth temperature was also reported to affect the PL efficiency and electron mobility, with optimum temperatures in the range from 575° to 675°C [121]. The optimum temperature using TMIn appears to be somewhat higher than the optimum temperature for TEIn of approximately 550°C at 76 Torr. Chen et al. [126] demonstrated clearly the decrease in carbon concentration with an increase in growth temperature from 600° to 650°C, as shown in Figure 8.18. In this figure, the highest energy peak, labeled IQ, is due to exciton recombination, and the peak labeled I, is due to carbon acceptors.
1 L.
_J
650 °C
630 °C _/v .
l; J^ J\
860nm
^
^-K^
600 °C
WAVELENGTH
Figure 8.18. 9°K PL spectra for epilayers grown at three temperatures. At higher growth temperatures, the DAP peak /, disappears. A He-Ne laser (632.8 nm) was used with an intensity of approximately 3 W/cm^. (After Chen et al. [126], reprinted with permission of American Institute of Physics.)
424
8
Specific Materials
100
•
-^—
o O
20
40
60 80100
200
Y / n Ratio in the Gas Ptiase
Figure 8.19. Undoped InP PL intensity versus V/III ratio at a growth temperature of 650°C. (After Hsu et al. [127], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
Fairly low values of V/III ratio can be used for atmospheric-pressure systems. The dependence of PL intensity on the V/III ratio reported by Hsu et al. [127], reproduced in Figure 8.19, shows that values of 30 and above give excellent results. Chen et al. [126] reported 77° K mobilities of 131,000 cmV Vs at 650°C and a V/III ratio of 40 using TMIn in an atmospheric-pressure reactor. Zhu et al. [130] reported excellent results using TMIn and PH3 in a system operated at 76 Torr. Using an unusual horizontal configuration, they obtained growth efficiencies of 3,830 ^tm/mol, nearly as large as the atmospheric-pressure results of Hsu et al. [127]. The highest mobilities were obtained only at very high V/III ratios of >600. The similarity with the results of Razeghi et al. [119] and Kasamet et al. [122] using TEIn suggests that the requirement of a high V/III ratio is dictated by the use of low reactor pressures. Zhu et al. [131] report electron mobilities at a growth temperature of 600° C of 5,370 and 131,600 cmVVs at 300° and 77° K, respectively. The highest electron mobility ever obtained in InP grown by any technique is the value of 264,000 c m W s reported by Thrush et al. [132], obtained using adduct-purified TMIn. They observed a clear trend of higher electron mobilities for decreased growth temperatures and lower reactor pressures. The extremely high mobility was obtained at 570°C at a reactor pressure of 150 Torr. Thrush et al. note that even lower temperatures might give further improvements in mo-
8.4
425
InP
bility, except that the surface morphology begins to degrade. The high mobilities and low-temperature PL spectra suggest that essentially no carbon is incorporated under these conditions. The incongruity with earlier results showing high carbon concentrations at low temperatures is not understood. The decrease in background impurities at low temperatures and low pressures suggest that Si is the major contaminant. This was supported by the results of Briggs and Butler [133]. Systematic studies of SiH4 incorporation in InP were performed by Hsu et al. [127]. They found the Si concentration in the solid to be a linear function of SiH4 partial pressure. The distribution coefficient for SiH4, defined as (-^si^-^inV(/^siH4//^TMin)' ^^^ found to increasc from 4.5 X 10"^ to 9.5 X 10"^ as the temperature was increased from 575° to 650°C, as seen in Figure 8.20. The results are compared with atmospheric-pressure OMVPE results for SiH4 doping in both InP and GaAs; the behavior is nearly the same. Important for this discussion is the reduction in Si incorporation at low pressures.
1000/TK
Figure 8.20. Si distribution coefficient, k^-, versus growth temperature for InP; ( • ) atmospheric pressure, Hsu et al. [127]; (D) atmospheric pressure, Bass et al. [128]; and (K) low pressure, Razeghi and Duchemin [129]. The line labeled "Si" represents the temperature dependence of Si growth rate using SiH^ as the source material. (After Hsu et al. [127], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
426
8 Table 8.2 Dopant S Se Te
Specific Materials
Distribution coefficients for donors in InP k*
V/III Ratio
'sub
0.7 2.36 9.1 36
24 946 24 90
638 550 638 650
Reference 128 129 128 127
* Calculated at n = 10 *' * cm ^ \
Intentional doping with DETe and DMZn was also studied by Hsu et al. [127]. They found Te doping to be a superlinear function of DETe partial pressure. Arbitrarily defining an effective distribution coefficient, {x\^/x^)/(p^^j^/pp^i^) gives a value of 36 at 650°C at a doping level of 10*^ cm""^. This is considerably higher than the distribution coefficients for S and Se, as seen in Table 8.2. For DMZn, the doping is sublinear in DMZn partial pressure. However, at a doping level of 10'^ cm~^, the effective Zn distribution coefficient is 2.8 X 1 0 " \ As discussed in Chapter 2, the Zn distribution coefficient is expected to decrease with increasing temperature.
8.4.3 Very Low Pressures (CBE) Proceeding to extremely low reactor pressures for the growth of InP initially produced deleterious effects on purity, as in the case of GaAs. Andrews et al. [134] report maximum 77° K electron mobilities of 47,400 cm^/Vs. More recent work has resulted in InP of the same quality as that produced by OMVPE. An interesting difference between the CBE growth of GaAs and InP is that carbon contamination appears to be minimal for InP. In addition, the results are independent of whether TMIn or TEIn is used as the In precursor. This is in agreement with the results of Tsang et al. [100] mentioned earlier, where TMIn and TEGa were used for the CBE growth of high-quality GalnAs. Thus, TMIn is the most common precursor for the CBE growth of InP. More recent results have given 77° K electron mobilities as high as 238,000 cmVVs [135] using TMIn and precracked PH3. Ritter et al. [136] have also reported high electron mobilities of 167,000 cm^/Vs using TBP and 77,300 cmVVs using DTBP
8.4.4 Other Sources Other In sources discussed in Chapter 4 have been used, with some degree of success, for the OMVPE growth of InP However, with the absence of prereaction problems and the high purity levels obtained using TMIn itself, interest has declined in recent years. Moss [137] gives an excellent summary of results using the TMIn-TEP adduct for InP growth. Both TMIn-TEP [138] and TMIn-TMP [139]
8.5
GaR GalnR and AIGalnP
427
have produced materials with 77°K electron mobilities of 75,000 cm^/Vs. The adduct TMIti-diisopropylamine has also been used for the growth of InP, yielding electron mobilities of 36,200 cm^/Vs, only slightly lower than values obtained using TMIn in the same reactor [140]. As discussed in Chapters 4 and 7, the main problem with TMIn is the steady reduction in effective vapor pressure as the size of the crystallites in the solid source increases. One solution is the use of EDMIn, which results in high-quality material. High-purity solution TMIn has also become available in recent years. The vapor pressure of this material remains constant over most of the life of the bubbler, and excellent-quality material has been produced. For example, Frigo et al. [141] reported the growth of InP layers by low-pressure OMVPE at 650° C with 77°K mobilities of 181,000 cmVVs. Considerable effort has also been devoted to exploring the use of organometallic precursors as the group V sources to replace PH3. TBP appears to be an excellent candidate. As discussed in Chapter 4, the combination of low toxicity, high vapor pressure, absence of undesirable parasitic reactions, and the incorporation of no additional carbon makes it an extremely useful alternative to phosphine. Imori et al. [142] report 77°K mobilities as high as 167,000 cm-/Vs for atmospheric-pressure OMVPE growth at 600°C. Efforts to find a suitable organometallic P precursor for the CBE growth of InP have concentrated on finding a precursor that does not need to be precracked. This not only simplifies the apparatus but also offers the promise of releasing atomic H on the surface to reduce carbon contamination from the CH3 radicals produced by the pyrolysis of TMIn. As discussed in Chapter 4, TBP, bisphosphinoethane (BPE), trisdimethylaminophosphine (TDMAP), and tertiarybutylbisdimethylaminophosphine (TBBDMAP) have been explored. TBP, BPE, and TDMAP are all too stable to allow InP growth without precracking, although TDMAP can be used without precracking for the CBE growth of GaP [143, 144] and GalnP [145]. Apparently, the stronger chemisorption on the Ga-containing surfaces results in the different behavior observed for the different materials [146]. TBP gives goodquality InP [147], but precracking of TDMAP results in high levels of C and N contamination, presumably due to decomposition of the dimethylamino radicals [144]. The only precursor discovered to date requiring no precracking is TBBDMAP [148], as discussed in Chapter 4.
8.5
GaP, GalnP, and AIGalnP
8.5.1 GaP GaP has been grown by OMVPE using various sources. Yoshino et al. [149] used TEGa and PH3 in a low-pressure (40-Torr) reactor. Specular surfaces were obtained in the temperature range from 750° to 850° C. Beneking and Roehle [150]
428
8
Specific Materials
used TMGa and PH3 in a vertical, atmospheric-pressure reactor with a unique configuration where the PH3 enters through the heated susceptor where it is cracked. This allows the use of V/III ratios as low as 4 in the temperature range from 700° to 900°C. These values are considerably below typical values when PH3 is used. By doping with nitrogen (NH3), the indirect band gap GaP was made to luminesce, and, in fact, a green LED was fabricated. Biefeld [151] also grew GaP using TMGa and PH3 in an atmospheric-pressure reactor. He found the optimum growth temperature to be 800° C with a V/III ratio of approximately 10.
8.5.2
Ga;,lni_;,P
Ga^Ini_^P and Al^Ga^In,_^_^P have, in recent years, become extremely important materials for both photonic and electronic devices, as described in Chapter 10, because of their high band-gap energies when lattice-matched to GaAs substrates. For example, the highest-performance tandem solar cells and visible light-emitting diodes in the red to yellow region of the spectrum are made using these materials grown by OMVPE. The first report of the OMVPE growth of GalnP by Yoshino et al. [149] used the reactants TEGa, TEIn and PH3 in a low-pressure reactor (40 Torr). Layers could be grown over only a limited range of composition at 750° C, presumably due to depletion of the reactants from the gas phase via parasitic reactions. At lower temperatures, 600°-675° C, they were able to grow layers with compositions in the vicinity of jc = 0.5, where Ga Jnj_^P is lattice-matched to GaAs substrates. However, the ratio of Ga/In in the solid was approximately a factor of 2 greater than the ratio of TEGa/TEIn in the vapor, indicating depletion of TEIn from the vapor to be a major problem. The same problem was described earlier for the growth of InP using TEIn at atmospheric pressure. In the case of InP, the problem is minimized by reducing the pressure to 76 Torr. Suzuki and co-workers [152] grew GalnP lattice-matched to GaAs using TEGa and TEIn at a reactor pressure of 70 Torr. The GaP distribution coefficient was found to be 1.28. The optimum growth temperature was found to be 640°C at a V/III ratio of 45. This may indicate the problems of Yoshino et al. were related to their reactor geometry. Hsu et al. [153] demonstrated the growth of GalnP in an atmospheric-pressure reactor using TMIn, TMGa and PH3, with no parasitic reactions, as indicated by the reaction efficiency of 5.2 X 10"^ /xm/mol, as seen in Table 1.3. The solid composition was found to be a linear function of the partial pressure ratio, PTMGa/(/^TMGa "^ PjMin)^ ^^^^ ^distribution cocfficicntof 1.24 [154,155] presumably due to the slightly larger diffusion coefficient in the vapor for the smaller TMGa molecule. The distribution coefficient was also found to be independent of growth temperature in the range from 575° to 675°C [153]. The optical quality of the material was extremely temperature-sensitive, with the best material grown
8.5
GaR GalnR and AIGalnP
429
between 600° and 650°C. The PL efficiency was also found to be extremely sensitive to the V/III ratio, with values above 20 necessary for the best results [156]. High-quality GalnP has also been grown using TBP rather than phosphine. Komeno [157] demonstrated the growth of extremely uniform layers and structures for multi-quantum-well lasers as well as low-noise HEMT amplifiers and small, low-power integrated circuits. Iwamoto et al. [158] report n- and p-type doping using HjSe and DMZn, respectively, for GalnP layers grown using TEIn, TEGa, and PH3 in a low-pressure reactor at temperatures between 610° and 710°C. For the n-type layers, carrier concentrations as high as 10^^ cm~^ were obtained. Since the H2Se doping was in the saturation range, no distribution coefficient could be determined. For DMZn at 640°C, the distribution coefficient was found to be approximately 2.5 X lO"''. The concentrations of both Zn and Se were found to decrease as the temperature increased, as expected for volatile dopants (see Chapter 2). Both of these dopants give problems for the growth of many device structures. H^Se has a strong memory effect [159], and Zn is known to diffuse rapidly at typical OMVPE growth temperatures. N- and p-type doping were also studied for GalnP grown lattice-matched to GaAs using the trimethyl alky Is for growth at atmospheric pressure [154]. The donor Te (DETe) was found to be incorporated in preference to P, with which it competes for the group V sublattice sites. A distribution coefficient, defined as {XJ^/X^P)/(PY)^JQ/PPII^) of 54 was determined at 625°C. The memory effect associated with DETe use is much less than for H2Se. The other n-type dopant SiH4 was found to have a distribution coefficient of 1.6 X 10 "^ at the same temperature. As discussed in Section 8.4.2 and Chapter 2, this small value is limited by the pyrolysis efficiency of SiH4 at 625° C. As for other III/V semiconductors, this problem can be alleviated by using Si2H5, which pyrolyzes completely at typical growth temperatures. Again, little memory effect was found for either SiH4 or Si2H6. The distribution coefficient for the acceptor Zn (DMZn), also at 625°C, was found to be 3.8 X 10"^ Te and Si are the common donors used for both GalnP and AlGalnP. However, p-type doping at high levels is more problematic, as discussed in more detail in the next section. The most commonly used acceptor for photonic devices is Mg, although Zn is also used. The growth of GalnP by LPE and hydride VPE was studied for many years before the first OMVPE GalnP growth experiments. A major disagreement about the energy band gap versus solid composition raged for well over a decade. For example, different laboratories measured band gaps for GalnP lattice-matched to GaAs that differed by nearly 100 meV [160]. Gomyo et al. [161] made the surprising discovery that the band gap, as determined by the energy of the 300° K PL peak, for layers lattice-matched to GaAs could vary from 1.90 eV, for layers grown at temperatures of >700°C, to 1.85 eV, for layers grown at 650°C. Similarly, the
430
8 Specific Materials
band gap was found to shift from the larger value for growth at low V/III ratios (62) to the lower value for growth at high V/III ratios (412). This phenomenon is now known to be due to long-range ordering in the layers having the lower band gaps [162], as discussed in some detail in Section 2.6.2. Band-gap differences between disordered and partially ordered materials as large as 160 meV have been produced by changing the temperature during growth [163]. This has led to the production of potentially useful heterostructures and quantum wells [164]. Similar structures can also be produced by changing the V/III ratio, although the bandgap energy differences are smaller [165]. For these heterostructures, the solid composition remains constant.
8.5.3 AIGalnP Al^Ga^Ini_^_^P has been an interesting material for optoelectronic devices for decades [166] because a member of this alloy system has the highest direct band gap for any III/V material lattice-matched to a binary III/V substrate, in this case GaAs. The crossover from direct to indirect band gap occurs at approximately 2.3 eV, corresponding to a wavelength of 539 nm. Thus, AlGalnP alloys may be useful in devices such as LEDs and injection lasers operating in the red to green region of the visible spectrum. The room-temperature PL peak energy versus alloy composition has been studied by several groups [167-169]. A nearly linear relation is observed. Bour et al. [170] determined the band gap versus composition for Al J n , _^.P to have a small amount of bowing, with the direct energy band gap given by the equation E=
1.35 -h 1.83x-h0.38jc2.
(8.1)
For the (Al^Gai_^)Q5ln()5P alloys lattice-matched to GaAs, the roomtemperature direct band-gap energy for disordered alloys is £ = 1.91 +0.61JC.
(8.2)
Many of the desirable properties of AlGalnP have been recognized for decades [166], yet this alloy system remained in a rather primitive state of development for many years because of the near impossibility of growing the AlGalnP alloys by either LPE or chloride VPE. In recent years, OMVPE has proven to be a viable method of producing high-quality epitaxial layers in this system. However, many problems plague the OMVPE growth of AlGalnP, including oxygen and carbon contamination, due to the Al, and difficulties with the intentional doping of these high-band-gap alloys. This is a problem that increases in difficulty as the bandgap energy increases. The large increase in the free energy caused by moving the Fermi level by large energies in the band gap of the material activates selfcompensation mechanisms. In the case of AlGalnP, these mechanisms do not typically involve the generation of native defects, as for the 11/VI semiconductors that
8.5
GaR GalnR and AIGalnP
431
are described later, but often involve the coincorporation of H, which acts to passivate the donor or acceptor impurity. Atomic hydrogen is ubiquitous in the typical OMVPE growth environment. Each of these difficulties will be discussed in more detail later. One of the major problems with the growth of AlGalnP alloys is oxygen contamination, similar to the situation with AlGaAs described in great detail in Section 8.2. The use of oxygen scrubbers has greatly improved the AlGalnP quality, as is evidenced by the device results summarized in Chapter 10. Yuan et al. [169] demonstrated that the use of high growth temperatures increases the PL efficiency but introduces additional problems. The Al distribution coefficient rises as the temperature is increased from 660° to 740° C. This is partly due to depletion of In, and to a lesser extent Ga, from the vapor, a common phenomenon at high growth temperatures, as discussed in the last chapter. In addition. In can desorb from the surface before being incorporated into the solid at high temperatures as discussed in Section 2.4.1. Today [171], oxygen is avoided by carefully eliminating oxygen from real and virtual leaks in the reactor and by selecting precursors that have been specially purified. For the group III precursors, this approach involves elimination of contamination from volatile species such as the alkoxides. This uncovered a subtle problem with the TMIn. For the growth of InP, GalnP, and Gain As, oxygen from the TMIn is not readily incorporated into the solid. However, when Al is added to the solid, the standard for TMIn purity becomes much higher. For the group V precursors, oxygen and water must be eliminated from the sources, and normally point-of-use purification is used before the reactants enter the reactor. A number of schemes have been used for the growth of AlGalnP alloys. Yuan et al. [169] demonstrated the growth of the quaternary using the trimethyl alkyls and PH3 at atmospheric pressure. Ohba et al. [167] also used TMAl, TMGa, and TMIn with PH3, but at 75 Torr. Over the 500°-600°C temperature range, they obtained featureless morphologies for GalnP. Higher growth temperatures were required for the highest-quality AllnP. They found the PL intensity to depend on V/III ratio in a manner similar to that described earlier for GalnP, except that values of approximately 200 were required for the highest-quality material. They studied both Se (H2Se) and Zn (DMZn) doping in the quaternary alloy. A striking order-of-magnitude decrease in doping efficiency was observed as the Al content of the solid was increased. Ikeda et al. [168] used TEAl, TEGa, and TEIn in an atmospheric-pressure reactor. This approach is unusual, since the triethyl alkyls are well known to participate in parasitic reactions at atmospheric pressure, as discussed earlier. However, they used fairly low growth temperatures of approximately 600° C and extremely high flow velocities, approximately 80 cm/s, in a rectangular, horizontal, cold-wall reactor with mixing of the gases immediately in front of the susceptor. Extremely high V/III ratios of 500 were required. At higher temperatures, even as
432
8 >
AK PL
X=0
in c
Specific Materials
0.3
£
0.6
*j
J1
N TJ
F
kn.8
1.8
1
1.9
4 W-193 '
/
y L_
0
z
h
1
U n 7 meV
1
1
1
2.0 2.1 2.2 Photon Energy ( eV )
1
2.3
Figure 8.21. 4° K PL spectra of (Al,Ga,_Jo3 Irio^ Players with jc = 0, 0.3, and 0.6. (After Ikeda et al. [168], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
low as 630° C, the morphology was found to degrade drastically. Using this approach, they reported the same growth efficiencies of 3 - 4 X 10^ juLtn/mol for growth using any of the group III precursors TEIn, TEGa, TMIn, or TMGa. Using TEAl, the growth efficiency was approximately twice as high, leading them to postulate that TEAl is a dimer in the vapor similar to TMAl. This is not generally believed to be the case. Using this approach, Ikeda et al. obtained excellent-quality material. Their PL spectra are reproduced in Figure 8.21. The intensity is high even for x^j of 0.3 (x = 0.6 in the notation of Fig. 8.21). The half-width of 12 meV for the layer with jc^i = 0.075 is extremely small. The Sony group also reported excellent AlGalnP/GalnP quantum-well structures with layers as thin as 10 A. These structures were used for laser fabrication [168], discussed in Chapters 9 and 10. Suzuki and coworkers [152] were the first to report high-quality AlGalnP for injection laser devices. They used TEGa, TEIn, and TMAl in a low-pressure (70-Torr), horizontal reactor with precracked PH3. The optimum temperature was found to vary from 640° C for GalnP to 750° C for AllnP At this temperature the In distribution coefficient was found to be only 0.32, having accounted for the dimer nature of TMAl. This low value is a clear indication of parasitic reactions depleting TEIn from the vapor, even in this low-pressure system, although evaporation of In from the surface also plays a role. The same group [172] reported the key feature for obtaining high-quality AlGalnP to be the use of an air lock to prevent the susceptor and inside of the quartz reactor from being exposed to air between runs. When the air lock was not used, high resistivity AlGalnP was the invariable result. They showed a PL spectrum peaking at 555 nm for material with jc^i = 0.25. The intensity was lOX lower than for comparable GalnP due to the proximity of the indirect band gap. AlGalnP for the commercial production of high-brightness LEDs is grown by
8.6
433
As/P Alloys Hole Concentration vs (DMZn)/[lll] 1.00E+19^
X 1.00E+16 [DMZn)/{lll]
Figure 8.22. Hole concentration of AlGalnP alloys (x = 0, 0.4-0.5, 1) as a function of [DMZn]/[III]. (After Chen etal. [171]).
low-pressure OMVPE using the trimethyl-group III precursors plus the group V hydrides [171]. As for GalnP, the donors are typically Si or Te. The hole concentration obtained using DMZn is shown versus the DMZn concentration in the vapor in Figure 8.22. For GalnP, hole concentrations as high as 2 X 10'^ cm"'' were obtained. However, the addition of Al resulted in a significant decrease in the maximum hole concentrations obtained. The use of Mg, typically from the precursor Cp2Mg, resulted in higher hole concentrations of approximately 10^^ cm~^ even in AllnP [171]. Two problems were felt to be mainly responsible for the lack of effectiveness of acceptor impurities: (1) compensation by residual oxygen and (2) passivation of the acceptor by atomic H generated during growth. McCalmont et al. [173] demonstrated that oxygen creates deep levels that compensate the shallow donors in AlGalnP. The effect of H to passivate impurities is widely seen in III/V semiconductors [174], especially in high-band-gap materials such as AlGalnP [175]. The H can be driven from the layers by a proper high-temperature annealing step. This is especially important for the high-Al-content confining layers in laser and LED structures [171]. The use of alternate phosphorus precursors for AlGalnP growth may be important as the scale of production for LEDs made in these materials increases. Mannoh et al. [176] showed that high-quality p-type layers of AlGalnP can be grown using TBP at 710°C with V/III ratios as low as 75. The activity of Zn acceptors and PL intensity were at least as high as for PH3 at the much higher V/III ratio of 350.
8.6
As/P Alloys
The III/V alloys with mixing of As and P on the group V sublattice are some of the most significant for practical applications. GaAsP was the workhorse material for visible LEDs for well over a decade. GalnAsP is by far the most important
434
8 Specific Materials
material for fiber optic emitters and detectors in the 1.3-1.55 jmm range important for long-distance communication systems. These alloys are among the most difficult for MBE growth. In fact, it was the As/P alloys that led Panish to suggest the use of gas source MBE to solve the problems with controlling the As/P composition in these alloys [177]. As we discussed in Section 2.4.2, control of solid composition in these alloys even by OMVPE is considerably more difficult than for the alloys discussed earlier where mixing occurs on the III sublattice. For 111,1112V alloys, the distribution coefficient is normally controlled by mass transport and is, thus, approximately equal to unity and independent of temperature. For IIIAsP alloys grown with a V/III ratio much greater than unity, both thermodynamics and kinetics play a role in determining the distribution coefficient. The kinetic factors are largely related to the much slower pyrolysis rate for PH3 than for ASH3 [178, 179]. Thermodynamics enters the picture due to the difference in stability of the phosphides, as compared with the arsenides, as evidenced by their higher band gaps, and the difference in stability of the hydride pyrolysis products, the dimer and tetramer group V species. These factors give rise to P distribution coefficients that are typically much smaller than unity in the normal range of growth temperatures from 550° to 700°C. Because the PH3 pyrolysis is so slow at these temperatures, the phosphorus distribution coefficient also increases markedly with increasing temperature. This causes significant problems for both uniformity and reproducibility. The results for As/P alloys will be subdivided in the following discussion, with the simpler ternary systems treated first.
8.6.1
InAsP/GaAsP/AIAsP
The alloys InAsP, GaAsP, and AlAsP have all been grown by OMVPE, typically using the trimethyl-group III sources at atmospheric pressure, although Fukui and Kobayashi [180] used the triethyl alky Is at 76 Torr. These factors are found to play a relatively minor role in the incorporation of P into the solid. In Figure 2.37, the P concentration in the solid is plotted versus the ratio of the input partial pressure of PH3 divided by the total input group V flow rate. The figure contains data for InAsP as well as GaAsP. The data of Fukui and Horikoshi [181] for InAsP at 600° C show that a very high ratio of PH3 to ASH3 is necessary to produce alloys with a significant P content. This point is frequently interpreted in terms of the low pyrolysis efficiency of PH3 at low temperatures [182, 183], but it may also be related to adsorption/desorption rates for the group V hydrides [184]. For GaAsP at higher temperatures, the P distribution coefficient is larger and is seen to increase with increasing temperature until at 850° C the P distribution coefficient becomes nearly unity. Several investigators [180, 185] have observed that the phosphorus distribution coefficient for GaAsP obeys an Arrhenius expression with an activation energy of 23-27 kcal/mol. A verification that the PH3 pyrolysis and/or adsorption rate does, indeed, lead
8.6
435
As/P Alloys
1000
PH3 crocking temperaturBf^C) Figure 8.23. Vapor-solid composition ratio for GaAs^P,_^ and InAs^P, _^ at different PH3 cracking temperatures. The growth temperature was 600°C, and the vapor composition ratio [P/As]^ was fixed at 25. (After Fukui and Kobayashi [180], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
to the low P distribution coefficient is the effect of precracking the PH3 [180]. As seen in Figure 8.23, precracking the PH3 at 900°C results in a fivefold increase in the P distribution coefficients for both GaAsP and InAsR This is substantiated by the effect of changing the P source from PH3 to the less stable TBP, which pyrolyzes at considerably lower temperatures [186, 187]. As seen in Figure 2.38, the P distribution coefficient at 610° C is increased markedly when PH3 is replaced by TBP, even more than when the PH3 is precracked. Another significant observation is that for the combination of TBP and ASH3, the distribution coefficient appears to be controlled by thermodynamics. However, the calculated results agree with the experimental data only when the As and P species are assumed to be exclusively the dimers, as discussed in detail in Section 2.4.2. At thermodynamic equilibrium, more As and P tetramers than dimers would be formed. However, the formation of the tetramers may be kinetically hindered, resulting in mainly dimers in the vapor. An additional factor, commented on in Chapter 4, is that the tetramers are apparently not effective sources for OMVPE. In fact, using an elemental P source, which produces mainly tetramers, no InP growth was observed unless the tetramers were dissociated using a plasma. The better matching of pyrolysis rates between TBP and ASH3 gives much better uniformities for both GaAsP and GalnAsP alloys, as discussed later. The surface reconstruction is also postulated to play a role. The formation of group V dimers on the surface appears to affect the incorporation of the group V elements into the soUd, as discussed in Section 2.6.4. The data in Figure 8.23 also indicate that the P distribution coefficient for GaAsP is approximately a factor of 2 larger than for InAsP at 600°C. Plots of solid versus vapor composition for AlAsP are compared with GaAsP results at 804°K in Figure 8.24 [188]. The P distribution coefficient is seen to be an additional factor of 5 larger for AlAsP. Similar results were reported by Ludowise and Dietze [189] where the P incorporation into AlGaAsP alloys was seen to increase
436
8 GROWTH TEMP 804 "C
0.12 0 10 008
Specific Materials
GaAsP /AIASP
006 AHA U.U*t
002 n
005
0 10
0.15
CPH3V(CPH3>CASH3J) Figure 8.24. Solid versus vapor composition for (D) AIAs,_^P^ and (O) GaAs,_^P, at 804''C. (After Kobayashi and Fukui [ 18 ;], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
smoothly as the Al content of the solid was increased. The increasing propensity for P incorporation in the order In/Ga/Al is probably a reflection of increasing reactivity (i.e., higher thermodynamic stability), as suggested by Kobayashi and Fukui [188], although kinetic mechanisms were suggested by Samuelson et al. [190] and by Ludowise and Dietze [189].
8.6.2 GalnAsP The first truly successful growth of device-quality GalnAsP was by Duchemin and coworkers [191] using TEIn, TEGa, ASH3, and PH3 at reduced pressure (approximately 76 Torr). The growth rate was found to depend linearly on the combined group III flow rate and to be independent of substrate temperature between 500° and 600°C [192]. To grow Gao 21 Ino 79 ASQ 47 P0.53, lattice-matched to the InP substrate, a ratio of PH3 to ASH3 of 50 was required. An interesting feature of the experimental data is an apparent insensitivity of solid composition to vapor composition for alloys nearly lattice-matched to the substrate. This may be an example of "lattice latching" seen in the LPE growth of GalnP [193] and other alloys, as mentioned in Section 2.4.1.1. Schaus et al. [194] report a similar effect for the OMVPE growth of GalnP using TMGa and TMIn in a low-pressure (76-Torr) reactor. Similar effects in GaAsP alloys have been attributed by Leys et al. [184] to the effect of strain on the adsorption and desorption rates of the group V hydrides. Iwamoto et al. [195] and Sugou et al. [196] presented systematic reports of GalnAsP growth using basically the same approach as pioneered by Duchemin and coworkers. However, an examination of their data leads to a better understanding of the growth process. The data of Suguo et al. [196] for solid composition versus molar flow rates in the vapor are presented in Figures 8.25a and 8.25b.
8.6
As/P Alloys
437 Q8
[/
8
Ga/In = 1.1 (TEG/FED Ts : 630 X
%
/
Pg : 76 Torr
/ o]/
/
0
1
1
1
0.2 0.4 0.6 Mole Flow Ratio (TEG/TEl)
1
B
As/P=12(AsK3/PH3)
.
Ts •• 630 *>C " Pg : 76 Torr
o
/ /
c 0 0
a E
0>,2
u0
0 /
< n0
1 I L Q2 QA ae Mole Row Ratio (ASH3/ PH3) (bl
Figure 8.25. Relation between GalnAsP alloy composition and molar flow ratio of group III to group V elements. The data are taken from samples that are closely lattice-matched (+0.2%) and have comparable PL intensities. (After Sugou et al. [196].)
For mixing on the group III sublattice, the ratio of Ga to In in the soUd is nearly identical to the ratio of molar flow rates of TEGa and TEIn: the Ga distribution coefficient at 630° C is determined to be 1.1. For mixing on the group V sublattice, with PH3 precracking at 800° C, the As distribution coefficient at 630° C has a value of approximately 12. Iwamoto et al. [195] observed similar results without
438
8
Specific Materials
fn,.xGaxASyP,.y
[PH3I • 2 . 4 X 1 0 " ^ fTiol«/fnin T«uto • 6 2 5 • € • 4 0 Tofr 0.2
0 4
05
Figure 8.26. The relation between the ratio of the solid Ga fraction x to the fraction of TEGa flow x^ = [TEGa]/[TEGa] + [TEIn]) as a function of the solid As fraction y for Ga,In,_^.As^,P,_^,grown at 625°C. (After Iwamoto et al. [195].)
precracking of the PH3. As a result, the As distribution coefficient was much larger, approximately 100 at 625° C with a reactor pressure of 40 Torr. The Ga distribution coefficient was found to be approximately 1.5, independent of the As/P ratio in the solid, as seen in Figure 8.26, indicating some In depletion. Increasing the temperature was found to have no effect on the Ga distribution coefficient but to result in a dramatic decrease in the As distribution coefficient. These results are all in agreement with our understanding of the thermodynamic and kinetic factors controlling solid composition, as discussed in Chapters 2 and 7 and with the results observed for other alloy systems. The first growth of Gain As P in an atmospheric-pressure reactor was reported by Ludowise et al. [197]. They used TMGa and TMIn combined with either TMP or TMAs to form an adduct in an effort to retard parasitic reactions. More recently, as described in earlier sections, this has been found to be unnecessary since pure TMGa and TMIn do not participate in parasitic reactions with arsine and phosphine. At a growth temperature of 750° C, the group III distribution coefficient was found to be nearly unity, and the behavior of the group V distribution coefficient was reported to be similar to that for GaAsP. The growth of GalnAsP has also been performed in an atmospheric-pressure reactor using the TMIn-TEP adduct directly, as reported by Moss and Spurdens [198], with similar results. Later results using TMIn and TMGa at atmospheric pressure [199] are similar. The substitution of He for the H2 was found to have little, if any, effect on either the growth process or the materials properties. SiH4 and DEZn doping were studied, with distribution coefficients of 2 X 10~^ and 4 X 10"^ respectively. Unfortunately, the authors neglected to specify the growth temperature. Shortly after these early results a number of researchers demonstrated the atmospheric-pressure growth of GalnAsP using TMIn, TMGa, and the group V
8.7
Antimony Compounds and Alloys
439
hydrides. For example, Nelson et al. [200] demonstrated the growth of devicequality materials for lasers, detectors, and field-effect transistors. The dopants used for GalnAsP were similar to those used for the other III/V semiconductors described earlier—namely, DEZn for p-type doping and Si2H6 for n-type doping. As mentioned earlier, the uniformity of GalnAsP, particularly the As/P ratio in the solid, is found to be much better for the combination of TBP and ASH3 than for the combinations of PH3 and ASH3 or TBAs and TBP [201]. As previously discussed for the growth of GaAsP, this is due to the increased pyrolysis rate for TBP, as compared with PH3, which more nearly matches the behavior of ASH3. The increased uniformity of composition for TBAs combined with TBP has also been reported to give improved results for the OMVPE growth of GalnAsP/InP for 1.3 /Jim multi-quantum-well laser diodes. The laser performance was found to be comparable to that for lasers fabricated in material grown using the hydrides [202]. Excellent-quality GalnAsP has been grown by CBE using TEGa, TMIn, and precracked (920°C) ASH3 and PH3 [203]. This material has low-temperature PL linewidths as narrow as 3 meV, which is estimated to be the intrinsic limit due to alloy broadening. Electron mobilities near the limit imposed by alloy scattering have also been reported. In this case. As is still preferentially incorporated into the solid, but the distribution coefficient is small, between 1.5 and 3, depending on the material composition. The substitution of TBAs and TBP for the hydrides in the CBE growth of GalnAsP using TMIn and TEGa has been shown to yield excellent-quality l.55-fjim injection lasers [204].
8.7
Antimony Compounds and Alloys
The antimony compounds and alloys represent the smallest-band-gap III/V semiconductors. Band gaps range as low as 0.15 eV at 300°K for InAsSb alloys [205, 206] and even lower for metastable alloys where Bi, or perhaps Tl, is added to the system. Thus, the antimony compounds are potentially useful for infrared detectors and emitters ranging from the 1.3-1.55 /mm range of interest for fiber optic systems, through the 3 -5 /xm range of interest for chemical sensor systems, infrared countermeasures, and future extremely long-distance communication systems using non-Si02 fibers [207], and even into the 8-12 /im regime of interest for night vision and infrared imaging applications. These small-band-gap materials are also of interest for tandem solar cells and thermal photo voltaics (TPVs) [208]. The high electron mobilities also make these materials potentially useful for cryogenic ultrahigh-speed electronic devices. The Sb-containing semiconductors have not been studied as thoroughly as the higher-band-gap P and As materials. Nevertheless, they are worth considering briefly. A major difference in the growth of
440
8 Specific Materials
these materials is related to the much reduced volatility of Sb relative to As and P. This means that the use of high V/III ratios results in the formation of solid Sb on the surface of layers of InSb, GaSb, AlSb, and their alloys. In general, the temperatures required for the growth of these small-band-gap materials are also lower. This poses additional problems for the precursors used: they must pyrolyze at lower temperatures than used for the III/V semiconductors with As and P anions. They must also be stable during long-term storage at room temperature and not engage in parasitic prereactions. In general, the range of parameters that can be used to grow high-quality layers of the Sb-containing materials is much tighter than for the arsenides and phosphides.
8.7.1 GaSb and AIGaSb The OMVPE growth of GaSb was first reported by Manasevit and Hess [209] and was thoroughly studied by Cooper et al. [210], Using TMGa and TMSb, Cooper et al. were able to grow high-quality layers only when the vapor phase was slightly group Ill-rich (V/III in the range from 0.3 to 1). This is very different than the conditions used for GaAs, InP, and other III/V semiconductors with more volatile group V components. Since the vapor pressure of liquid Sb is much lower than for either As or P, too high an Sb partial pressure will result in the formation of a second condensed phase, as shown in Figures 2.11 and 2.12 and discussed in Section 2.2.1.1. This gives metallic Sb droplets on the surface when the V/III ratio is too high. On the other hand, having an actual V/III ratio (accounting for incomplete pyrolysis of the precursors) of less than unity results in Ga droplets on the surface, also indicated in Figures 2.11 and 2.12. Haywood etal. [211] report good morphologies for substrate temperatures of 550° and 600° C with near-unity V/III ratios using TMGa and TMSb. Novel Sb precursors have been developed for the growth of the antimonides, including GaSb, at low temperatures with reduced levels of carbon contamination. One of the most successful for the low-temperature growth of InSb, as discussed later, is trisdimethylaminoantimony (TDMASb) [212]. Another is tertiarybutyldimethylantimony (TBDMSb) [213]. The growth efficiencies of GaSb from TDMASb and TBDMSb combined with TMGa are plotted versus reciprocal temperature in Figure 8.27. The growth rate decreases with decreasing temperatures below approximately 500° C where the growth rate is limited by the TMGa pyrolysis rate. Note that the growth efficiency using TDMASb appears to be higher in the kinetically limited region, indicating that the intermediates produced during the pyrolysis of TDMASb, probably the dimethylamino radicals, assist the pyrolysis of TMGa. The effect is much more pronounced for TMIn, as discussed later. The high growth efficiencies observed at higher temperatures indicate the lack of parasitic reactions, even at atmospheric pressure. Wang et al. [216] compared the use of several Ga and Sb precursors for the low-
8.7
Antimony Compounds and Alloys
1000/T
441
(1/K)
Figure 8.27. Growth efficiency versus temperature for InSb and GaSb grown using two Sb precursors. The data for TMIn and TBDMSb are from reference 214, and the data for TMGa and TBDMSb are from reference 215. (After Shin et al. [212], reprinted with permission from Journal of Electronic Materials, a publication of the Metallurgical Society, Warrendale, Pennsylvania.)
pressure (150-Torr) OMVPE growth of GaSb. They found that the combinations of TEGa + TESb and TEGa -h TDMASb gave surface defects. FTIR measurements indicated this to be due to gas-phase prereactions. Layers with the best properties were obtained for the combination TEGa + TMSb. Using TEGa, they reported a temperature-independent, mass-transport-limited growth rate in the range from 525° to 640° C. Good-quality layers were also obtained for the combination of TMGa + TMSb. Because of the stability of TMGa, this gives a kinetically limited growth rate that decreases with decreasing temperature. Undoped GaSb is normally p-type, independent of the growth technique. This is thought to be due to native defects, von Eichel-Streiber et al. [217] were able to dope GaSb layers grown by LP-OMVPE using TEGa and TESb p-type to concentrations of > lO^^ cm-3 using DEZn. They found that n-type doping using H2 S was ineffective, reportedly due to the creation of DX centers. However, DETe was used to create n-type layers in the mid-10^^ cm~^ range [217]. The addition of Al to GaSb to increase the band-gap energy is important for the growth of confining layers in laser structures emitting in the 3-5 /xm region of the spectrum. These materials have been produced by LPE and MBE, but the difficulties with the addition of Al, discussed earlier, have somewhat retarded
442
8 Specific Materials
progress in the OMVPE growth of these materials. The first report of the OMVPE growth of AlGaSb [218] used conventional precursors in a low-pressure reactor at temperatures of between 640° and 680° C. At 680° C the Al distribution coefficient was unity, as expected. The use of lower temperatures resulted in a decrease in the Al content of the solid. Cao et al. [219] reported the atmospheric-pressure growth of AlGaSb and AlGaAsSb alloys using conventional precursors at a temperature of 560°C. They found extremely high background carbon contamination levels. They also reported a degradation of surface morphology for high values of Al concentration, attributed mainly to oxygen contamination, a well-known problem for Al-containing materials, as discussed earlier. Wang et al. [220] report similarly high free-hole concentrations approaching 10-^ cm~^ for growth of high Al content alloys at 680°C, with considerably reduced concentrations at 600°C. Much better results in terms of residual carbon and oxygen contamination have been reported for AlGaSb and AlGaAsSb layers grown on GaSb using TTBAl and TEGa [221]. However, deleterious parasitic reactions were observed for this precursor combination. The group V precursors were TMSb and TB As.
8.7.2 InSb Biefeld [222] reported the growth of InSb in an atmospheric-pressure reactor using TMIn and TMSb as source molecules. The growth rate was found to be a linear function of TMIn flow rate for values of V/III ratio between 0.77 and 2.4. The growth efficiency versus temperature is shown in Figure 8.30. The growth process appears to be thermally activated at low temperatures with an activation energy of approximately 14 kcal/mol. The results of Chiang and Bedair [223] using TEIn have a similar activation energy, although the growth efficiency is lower, possibly due to parasitic reactions. They also reported a dependence of InSb growth rate on the TMSb flow rate, in contrast with Biefeld's results. Sugiura et al. [224] report an interesting variation on the use of group V hydrides for OMVPE. They generated the unstable SbH^ in their own laboratory and then stored it as a liquid at — 80°C. TEIn and SbH3 were then introduced into the vacuum chamber for InSb growth by what amounts to a CBE process. They found a V/III ratio of > 8 was required to obtain good morphologies at the growth temperature of 400° C. In this reactor, where parasitic reactions are completely eliminated, the growth rate was found to be proportional to the TEIn flow rate and independent of the SbH3 flow rate for V/III ratios of greater than unity. They reported the growth of single-crystalline InSb layers at temperatures as low as 300°C. This is due to the use of SbH^, which pyrolyzes at much lower temperatures than for TMSb. The pyrolysis temperature for TMSb is >500°C [225], as shown in Section 5.3.2.8 (see Figure 5.24). Returning to the data plotted in Figure 8.27, at temperatures above 500°C the growth rate appears to become independent of temperature, as expected in the
8.7
Antimony Compounds and Alloys
443
transport-limited regime. At lower temperatures the growth rate is exponentially dependent on temperature and is also reported to be a function of substrate orientation, as expected in the surface-kinetic-limited regime. Surface morphologies were found to be poor for growth temperatures <450°C. Similar to the results for GaSb, values of Sb/In ratio of >2 resulted in an Sb second phase dispersed throughout the epitaxial layer. For V/III ratios of less than unity, In droplets were observed on the surface. Thus, InSb growth appears to follow closely the general model proposed for OMVPE growth in Chapter 7. The common Sb precursor TMSb causes problems for low-temperature growth. The CH3 radicals are believed to produce carbon contamination of the layer, and the molecule is too stable for efficient use at the very low growth temperatures required for some alloys. A number of Sb precursors, including trivinylantimony [226] and triallylantimony [227] have been explored for the growth of InSb without noticeable improvements as compared to the conventional sources TESb and TMSb. The use of triisopropylantimony (TIPSb) has allowed the growth of InSb to temperatures as low as 300° C [228]. TBDMSb is less stable than either TMSb or TEGa due to the weaker tertiarybutyl-Sb bond. It has been used for growth of InSb at temperatures between 325° and 450°C [214]. Biefeld and Gedridge [229] report rough surfaces for T < 425°C for both TIPSb and TBDMSb. The highest electron mobilities were obtained for a temperature of 400° C using TIPSb, although the highest low-temperature (20° K) mobility of 250,000 cm^/Vs was reported for OMVPE growth using TMIn and TMSb [230]. The temperature dependence of the pyrolysis rate for various Sb precursors was discussed in Sections 4.4.2 and 5.3.2.8. Another way of assessing the efficiency of the Sb precursor at low temperatures is to plot the optimum V/III ratio (giving the best morphology) versus growth temperature. As previously mentioned, an actual Sb/In ratio of nearly unity is required for the growth of single-phase InSb. Thus, V/III ratios exceeding unity indicate the incomplete pyrolysis of the Sb source during growth. As seen in Figure 8.28, the TBDMSb pyrolysis efficiency begins to fall at temperatures of less than approximately 425° C, considerably lower than for TIPSb. The use of high V/III ratios allows the growth of singlephase layers with reasonably good morphologies at temperatures as low as 325° C. Carbon is incorporated into InSb as a donor. As seen in Figure 8.29, the electron concentration due to carbon donors in InSb is nearly independent of growth temperature using TMIn and TBDMSb [214]. This is a problem for InAs, as discussed in the next section. A seemingly ideal precursor for the growth of the antimonides is diisopropylantimonyhydride (DIPSbH). The presence of the H ligand might be expected to assist in the reduction in residual carbon. In fact, the low DIPSbH pyrolysis temperature of 200°C [234] does lead to growth temperatures as low as 275°C [235]. As seen in Figure 8.28, V/III ratios of only slightly larger than unity are required even at this low temperature. Unfortunately, this Sb precursor results in high carbon contamination levels [231].
444
8
Specific Materials
T ( °C )
Figure 8.28. Optimum value of V/III ratio as a function of growth temperature for InSb grown using TDMASb and TMIn. For comparison, the results for InSb growth using TMIn with TIPSb, TBDMSb, and DIPSbH are also shown. (After Shin et al. [231], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
The Sb precursor giving perhaps the best results is TDMASb. As seen in Figure 8.27, the presence of TDMASb apparently markedly assists the pyrolysis of TMIn, giving higher low-temperature growth efficiencies than for the other Sb precursors. Figure 8.28 shows that the V/III ratio at low temperatures is actually less than unity. The TDMASb pyrolyzes more efficiently than TMIn at low temperatures. As seen in Figure 8.29, the carbon contamination levels for lowTemperature (°C) 450 10^°
400
300
350
1 FA" InAs GrOM n Using TMIn & A$H3 •f
10'3
,
10'»
^
10'^
-
InSb Grown Using TMIn & TBOMSb
h
A
A A
A
t
4=
-^-
t ^&^ 1.2
1
1.3
1.4
,
••
1.5 1000/Tg
1.6
1.7
1.8
(K'^ )
Figure 8.29. The 77°K electron concentration versus growth temperature for InSb layers grown using TBDMSb and TMIn. The electron concentrations for InAs layers grown using TMIn and arsine are also shown for comparison [232, 233]. (After Chen et al. [214], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
8.7
445
Antimony Compounds and Alloys
temperature growth of InSb are similar to the values for the TIPSb and TBDMSb. This is probably not intrinsic but rather due to impurities in these nonelectronicgrade sources. PL can be obtained from the InSb layers grown using TMIn at temperatures as low as 350°C using TBDMSb [214] and 300°C for TDMASb [231], but the intensity begins to drop for temperatures <400°-425°C.
8.7.3 InAsSb InAsSb is important because the band-gap energy bows strongly downward for the alloys relative to the compounds. This results in the lowest band-gap energies for the conventional III/V semiconductors [236]. Fukui and Horikoshi [237] reported the first systematic OMVPE growth study of InAsSb alloys. They used TEIn, TESb, and ASH3 in a horizontal reactor. The dependence of solid composition on the ratio of TESb to TESb + ASH3 in the vapor was reported in Section 2.4.2 (see Figure 2.34). The 500°C results agree closely with the thermodynamic calculation assuming equilibrium at the solid/vapor interface [238]. Biefeld also systematically studied the atmospheric-pressure OMVPE growth of InAsSb using TMIn, TMSb and ASH3 [222]. The growth rate was found to be directly proportional to the TMIn flow rate and independent of the TMSb and ASH3 flow rates. The temperature dependence of growth efficiency seen in Figure 8.30 is similar to that for InSb. For V/III ratios of greater than 2.3, a condensed
550 5000| 1 T
TEMPERATURE (C) 500 450 400 \
iOOO
350
r~
o
UJ
o
1
3000
E -^ 2000
1000 0 . # InSb 500
1.2
1.3 1.4 1.5 1.6 3, RECIPROCAL TEMPERATURE (10 /K)
Figure 8.30. Growth efficiency of InAsj_^Sb^ and InSb versus reciprocal temperature. This semilog plot indicates that the growth rate is thermally activated for both materials. The filled circles are data for InSb from Chaing and Bedair [223]. (After Biefeld [222], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
446
8
Specific Materials
l.O!
O.B
O.Bl
III/V-l.O -
0.4
0.2
1.0 PTMSb^^PjMSb* PfltH3^
Figure 8.31. Mole fraction of InSb in solid InAs,_^Sb^(x|t,) versus group V fraction of trimethylantimony in the vapor (x^^) for three different III/V ratios. The curves are the calculated values for the indicated III/V ratios using the model of thermodynamic equilibrium at the interface at 475°C. (After Biefeld [222], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
Sb-rich phase was observed in addition to the InAsSb alloy, and an In-rich second phase was found for V/III ratios of <0.9. As for InSb, substrate temperatures >450°C were necessary to obtain good surface morphologies, with the optimum being 475° C. The effect of V/III ratio on the Sb distribution coefficient is illustrated in Figure 8.31. The solid lines were calculated using the model, assuming thermal equilibrium at the interface, described in detail in Chapter 2. For a V/III ratio of unity, essentially all As and Sb reaching the solid/vapor interface are incorporated, giving an Sb distribution coefficient of unity. For higher V/III ratios, the greater thermodynamic stability of InAs relative to InSb results in Sb distribution coefficients of less than unity. The use of low temperatures has been found to be important for the growth of metastable alloys such as InAsBi, InSbBi, and InAsSbBi [232, 233, 239]. Bi concentrations of 6.1% were actually incorporated into the solid as zincblende solid solutions for very low growth temperatures of 275° C. Another possibility for decreasing the band-gap energy of InSb (or InAsSb) is to add another large isovalent impurity, Tl. It has been suggested [240] that the solubility of Tl in InSb will be as large as 15%. This is counter to the results of DLP-based arguments that the solubility limit will be small for such a large atom
8.7
Antimony Compounds and Alloys
447
[241], as discussed in Chapter 2. A systematic study of the InSbTl system suggests that, indeed, the solubility limit is <0.01 [241]. The use of TMIn poses several problems for the growth of the antimonides, particularly at the low temperatures required to incorporate Bi into metastable alloys to reduce the band-gap energy, in addition to the problems with the variability of effective vapor pressure discussed in Chapter 4. Problems with carbon contamination using either TMIn or EDMIn are exacerbated at reduced growth temperatures [242]. Carbon is a donor in the In compounds. For growth of InAs using TMIn and ASH3, the free-electron and carbon concentrations are seen to increase dramatically at temperatures of less than about 400° C [214], as seen in Figure 8.29. In addition, TMIn is too stable for efficient growth at low temperatures. These problems with TMIn, and similar problems with EDMIn, led to the exploration of TIPIn. The pyrolysis temperature was found to be approximately 110°C, much lower than the value of 310°C obtained for TMIn in a similar experiment [242]. TIPIn has been used for the OMVPE growth of InAs at 300° C with a V/III ratio of 144. The change from TMIn (or EDMIn) to TIPIn gives a reduction in residual carbon doping levels by several orders of magnitude. Similar studies using the precursors TIPIn and TBAs produced similar results [205]. Huang et al. also report a higher growth efficiency in the low-temperature, kinetically limited growth regime for InAs grown using TIPIn -h TBAs. However, the efficiency in the mass-transport regime was somewhat lower than for TMIn due to parasitic reactions in their atmospheric-pressure reactor. These can be partially avoided by clever reactor design to minimize the volume upstream from the substrate, the use of tapered walls to avoid eddy currents, and a large total flow rate [205]. The use of low pressure is also expected to be beneficial. The most important positive attribute of TIPIn is the reduced carbon contamination. The n-type doping level is plotted versus the InSb mole fraction in InAsSb alloys in Figure 8.32. The carbon doping is seen to be much lower using TIPIn, because of the removal of CH3 radicals from the system. The value of n is also seen to decrease with increasing InSb concentration. This is interpreted as due to the reduced Sb-C bond strength relative to As-C, which leads to less carbon contamination in InSb than in InAs. In addition, low-temperature growth produces InAs of improved quality as evidenced by the first observation of detectable PL at temperatures as low as 275° and 300°C.
8.7.4 Other As/Sb Alloys The GaAsSb system has a miscibility gap at common OMVPE growth temperatures, as discussed in Chapter 2. Nevertheless, Cherng et al. [243] were able to grow alloys throughout the range of solid composition using TMGa, TMSb, and
448
8 10"
lO'*
Specific Materials
O RI)Mln»TnA*fTBDMSb, Tg-350 "C (I luang ti •! I26| (IW4)) • EDMIn»TBAi»TBDMSb*TMBi, Tg-350 ^C (Huang et t\.\b] (1994)) A TIPIn*TBAs*TBDMSb, Tg-350 "C (Present work)
oo c^
c o
u
A .
^A
0.4 0.6 Composition x
0.8
1.0
Figure 8.32. Room-temperature electron concentration versus solid composition for InAsSb layers grown using TIPIn, TBAs, and TBDMSb at 350°C. The data are compared with published [236] and unpublished data from Huang et al. (After Huang et al. [205], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
either TMAs or ASH3 in an atmospheric-pressure horizontal reactor. IVIacroscopically, the growth process resembles that for InAsSb and other III/V alloys. The growth rate is found to be a linear function of TMGa molar flow rate and independent of temperature in the range above approximately 620° C, as seen in Figure 8.33. Below 620°C the grow rate is apparently controlled by surface kinetics, since the growth rate is an exponential function of reciprocal temperature. The growth rate was also found to be a function of substrate orientation. The optimum temperature range was from 570° to 640° C for the production of layers with mirror-like morphologies. The composition of the solid is determined by thermodynamics, as evidenced by the excellent agreement between calculated compositions and experimental results shown in Figure 2.34 and discussed in Section 2.4.2. The effects of both substrate temperature and V/III ratio are also predicted by the simple thermodynamic equilibrium calculation performed without adjustable parameters [244]. In a more recent study using TEGa, TBAs, and TMSb as the precursors in a low-pressure reactor [245] the relationship between solid and vapor composition was found to agree with the thermodynamic model for a growth temperature of 550°C. However, for lower temperatures of 475° and 525°C, growth using low V/III ratios gave an As distribution coefficient of less than unity, which cannot occur according to the thermodynamic model. This is not likely to be due to differences in the low-temperature pyrolysis rates of the two precursors. The data presented in Chapter 5 indicate that TBAs is likely to be pyrolyzed more effi-
8.7
449
Antimony Compounds and Alloys
680 40 —1
640
660 1
620 1
"n
TCC) 600 1
580
560
1
1
7 20 •— 3
^
ir 6 J
t^
Qr
n
GoA»,.,Sb,,
O
• i 10 6 8
540
^
"
^
«-0.5
o (311 I
inP
A (221)
InP
a
InP
(100)
H
^
^
r\^^v^^
4
H
c
1
2
LU
S
•
1
O 0 8 0 0 6
1 . 1.05
1
1
•
1
1
1.10 1/T
1
1
1
1
1
1
1.15 C K ) " ' X 10 -3
1
1
1
i
1
1
1
1.20
Figure 8.33. Growth efficiency (growth rate/group III molar flow rate) for GaAsSb versus growth temperature for (100) (D), (311) (O) and (221) (A) InP substrate orientations. (After Cherng et al. [243], reprinted with permission from Journal of Electronic Materials, Vol. 15, 1986, a publication of the Metallurgical Society, Warrendale, Pennsylvania.)
ciently than TMSb. The results were tentatively attributed to undefined kinetic factors other than group V pyrolysis rates. The V/III ratio is the key parameter for the growth of metastable alloys. Using a V/III ratio of unity, a nearly random mixture of As and Sb atoms can apparently be trapped in the solid by the next layer of GaAsSb deposited. The atoms simply do not have time to rearrange into a two-phase mixture before they are immobilized by being covered. Cooper et al. [210] had earlier reported an apparent miscibility gap in OMVPE grown GaAsSb. However, this was due to the use of V/III ratios of greater than unity where Sb is rejected from the solid due to the greater thermodynamic driving force for GaAs formation. As an extension of the growth of GaAsSb, Cherng et al. [246] also reported the growth of the even more unstable GalnAsSb alloys over the entire range of solid composition. As shown in Figure 2.28, the miscibility gap is very large for this system, which has a critical temperature of 1428°K. GalnAsSb alloys have also been grown using the precursors TMGa, TMIn, TMSb, and TBAs in an atmospheric-pressure, horizontal reactor [247]. A group III distribution coefficient of 1.0 was observed at 600° C. The Ga distribution coefficient was reduced for growth at lower temperatures, due to the incomplete pyrolysis of TMGa. The Sb distribution coefficient was reported to be 0.9 at 600° C for V/III ratios of
450
8
Specific Materials
approximately unity. The value was found to decrease to 0.35 at 500°C, a value larger than that reported for growth using TMSb and arsine [246]. A narrow PL line width of 8 meV was observed for a sample with x^^ = 0.1 and x^^ = 0.08. This is better than the earlier OMVPE results and comparable to the value of 7 meV reported for layers of the same composition grown by MBE [248]. Today, the devices in materials grown by OMVPE are of similar quality to those grown by MBE. An example are the high-performance TPV devices produced in GalnAsSb/AlGaAsSb structures grown by OMVPE [249]. The high growth rates typical of OMVPE growth offer a distinct advantage over MBE for the thick (>5 /Jim) layers required for these device structures. GalnAsSb layers well inside the region of solid immiscibility were also grown by atmospheric-pressure OMVPE using the precursors TBAs and TBDMSb at temperatures of 500°-550°C [250]. The PL line widths of the materials produced were somewhat narrower than those obtained using the conventional precursors. Jen et al. [251] found that the surface As and Sb atoms in GaAsSb alloys were able to rearrange themselves over short distances to reduce the free energy by forming a natural GaAs/GaSb superlattice. The electron diffraction patterns show evidence of the two variants of the Ll^ ordered structure with periodicity orthogonal to the growth direction, as seen in Figure 2.6b and discussed in Section 2.1.2.9. A second ordered structure with periodicity along the (210) directions, the El, structure, was also observed. The growth temperature and growth rate were found to determine the extent of ordering. Both high and low temperatures retard ordering. As discussed in Chapter 2, a basic understanding of these effects will probably require a systematic study of the effect of temperature on the surface reconstruction. There are also bulk effects, since these ordered structures are stable in bulk GaAsSb. For example, at high temperatures a reduction in the driving force for bulk ordering due to the greater contribution of entropy to the free energy may diminish ordering. The kinetics of formation of ordered structures is apparently too slow at low temperatures to allow ordering in the time period before the surface layer is covered by the next atomic layer. This is similar to the interpretation of the much more detailed studies of the effect of temperature on CuPt ordering in GalnP [252], as described in Section 5.5. For GaAsSb, the use of slower growth rates is observed to allow ordered structures to form even at lower growth temperatures [253]. The kinetic aspects of ordering are discussed more fully in Chapter 5. AlAsSb alloys have also been grown by OMVPE [254]. These materials are useful for the confinement layers in IR lasers. The layers were grown using the novel Al precursor TMAA or EDMAA combined with TESb and ASH3. Significant levels of carbon and oxygen impurities were reported, even for these novel Al precursors. The effect of reactor pressure in the range from 65 to 630 Torr was studied. Fewer parasitic reactions of the type discussed earlier were observed for
8.7
Antimony Compounds and Alloys
451
a vertical reactor with rapid substrate rotation. Using TESn and DEZn, respectively, n- and p-doping were obtained. The temperature ranged from 500° to 600°C with V/III ratios of 1-17 and growth rates between 0.3 and 2.7 /xm/h in a horizontal reactor. Injection lasers were fabricated using the AlAsSb layers for optical confinement and a strained InAsSb/InAs multi-quantum-well active region. Laser operation was observed for temperatures as high as 210°K with an emission wavelength of 3.8-3.9 /JLTU. AlGaAsSb alloys have also been produced, using the trimethyl precursors of Ga, In, and Sb plus arsine at a temperature of 560°C [255]. These alloys have been produced even in the area of solid immiscibility. The growth of high-quality materials using the trimethyl precursors is difficult because of the extremely high carbon background doping levels, exceeding 10'^ cm""^. Much better results were obtained using novel precursors. Wang [221] reports the use of TTBAl, TEGa, TMSb, and TBAs for the growth of device-quality layers using DETe as the n-type dopant. Lasers emitting at a wavelength of 1.75 /xm were reported capable of room-temperature operation. As mentioned earlier, these alloys are also necessary as window and confining layers in high-performance TPV devices [208,249].
8.7.5 P/Sb Alloys Two highly metastable alloys, GaPSb and InPSb, have been grown using OMVPE. P and Sb are so different in size they give rise to large positive interaction parameters and hence large enthalpies of mixing, as discussed in Chapter 2. This, in turn, gives rise to large miscibility gaps in both GaPSb and InPSb with critical temperatures of 1,996° and 1,319°K, respectively [256, 257]. The regions of solid immiscibility cover more than 95% of the solid composition range at normal growth temperatures. Using the same technique described earlier for the growth of GaAsSb—namely, the use of V/III ratios of near unity—both alloys have been grown over their entire composition ranges using TMGa, TMIn, TMSb, and PH3 in an atmospheric-pressure reactor [256-258]. GaPSb was grown with mirrorlike morphologies in the temperature range from 530° to 600°C. InPSb alloys were grown at lower temperatures, between 460° and 600°C. The growth efficiency was found to be nearly independent of temperature in this range, indicating the growth rate to be controlled by mass transport. The values of 1.0-1.5 X 10^ /x/mol indicate the absence of parasitic reactions. InPSb solid composition is plotted versus the ratio of TMSb to TMSb + PH3 in the vapor in Figure 8.34. The data can be described using an Sb distribution coefficient of between 12 and 15. The distribution coefficient is larger than unity because PH3 pyrolysis is so inefficient at the low growth temperatures used. Earlier work of Fukui and Horikoshi [259] for the growth of InPAsSb quaternary alloys at 600° C using TEIn indicated the solid composition to be limited by the region of solid immiscibility when values of V/III exceeding unity were used. Biefeld et al. [260]
452
8 /(po
0.1
0.2
0.3
1
r
1
TMSb
1.0 0.9 0.8 0.7 0.6 0.5 0.4 0.3 0.2 0.1 0
-
po
po
t
(b)
^/ -/ ••• / • / n / / /
:.: ^
y-
L V L0.02_ 0.04
)
PH3'
TMSb
(c)
0.4
-^
^»
0.5
;
^ 600°C 0 580°C a 560°C
(c) • 480°C
A 1
0.06 0.08
P:TMSb / ( p oTMSb
(a)
(b) •500°C • 480°C • 470°C A 460°C
-. ^ —^A •
I 0D (a) J
Specific Materials
0.1
po ) PH3
Figure 8.34. Solid composition versus vapor composition (calculated without considering the incomplete pyrolysis of PH3) for InP,_^Sb^. Data labeled (a) represent the samples grown on InP between the temperatures of 560° and 600°C at a fixed vapor composition. Data labeled (b) represent the samples grown on In As at growth temperatures between 460° and 500° C. Data labeled (c) represent samples grown on InSb at a growth temperature of 480°C. The broken and solid curves were calculated for values of the Sb distribution coefficient of 12 and 15. (After Jou et al. [258], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
also grew InPSb alloys lattice-matched to InAs, with x^^ = 0.31, using TMIn, TMSb, and PH3. Using temperatures between 450° and 525°C and a reactor pressure between 0.1 and 1 atm, they obtained smooth morphologies. However, electron microscopy revealed the initial stages of spinodal decomposition, due to the miscibility gap. This resulted in broad PL emission due to inhomogeneous broadening. Later work [261] reported low-pressure growth of InPSb using TMIn, PH3, and TESb at a relatively high temperature of 520°C and a V/III ratio of 275. Highquality, single-phase layers with mirrorlike surfaces and narrow X-ray diffraction peaks were obtained. They observed PL at 0.46 eV with a half-width much narrower than reported by either Jou et al. [258] or Biefeld et al. [260]. They also doped the InPSb layers with H2S and DEZn giving maximum electron and hole concentrations of 4 X 10^^ and 1-2 X 10^^ cm"^, respectively. The GalnPSb quaternary has an enormous miscibility gap covering nearly the entire range of solid composition for normal growth temperatures, which are relatively low due to the low melting points of these alloys. Nevertheless, alloys with compositions extending well into the region of solid immiscibility have been produce by OMVPE at temperatures of 480°-560°C [262].
8.8
lll/V Nitrides, AIGaInN
The only III/V semiconductors capable of producing blue photons are the nitrides, with band-gap energies ranging from 1.89 (InN) to 6.28 (AIN) eV [263].
8.8
453
lll/V Nitrides, AIGaInN
The nitrides of aluminum, gallium, and indium can be considered either III/V semiconductors or, due to their large band-gap energies, insulators. They behave very differently than the conventional III/V semiconductors, the phosphides, arsenides, and antimonides discussed in earlier sections, and have been very late in developing. A particular problem is the high N vapor pressures and related problems with p-type doping. The lack of a suitable lattice-matched substrate is a second major problem. Layers are typically grown on sapphire substrates. GaN is typically produced by near-atmospheric-pressure (300-760 Torr) OMVPE using the precursors TMGa and NH^ at temperatures of approximately 1,000°C. The growth apparently occurs via formation of an adduct in the vapor phase and subsequent complex pyrolysis reactions [264]. This has resulted in the need for OMVPE reactors with novel flow patterns [265]. Many of the difficulties with the nitrides can be traced to the high volatility of N relative to the other group V elements. As discussed in Section 2.2.1, a certain minimum group V pressure must be maintained in the vapor to produce a III/V solid with no other condensed phases. When the N pressure over GaN is too low, a second condensed phase, a Ga-rich liquid, is produced in addition to the GaN solid. Of course, group V pressures higher than this minimum are often used. This controls the stoichiometry of the solid. The temperature dependence of the minimum N pressure in equilibrium with the single-phase solid is plotted in Figure 8.35 for GaN and InN. For comparison, the equivalent data for InP and GaP are also included. Due to the high volatility of elemental N, the N pressures over the nitrides are typically higher than the P pressures in equilibrium with InP and GaP. The N pressure over InN is much higher than for GaN, because of the weaker Vapor Pressure vs. Inverse Temperature
(0
O)
o
10 /T Figure 8.35. fellow [263]).
(K)
Vapor pressure versus inverse temperature for the group III nitrides. (After String-
454
8 Specific Materials
bonding in the solid. It is emphasized that these are the minimum group V pressures. Because of the high Ga-N bond strength, the growth of GaN requires relatively high growth temperatures for the growth of high-crystalline-quality material, as discussed later. This set of conflicting demands, the need for high growth temperatures to obtain high-crystallographic-quality material combined with the need for low growth temperatures to keep nitrogen from leaving the solid, poses perhaps the major obstacle to obtaining the highest-quality GaN, AIN, and InN. It also favors the high-pressure OMVPE growth technique as compared with the UHV techniques MBE and CBE. The combination of high growth temperatures and high nitrogen volatility leads to high concentrations of N vacancies in GaN. The nitrogen vacancies are thought to act as electron donor centers [266]; thus, the early GaN epitaxial layers contained background n-type carrier concentrations of > 10'*^ cm""^. The vapor pressure of N over InN is orders of magnitude larger than for GaN, as seen in Figure 8.35. Thus, the problem of residual n-type doping is even more severe for GaInN alloys [267-269]. The thermodynamically motivated approaches to reducing the vacancy concentrations are the use of (I) higher atomic nitrogen concentrations in the nutrient vapor phase and (2) lower growth temperatures. Each will be discussed here. The N pressure can, within limits, be increased by increasing the partial pressure of the nitrogen precursor and/or by increasing the rate of pyrolysis to produce atomic nitrogen. The most common precursor for the growth of the nitrides is ammonia. Other, more labile N precursors are potentially useful since they pyrolyze more efficiently at low temperatures, as discussed later. Alternatively, N2can be dissociated using a plasma. This is an approach used for both MBE [269-271] and OMVPE [272] growth of the nitrides. Development of compact electron cyclotron resonance plasma units that can be conveniently attached to an epitaxial reactor has led to their widespread use in epitaxial growth systems. However, the plasma itself can represent a problem for the production of materials for minority carrier devices, since highly energetic atoms from the plasma can damage the semiconductor material, producing a significant concentration of nonradiative recombination centers. This must be avoided for the production of long minority carrier lifetime layers [271]. One factor influencing the choice of growth temperature for OMVPE is the minimum temperature required to provide sufficient surface mobility of adatoms to allow the growth of highly perfect single-crystalline layers at a reasonable growth rate. Dryburgh [273] estimated the lower temperature limit to be 894°C for the epitaxial growth of single-crystalline GaN. However, we expect that somewhat higher temperatures will be required to produce high-structural-quality layers with excellent minority carrier properties. This is borne out by the experimental evidence. For example, an apparent lower limit for the growth of high-quality GaN is approximately 1,000°C. In addition, a clear improvement in the quality of GaInN layers is observed as the temperature is increased from 500° to 800° C
8.8
lll/V Nitrides, AIGaInN
455
[268]. The minimum temperature required for the growth of this alloy was not calculated by Dryburgh, but it is expected to be somewhat lower than for GaN, because of the lower average bond strength. A second factor affecting the minimum growth temperature is the temperature at which the N precursor pyrolyzes. Efforts to produce high-quality epitaxial layers at the lowest possible temperature have included the use of N2 plasmas, UV photon irradiation during growth [274], and the use of alternate precursors that produce atomic N at temperatures much lower than the value of 1,000° C required to break the relatively strong N-H bonds in NH3. Another difficulty caused by the use of NH3 is the presence of high concentrations of atomic H in the films. The H passivates the p-type dopant, as discussed later. As discussed in Section 4.4.3, other, more labile precursors that have been explored include hydrazine (H4N2) and related molecules. Hydrazine is quite unstable, pyrolyzing at 400°C. It has a convenient vapor pressure of 10 Torr at 18°C [275, 276]. However, it is extremely dangerous since it is both explosive and highly toxic. Dimethylhydrazine (CH3NH)2 has been used with TMGa to produce GaN at low temperatures, from 550° to 650°C with V/III ratios of 160, significantly lower than those required for NH3 at these temperatures [277]. However, this compound is also dangerous. Monomethyl hydrazine (MMHy), thought to give less carbon contamination because of the presence of only one CH3 radical per two N atoms, has been used for the CBE growth of cubic GaN, using TEGa, on a GaAs surface [278]. The results are not very promising, because the maximum growth rate, obtained at 620° C is < 1,000 A/h, a rate much too slow to useful for most applications. A potentially less hazardous precursor, phenylhydrazine, has also been explored for the growth of GaN with TMGa [279]. Layers were successfully grown at the relatively low temperatures of 750°- 800° C with V/III ratios of only 4. The problem with this precursor is the relatively low vapor pressure of 0.03 Torr at 25°C. The similar molecule tertiarybutylhydrazine has been used for GaN growth at 930° C [280]. Jones et al. [281] have demonstrated the growth of AIN using nitrogen precursors similar to the singly alkyl-substituted arsine and phosphine precursors so successfully used for the OMVPE growth of conventional III/V semiconductors, as discussed in Section 4.4.3. The precursors tertiarybutylamine (TBAm) and isopropylamine (IPAm) were combined with trimethylaluminum (TMAl) to form the AIN. The reaction occurs via in situ formation of an adduct between the Al and N precursors. Unfortunately, very high carbon contamination levels were observed. Replacement of the TMAl by tritertiarybutylaluminum (TTBAl) produced AIN with similar levels of carbon contamination [281]. The use of similar precursors for the growth of GaN was unsuccessful, producing only Ga droplets [282]. Similarly, Beaumont et al. [283] found both TBAm and triethylamine (TEAm) to be unsuitable for the growth of GaN. An Al precursor that is promising for the production of epitaxial AlGaN layers
456
8 Specific Materials
with lower carbon contamination levels is trimethylaminealane (TMAA), the recently developed Al precursor described earlier for the growth of conventional III/V semiconductors. The use of TMAA with ammonia has been demonstrated to produce less carbon contamination than the conventional TMAl [284]. It also has a higher vapor pressure than the other frequently used Al precursor TEAl. TMAA combined with TEGa and NH3 was used to produce layers of AlGaN over the entire composition range at 1,000°C. The AIN layers had carbon contamination levels as low as 10'^ cm~^. TTBAl and TEGa have also been successfully used for the growth of AlGaN [285]. Precursors containing both the group III and the group V elements have also been explored [282]. However, as for the conventional III/V semiconductors, the resulting loss of control of stoichiometry is a problem. In addition, the volatility of these large and complex precursors is typically too low to be practical for OMVPE growth. The potential for the use of alternate precursors for the growth of AIN, GaN, InN, and their alloys is obvious. However, at this time the use of these alternate precursors has not resulted in significant improvements in the OMVPE process for the growth of these materials. An unusual feature of the OMVPE growth of the III/V nitrides is the extreme sensitivity of the growth process to the carrier gas [286]. The use of N 2 is known to suppress In droplet formation for the growth of GaInN [287]. In situ SPA measurements indicate that this is due to a much higher N desorption rate in H2, apparently due to reactions between atomic nitrogen on the surface and H2 in the vapor [288]. As previously mentioned, one of the major problems with the III/V nitrides has been the difficulty in p-type doping. This is partially due to the high donor concentration due to N vacancies and partially due to hydrogen passivation of the acceptors, typically Mg [289]. Thus, materials grown by OMVPE must either be annealed in nitrogen after growth [290] to remove the hydrogen or irradiated by a low-energy electron beam during growth [291]. This is not required for MBE growth using atomic N produced from a N2 plasma, where no atomic H is present on the surface during growth. Akasaki and coworkers were the first to demonstrate that with suitable postgrowth treatment they could produce p-type layers, using Mg doping with Cp2Mg [292], with hole concentrations as high as 3 X 10'^ cm~\ This led to the development of the first p/n junction, blue GaN LEDs emitting at wavelengths of 370 and 420 nm, somewhat below the band-gap energy. Unfortunately, the difficulties with high N pressures resulting in high n-type background concentrations are more severe for GaInN than for GaN. The weaker bonds in InN result in a lower dissociation temperature [293]. In other words, the nitrogen pressure at a given temperature is several orders of magnitude greater than for GaN, as seen in Figure 8.35. Alleviating the problem somewhat is the
8.8
lll/V Nitrides, AIGalnN
457
expectation that the minimum temperature for growth of high-quality epitaxial layers of GaInN will be somewhat lower than for GaN, as discussed earlier. The same approaches used for GaN can be used for GalnN. Guo et al. [272] and Wakahara and Yoshida [294] have succeeded in growing InN on GaAs substrates at the low temperatures of 400°-600° C by using OMVPE with a microwave-excited nitrogen plasma. However, the layers need a postgrowth annealing step to improve the material quality. Matsuoka et al. [268] were able to grow higher-quality GalnN alloys at higher temperatures by low-pressure OMVPE using ammonia, TMIn, and TEGa on (0001) sapphire. The In distribution coefficient was found to be much higher at low temperatures: the value of k^^ is approximately unity at 500°C and 0.1 at 800°C. This is most likely due to evaporation of In from the surface at high temperatures, as discussed earlier for the conventional In-containing III/V alloys. Very high V/III ratios are required for growth of GalnN at the higher temperatures, but the result was spectacular. The PL intensity was observed to increase by four orders of magnitude as the growth temperature was increased from 500° to 800°C. The AIGalnN alloys have a region of solid immiscibility at normal growth temperatures, as discussed in Chapter 2. Nevertheless, both Osamura et al. [295] and Nakamura and coworkers were able to grow alloys throughout the entire composition range with a smooth variation in band-gap energy with composition. However, the growth of alloys with significant In concentrations is found to be extremely difficult. An increase in growth temperature also reduces the size of the region of solid immiscibility. As mentioned briefly, another major problem for the growth of the III/V nitrides is the lack of a suitable lattice-matched substrate. Bulk growth of GaN is virtually impossible because of the extremely high nitrogen pressures required. Efforts to produce relatively large single crystals for substrates by growth from a Ga-rich solvent have not met with a great deal of success, partly owing to the low solubility of N in Ga without use of a bomb to produce extremely high nitrogen pressures. Recent efforts have also been directed at producing bulk GaN by chloride vapor-phase epitaxy using very high growth rates [296, 297]. Most GaN layers are grown on sapphire substrates, even though the lattice parameter mismatch is approximately 16%. In addition, the thermal expansion coefficient of sapphire is significantly greater than that of GaN [263], which causes large stresses in the GaN epitaxial layers during cooling from the growth temperature. These problems lead to extremely high dislocation densities (>10'^ cm"^) [298, 299], which would kill the luminescence from the conventional III/V arsenides and phosphides. Akasaki and coworkers were able to nucleate the GaN on sapphire substrates by first growing an amorphous 50-A layer of AIN before the OMVPE growth of the GaN layer at a temperature of 1,020°C using the conventional precursors trimethylgallium (TMGa) and ammonia [291]. These layers were highly
458
8 Specific Materials
luminescent, in spite of the high dislocation densities. More recently, Nakamura and coworkers have demonstrated that GaN grown at 550° C can be used equally well as the buffer layer [290]. A recent development has been the use of SiC substrates having a lattice mismatch of "only" 3.5% for GaN and 1% for AIN. The thermal expansion coefficient of GaN is also somewhat closer to that of SiC, although the difference produces GaN layers that are under tension, a potential drawback since such layers may crack during growth or processing. The use of SiC substrates results in more than an order-of-magnitude reduction in the dislocation density, to a value of approximately lO'^ cm~^ [300, 301]. Another important advantage is that the SiC substrates can be doped to make them conducting. This vastly simplifies the device structures. A major drawback to SiC substrates is that they are currently much more expensive than sapphire. An even more recent approach to solving this problem is the use of overgrowth techniques. In an early implementation of this technique, designed to reduce the defect density due to the substrate lattice parameter difference for the LPE growth of GaAs on Si substrates, the substrate is masked using Si02 with narrow carefully oriented stripe openings [302]. Growth is initiated in the openings, producing a defect-filled layer. No nucleation occurs on the mask, so the regions over the mask are filled in by lateral growth. The direction of the openings is chosen to maximize the lateral growth rate. The resulting material is much more perfect than that grown on the original substrate. Similar techniques were also used years ago for vapor-phase growth [303]. In the later rendition of this technique, called ELOG (epitaxial lateral overgrowth), for the improvement of the perfection of the nitrides grown on sapphire substrates, a thin (2-/>tm) layer of GaN is grown first. This is then patterned with an array of Si02 stripes separated by GaN windows a few microns wide. GaN nucleates and grows only in the windows. Again, the region over the mask is filled in by lateral growth. The laterally growing layers eventually meet for the approximately 10-yLtm-thick GaN layer grown on the masked surface, producing a continuous GaN overgrowth [304-306]. Kapolnek et al. [305] report the ratio of lateral to vertical growth rates to depend strongly on the orientation of the stripe and the growth parameters, with maximum ratio of 4.1. One would expect either a macrostep or, perhaps, defects where the two layers meet. However, Nakamura et al. [306] report a nearly perfect coalescence with a low dislocation density over the entire region. Etch pit densities of 2 X 10^ cm "^ were observed in the windows, with virtually dislocation-free material in the regions produced by overgrowth. Marchand et al. [307] reported a reduction in the threading dislocation density of 3 - 4 orders of magnitude. This reduction in dislocation density is believed to be the key factor in obtaining long-lived, blue injection laser devices, as discussed in Chapter 10.
8.8
lll/V Nitrides, AIGaInN
459
Still another novel approach to reducing the dislocation density in the GaN layer grown on a dissimilar substrate is the use of the ''compliant substrate" approach where the mismatch between substrate and epitaxial layer is absorbed in a compliant layer. This approach has been used for the growth of GaN on Si-oninsulator [308]; however, it is still too early to evaluate meaningfully the utility of this approach. In general, this approach has the advantage of ultimately allowing growth of the nitrides on a readily available, conducting substrate. The creation of p/n junctions has led to a dramatic increase in research on the III/V nitrides. One result of this effort has been the development of OMVPE for the production of surprisingly high-brightness light-emitting diodes (LEDs). The use of quantum-well active layers containing In has led to blue, green, and amber LEDs with external quantum efficiencies exceeding 10% at several laboratories [309-311]. The details of these devices are discussed in Chapter 10. GaN and InGaN blue and green LEDs grown by OMVPE on sapphire substrates are available commercially. In spite of the high dislocation densities, the LEDs are also long-lived. Most recently, the more demanding blue laser devices have also been produced in AlGaInN produced by OMVPE. Such devices produced in layers grown by ELOG, discussed in Chapter 7, have now been demonstrated to have operating lifetimes long enough for commercial applications, as discussed in Chapter 10. The competing 11/VI compounds appear to have fundamental difficulties associated with reliability. The problem of improving the device reliability may be a fight to overcome fundamental obstacles, which does not bode well for the probability of ultimate success [269].
8.8.1 Group lll-AsPN Metastable Alloys The replacement of the group V element in a conventional III/V semiconductor by nitrogen adds considerable flexibility to the design of alloys for specific applications. For example, GaAsN with a nitrogen concentration of 19% can, in principle, be lattice-matched to Si substrates. This gives the possibility of producing III/V semiconductors on Si substrates. Such structures could be used, for example, to allow the growth of III/V laser and detector structures for high-speed optoelectronic interconnects for integrated circuits directly on the Si. However, since GaAsN lattice-matched to Si is predicted to be a semimetal, the use of either other alloys or strained layers will be necessary. As an example, Kondow et al. [312] produced, by gas source MBE, quantum wells of GaNAs with up to 10% nitrogen sandwiched between GaP layers. They emit at a photon energy of approximately 2.0 eV at low temperatures. The very large rate of change of band gap with added N gives rise to a number of applications in addition to low band-gap materials lattice-matched to Si. For
460
8 Specific Materials
example, Kondow et al. [313] have proposed the use of GalnAsN lattice-matched to GaAs as the confining layer in GalnAsP lasers emitting in the infrared at 1.31.55 /mm. This would provide a large confinement energy that is predicted to result in lasers that operate well at elevated temperatures. The difficulty with these alloys, as discussed in Chapter 2, is that the small covalent radius of N gives extremely small predicted solubilities. For example the predicted solubilities of N in GaAs, In As, and InP are only 10'"*, 10'^, and 10'^ cm~\ respectively [314]. The addition of N, an isoelectronic trap at these concentrations, has been used for decades to produce visible emission in the indirect material GaP. Since this material is often grown by LPE, the equilibrium solubility of N in this system has been studied experimentally. As seen in Figure 2.20, the calculated solubility is extremely small at normal growth temperatures. Due to the thermodynamic instability, the N-doped alloys desired for various devices must be produced by techniques that allow the growth of metastable alloys. This can be accomplished using MBE, CBE, and OMVPE. Many of the studies have been done by gas source MBE. In addition to the GaAsN alloys discussed earlier, N concentrations of up to 16%, well above the solubility limit, have been obtained in GaP. However, the maximum concentration demonstrated forInPis
8.9
Selective Growth of III/V Semiconductors
A major advantage of OMVPE, as compared with MBE, is the ability to deposit layers selectively in desired areas. For most conditions, growth can be prevented in certain areas by simply masking them with a thin Si02 layer. Exposure of the entire surface then results in growth only in the openings in the mask. This is an
8.9
Selective Growth of lll/V Semiconductors
461
extremely useful tool for the growth of photonic devices and integrated circuits. Another technique for producing the elaborate structures required is to grow a layer, etch away selected areas exposed photolithographically, and then regrow on the patterned surface. This is not only more complex, and hence more costly, but it frequently also results in imperfect interfaces and damage in the regrown layer. The object of selective growth is to have no deposition on the masked areas. However, growth of polycrystalline material on the Si02 mask may occur under certain conditions. For example, complete pyrolysis of the group III precursors results in the nucleation and deposition of either group III or III/V materials on the mask. It is for this reason that selective growth is impossible by MBE for most conditions, although at very high temperatures the group III element can evaporate from the masked surface. As discussed in Chapter 7, the group III precursors normally decompose only partially in the vapor phase. This results in species that do not adsorb on the mask layer. For example, for the growth of GaAs using TMGa, MMGa is produced by homogeneous pyrolysis, with the last step in the pyrolysis process occurring only heterogeneously on the GaAs surface, perhaps at a step edge, where MMGa adsorption is strong. This requirement, that the group III pyrolysis be incomplete, places minor restrictions on the ability to grow selectively by OMVPE. The temperature must be low enough to ensure that pyrolysis of the group III precursor is not complete. This, of course, depends on the nature of the precursor molecule. In fact, it has been suggested that precursors be developed specifically for selective epitaxy [321]. The use of low reactor pressures also decreases the extent of homogeneous pyrolysis. Thus, low-pressure OMVPE and CBE are well suited for selective growth using a wide range of precursors and growth conditions. The lack of growth on the masked area results in an increase in the concentration of partially pyrolyzed intermediates near the surface. These diffuse laterally toward the opening in the mask, where the concentrations are lower due to the equilibrium established at the interface between the vapor and the III/V solid. This results in a lateral flux of reactants in addition to the vertical flux. This causes an increase in growth rate at the edge of the mask and consequently a nonuniform growth rate in the opening. This effect also produces a compositional gradient near the mask for the growth of alloys [322]. The lateral transport may occur by surface diffusion but is typically dominated by transport in the vapor near the interface [323]. Naturally, the layer thickness and alloy composition typically depend on the mask-stripe width. This allows the tailoring of the solid composition and, consequently, the properties of, for example, multi-quantum-well laser structures [324]. The ability to select the local band-gap energy by a single-step selective growth process is a "breakthrough technology" for the fabrication of photonic integrated circuits [325]. For example, wave-guide layers tailored for several different wavelengths can be fabricated on the same chip without complex processing [326]. Similar techniques can be used for the simple production of tapered
462
8 Specific Materials
wave-guides. Since mesa etching is not required for either laser device or wave-guide fabrication, high uniformity is obtained. In addition, crystallographically perfect sidewalls and facets are obtained automatically. This is convenient for the growth of buried heterostructure lasers [327]. It also leads to the formation of perfect facets for laser devices [328]. The lateral inhomogeneity is considerably less in structures grown by CBE [329].
8.10 11/VI Semiconductors 11/VI semiconductors are important for two general types of photonic devices. Due to the more ionic character of the 11/VI, as compared with the III/V, semiconductors, the band-gap energies are generally higher. They are also typically direct band-gap materials. Thus, these materials have been used as light-emitting elements in cathode ray tubes for many decades: they are highly luminescent. The difficulty is in the production of p/n junctions. Typically, the high-band-gap 11/VI compounds are either n- or p-type. Attempts to convert to the other conductivity type are resisted by the tendency by these materials to produce compensating native defects. H may also act to compensate the dopants, as discussed earlier for the III/V semiconductors. The ease of producing point defects and dislocations also leads to the rapid degradation of p/n junction light-emitting devices. Nevertheless, the development of techniques for the low-temperature production of these materials has resulted in p/n junctions leading to the fabrication of short-wavelength LEDs and lasers. These devices are important mainly for display and optical memory applications. MBE has been the dominant technique for the production of these materials, but difficulties caused by extremely volatile elements, such as S, promise to ultimately make OMVPE a competitive technique for the production of these materials, although the presence of H can produce problems with the activation of dopants. Extremely small-band-gap 11/VI materials can also be produced due to the crossover of the band structure, with the resulting zero-energy band-gap, in HgCdTe. For decades these have been the leading materials for very longwavelength detectors. This discussion will begin with the growth of the narrowband-gap tellurides, followed by the high-band-gap SSe materials.
8.10.1 HgCdTe Hg|_^.Cd^.Te, with values of jc near 0.2, is the most widely used material for photon detectors in the important 8-12 /xm region of the spectrum. This material is also being investigated for other wavelength regions. Materials with x = 0.3 are effective in the 3-5 />tm region, and with x = 0.6-0.7 HgCdTe is even being considered for the 1.3-1.55 /xm region of the spectrum, useful for fiber optic communication systems, where III/V semiconductors are commonly used. Early
8.10
ll/VI Semiconductors
463
work focused on bulk and LPE growth of HgCdTe with successful detector results that have stimulated work on the more production-oriented OMVPE growth technique. Early studies of Mullin et al. [330] revealed the severe problems encountered in the OMVPE growth of HgCdTe. A major problem is with the selection of a suitable growth temperature. The most commonly used Te alkyl at that time, DETe, pyrolyzes effectively only at temperatures of approximately 410° C, as discussed in Sections 4.5.1 and 7.5 and shown in Figures 4.13 and 7.19. This is higher than the pyrolysis temperature of DMCd, the commonly used Cd source. Because of the volatility of Hg, the high growth temperatures require very high Hg pressures of >0.05 atm, with the Hg most commonly supplied in elemental form. As discussed in Chapter 6, the combination of a high Hg concentration and the large molecular weight of Hg leads to convection cells in the vapor [331]. The high temperature also results in the creation of large concentrations (> 10''^ cm""^) of Hg vacancies, which act as acceptors [332]. Finally, the self-diffusion coefficients at 400° C are large, precluding the growth of superlattice structures with abrupt interfaces. For these reasons, considerable effort has been devoted to research leading to a lowering of the growth temperature, such as the development of more labile Te sources and the use of photons to stimulate growth. In this section, the four major growth techniques will be described: thermal growth using DETe, the interdiffused multilayer process (IMP), thermal growth using alternate Te sources, and photon-assisted growth.
8.10.1.1 Thermal Growth Using DETe and DMCd Hoke and coworkers described the details of HgCdTe growth on CdTe [333], GaAs, and InSb [334] substrates. Typically a CdTe buffer layer was grown at a temperature of 440° C, below which the surface quality was found to degrade. The best results were obtained at values of the VI/II ratio (i.e., the molar ratio of DETe to DMCd input into the reactor) of approximately unity. The HgCdTe layer was subsequently grown by adding elemental Hg to the vapor. The Hg alkyls are considered too dangerous owing to their extreme toxicity, the high concentrations required, and because they do not oxidize when released into the air, all of which make them much more hazardous than elemental Hg, as discussed in Chapter 4. The growth temperature can be lowered to 410° C for the growth of high-quality HgCdTe, again with a VI/II ratio of approximately unity. A striking effect of the growth kinetics, which was described in detail in Chapter 5, was found to occur when the substrate temperature was lowered. At 370° C, only CdTe was grown. Interactions between Cd and DETe resulted in a lower pyrolysis temperature. Such interactions involving Hg were not effective. Thus, at temperatures below the temperature at which DETe alone pyrolyzes, only CdTe was produced. The growth rates of both CdTe and HgCdTe were between 3 and 10 yitm/h, relatively high by
464
8 Specific Materials
III/V standards. Because of the problems with the relative pyrolysis rates of the precursors, the uniformity of HgCdTe layers grown by thermolysis using DETe and DMCd does not meet the exacting standards required for detector devices. Thus, other techniques described later have largely displaced this technique.
8.10.1.2 Interdiffused Multilayer Process (IMP) In 1984, Tunnicliffe et al. [335] disclosed a new technique, the interdiffusedmultilayer process (IMP) for dealing with the compositional nonuniformity of HgCdTe grown using the conventional technique. Individual layers of HgTe and CdTe were grown sequentially. A subsequent annealing step at the growth temperature allows interdiffusion to produce a uniform layer of HgCdTe. Initially, the layers were grown using appropriate combinations of Hg, DMCd, and DETe at a temperature of 410°C. Today, DIPTe is more commonly used, which allows a lower growth temperature of 350°C [336-338]. The good match between DMCd and DIPTe pyrolysis temperatures gives rise to impressive compositional uniformities of 0.4% over a 1" sample [336]. Mitra et al. [338] used the IMP technique with ethyliodide (EI) and TDMAAs as dopants, as described later, to produce heterojunction photodiodes with cutoff wavelengths of 12.7 /mm. The quantum efficiencies, responsivities, and reverse leakage currents measured are comparable to the values measured in state-of-theart material produced by LPE. Thus, OM VPE is rapidly progressing toward being a technologically viable process for these devices.
8.10.1.3 Use of Alternate Te Precursor Molecules As mentioned, substitution of DIPTe for DETe allows the use of lower growth temperatures. The central carbon in the DETe precursor molecule forms a single bond to the other carbon atom (i.e., n^ = I). For DIPTe, n^ = 2. Thus, the C-Te bond strength is lower for DIPTe, which results in lower pyrolysis temperatures, as discussed in Chapters 4 and 7. The morphology of CdTe layers grown using DMCd and DIPTe has been studied as a function of substrate misorientation for nominally (001) CdTe substrates [339]. Misorientation by angles of 2°, 4°, 6"", and 8° toward the (l 1 l)Te direction was studied at temperatures of 337° to 425°C. Pyramidal facets are observed for perfectly oriented substrates. The density of these defects were observed to decrease as the misorientation angle was increased to 4°. For higher misorientation angles, a fish-scale morphology was observed at 337°C, which could be reduced by using higher growth temperatures. The authors interpreted the results in terms of the dynamics of step motion and step bunching, discussed in Chapter 3, during growth. DTBTe allows the growth of HgTe at considerably lower temperatures since
8.10
ll/VI Semiconductors
465
n^^ = 3. However, the vapor pressure of this material is low, as indicated in Table 4.9, which limits its appeal as a Te source. Other possible precursors for HgCdTe growth include dimethylditelluride (DMDTe), methylallyltelluride (MATe), and 2,5-dihydrotellurophene. MATe has been used to grow CdTe and HgTe in the temperature range from 250 to 350° C [340]. This material is attractive in terms of volatility and stability for long-term storage. However, studies of the pyrolysis pathways show that it is an inefficient Te source. Products such as DMTe are formed that are too stable to decompose during growth at the desired growth temperatures. Hails et al. [341] conclude that none of the organotellurium compounds containing methyl ligands will be effective precursors.
8.10.1.4 Photon-Assisted Growth Another technique for low-temperature HgCdTe growth involves the use of photons to stimulate the growth process. Irvine et al. [342, 343] used a high-pressure Hg lamp to grow HgTe at temperatures as low as 180°C. As discussed in Chapter 7, the growth rate was found to be temperature-independent between 240° and 310°C. At lower temperatures the apparent activation energy for growth was 25 kcal/mol. At temperatures of less than 250° C, no growth was observed without the UV photons. Adding DMCd to the system was found to frequently result in problems with homogeneous nucleation. This produced powder in the vapor that, in turn, resulted in the growth of randomly oriented crystals on the substrate. The use of a He carrier gas was found to help somewhat. However, lower photon intensities and higher growth temperatures were required to solve the problem by lowering the supersaturation in the system, which explains the success of Kisker and Feldman [344] using a low-pressure Hg lamp, which provides much less photoexcitation of the reactant molecules. Photoepitaxial results were reported by Irvine et al. [336] using a frequency-doubled Ar^ laser and DMDTe as the Te precursor to increase the absorption cross section. This resulted in HgCdTe layers with compositional uniformities of ±0.2% over 1".
8.10.1.5 Doping Studies Intentional p-type doping of CdTe, HgTe, and HgCdTe is not always necessary. For growth at 410° C using DMCd and DETe, undoped layers are always p-type due to the high concentration of Hg vacancies [332]. At the lower temperatures allowed by use of the newly developed Te sources, layers with lower p-type doping levels are obtained. These may require the addition of acceptor impurities for device fabrication. Arsenic has traditionally been the most common p-type dopant in HgCdTe. Taskar et al. [345] studied ASH3 doping of CdTe grown using DMCd and DETe
466
8 Specific Materials
in a conventional atmospheric-pressure apparatus. At a growth temperature of 350° C, the p-type doping level was found to be a linear function of ASH3 partial pressure. The low distribution coefficient of approximately 7 X 10 ""^ is probably indicative of the low ASH3 pyrolysis efficiency at such a low temperature. The maximum p-type doping level was found to be low, approximately 10'^ cm~^. Capper et al. [346] studied both ASH3 and PH3 doping of HgCdTe grown by the IMP process. Arsenic was found to be incorporated much more readily into CdTe. Growth under metal rich conditions (with VI/II ratios of <1) resulted in a marked increase in As incorporation. The As distribution coefficient was also increased by decreasing the growth temperature to 350° C using DIPTe and DMCd. Clearly, more labile As precursors are required as p-type dopants. TBAs [347] and phenylarsine [348] are more suitable, and have become widely used. However, the more recent results of Mitra et al. [347] indicate that TDMAAs may be the better. The properties of this precursor are discussed in Chapter 4. One of the problems of TDMAAs for the OMVPE growth of III/V semiconductors is its low vapor pressure; however, as a dopant, the low vapor pressure is an asset. Doping has been demonstrated using TDMAAs in the range of 10'^-2 X 10'^ cm~^. However, all of the As precursors prereact with the Cd precursor, which results in variations in HgCdTe alloy composition. A common donor for HgCdTe is In. Taskar et al. [345] studied n-type doping using TEIn. The electron concentration was found to be a linear function of TEIn flow rate with saturation occurring at approximately 10'^ cm~^. The distribution coefficient was determined to be approximately 3.3 X 10""^ at the growth temperature of 420°C. Today, a commonly used In precursor is TIPIn, since it pyrolyzes at low temperatures. However, the In precursors, including TIPIn, prereact with Te alkyls, forming adducts. As a result, iodine from EI, has been developed as an effective donor impurity [347]. It has no memory effect, has a low diffusivity in HgCdTe, and is 100% activated. Controlled doping in the range from 10'"^ to 10^^ cm~^ has been demonstrated for HgCdTe grown on CdZnTe substrates. Doping with iodine also gives high mobilities and long minority carrier lifetimes. Iodine incorporation is found to have a pronounced orientation effect, with the electron concentration changing from 10'^ cm"^ for the exact (100) orientation to 5 X 10^^ cm"-"^ when the misorientation is 40° in the (111)B direction [347].
8.10.2 ZnS and ZnSe Because the 11/VI semiconductors involving Zn have high band gaps, they are useful for short-wavelength light emitters. For example, ZnSSe alloys have direct band-gap energies ranging between 2.68 and 3.66 eV at 300°K. High luminescence efficiencies have been available for many years in these compounds: they are used extensively in phosphor applications. The limitations to device fabrication have been the inability to dope the materials both n- and p-type, thus making
8.10
ll/VI Semiconductors
467
the formation of p/n junctions extremely difficult, as already discussed. For example, ZnS and ZnSe are virtually always n-type when grown using conventional high-temperature techniques. This is attributed to self-compensation effects where native defect donors are generated to prevent the Fermi level from approaching the valence band. The use of low-temperature growth techniques such as MBE and OMVPE can be used to reduce the formation of these native defects [349]. Thus, MBE and OMVPE have finally been successful in achieving the p/n junction device results anticipated for more than two decades. Passivation by H is a problem that has only recently been recognized. This may be even more of a problem than for the III/V semiconductors because the H is predicted to be so strongly bound in the solid that removal by annealing will be virtually impossible [350]. This may be a major factor in the much better results obtained by MBE than OMVPE for these materials: No H is present during MBE growth. A review article by Stutius [349] summarizes the results obtained using Zn alkyls combined with S and/or Se hydrides in an atmospheric-pressure reactor. TEAl is mentioned as an excellent source for the donor Al, resulting in highly conducting n-type layers. Both Li and N are believed to be shallow acceptors, although p-type doping is difficult. Stutius points out that a major problem with the growth of the high-band-gap 11/VI semiconductors using atmospheric-pressure OMVPE is the premature reaction between the precursors, as discussed in Chapter 7. Three methods have been successfully used to avoid these problems: low reactor pressures, group VI alkyls, and group II alkyl adducts. The growth processes developed for each of these approaches will be described briefly in the following sections. Each section contains a discussion of doping. Recent results indicate that the growth of high conductivity p-type material may finally be possible by OMVPE.
8.10,2.1 Low-Pressure Growth Even using the Zn alkyls and the group VI hydrides, OMVPE growth of ZnS and ZnSe has been demonstrated without prereaction problems at reactor pressures in the vicinity of 1 Torr. Yamaga et al. [351] used DMZn and H2S molar flow rates of 4 X 10~^ and 2 X 10""^ mol/min, respectively, giving a VI/II ratio of 50 at a reactor pressure of 1 Torr. A growth temperature of 300° C gave excellent-quality ZnS. TMAl and HCl were used as n-type dopants. Resistivities of 1 ohm-cm were obtained using TMAl. Lower resistivities were obtained with HCl, but at the cost of poor crystallinity. The same group [352] obtained high-quality ZnSe using a similar approach, with a reactor pressure of 0.3 Torr and DMZn and H2Se flow rates of 4 X 10~^ and 2 X lO''* mol/min, respectively. The growth temperature was varied between 280° and 360°C. NH3 was used as a p-type dopant; however, only semi-insulating layers were obtained. Shibata et al. [353] successfully used a similar approach at a reactor pressure of 40 Torr.
468
8 Specific Materials
8.10.2.2 Use ofAlkyI Group VI Precursors Atmospheric-pressure growth of ZnSe using DMZn combined with DMSe was reported by Kamata et al. [354]. The alkyl flow rates were nearly equal, with 29.6 X 10-^ mol/min of DMSe and between 16.4 X 10"^ and 32.8 X 10 "^ mol/ min of DMZn, yielding a VI/II ratio varying from 1.8 to 0.9. A higher growth temperature was required due to the relative stability of the Se alkyl. Both CI (1-chlorooctane) and Al (TEAl) were used as n-type dopants, with superior results obtained for the CI. Using a similar approach, Yasuda et al. [355] grew ZnSe using DMZn and DESe with molar flow rates of 10~^ and 10"""^ mol/min, respectively, at a substrate temperature of 450°C. The approach to obtaining high hole concentrations is unique. Li and N, both shallow acceptors, were added simultaneously using solid lithium nitride (Li3N) as the p dopant. Hj ^^^ passed over the solid Li3N, held at 400° C, to transport the compound into the reactor. This approach resulted in hole concentrations as high as 9 X 10•^ cm~\ The capability of both n- and p-type doping allowed the fabrication of a p/n junction blue LED. The first blue-green laser diodes in 11/VI materials were produced by MBE. More recently, laser structures grown by OMVPE, operating at 77° K, were fabricated in the ZnMgSSe system grown on GaAs substrates, as discussed in Chapter 10. The precursors were DMZn, DMCd, (MeCp)2Mg, DES, and DMSe. The n-type dopant was ethyliodide. Diisopropylamine (DIPAm or /Pr2NH) was used as the p-type dopant, with UV irradiation used to activate the N [356]. Even so, the free-hole concentration is orders of magnitude less than the N concentration in the solid. This is almost certainly due to H passivation. As discussed in Chapter 4, other group VI alkyls have sufficiently high vapor pressures for use as precursors in the OMVPE growth of ZnSe. However, they typically require high growth temperatures [357]. DESe, DASe, and DIPSe require growth temperatures of between 450° and 550°C [358, 359]. In a comparative study, Bevan et al. [360] found that although ZnSe could be grown at 400° to 450° C using DIPSe and DEZn, better-quality material was produced at 500° C using DESe and DEZn. As mentioned in Chapter 7, the native defect density is expected to be higher in the 11/VI materials grown at higher temperatures. For the production of p-type material, this may prove to be a significant disadvantage associated with the use of the group VI alkyls. In addition, the use of MASe or DASe give rise to high levels of carbon contamination [358, 359]. The carbon in not electrically active, but at high concentrations it can compromise the crystallographic quality of the semiconductor. Recently, the use of r-butyl radicals has led to excellent results. Low carbon concentrations were obtained in ZnSe grown using r-butylallylselenide (TBASe), because of the blocking of internal rearrangement reactions leading to carbon contamination by the r-butyl group. Good morphologies and reasonable growth rates
8.11
Group IV Semiconductors
469
were obtained at 325°-350°C [358]. Even lower growth temperature of 315°C are possible using DTBSe and DEZn [359]. Tertiarybutyl selenol (TBSeH) has also been used for the low-temperature (350°C) growth of ZnSe [361]. The growth temperature can also be reduced using alkyl group II and group VI precursors by providing nonthermal energy to the system. The growth of HgCdTe using UV photon-assisted growth was described earlier. The photon-assisted growth of ZnSe from DEZn and DMSe has also been demonstrated at temperatures as low as 350° C [362]. A similar reduction in growth temperature can be obtained by plasma-enhanced OMVPE [359].
8.102.3 Use of Adduct Group II Precursors As discussed in Chapters 4 and 7, the use of adduct group II precursors is an attractive way of eliminating the parasitic reactions that plague the OMVPE growth of 11/VI semiconductors. In early studies, very high n-type doping levels of 8 X 10^^ cm""^ were observed in ZnS layers grown by OMVPE using the adduct DEZn-DES combined with HjS [363]. This combination avoids the prereaction problems experienced with the use of the Zn alkyls, although the authors also used a low-pressure (1.3-Torr) reactor. The adduct and hydride flow rates were 1.1 X 10~^ and 9.0 X 10~^ mol/min, respectively, giving a VI/II ratio of 0.8. The best results were obtained with substrate temperatures in the range from 300° to 350°C. The n-type dopant was TEAL Under the optimum conditions the distribution coefficient was only slightly less than unity. Today, ZnSe growth frequently uses the adduct DMZn-TEN in combination with the Se precursors described earlier [28]. For example, high-optical-quality ZnSe films were prepared using DMZn-TEN plus DTBSe at 330°C [364]. However, problems with p-type doping persist. The use of this precursor combination in a N2 carrier gas (to avoid passivation of the acceptors by H) with a plasma used in the low-pressure reactor to produce atomic N results in highly compensated p-type material [365].
8.11 Group IV Semiconductors The availabiUty of the convenient Si hydrides, SiH4 and Si2 H^, and the SiH4_^Cl^ precursors for the vapor-phase epitaxial growth of Si makes unlikely the development of OMVPE growth for this important semiconductor material. In addition, problems with carbon contamination from the organic radicals would probably cause difficulties. However, the demand for the controlled growth of very thin Si and Si/Ge structures as well as for low-dimensional structures for devices and integrated circuits operating at frequencies of > 1 GHz has stimulated research on the MBE and CBE growth of these materials. SiGe bipolar transistors with thin
470
8 Specific Materials
bases are generally accepted to have performance levels between those of Si and GaAs. The promise of lower costs for Si-based processes has generated great interest in these materials. The growth of Si by CBE from Si2ll(, is an interesting system for investigating the fundamental aspects of epitaxial growth due to the inherent simplicity of the system. Most of the complex surface reactions occurring during the CBE growth of GaAs and other compound semiconductors are absent. For example, the growth rate falls rapidly at low temperatures, as described in previous chapters for the compound semiconductors. However, in this case, the growth rate is unambiguously determined to be limited by the rate of H desorption from the surface rather than pyrolysis of the source molecule [366]. The high concentration of H on the surface has rather dramatic effects on the growth process and the properties of the materials produced [367]. At very high concentrations, the H passivates all of the dangling bonds on the (100) surface, leading to a (I X 1) surface. At concentrations seen for normal CBE growth conditions, the H simply adsorbs on the bonds at each end of the (110) dimers. This changes the electron states on the surface but not the reconstruction. Ga segregates to the surface during the MBE growth of SiGe alloys. However, the surfactant effect of the adsorbed H is believed to lead to the absence of Ge segregation during CBE growth [367]. This allows the growth of essentially perfect quantum wells that efficiently emit photons. Modulation doped structures have also been grown with extremely high electron mobilities [368]. This appears to suggest exciting possibilities for the CBE growth of unique SiGe structures.
8.12 Nonsemiconductor Materials As the individual devices in integrated circuits shrink to sizes well below a micron, the thicknesses of all of the layers in these complex structures must also be scaled down. This demands the control of thin semiconductor layers, as discussed previously and in more detail in Chapter 9. In addition, the demand for the controlled deposition of thin layers extends to the dielectric and metal layers in the integrated circuit. The need for well-controlled oxide layers extends beyond integrated circuits to topics such as the deposition of superconducting films. The deposition of all of these materials by OMVPE is a topic of increasing interest. In the following sections, the OMVPE growth of dielectric and metal layers will be considered individually but very briefly.
8.12.1 Oxides Films of several oxides of interest for semiconductor and superconductor devices have been deposited by OMVPE (or, more correctly, OMCVD for polycrystal-
8.12
Nonsemiconductor Materials
471
line films). Highly oriented Ti02 films, potentially interesting as insulator materials for metal-insulator-semiconductor (MIS) diodes and field-effect transistors (MISFETs), were deposited at temperatures between 300° and 450°C on n-type (001) InP substrates. The Ti precursor, titanium isopropoxide (Ti(0C31^7)4, or TIP), was maintained at a temperature between 27° and 35°C, slightly higher than room temperature due to the low volatility. Argon was the carrier gas. The TIP was reacted with pure oxygen to form the Ti02 film. Mirrorlike surfaces were obtained. For temperatures of greater than 350°C, the films were single-phase [110] rutile. For growth at 400°C, a dielectric constant of 90 and good reverse leakage behavior were measured [368]. The volatility of many cation precursors for oxide growth is too low for conventional OMVPE. Typical metal sources use the y8-diketonate ligands, RCOCH^COR', where R and R' are frequently either tertiarybutyl, designated thd, or methyl, designated acac. One solution to the problem with low volatility is to bring the precursors into the reactor as a solid [369] that is flash-vaporized just above the substrate. The precursors can also be introduced in a liquid phase. This "aerosol" OMVPE technique was used for the growth of epitaxial BaTi03 films on singlecrystalline MgO and SrTiO^ substrates [370]. The Ba precursor used was the adduct Ba(thd)2-2Phen in a diglyme solution. The Ti precursor used was Ti(0'Pr)2(thd)2 in the same solution. Of course the anion precursor was pure O2. The films were epitaxial for a growth temperature of 780°C. The OMVPE growth of high-temperature superconductor (HTS) films of the type YBa^Cu^Oy (YBCO) has recently been reviewed by Watson [371]. These were the first HTSs with a critical temperature above 77° K. No attempt will be made here to review the entire field. Rather, we will concentrate only on this single HTS material. There are a number of techniques for the production of thin films of YBCO, including laser ablation, sputtering, and OMVPE. The desired films are epitaxial, even though they contain twins, precipitates, and other defects. In the so-called ''in situ' OMVPE growth, the epitaxial films are produced without postgrowth annealing. The main advantage of OMVPE is the capability for growing large areas for economical commercial applications. The vapors of Y, Ba, and Cu are entrained into separate inert carrier gas streams and combined with oxygen just above the substrate. As discussed earlier, a particular difficulty for the OMVPE growth of these materials is the lack of volatile precursors. In a conventional reactor, their use often dictates that the metal precursors be maintained at temperatures of 100°250°C to obtain vapor pressures of 0.01-1 Torr. This requires, of course, heating of the gas-handling system downstream from the sources. Watson [371] discusses several alternative precursors. The metal precursors are typically combined with O2, although atomic oxygen has been used for CBE growth [372]. Often the OMVPE growth system is simply a modified cold-wall system of the type used
472
8
Specific Materials
for the growth of semiconductors [371]. For example, an EMCORE system of the type described in Chapter 7 with susceptor rotation at 1,100 rpm has been used for multiwafer growth [373], as has the AIXTRON system [374]. A typical growth temperature is between 700° and 800° C. Both photon- and plasma-assisted growth have also been used to provide nonthermal energy for pyrolysis and surface reactions [371]. Ce02 is used as a buffer layer for HTS films. Polycrystalline films of this oxide have been grown using low-pressure OMVPE on single-crystalline (100) SrTi03 substrates at 800°C using the precursor Ce(thd)4 [375]. Epitaxial single-crystalline layers of ferroelectric oxide materials are important for electro-optic devices and wave guides. A number of techniques have been used for their production, but OMVPE appears to be particularly promising [376].
8.12.2 Nitrides The nitrides have already been discussed as semiconductor materials for use in electronic switching and light-emitting devices. However, because of their large band-gap energies, they can also function as insulators and dielectric materials. AIN, with the highest band-gap energy of 6.2 eV, has been grown on 4H and 6H SiC substrates at temperatures of 1,200°C [377]. The high resistivity has allowed the fabrication of SiC/AIN MIS capacitors. The dielectric constant was found to be 8.4. The high measured leakage currents of the capacitors was attributed to grain-boundary conduction in the polycrystalline films. Silicon nitride, an important dielectric for Si integrated circuit fabrication, is typically deposited using SiH2Cl2 and NH3 at relatively high temperatures of, for example, 770° C [378]. The use of organometallic nitrogen precursors might be expected to lead to reduced growth temperatures, as required for structures consisting of very thin layers to be used in future circuits with very small dimensions.
8.12.3 Metals Metallization is a critical area for the fabrication of ultralarge-scale Si integrated circuits, with dimensions of <0.25 /xm. Considerable effort has focused on the MOCVD growth of thin Al films using TIBAl. This yields high-purity Al films free of significant carbon contamination. One disadvantage of TIBAl is the low vapor pressure, which requires that the bubbler be held at temperatures in excess of room temperature. Thus, the lines downstream from the source must also be heated. In addition, TIBAl is highly pyrophoric, which poses a safety risk. The trialkylamine adducts of AIH3, such as TMAA and TEA A, discussed in Chapter 4, have also been investigated for the growth of Al films [379, 380]. The absence of Al-C bonds and the weak Al-N interactions make these precursors promising for the low-temperature deposition of high-quality films free of C and
8.12
Nonsemiconductor Materials
473
N contamination. TMAA and TEA A are sufficiently volatile to be used at room temperature. They are also stable and nonpyrophoric [380]. Al growth using the alane adduct precursors on Si and Si02 requires a nucleating agent such as sputtered TiN or Cu to give good morphology films. Growth typically occurs at temperatures of approximately 250° C in low-pressure reactors (25-60 mTorr). For TMAA the deposition rate is believed to be limited by Al-N bond cleavage. For TEAA, it appears to be limited by the rate of recombinative desorption of H, as for the CBE growth of Si from disilane at low temperatures, as discussed earlier. TMAA gives higher deposition rates because it has a sticking coefficient at the surface of near unity. The need for a higher-conductivity metal for the very small lines in future ultrahigh-density integrated circuits, with feature sizes of <0.18 yu-m, has led to work on the vapor-phase growth of Cu. Vapor-deposited Cu produces a smooth film, even when covering a "substrate" containing very small holes produced as a part of the process. In addition, Cu is more resistant to electromigration than Al. Finally, vapor-phase deposition offers the possibility of selective deposition, which would simplify the integrated circuit fabrication process significantly. For these reasons, the deposition of Cu films using organometallic precursors has become a topic of great recent interest. Cu films were grown by Kim et al. [381] using hexafluoroacetylacetonate copper(I) vinyltrimethylsilane ((hfac)Cu(vtms)) at 180°C and 0.5 Torn The films were deposited on the barrier material TiN, itself grown using the organometallic precursors tetrakis-dimethyl-amino titanium Ti(N(CH3)2)4 [381]. TiN is a widely used barrier due to its high stability and good electrical conductivity. It is also believed to be a good diffusion barrier for Cu. However, it must be treated in situ using a N2/H9 plasma to produce good performance as a barrier material. One advantage of OMVPE for these applications is that the deposited films are conformal, unlike the films deposited by sputtering. Naik et al. [382] reported the low-pressure deposition of polycrystalline Cu films on various substrates using the (hfac)Cu(vtms) precursor at temperatures between 130° and 180°C. The precursor was held at temperatures of between 15° and 33°C. For the higher temperatures, the lines leading to the reactor must also be heated to avoid condensation of the precursor. They reported a linear dependence of growth rate on precursor concentration and a decrease in growth rate at lower temperatures, with an activation energy of 5.2 kcal/mol. Thus, at these low temperatures the growth rate is kinetically limited. The growth mechanism was postulated to be adsorption of (hfac)Cu(vtms) with rapid cleaving of the Cu(vtms) bond and desorption of vtms. The (hfac)Cu intermediate undergoes a bimolecular disproportionation reaction on the surface to produce the Cu film and (hfac)2Cu, which is desorbed. For this reason, the deposition Cu from this precursor under UHV conditions gives inferior film properties, with considerable levels of C and F contamination [383]. Naik et al. report that
474
8
Specific Materials
H2 and He carrier gasses yield essentially similar results. Thus, the hydrogen is simply an inert carrier gas.
References 1. P. D. Dapkus, H. M. Manasevit, K. L. Hess, T. S. Low, and G. E. Stillman, J. Crys. Growth 55 10(1981). 2. T. Nakanisi, T. Udagawa, A. Tanaka, and K. Kamei, J. Crys. Growth 55 255 (1981). 3. M. C. Hanna, Z. H. Lu, E. G. Oh, E. Mao, and A. Majerteld, Appl Phys. Lett. 57 1120 (1990). 4. T. F. Kuech and J. M. Redwing, J. Electrochem. Soc. 145 382 (1994). 5. S. K. Shastry, S. Zemon, D. G. Kenneson, and G. Lambert,/\/7/7/. Phys. Lett. 52 150 (1988). 6. M. Razeghi, F. Omnes, J. Nagle, M. Defour, O. Archer, and R Bove, Appl. Phys. Lett. 55 1677(1989). 7. L. R Chen, C. Y. Chang, and C. H. Wu, J. Appl. Phys. 61 442 (1987). 8. M. Kushibe, K. Eguchi, M. Funamizu, and Y. Ohba, Appl. Phys. Lett. 56 1248 (1990). 9. T. S. Low, B. J. Skromme, and G. E. Stillman, Inst. Phys. Conf. Ser 65 515 (1983). 10. Y. Fujisaki, Y. Takano, T. Ishiba, H. Sakaguchi, and Y. Ono, Jpn. J. Appl. Phys. 24 L899 (1985). 11. T. R Kuech and E. Veuhoff, J. Crys. Growth 68 148 (1984). 12. J. van de Ven, H. G. Schoot, and L. J. Giling, J. Appl. Phys. 60 1648 (1986). 13. R. M. Lum, J. K. Klingert, D. W. Kisker, S. M. Abys, and R A. Stevie, J. Cr\\'s. Growth 93 120(1988). 14. K. Tamamura, J. Ogawa, K. Akimoto, Y. Mori, and C. Kojima, Appl. Phys. Lett. 50 1149 (1987). 15. T. Nakanisi, / Crys. Growth 68 282 (1984). 16. M. Kondo and T. Tanahashi, J. Crys. Growth 145 390 (1994). 17. H. Ito, K. Kurishima, and N. Watanabe, / Crys. Growth 158 430 (1996). 18. M. Kondo, C. Anayama, N. Okada, H. Sekiguchi, K. Domen, and T. Tanahashi, J. Appl. Phys. 76 914(1994). 19. R. Bhat, R O'Connor, H. Tempkin, R. Dingle, and V. G. Keramidas, Inst. Phys. Conf. Ser 63 101 (1982). 20. Y. Seki, K. Tanno, K. lida, and E. Ichiki, J. Electrochem. Soc. Ill 1108 (1975). 21. A. Robertson, T. H. Chiu, W. T. Tsang, and J. E. Cunningham, J. Appl. Phys. 64 877 (1988). 22. M. Tsuda, S. Oikawa, M. Morishita, and M. Mashita, Jpn. J. Appl. Phys. 26 L564 (1987). 23. A. C. Jones, R A. Lane, T. Martin, R. W. Freer, R D. J. Calcott, M. R. Houlton, and C. R. Whitehouse, J. Crys. Growth 124 81 (1992). 24. S. R Watkins, D. M. Blake, and G. Haacke, J. Appl. Phys. 75 2952 (1994). 25. J. Komeno, J. Crys. Growth 145 468 (1994). 26. R. Beccard, G. Lengding, D. Schmitz, Y. Gigase, and H. Jurgensen, J. Crys. Growth 170 97 (1997). 27. S. Takagishi and H. Mori, Jpn. J. Appl. Phys. 22 L795 (1983). 28. A. C. Jones, J. Crys. Growth 129 728 (1993). 29. E. Veuhoff, T. R Kuech, and B. S. Meyerson, / Electrochem. Soc. 132 1958 (1985). 30. H. Shimazu, K. Kamon, K. Kimura, M. Mashita, M. Mihara, and M. Ishii, J. Crys. Growth 83 327(1987). 31. J. Hallais, J. R Andre, A. Mircea-Roussel, M. Mahieu, J. Varon, M. C. Boissy, and A. T. Vink, J. Electron. Mater 10 1750 (1973). 32. C. C. Hsu, J. S. Yuan, R. M. Cohen, and G. B. Stringfellow, J. Crys. Growth 74 535 (1986). 33. C. C. Hsu, J. S. Yuan, R. M. Cohen, and G. B. Stringfellow, J. Appl. Phys. 59 395 (1986).
References 34. 35. 36. 37. 38. 39. 40. 41. 42.
43. 44. 45. 46. 47. 48. 49. 50. 51. 52. 53. 54. 55. 56. 57. 58. 59. 60. 61. 62. 63. 64. 65. 66. 67. 68. 69. 70.
475
C. R. Lewis, M. J. Ludowise, and W. T. Dietze,./. Electron. Mater. 13 447 (1984). Y. M. Houng and T. S. Low, J. Cry.s. Growth 77 272 (1986). D. L. Partin, L. Green, J. Heremans, and C. M. Thrush,./. Electron. Mater 26 1237 (1997). M. Ohkubo, J. Osabe, T. Shiojima, T. Yamaguchi, and T. Ninomiya, J. Crys. Growth 170 177(1997). M. L. Timmons, P. K. Chiang, and S. V. Hattangady, J. Crys. Growth 11 37 (1986). C. Blaauw, R. A. Bruce, C. J. Miner, B. Emmerstorfer, A. I SpringThorpe, and A. J. Howard, Paper 3.36 presented at the Second European Workshop on MOVPE, St. Andrews, June 1988. M. Weyers, N. Putz, H. Heinecke, M. Heyen, H. Luth, and P. Balk, ./. Electron. Mater 15 57(1986). T. F. Kuech, M. A. Tischler, P J. Wang, G. Scilla, R. Potemski, and F Cardone, Appl. Phys. Lett. 53 1317(1988). M. Konagai, T. Yamada, T. Akatsuka, K. Saito, E. Tokumitsu, and K. Takahashi, in Proceedings of Joint US Japan Seminar on Alloy Semiconductor Physics and Electronics, ed. G. B. Stringfellow and A. S a s a k i , / Crys. Growth 98 167 (1989). N. L Buchan, T. F. Kuech, G. Scilla, and F. Cardone,, J. Crys. Growth 110 405 (1991). T. F. Kuech and J. Redwing,,./. Crys. Growth 145 382 (1994). B. T. Cunningham, M. A. Haase, M. J. McCoIlum, J. E. Baker, and G. E. Stillman, Appl. Phys. Lett. 53 1317(1989). M. Ikeda, S. Kojima, and Y. Kashiwayanagi, J. Crys. Growth 11 157 (1986). N. Tomesaki, M. Suzuki, and J. Komeno, J. Electrochem. Soc. 140 2432 (1993). N. Hayafuji, K. Mizuguchi. S. Ochi, and T. Murotani, J. Crys. Growth 11 281 (1986). S. W Gersten, G. J. Vendura, and Y. C. M. Yeh, J. Crys. Growth 11 286 (1986). G. Landgren, S. G. Andersson, L Y. Andersson, L. Samuelson, P. Silverberg, and P. Tolkien, / Crys. Growth 11 67 (1986). A. Okamoto, H. Sunakawa, H. Terao, and H. Watanabe, y. Crys. Growth 10 140(1984). H. Tanaka, H. Itoh, T. Ohori, M. Takikawa, K. Kasai, M. Takechi, M. Suzuki, and J. Komeno, Jpn. J. Appl. Phys. 26 LI456 (1987). P. Frijlink, J. Crys. Growth 93 207 (1988). M. Mizuta, T Iwamoto, F. Moriyama, S. Kawata, and H. Kukimoto, J. Crys. Growth 68 142 (1984). T. F. Kuech, E. Veuhoff, T. S. Kuan, V. Deline, and R. Potemski, / . Crys. Growth 11257 (1986). D. Kisker, J. N. Miller, and G. B. Stringfellow, Appl. Phys. Lett. 40 614 (1982). G. B. Stringfellow and G. Horn, Appl. Phys. Lett. 34 794 (1979). T. F. Kuech, D. J. Wolford, E. Veuhoff, V. Deline, R M. Mooney, R. Potemski, and J. Bradley, J. Appl. Phys. 62 632 (19^7). S. D. Hersee, M. A. DiForte-Poisson, M. Baldy, and J. P. Duchemin, J. Crys. Growth 55 53(1981). H. Terao and H. Sunagawa, J. Crys. Growth 68 157 (1984). J. R. Shealey and J. M. Woodall, Appl. Phys. Lett. 41 88 (1982). G. B. Stringfellow, Rep. Prog. Phys. 45 469 (1982). J. S. Roberts, J. F R. David, Y. H. Chen, and T. E. Sale, J. Crys. Growth 170 621 (1997). G. M. Tom, Fourth Annual Microelectronic Technical Symposium, Semicon West, Spring 1986. M. J. Tsai, M. M. Tashima, and R. L. Moon, J. Electron. Mater 13 437 (1984). T. F. Kuech, E. Veuhoff, D. L Wolford, and J. A. Bradley, Inst. Phys. Conf. Sen 74 181 (1985). C. R. Lewis, H. C. Hamaker, and R. T. Green, J. Electron. Mater 16 365 (1987). T. F. Kuech, R. Potemski, F. Cardona, and G. Scilla, / Electron. Mater 21 341 (1992). G. B. Stringfellow, J. Crys. Growth 55 42 (1981). S. Takagishi, H. Mori, K. Kimura, K. Kamon, and M. Ishii, J. Crys. Growth 75 545 (1986).
476 71. 72. 73. 74. 75. 76. 77. 78. 79. 80. 81. 82. 83. 84. 85. 86. 87. 88. 89. 90. 91. 92. 93. 94. 95. 96. 97. 98. 99. 100. 101. 102. 103. 104.
8 Specific Materials M. Hata, H. Takata, T. Yako, N. Fukuhara, T. Maeda, and Y. Uemura, / . Cr\s. Growth 124 427(1992). A. C. Jones, J. Crys. Growth 145 505 (1994). A. C. Jones, G. Wales, P. J. Wright, and P. E. Oliver, Chemtronics 2 83 (1987). D. J. Wolford, G. D. Gilliland, T. F. Kuech, J. Martinson, J. A. Bradley, and C. F. Tsang, International Symposium on Compound Semiconductors 120 401 (1992). R. A. J. Thomeer, P. R. Hageman, and L. J. G'lVmg, Appl. Phys. Lett. 64 1561 (1994). M. Kamp, F Konig, G. Morsch, and H. Luth, J. Crys. Growth 120 124 (1992). M. Mashita, H. Ishikawa, and T. lumiya, J. Crys. Growth 155 164 (1995). T. Kikkawa, H. Tanaka, and J. Komeno, J. Crys. Growth 107 370 (1991). S. Fujita, M. Imaizumi, S. Araki, Y. Takeda, and A. Sasaki, J. Crys. Growth 93 1 (1988). C. R. Abernathy, P W Wisk, S. J. Pearton, F Ren, D. A. Bohling, and G. T. Muir, J. Crys. Grawr/i 124 64 (1992). A. C. Jones, J. Crys. Growth 129 728 (1993). R. L. Moon, L. W. James, H. A. Van der Plaas, T. O. Yep, G. A. Antypas, and Y Chai, Conf. Rec. IEEE Photovoltaic Spec. Conf. 13 859 (1978). K. S. Yoon, G. B. Stringfellow, and R. J. Huber, J. Appl. Phys. 62 1931 (1987). H. M. Manasevit and W. I. Simpson, J. Electrochem. Soc. 120 135 (1973). B. J. Baliga and S. K. Ghandhi, J. Electrochem. Soc. 122 684 (1975). J. P Noad and A. J. SpringThorpe, J. Electron. Mater 9 601 (1980). J. P Duchemin, J. P Hirtz, M. Razeghi, M. Bonnet, and S. D. Hersee, J. Crys. Growth 55 64(1981). M. Razeghi, and J. P Duchemin, J. Vac. Sci. Technol. B l 262 (1983). M. Razeghi, P A. Poisson, J. P Larivain, and J. P Duchemin, Electron. Lett. 18 329 (1982). C. P Kuo, R. M. Cohen, and G. B. Stringfellow, J. Crys. Growth 64 461 (1983). C. P Kuo, J. S. Yuan, R. M. Cohen, J. Dunn, and G. B. Stringfellow, Appl. Phys. Lett. 44 550(1984). C. P Kuo, R. M. Cohen, K. L. Fry, and G. B. Stringfellow,./. Electron. Mater 14 231 (1985). F Turco and J. Massies, Appl. Phys. Lett. 51 1989 (1987). K. Hiramoto, T. Tsuchiya, M. Sagawa, and K. Uomi, J. Crys. Growth 145 133 (1994). K. H. Goetz, D. Bimberg, H. Jurgensen, J. Selders, A. V. Solomonov, and G. F. Glinskii, M. Razeghi, J. Appl. Phys. 54 4543 (1983). K. L. Fry, C. P Kuo, C. A. Larsen, R. M. Cohen, G. B. Stringfellow, and A. Melas, J. Electron. Mater 15 91 (1986). K. W Carey, Appl. Phys. Lett. 46 89 (1985). S. J. Bass, M. S. Skolnick, H. Chudzynska, and L. Smith, 7. Crys. Growth 75 221 (1986). S. J. Bass, S. J. Barnett, G. T. Brown, N. G. Chew, A. G. Cullis, A. D. Pitt, and M. S. Skolnick, J. Crys. Growth 79 378 (1986). W T. Tsang, A. H. Dayem, T. H. Chiu, J. E. Cunningham, E. F Schubert, J. A. Ditzenberger, J. Shah, J. L. Zyskind, and N. Tabatabaie, Appl. Phys. Lett. 49 170 (1986). M. Razeghi, in Semiconductors and Semimetals, Vol. 22A, ed. W T. Tsang (Academic Press, Orlando, 1985), p. 299. G. B. Stringfellow in Semiconductors and Semimetals, Vol. 22A, ed. W T. Tsang (Academic Press, Orlando, 1985), p. 209. K. L. Fry, C. P Kuo, R. M. Cohen, and G. B. Stringfellow, Appl. Phys. Lett. 46 955 (1985). K. W Carey, S. Y. Wang. R. Hull, J. E. Turner, O. Oertel, R. Bauer, and D. Bimberg, J. Crys.
Growthll 55^ {\9m. 105. 106.
J. Knauf, D. Schmitz, G. Strauch, H. Jurgensen, M. Heyen, and A. Melas, J. Crys. Growth 93 34(1988). J. P Andre, E. P. Menu, M. Erman, M. H. Meynadier, and T. Ngo, J. Electron. Mater 15 71 (1986).
References 107. 108. 109. 110. 111. 112. 113. 114. 115. 116. 117. 118. 119. 120. 121. 122. 123. 124. 125. 126. 127. 128. 129. 130. 131. 132. 133. 134. 135. 136. 137. 138. 139. 140. 141. 142. 143. 144. 145. 146.
477
H. Kamei, G. Sasaki, T. Kato, H. Hayashi, K. Ono, and K. Yoshida, Inst. Phys. Conf. Sen 83 183(1987). A. Kohzen, Y. Tohmori, Y. Akatsu, and H. Kamada, J. Crys. Growth 124 70 (1992). M. Horita, M. Suzuki, and Y. Matsushima, / Crys. Growth 124 123 (1992). H. Protzmann, F. Hoehnsdorf, Z. Spika, W. Stolz, E. O. Goebel, M. Mueller, and J. Lorberth, ./. Crys. Growth 170 155 (1997). T. Nakamura, S. Ae, T. Terakado, T. Torikai, and T. Uji, J. Electron. Mater. IS 457 (1996). B. K. Han, L. Li, M. J. Kappers, R. F. Hicks, H. Yoon, M. S. Goorsky, and K. T. Higa, J. Electron. Mater 27 81 (1998). R. Bhat, et a l , J. Crys. Growth 145 858 (1994). L. Aina, M. Mattingly, M. Serio, and E. Martin, J. Crys. Growth 107 932 (1991). M. D. Scott, A. G. Norman, and R. R. Bradley, / . Crys. Growth 68 319 (1984). M. D. Scott, A. H. Moore, A. J. Moseley, and R. H. Wallis, J. Crys. Growth 11 606 (1986). L. Aina and M. Mattingly, Appl. Phys. Lett. 51 1637 (1987). H. M. Manasevit and W. I. Simpson, J. Electrochem. Soc. 120 135 (1973). M. Razeghi, M. A. Poisson, J. P. Larivain, and J. P. Duchemin, J. Electron. Mater 12 371 (1983). J. Yoshino, T. Iwamoto, and H. Kukimoto, J. Crys. Growth 55 74 (1981). C. C. Hsu, R. M. Cohen, and G. B. Stringfellow, J. Crys. Growth 63 8 (1983). D. Kasemet, K. L. Hess, K. Mohammed, and J. L. Merz, J. Electron. Mater 13 655 (1984). K. Uwai, N. Susa, O. Mikami, and T. Fukui, Jpn. J. Appl. Phys. 23 L121 (1984). K. Uwai, S. Yamada, and K. Takahei, J. Appl. Phys. 61 1059 (1987). M. A. DiForte-Poisson, C. Brylinski, and J. P Duchemin, Appl. Phys. Lett. 46 476 (1985). C. H. Chen, M. Kitamura, R. M. Cohen, and G. B. Stringfellow, Appl. Phys. Lett. 49 963 (1986). C. C. Hsu, J. S. Yuan, R. M. Cohen, and G. B. Stringfellow, J. Crys. Growth 74 535 (1986). S. J. Bass, C. Pickering, and M. L. Young, J. Crys. Growth 64 68 (1983). M. Razeghi and J. R Duchemin, J. Crys. Growth 64 76 (1983). L. D. Zhu, K. T. Chan, and J. M. Ballantyne, J. Crys. Growth 13 83 (1985). L. D. Zhu, K. T. Chan, and J. M. Ballantyne, AppL Phys. Lett. 47 47 (1985). E. J. Thrush, C. G. Cureton, J. M. Trigg, J. P Stagg, and B. R. Butler, Chemtronics 2 62 (1987). A. T. R. Briggs and B. R. Butler, /. Crys. Growth 85 535 (1987). D. A. Andrews, S. T. Davey, C. G. Tuppen, B. Wakefield, and G. J. Davies, Appl. Phys. Lett. 52 816(1988). T. S. Rao et al., J. Crys. Growth 136 179 (1994); T. S. Rao et al., / Appl. Phys. 76 5300 (1994). D. Ritter, M. Keidler, and H. Heinecke, J. Crys. Growth 188 152 (1998). R. H. Moss, J. Crys. Growth 68 78 (1984). D. J. Nicholas, D. Allsopp, B. Hamilton, and A. R. Peaker, / . Crys. Growth 68 326 (1984). M. K. Lee, D. S. Wuu, and H. H. Tung, Appl. Phys. Lett. 50 1805 (1987). R. Hovel, N. Brainese, A. Brauers, P. Balk, M. Zimmer, M. Hostalek, and L. Pohl, /. Crys. Gwwr/i 107 355 (1991). D. M. Frigo, W. W. van Berkel, W. A. H. Maassen, G. P M. van Mier, J. H. Wilkie, and A. W. Gal, J. Crys. Growth 124 99 (1992). T.Imori, T. Ninomiya, K. Ushikubo, K. Kondoh, and K. Nakamura, Appl. Phys. Lett. 59 2862 (1991). L. R Sadwick, C. W. Kim, H. H. Ryu, C. W. Hill, G. B. Stringfellow, and R. W. Gedridge, MRS Proc. 340 167(1994). C. R. Abernathy, D. A. Bohling, G. T. Muhr, and P W. Wisk, MRS Proc. 340 161 (1994). H. H. Ryu, C. W. Kim, L. R Sadwick, G. B. Stringfellow, R. W. Gedridge, and A. C. Jones, SerU\6'}>{\995). Inst. Phys. Conf. C. W. Hill, R. W. Gedridge, T. J. Groshens, G. B. Stringfellow, and L. P Sadwick, J. Electron. Mater IS 1434(1996).
478 147. 148. 149. 150. 151. 152. 153. 154. 155. 156. 157. 158. 159. 160. 161. 162. 163. 164. 165.
166. 167. 168. 169. 170. 171.
172. 173. 174. 175. 176. 177. 178. 179. 180. 181. 182. 183. 184.
8 Specific Materials G. Hincilin, M. Zahzouh, R. Mellett, and A. M. Pougnet, J. Crys. Growth 120 119 (1992). H. H. Ryu, L. R Sadwick, G. B. Stringfellow, R. W. Gedridge, and T. J. Groshens, / Crys. Grawr^ 172 I (1997). J. Yoshino, T. Iwamoto, and H. Kukimoto, J. Crys. Growth 55 74 (1981). H. Beneking and H. Roehle, J. Crys. Growth 55 79 (1981). R. M. Biefeld, J. Crys. Growth 56 382 (1982). T. Suzuki, I. Hino, A. Gomyo, and K. Nishida, Jpn. J. Appl. Phys. 21 L731 (1982); I. Hino and T. Suzuki, J. Crys. Growth 68 483 (1984). C. C. Hsu, R. M. Cohen, and G. B. Stringfellow, J. Crys. Growth 62 648 (1983). C. C. Hsu, J. S. Yuan, R. M. Cohen, and G. B. Stringfellow, J. Appl. Phys. 59 395 (1986). J. S. Yuan, C. H. Chen, R. M. Cohen, and G. B. Stringfellow, J. Crys. Growth 78 63 (1986). J. S. Yuan, M. T. Tsai, C. H. Chen, R. M. Cohen, and G. B. Stringfellow, J. Appl. Phys. 60 1346(1986). J. Komeno, / Crys. Growth 145 468 (1994). T. Iwamoto, K. Mori, M. Mizuta, and H. Kukimoto, /. Crys. Growth 68 27 (1984). C. R. Lewis, M. J. Ludowise, and W. T. Dietze, / Electron. Mater 13 447 (1984). G. B. Stringfellow, J. Electron. Mater. 1 437 (1972). A. Gomyo, K. Kobayashi, S. Kawata, I. Hino, and T. Suzuki, J. Crys. Growth 11 367 (1986). T. Suzuki and A. Gomyo, J. Crys. Growth 93 396 (1988). L. C. Su, I. H. Ho, N. Kobayashi, and G. B. Stringfellow, J. Crys. Growth 145 140 (1994). R. R Schneider, E. D. Jones, and D. M. FoUstaedt, Appl. Phys. Lett. 65 587 (1994); D. M. FoUstaedt, R. R Schneider, and E. D. Jones, J. Appl. Phys. 11 3077 (1995). Y. S. Chun, Y. Hsu, I. H. Ho, T. C. Hsu, H. Murata, G. B. Stringfellow, J. H. Kim, and T. Y. Seong, J. Electron. Mater 26 1250 (1997); Yn Hsu, C. E. Inglefield, J. H. Cho, G. B. Stringfellow, M. C. DeLong, R C. Taylor, and T. Y. Seong, Appl. Phys. Lett, (to be published). G. B. Stringfellow, Ann. Rev. Mater Sci. 8 73 (1978). Y. Ohba, M. Ishikawa, H. Sugawara, M. Yamamoto, and T. Nakanisi, J. Crys. Growth 11 376(1986). M. Ikeda, K. Nakano, Y. Mori, K. Kaneko, and N. Watanabe, J. Crys. Growth 11 380 (1986). J. S. Yuan, C. C. Hsu, R. M. Cohen, and G. B. Stringfellow, Appl. Phys. Lett. 57 1380 (1985). D. R Bour, J. R. Shealy, G. W. Wicks, and W. J. Schaff, Appl. Phys. Lett. 50 615 (1987). C. H. Chen, S. A. Stockman, M. J. Peansky, and C. P. Kuo, in High Brightness Light Emitting Diodes, ed. G. B. Stringfellow and M. G. Craford (Academic Press, San Diego, 1997), pp. 97-148. I. Hino, K. Kobayashi, and T. Suzuki, Jpn. J. Appl. Phys. 23 L746 (1984). J. S. McCalmont, H. C. Casey, Jr., T. Y. Wang, and G. B. Stringfellow, / Appl. Phys. 71 1046(1992). S. J. Pearton, J. W. Corbeit, and T. S. Shi, Appl. Phys. A43 153 (1987); W. S. Hobson, Mater Sci. Forum 148-149 27 (1994). Y. Nishikawa, M. Suzuki, M. Ishikawa, Y. Kokubun, and G. Hakakoshi, J. Crys. Growth 123 181 (1992). M. Mannoh, A. Ishibashi, and K. Ohnaka, J. Crys. Growth 145 158 (1994). M. B. Panish, Prog. Crys. Growth and Charact. 12 1 (1986). C. A. Larsen and G. B. Stringfellow, J. Crys. Growth 75 247 (1986). C. A. Larsen, N. I. Buchan, and G. B. Stringfellow, J. Crys. Growth 85 148 (1987). T. Fukui and N. Kobayashi, J. Crys. Growth 71 9 (1985). T. Fukui and Y. Horikoshi, Jpn. J. Appl. Phys. 14 L551 (1980). G. B.Stringfellow, J. Crys. Growth 62 225 (1983). E. T. J. M. Smeets, /. Crys. Growth 82 385 (1987). M. R. Leys, H. Titze, L. Samuelson, and J. Petruzzello, J. Crys. Growth 93 504 (1988).
References 185. 186. 187. 188. 189. 190. 191. 192. 193. 194. 195. 196. 197. 198. 199. 200. 201. 202. 203. 204. 205. 206. 207. 208. 209. 210. 211. 212. 213. 214. 215. 216. 217. 218.
479
L. Samuelson, P. Omiing, H. Titze, and H. G. Grimmeiss, J. Crys. Growth 61 425 (1983). C. A. Larsen, C. H. Chen, M. Kitamura, G. B. Stringfellow, D. W. Brown, and A. J. Robertson, Appl. Phys. Lett. 48 1603 (1986). C. H. Chen, C. A. Larsen, G. B. Stringfellow, D. W. Brown, and A. J. Robertson, J. Crys. Growth 11 II (1986). N. Kobayashi and T. Fukui, J. Crys. Growth 67 513 (1984). M. J. Ludowise and W. T. Dietze, J. Electron. Mater 11 59 (1982). L. Samuelson, R Omiing, H. Titze, and H. G. Grimmeiss, /. Physique C-5 323 (1982). J. R Duchemin, J. R Hirtz, M. Razeghi, M. Bonnet, and S. D. Hersee, J. Crys. Growth 55 64(1981). J. R Hirtz, J. R Larivain, D. LeGuen, M. Razeghi, and J. R Duchemin, Inst. Phys. Conf. Ser 56 29(1981). G. B. Stringfellow, J. Appl. Phys. 43 3455 (1972). C. R Schaus, W. J. Schaff, and J. R. Shealy, J. Crys. Growth 11 360 (1986). T. Iwamoto, K. Mori, M. Mizuta, and H. Kukimoto, Jpn. J. Appl. Phys. 11 L191 (1983). S. Sugou, A. Kameyama, Y. Miyamoto, K. Furuya, and Y. Suematsu, Jpn. J. Appl. Phys. 23 1182(1984). M. J. Ludowise, W. T. Dietze, and C. R. Lewis, Inst. Phys. Conf. Ser 65 93 (1983). R. H. Moss and R C. Spurdens, J. Crys. Growth 68 96 (1984). A. Mircea, R. Mellet, B. Rose, D. Robein, H. Thibierge, G. Lerous, R Daste, S. Godefroy, P. Ossart, and A. M. Pougnet, J. Electron. Mater 15 205 (1986). A. W. Nelson, S. Cole, S. Wong, M. J. Harlow, W. J. Devlin, D. Wake, R M. Rodgers, and M. J. Robertson, J. Crys. Growth 11 579 (1986). J. L. Zilko, R S. Davidson, L. Luther, and K. D. C. Trapp, J. Crys. Growth 124 112 (1992). S. Ae, T. Terakado, T. Nakamura, T. Torikai, and T. Uji, J. Crys. Growth 145 852 (1994). W T. Tsang, E. F. Schubert, T. H. Chiu, J. E. Cunningham, E. G. Burkhart, J. A. Ditzenberger, and E. Agyekum, Appl. Phys. Lett. 51 761 (1987). M. Keidler, M. Popp, D. Ritter, B. Marheineke, H. Heinecke, H. Baumeister, and E. Veuhoff, / . Crys. Growth 170 161 (1997). K. T. Huang, Y. Hsu, R. M. Cohen, and G. B. Stringfellow, J. Crys. Growth 156 311 (1995). G. B. Stringfellow and R E. Greene, J. Electrochem. Soc. 118 805 (1971). D. C. Tran, G. H. Siegel, and B. Bendow, / Lightwave Technol. LT-2 536 (1984); M. E. Lines, Science 116 66?>{\9U). C. W. Hitchcock, R. Gutmann, H. Ehasni, L B. Bhat, C. Wang, M. Freeman, and G. W Charache, J. Crys. Growth 195 (1998). H. M. Manasevit and K. L. Hess, / Electrochem. Soc. 126 2031 (1979). C. B. Cooper, R. R. Saxena, and M. J. Ludowise, J. Electron. Mater 11 1001 (1982). S. K. Haywood, A. B. Henriques, N. J. Mason, R. J. Nicholas, and P. J. Walker, Semicond. ScL Technol. 3 ?>\5{\9mJ. Shin, Y. Hsu, T. C. Hsu, and G. B. Stringfellow, J. Electron. Mater 24 1563 (1995). C. H. Chen, C. T. Chiu, L. C. Su, K. T. Huang, J. Shin, and G. B. Stringfellow, J. Electron. Mflfer. 22 87(1993). C. H. Chen, K. T. Huang, D. L. Drobeck, and G. B. Stringfellow, / . Crys. Growth 124 142 (1992). C. H. Chen, C. T. Chiu, L. C. Su, K. T. Huang, J. Shin, and G. B. Stringfellow, J. Appl. Phys. 69 7605(1991). C. A. Wang, S. Salim, K. F. Jensen, and A. C. Jones, J. Crys. Growth 170 55 (1997). C. von Eichel-Streiber, M. Behet, M. Heuken, and K. Heime, J. Crys. Growth 170 783 (1997). G. J. Bougnot, A. F. Foucaran, M. Marjan, D. Etienne, J. Bougnot, F. M. H. Delannoy, and F. M. Roumanille, / Crys. Growth 11 400 (1986).
480 219. 220. 221. 222. 223. 224. 225. 226. 227. 228.
229. 230. 231. 232. 233. 234. 235. 236. 237. 238. 239. 240. 241. 242. 243. 244. 245. 246. 247. 248. 249. 250. 251. 252. 253. 254.
255. 256. 257. 258. 259. 260.
8
Specific Materials
D. S. Cao, Z. M. Fang, and G. B. Stringfellow, J. Crys. Growth 113 441 (1991). P. Y. Wang, J. F. Chen, and W. K. Chen, J. Crys. Growth 160 241 (1996). C. A. Wang, J. Crys. Growth 170 725 (1997). R. M. Biefeld, J. Crys. Growth 75 255 (1986). P. K. Chiang and S. M. Bedair, J. Electrochem. Soc. 131 2422 (1984). O. Sugiura, H. Kameda, K. Shiina, and M. Matsumura, J. Electron. Mater 17 11 (1988). M. J. Cherng, H. R. Jen, C. A. Larsen, and G. B. Stringfellow, J. Crys. Growth 77 408 (1986). C. A. Larsen, R. W Gedridge, and G. B. Stringfellow, Chem. Mater 3 96 (1991). S. H. Li, C. A. Larsen, G. B. Stringfellow and R. W. Gedridge, J. Electron. Mater 20 457 (1991). G. T. Stauf, D. K. Gaskil, N. Botlka, and R. W Gedridge, Appl. Phys. Lett. 58 1311 (1991); C. H. Chen, Z. M. Fang, G. B. Stringfellow, and R. W. Gedridge, J. Crys. Growth 124 150 (1992). R. M. Biefeld and R. W. Gedridge, Jr, J. Crys. Growth 124 150 (1992). D. K. Gaskill, G. T. Stauf, and N. Bottka, Appl. Phys. Lett. 58 1905 (1991). J. Shin, A. Verma, G. B. Stringfellow, and R. W. Gedridge / Crys. Growth 143 15 (1994). K. Y. Ma, Z. M. Fang, R. M. Cohen, and G. B. Stringfellow, J. Appl. Phys. 68 4586 (1990). K. Y. Ma, Z. M. Fang, R. M. Cohen, and G. B. Stringfellow, J. Appl. Phys. 70 3940 (1991). C. W. Hill, M. Tao, R. W. Gedridge, and G. B. Stringfellow, / Electron. Mater 23 447 (1994). J. Shin, K. Chiu, G. B. Stringfellow, and R. W. Gedridge, Jr.,./. Crys. Growth 132 371 (1993). K. T. Huang, C. T. Chiu, R. M. Cohen, and G. B. Stringfellow, J. Appl. Phys. 75 2857 (1994). T. Fukui and Y. Horikoshi, Jpn. J. Appl. Phys. 19 L53 (1980). G. B. Stringfellow,/ Crys. Gwwr/i 62 225 (1983). K. T. Huang, C. T. Chu, R. M. Cohen, and G. B. Stringfellow, J. Crys. Growth 134 29 (1993). M. V. Schilfgaarde, A. B. Chen, S. Krishnamurthy, and A. Sher, Appl. Phys. Lett. 65 2714 (1994). K. T. Huang, R. M. Cohen, and G. B. Stringfellow, J. Crv.s. Growth 156 320 (1995). C. H. Chen, C. T. Chiu, G. B. Stringfellow, and R. W Gedridge, / Crys. Growth 124 88 (1992). M. J. Cherng, Y T. Cherng, H. R. Jen, P Harper, R. M. Cohen, and G. B. Stringfellow, J. Electron. Mater 15 79 (1986). M. J. Cherng, R. M. Cohen, and G. B. Stringfellow, J. Electron. Mater 13 799 (1984). Y. Iwamura, T. Takeuchi, and N. Watanabe, J. Crys. Growth 145 82 (1994). M. J. Cherng, H. R. Jen, C. A. Larsen, G. B. Stringfellow, H. Lundt, and P C. Taylor, J. Crys. Graw-r/i 77 408 (1986). M. Sopanen, T. Koljonen, H. Lipsanen, and T. Tuomi, J. Electrochem. Soc. 145 492 (1994). S. J. Eglash, and H. K. Choi, Inst. Phys. Conf. Ser 120 487 (1992). C. A. Wang, D. C. Oakley, H. K. Choi, and G. W Charache, J. Crys. Growth 195 (1998). J. Shin, T. C. Hsu, Y Hsu, and G. B. Stringfellow, J. Crys. Growth 179 1 (1997). H. R. Jen, M. J. Cherng, and G. B. Stringfellow, A/?/?/. Phys. Lett. 48 1603 (1986). G. B. Stringfellow, in Thin Films: Heteroepitaxial Systems, ed. M. B. Santos and A. W. K. Liu (World Scientific, River Edge, NJ, 1998). H. R. Jen, M. J. Jou, Y T. Cherng, and G. B. Stringfellow, J. Crys. Growth 85 175 (1987). R. M. Biefeld, S. R. Kurtz, and A. A. Allerman, J. Electron. Mater 26 903 (1997); R. M. Biefeld, A. A. Allerman, and K. C. Baucom, J. Crys. Growth 195 (1998); R. M. Biefeld, A. A. Allerman, and K. C. Baucom, J. Electron. Mater (to be published). D. S. Cao, Z. M. Fang, and G. B. Stringfellow, / Crys. Growth 113 441 (1991). M. J. Jou, Y T. Cherng, H. R. Jen, and G. B. Stringfellow, Appl. Phys. Lett. 52 549 (1988). M. J. Jou, Y T. Cherng, and G. B. Stringfellow, J. Appl. Phys. 64 1472 (1988). M. J. Jou, Y T. Cherng, H. R. Jen, and G. B. Stringfellow, / Crys. Growth 93 62 (1988). T. Fukui and Y Horikoshi, Jpn. J. Appl. Phys. 20 587 (1981). R. M. Biefeld, K. C. Baucom, S. R. Kurtz, and D. M. Follstaedt, J. Crys. Growth 133 38 (1993).
References 261. 262. 263. 264. 265. 266. 267. 268. 269. 270. 271. 272. 273. 274. 275. 276. 277. 278. 279. 280. 281.
282. 283. 284. 285. 286. 287.
288. 289. 290. 291. 292. 293. 294. 295. 296.
481
M. Heuken, C. V. Eichel-Streiber, A. Behres, B. Schineller, K. Heime, C. Mendorf, G. Brockt, and H. Lakner,./. Electron. Mater. 26 1221 (1997). M. J. Jou, D. H. Jaw, Z. M. Fang, and G. B. Stnngfellow, J. Crys. Growth 106 208 (1990). G. B. Stringfellow, in High Brightness Light Emitting Diodes, ed. G. B. Stringfellow and W. G. Craford (Academic Press, Boston, 1997), pp. 1-46. A. Thon and T. F. Kuech, Appl. Phys. Lett. 69 55 (1996). S. Nakamura, Y. Harada, and M. Senoh, Appl. Phvs. Lett. 58 2021 (1991); K. Nishida, S. Haneda, K. Kara, K. Munekata, and H. Kukimoto, J. Crys. Growth 170 312 (1997). D. W. Jenkins, J. D. Dow, and M. H. Tsai, J. Appl. Phys. 72 4130 (1992). R. F. Davis, IEEE Proceedings 79 702 (1991). T. Matsuoka, N. Yoshimoto, T. Sasaki, and A. Katsui, J. Electron. Mater 21 157 (1992). H. Morkoc, S. Strite, G. B. Gao, M. E. Lin, B. Sverdlov, and M. Burns, J. Appl. Phys. 76 1363 (1994). M. J. Paisley, Z. Sitar, J. B. Posthill, and R. F. Davis, J. Vac. Sci. Technol. A7 701 (1989). R. J. Molnar, R. Singh, and T. D. Moustakas, Appl. Phys. Lett. 66 268 (1995). Q. Guo, T. Yamamura, and A. Yoshida, / Appl Phys. 75 4927 (1994); Q. Guo, H. Ogawa, H. Yamano, and A. Yoshida, A;?/?/. Phys. Lett. 66 715 (1995). R Dryburgh, J. Crys. Growth 87 397 (1988). J. J. Alwan and J. G. Eden, Adv. Mater CVD 3 209 (1997). D. K. Gaskill, N. Bottka, and M. C. Lin, / Crys. Growth 11 418 (1986). M. Mizuta, S. Fujieda, Y. Matsumoto, and T. Kawamura, Jpn. J. Appl. Phys. 25 L945 (1986). Miyoshi, K. Onabe, N. Ohkouchi, H. Yaguchi, R. Ito, S. Fukatsu, and Y. Shiraki, / Crys. Growf/z 124 439 (1992). H. Tsuchiya, A. Takeuchi, M. Kurihara, F. Hasagawa, J. Crys. Growth 152 21 (1995). G. Zhang, Y. long, Y., Z. Xu, X. Dang, and H. Liu, Conference Digest ICMOVPE VII, (1994), p. 310. S. Nishide, T. Yoshimura, Y. Takamatsu, A. Ichige, K. Pak, N. Oshima, and H. Yonezu, J. Crys. Growr/z 189/190 325 (1998). A. C. Jones, J. Auld, S. A. Rushworth, E. W. Williams, R W. Haycock, C. C. Tang, and G. W. Critchlow, Adv. Mater CVD 6 3 (1994); A. C. Jones, J. Auld, S. A. Rushworth, E. W. Williams, R W. Haycock, C. C. Tang, and G. W Critchlow, J. Crys. Growth 135 285 (1994). A. C. Jones, C. R. Whitehouse, and J. S. Roberts, Adv. Mater 1 65 (1995). B. Beaumont, M. Vaille, T. Boufaden, B. el Jani, and R Gibart, J. Crys. Growth 170 316 (1997). M. A. Khan, D. T. Olson, J. N. Kuznia, Appl. Phys. Lett. 65 64 (1994). O. Ambacher, R. Dimitrov, D. Lentz, T. Metzger, W Rieger, and M. Stutzmann, J. Crys. Growth 110 335(1991). O. Schoen, B. Schineller, M. Heuken, and R. Beccard, / Cry^. Growth 189/190 335 (1998). S. Nakamura, and T. Mukai, Jpn. J. Appl. Phys. 31 L1457 (1992); F. Scholz, V. Harle, F. Streuber, H. Bolay, A. Edornen, B. Kaufmann, V. Syganow, and A. Hangleiter, J. Crys. Growth 110 321 (1997). Y. Kobayashi and N. Kobayashi, / Crys. Growth 189/190 301 (1998). S. Nakamura, N. Iwasa, M. Senoh, and T. Mukai, Jpn. J Appl. Phys. 31 1258 (1992). S. Nakamura, T. Mukai, and M. Senoh, Jpn. J. Appl. Phys. 30 L1998 (1991). L Akasaki and H. Amano, in High Brightness Light Emitting Diodes, ed. G. B. Stringfellow and M. G. Craford (Academic Press, Boston, 1997), Chapter 7. H. Amano, M. Kitoh, K. Hiramatsu, and I. Akasaki, J Electrochem. Soc. 137 1639 (1990). J. B. MacChesney, R M. Bridenbaugh, and R B. O'Connor, Mat. Res. Bull. 5 783 (1970). A. Wakahara and A. Yoshida, Appl. Phys. Lett. 54 709 (1989). K. Osamura, K Nakajima, Y. Murakami, P. H. Shingu, and A. Otsuki, Solid State Comm. 11 617(1972). H. Maruska and J. Tietjen, Appl. Phys. Lett. 15 327 (1969).
482 297. 298. 299. 300. 301. 302. 303. 304.
305. 306. 307. 308. 309. 310. 311. 312. 313. 314. 315. 316. 317. 318. 319. 320. 321. 322. 323. 324. 325. 326. 327. 328.
8
Specific Materials
S. A. Safvi, N. R. Perkins, M. N. Horton, R. Matyi, and T. F. Kuech, J. Crys. Growth 182 233(1997). S. D. Lester, F. A. Ponce, M. G. Craford, and D. A. Steigerwald, Appl. Ph\s. Lett. 66 1249 (1995). W. Qian, M. Skowronski, M. DeGraef, K. Doverspike, L. B. Rowland, and D. K. Gaskill, AppL Phys. Lett. 66 1252 (1995). T. W. Weeks, M. D. Bremser, M. D. Alley, E. Carlson, W. G. Perry, and R. F Davis. Appl. Phys. Lett. 67 40\ (1995). F. A. Ponce, B. S. Krusor, J. S. Major, W. E. Piano, and D. F. Welch, Appl. Phxs. Lett. 67 410(1995). T. Nishinaga, T. Nakano, and S. Zhan, Jpn. J. Appl. Phys. 27 L964 (1988). R. McClelland, C. Bozler, and J. Fan, Appl. Phys. Lett. 37 560 (1980). A. Usui, H. Sunakawa, A. Sakai, and A. A. Yamaguchi, .Ipn. J. Appl. Phys. Part 2 36 L899 (1997); O. H. Nam, T. S. Zheleva, M. D. Bremser, and R. F Davis, J. Electron. Mater. 27 233(1998). D. Kapolnek, S. Keller, R. Vetury, R. D. Underwood, P Kozodoy, S. P Den Baars, and U. K. Mishra, Appl. Phys. Lett. 71 1204 (1997). S. Nakamura et al., Appl. Phys. Lett. 72 211 (1998). H. Marchand, X. H. Wu, J. P Ibbetson, P J. Fini, P Kozodoy, S. Keller, J. S. Speck, S. P DenBaars, and U. K. M'lshra, Appl. Phys. Lett. 73 747 (1998). J. Cao, D. Pavlidis, Y. Park, J. Singh, and A. Eisenbach, J. Appl. Phys. 83 3829 (1998). S. Nakamura, J. Crys. Growth 195 (1998); S. Nakamura et al., .Jpn. J. Appl. Phxs. 37 L479 (1998). C. H. Chen (Hewlett Packard), private communication. I. Akasaki (Meijo University), private communication. M. Kondow, K. Uomi, T. Kitatani. S. Watahiki. and Y. Yazawa, J. Crys. Growth 164 4886 (1996). M. Kondow, K. Uomi, A. Niwa, T. Kitatani, S. Watahiki, and Y. Yazawa, Jpn. J. Appl. Phys. 35 1273(1996). I. H. Ho and G. B. Stringfellow, Mat. Res. Soc. Symp. Proc. 449 871 (1997); I. H. Ho and G. B. Stringfellow,/ Crys. Growth 178 1 (1997). W. G. Bi and C. W. Tu,./. Crys. Growth 175/176 145 (1997). M. Sato, J. Crys. Growth 145 99 (1994); M. Weyers and M. Sato, Appl. Phys. Lett. 62 1396 (1993). A. Ougazzaden, Y. LeBellego, E. V. K. Rao, M. Juhel, L. Leprince, and G. Patriarche, Appl. Phys. Lett. 10 2S6\ (1997). S. Miyoshi, H. Yaguchi, K. Onabe, Y Shiraki, and R. Ito, Jpn. J. Appl. Phys. 36 7110 (1997); S. Miyoshi, H. Yaguchi, K. Onabe, R. Ito, and Y Shiraki, Appl. Phys. Lett. 63 3506 (1993). H. Saito, T. Makimoto, and N. Kobayashi, J. Crys. Growth 195 (1998). R. Bhat, C. Caneau, L. Salamanca-Riba, W. Bi., and C. Tu, J. Crys. Growth 195 (1998). M. Eckel, D. Ottenwalder, F. Scholz, G. Frankowsky, T. Wacker, and A. Hangleiter, Appl. P/iv5.L^f/. 64 854(194). C. Caneau, R. Bhat, C. C. Chang, K. Kash, and M. A. Kosa, J. Crys. Growth 132 364 (1993). T. Fujii and M. Ekawa, J. Appl. Phys. 78 5373 (1995). T. Sasaki, M. Kitamura, and I. Mito, J. Crys. Growth 132 435 (1993); T. Sasaki, M. Yamaguchi, and M. Kitamura, / Crys. Growth 145 846 (1994). T. Sasaki, M. Yamaguchi, K. Komatsu, and I. Mito, lEICE Trans. Electron. E80C 654 (1997). T. Takiguchi et al., J. Crys. Growth 170 704 (1997). D. Bertone, A. Bricconi, R. Y Fang, L. Greborio, G. Magnetti, M. Meliga, and R. Paoletti, J. Crys. Growth 170 715 (1997). S. Ando, N. Kobayashi, H. Ando, and Y Horikoshi, J. Crys. Growth 170 719 (1997); S. Ando,
References
329. 330. 331. 332. 333. 334. 335. 336. 337. 338. 339. 340. 341. 342. 343. 344. 345. 346. 347. 348. 349. 350. 351. 352. 353. 354. 355. 356. 357. 358. 359. 360. 361. 362. 363. 364. 365. 366. 367.
483
N. Kobayashi, and H. Ando, Jpn. J. Appi Phys. 37 L105 (1998); T. Akasaka, Y. Kobayashi, S. Ando, and N. Kobayashi, Appi Phys. Lett. 71 2196 (1997). E. Veuhoff, Proceedings of ICMOVPE-9, J. Crys. Growth (to be published). J. B. Mullin, S. J. C. Irvine, and D. J. Ashen, J. Crys. Growth 55 92 (1981). D. W. Kisker, D. R. McKenna, and K. F. Jensen, Mater. Lett. 6 123 (1988). R Capper, B. C. Easton, P. A. C. Whiffin, and C. D. Maxey, / Crys. Growth 79 508 (1986). W. E. Hoke and R. Traczewski, J. Appi. Phys. 54 5087 (1983). W. E. Hoke, P J. Lemonias, and R. Traczewski, Appi. Phys. Lett. 44 1046 (1984). J. Tunnicliffe, S. J. C. Irvine, O. D. Dosser, and J. B. Mullin, 7. Crys. Growth 68 245 (1984). S. J. C. Irvine, J. B. Mullin, J. Giess, J. S. Gough, A. Royle, and G. Crimes, J. Crys. Growth 93 732(1988). J. B. Mullin and S. J. C. Irvine, Prog. Crys. Gr and Char 29 217 (1994). P Mitra, F. C. Case, M. B. Reine, R. Starr, and M. H. Weiler, J. Crys. Growth 170 542 (1997). K. Yong, P J. Sides, and A. J. Gellman, J. Electron. Mater 26 1261 (1997). S. R. Hahn and J. D. Parsons, J. Crys. Growth 134 90 (1993). J. E. Hails, D. J. Cole-Hamilton, and W. Bell,/. Crys. Growth US 596 {\99A). S. J. C. Irvine, J. B. Mullin, and J. Tunnicliffe, J. Crys. Growth 68 188 (1984). S. J. C. Irvine, J. B. Mullin, H. Hill, G. T. Brown, and S. J. Barnett, J. Crys. Growth 86 188 (1988). D. W. Kisker and R. D. Feldman, / Crys. Growth 72 102 (1985). N. R. Taskar, V. Natarajan, I. B. Bhat, and S. K. Ghandhi, J. Crys. Growth 86 228 (1988). P Capper, C. Whiffin, B. C. Easton, C. D. Maxey, and I. Kenworthy, Mat. Lett. 6 365 (1988). P Mitra, T. R. Schimert, F. C. Case, S. L. Barnes, R. Starr, M. H. Weiler, M. Kestigian, and M. B. Reine, J. Electron. Mater. 24 1077 (1995). C. D. Maxey, I. G. Gale, J. B. Clegg, and P A. C. Whiffin, Semicond. Set. Technol. 8 S183 (1993). W Stutius, / Crys. Growth 59 1 (1982). C. G. Van de Walle, MRS Symp. Proc. 513 (1998); C. G. van de Walle, C. Stampfl, and J. Neugebauer, J. Crys. Growth 189/190 505 (1998). S. Yamaga, A. Yoshikawa, and H. Kasai, J. Crys. Growth 86 252 (1988). A. Yoshikawa, S. Muto, S. Yamaga, and H. Kasai, J. Crys. Growth 86 279 (1988). N. Shibata, A. Ohki, H. Nakanishi, and S. Zembutsu, J. Crys. Growth 86 269 (1988). A. Kamata, T. Uemoto, M. Okajima, K. Hirahara, M. Kawachi, and T. Beppu, J. Crys. Growth 86 285(1988). T. Yasuda, I. Mitsuishi, and H. Kukimoto, Appi. Phys. Lett. 52 57 (1988). A. Toda, F. Nakamura, K. Yanshima, and A. Ishibashi, J. Crys. Growth 170 461 (1997). B. Cockayne, P J. Wright, M. S. Skolnick, A. D. Pitt, J. O. Williams, and T. L. Ng, J. Crys. Growth 12 17(1985). M. Danek, J. S. Huh, L. Foxley, and K. F. Jensen, J. Crys. Growth 145 530 (1994). M. Heuken, /. Crys. Growth 146 570 (1995). M. J. Bevan, H. D. Shih, H. Y. Liu, A. J. Syllaios, and W. M. Duncan, /. Crys. Growth 170 467(1997). K. Nishimura, Y. Nagato, and K. Sakai, Jpn. J. Appi Phys. 32 L428 (1993). S. Fujita, T. Asano, K. Maehara, and S. Fujita, Jpn. J. Appi Phys. 32 LI 153 (1993). T. Yasuda, K. Hara, and H. Kukimoto, J. Crys. Growth 77 485 (1986). W Taudt, B. Wachtendorf, F. Sauerlander, H. Hamadeh, S. Lampe, and M. Heuken, J. Electron. Mater 24 167 {{1995). W Taudt, A. Hardt, S. Lampe, H. Hamadeh, and M. Heuken, / Crys. Growth 170 491 (1997). B. A. Joyce, N. Ohtani, S. M. Modler, T. Shitara, J. Zhang, J. H. Neave, and P N. Fawcett, Surf. 5"d. 298 399(1993). M. Okada, A. Muto, H. Ikeda, S. Zaima, and Y. Yasuda, J. Crys. Growth 188 119 (1998).
484 368. 369. 370. 371. 372. 373. 374. 375. 376. 377. 378. 379. 380. 381. 382. 383. 384. 385. 386. 387. 388. 389. 390. 391. 392. 393. 394. 395.
8 Specific Materials E. K. Kim, M. H. Son, S. K. Min, Y. K. Han, and S. S. Yom, J. Crys. Growth 170 803 (1997). R. Hiskes, S. A. DiCarolis, R. D. Jacowitz, Z. Lu, R. S. Feigeison, R. K. Route, and J. L. Young, J. Crys. Growth 128 781 (1993). O. Y. Gorbenko, A. R. Kaul, and G. Wahl, Chem. Vap. Dep. 3 193 (1997). I. M. Watson, Chem. Vap. Dep. 3 9 (1997); I. M. Watson, in Handbook of Thin Film Technology, eds. D. A. Glocker and S. I. Shah (lOP, Bristol, 1995). R R. Willmott et al., J. Vac. Sci. Technol. A13 248 (1995). C. S. Chen, J. S. Martens, Y. Q. Li, B. M. Gallois, R Lu, B. H. Kear, Supercond. Sci. Technol. 6 460(1993). B. C. Richards, S. L. Cook. D. L. Pinch, G. W Andrews, J. Phys. (Paris) IV Colloq. 5, C5-407 (1995). M. Becht, F. Wang, J. G. Wen, and T. Morishita, /. Crys. Growth 170 799 (1997). B. W Wessels, / Crys. Growth 195 (1998). M. Zetterling, K. Ostling, M. G. Wongchotigul, M. G. Spencer, X. Tang, C. L Harris, N. Nordell, and S. S. Wong, J. Appl. Phys. 82 2990 (1997). T. Makino, J. Electrochem. Soc. 130 450 (1983). W. L. Gladfelter, D. C. Boyd, and K. F. Jensen, Chem. Materials 1 339 (1989). M. E. Gross, L. H. Dubois, R. G. Nuzzo, and K. R Cheung, Mat. Res. Soc. Symp. Proc. 204 383(1991). D. H. Kim, S. L. Cho, K. B. Kim, J. J. Kim, J. W Park, and J. J. Kim, Appl. Phy.'i. Lett. 69 4182 (1996). M. B. Naik, S. K. Lakshmanan, R. H. Wentorf, R. R. Reeves, and W. N. Gil,./. Crys. Growth 193 133(1998). V. M. Donnelly and M. E. Gross,/ Vac. Sci. Technol. A l l 66 (1993). H. Ohno, E. Ikeda, and H. Hasegawa, J. Crys. Growth 68 15 (1984). R. J. Field and S. K. Ghandhi, J. Crys. Growth 74 543 (1986). S. J. Bass, J. Crys. Growth 47 613 (1979). R. Azoulay, L. Dugrand, D. Ankri, and E. V. K. Rao, J. Crys. Growth 68 453 (1984). T. F. Kuech, E. Veuhoff, and B. S. Meyerson, J. Crys. Growth 68 48 (1984). J. D. Parsons and F. G. Krajenbrink, J. Crys. Growth 68 60 (1984). A. P Roth, R. Yakimova, and V. S. Sundram, J. Crys. Growth 68 65 (1984). R. J. Field and S. K. Ghandhi, J. Crys. Growth 74 551 (1986). S. J. Bass and P E. Oliver, Inst. Phys. Conf. Sen 33B 1 (1977). G. W Glew, Inst. Phys. Conf. Ser 63 581 (1982). R. W. Glew, J. Crys. Growth 68 44 (1984). J. D. Parsons, L. S. Lichtmann, and F. G. Krajenbrink, J. Crys. Growth 77 32 (1986).
Superlattice Structures
No development in semiconductor device technology has been more significant than the ability to grow heterostructures and superlattices by epitaxial techniques. It has resulted in literally a revolution in device performance. The last decade has seen significant improvements in the performance of lasers, infrared detectors, solar cells, and transistors based on the ability to produce interfaces that are smooth, nearly atomically abrupt, and defect-free. Reduction in the dimensionality of a system to a size of the order of the Bohr radius of electrons and holes results in quantum size effects that cause first-order changes in the materials properties. For example, the band-gap energy is increased and the density of states distribution is narrowed [1]. This results, for instance, in lasers having shorter wavelengths, significantly lower threshold current densities, and less temperature-dependent threshold currents. In perfect structures, the gain distribution for lasing gets progressively narrower as the dimensionality progresses from bulk (3D), to quantum well (2D), quantum wire (ID), and quantum box (OD). The reduced dimensionality also reduces scattering, since it reduces the number of momentum states into which a free carrier can scatter [2]. This, in itself, will lead to higher free-carrier mobilities in two-dimensional structures and even higher mobilities in quantum wires. In addition, clever configurations can be used to separate the free carriers from the fixed charges on the dopant impurities. This results in high-performance transistors. For example, two-dimensional electron
485
486
9
Superlattice Structures
gases in GaAs/AlGaAs structures are found to have much higher electron mobilities than have ever been observed in bulk solids [3]. The development, during the last decade, of advanced photonic devices using conventional III/V and 11/VI semiconductors has been largely based on the use of heterostructures, where two single-crystalline layers, with different values of band-gap energy and refractive index, abut. One of the most important guidelines for the fabrication of useful materials, particularly for the fabrication of photonic devices, has been that the epitaxial layer must have the same lattice constant as the substrate and that heterostructures must involve materials with identical lattice constants. This has also been the approach for the production of quantum-well (QW) and quantum-wire structures. However, more recently the judicious use of strain for thin layers has proven useful, as described later and in Chapter 10. Frequently, the lattice constant of a desired alloy differs from that of an underlying layer or the substrate. In this case, if the atoms match perfectly at the interface, they cannot be at their equilibrium spacings. This gives rise to a layer under biaxial stress. It is no longer cubic, since the lattice constant in the growth plane differs from that in the perpendicular direction. The strained layer is often, somewhat incorrectly, iQrmQd pseudomorphic. This term is normally reserved to denote a situation where the crystal structure of an epitaxial layer is modified to match that of the substrate material to minimize the total energy of the system. In this case, the crystal structure of the epitaxial layer remains unchanged, it is simply distorted to match the lattice parameter in the substrate along the two orthogonal axes in the plane of the layer. Assuming that the substrate is very thick and that the epilayer is thin, the strain is all in the epitaxial layer, and the energy resulting from the lattice parameter mismatch increases linearly with the epilayer thickness, since the strain energy is proportional to the volume of the strained material. For sufficiently thick layers, the energy of the elastically strained epitaxial layer can be reduced in two ways: (1) plastic relaxation by mismatch dislocation formation at the interface and (2) fragmentation of the strained layer into a collection of islands. To preserve the volume, the product of the area and height summed over the all of the islands remains the same as the area times the thickness of the strained epitaxial layer. Both types of relaxation are seen in actual semiconductor systems. As the thickness of the strained epitaxial layer increases, the energy eventually becomes so high that the coherence is disrupted and dislocations are generated at the interface between the two layers [4, 5]. Each so-called ''mismatch dislocation" lying in the plane of the interface represents a row of unsatisfied bonds at the interface. The separation of the dislocations depends only on the lattice-parameter difference. Thus, formation of the dislocation array raises the energy of the system by a fixed amount that does not depend on the epilayer thickness. In this case, for thicknesses beyond a certain ''critical thickness," a function of the difference in lattice constants of the two layers, the energy of the system can be reduced by
Superlattice Structures
487
formation of the dislocation array. The epitaxial layer is then elastically relaxed; the mismatch is accommodated plastically. The dislocations produced by the relaxation of the elastic stress frequently act as nonradiative recombination centers so are normally harmful to the performance of minority carrier devices. They can also hasten the degradation of devices during operation [6]. The second way to reduce the strain energy of the system is to allow the strained epitaxial layer to divide into a collection of small islands. Since neither the strain nor the volume of strained material has changed, this would not seem to result in a reduction in the strain energy. However, since the islands are not constrained at their sides, the atoms in the layers far from the substrate can relax. In other words, if the atoms near the interface are under a compressive strain, the size of the island near the top can become larger. This relaxation of the elastic strain obviously reduces the energy of the system. Growth frequently occurs to produce a thin strained layer covering the entire surface, with the superposition of discrete islands. This is termed Stranski-Krastanov growth [7]. The ability to grow structures with thin strained layers is an additional, important tool in the arsenal of "band-structure engineers" whose goal is the improvement of device performance not only by the selection of the appropriate combination of atoms but also by deciding precisely how they should be arrayed in the solid. The anticipated improvements in device performance by using strained layers were originally suggested by Adams [8]. An excellent recent review paper [9] clearly explains the effects. The presence of biaxial strain induced by a difference in lattice constant between barrier and well layers in QW structures produces a noncubic lattice in the well. This splits the valence band at /: = 0, where a degeneracy exists for cubic semiconductors. For compressive strain this gives a reduced effective density of states in the valence band that approximately matches that in the conduction band. This results in a reduction in threshold current density for lasing. In addition, there are fewer holes with large momentum, which reduces loss due to intervalence band absorption and Auger recombination. Both of these factors also act to reduce the laser threshold current density. The use of strained GalnAs and GalnAsP quantum wells has resulted in extremely low threshold currents, high output powers, and good temperature stability, as discussed in more detail in later sections. The presence of strained layers, for the quantum-well layers that are thinner than the critical thickness, represents the thermodynamically equilibrium state of the system. Thus, processing and device operation do not result in the production of interfacial dislocations. For this reason, the degradation rates of the strained quantum-well lasers are no higher than for structures using unstrained layers. The performance of many, if not most, devices have been improved by the use of heterostructures, quantum wells, and superlattices. Although these structures are elaborate, they can be fabricated today economically using modern growth
488
9
Superlattice Structures
techniques, including OMVPE, so are found in a number of commercial devices. Further improvements are anticipated from the use of quantum-wire and quantumdot structures, both strained and unstrained, although this area of research is still in its infancy. The synergism between epitaxial growth and device physics was first evident in the development of injection laser devices. Without the ability to grow heterostructures with low interfacial recombination velocities between GaAs and AlGaAs, the realization of room-temperature continuous (cw) laser operation in the early 1970s would have been impossible. For these devices, where the thinnest layers are on the order of 1,000 A thick, relatively crude techniques can be used where the substrate is shuttled between melts, in LPE, or reactor tubes, in VPE. For thinner structures, such as QWs and superlattices, MBE played a key role in the demonstration of new device concepts. This was the first technique able to demonstrate the capability to produce atomically abrupt interfaces by opening and closing shutters controlling the molecular beams impinging on the substrate. Since that time, the ability of OMVPE and CBE to produce abrupt interfaces and superlattice structures has been judged using the performance of MBE as the benchmark. At one point the ability to produce atomically abrupt interfaces by simply switching the gas flows in OMVPE reactors, especially those operating at atmospheric pressure, was considered only a distant possibility if not completely impossible. However, a simple calculation assuming rapid flow velocities of 10 cm/s shows that the residence times of gases in the reactor can be made as short as 1 s, assuming plug flow, a vaHd approximation only in well-designed reactors where eddy flow is eliminated, as discussed in Chapters 6 and 7. At a growth rate of 13 A/s, this should allow the growth of atomically abrupt interfaces, since typical interplanar spacings are of the order of 3 A. This requires care in design, including the use of pressure balanced vent and run lines, as described in Section 7.6, but no elaborate apparatus or facilities. The other, usually unstated, requirement is that the growth occur by the spread of individual atomically thick layers across the surface. In other words, atoms must be added to the solid by a two-dimensional nucleation and layer-by-layer growth mechanism where the adsorbed atoms have the time and mobility to reach an atomic step on the surface before being incorporated. The statistical roughness inherent in layers that can form three-dimensional nuclei would prohibit the realization of nearly atomically abrupt interfaces. In MBE, the use of m situ analytic tools such as electron diffraction allows continuous monitoring of the surface structure. This facilitates the demonstration of this layer-by-layer growth process. Since, until recendy, we have had no good way to observe or monitor this aspect of the growth process for OMVPE, the development of techniques for obtaining atomically abrupt interfaces has been empirical. Fortunately, the growth process must indeed occur by the two-dimensional mechanism since, as we will see, nearly atomically abrupt interfaces have been obtained using simple OMVPE ap-
9.1
AIGaAs/GaAs
489
paratus, even at atmospheric pressure. Today, atomically flat surfaces during epitaxial growth can be routinely observed using atomic-force microscopy (AFM). Atomic-layer epitaxy (ALE) was developed as a technique for the growth of highly uniform layers over large areas. As the name implies, growth occurs a single layer at a time in this technique. In recent years, AFM observations confirm that large terraces separated by monolayer steps are formed during normal OMVPE growth for certain conditions, as discussed in more detail in Chapter 3. Step bunching and three-dimensional growth are detrimental to the growth of the flat, abrupt interfaces required for high-performance quantum-well structures. However, step bunching to form supersteps may assist in the growth of more elaborate structures such as quantum wires. Similarly, three-dimensional growth produced by strain due to lattice-parameter mismatch is found to assist in the growth of two- and three-dimensional arrays of quantum-dot structures. Finally, more arcane requirements for the production of abrupt interfaces have recently surfaced. For example, as discussed later, the sharpest transitions at a quantum-well interface occur only when the surface reconstruction is controlled. The (4 X 4) reconstruction, discussed in Chapter 3, effectively stores an extra layer of group V atoms at the interface that can result in grading when the group V atom is switched at the interface. Fortunately, we now have in situ optical tools that provide guidance leading to the rapid optimization of the OMVPE process for the growth of abrupt interfaces [10]. The demonstration of atomically abrupt interfaces and the growth of one-, two-, and three-dimensional superlattice structures represents perhaps the last hurdle in the development of OMVPE. With this accomplished, the OMVPE technique has all of the capabilities necessary for the growth of materials and structures for fabrication of the most sophisticated devices capable of operation at the highest performance levels. This chapter will be divided into a discussion of results obtained using conventional OMVPE and CBE techniques. Growth of quantum wells, wires, and dots (boxes) will be discussed as well as the growth of superlattice structures produced both artificially and naturally. The discussion is subdivided into materials systems, since this has a major influence on the problems faced and the techniques required to produce the desired structures. The chapter ends with a discussion of ALE, a highly controlled variant of OMVPE that may be especially well suited to the growth of structures consisting of extremely thin layers.
9.1
AIGaAs/GaAs
Quantum-well lasers in the AIGaAs/GaAs system are found to have dramatically reduced threshold current densities and higher values of TQ, representing a decreased dependence of threshold current density on temperature, than
490
9
Superlattice Structures
conventional double heterostructure lasers. The quantum-size effect has also been used to decrease the emission wavelength, even with a GaAs well layer, into the visible region of the spectrum, although the shortest-wavelength devices have Al in the well layer. In 1979 Dupuis et al. [11] used Auger electron spectroscopy to demonstrate that the GaAs/AlGaAs transition layer had a thickness of < 17 A, the resolution limit of this analytic technique. At this time quantum-well lasers grown by MBE with excellent performance had already been demonstrated [12]. Using quantumwell photoluminescence (PL) as a probe of layers produced in a later, more sophisticated reactor, Frijlink and Maluenda [13] concluded that the interfaces were abrupt to within a few atomic layers. The first compelling demonstration of truly atomically abrupt interfaces was by the Sony group using atmospheric-pressure OMVPE with trimethyl-group III precursors and a high total flow rate of 11 l/min. The temperature was 750°C and the growth rate 4 A/s [14, 15]. The experimental evidence of atomically abrupt interfaces included atomic resolution transmission micrographs and the results of low-temperature PL and Raman spectroscopy. A word of caution may be in order here. Even the most sophisticated tools for the measurement of interface abruptness are less than ideal. High-resolution transmission electron microscopy averages over many atomic layers, since the samples are typically ^100 A in thickness. Thus, the interpretation of the results must be approached with considerable sophistication and caution [16]. The PL results for QW structures are a less direct measure of interface abruptness. Typically the PL line width is used as an indication of interface abruptness. However, even for the MBE-grown GaAs/AlGaAs QWs with the narrowest line widths, Ourmazd [16] detected evidence of distinctly rough and nonabrupt interfaces, on a scale of two to three atomic layers. He suggested that truly atomically flat and abrupt interfaces had not been convincingly demonstrated in layers grown by any technique. Watanabe and coworkers [14, 15] claimed to have observed the presence of individual GaAs and AlAs layers for (AlAs)„(GaAs)^ superlattice structures with indices as small as 2. These researchers observed that the use of high substrate temperatures resulted in more abrupt interfaces, as opposed to MBE where growth temperatures >610°C were found to cause disordering of the superlattice. The use of high temperatures is, of course, an advantage with respect to the quality of Al-containing alloys, as discussed in Chapter 8. Thus, in this way, they suggested that OMVPE may have an advantage over MBE for the growth of high-quality superlattice structures. Bertolet et al. [17] produced AlGaAs/GaAs QW structures by atmosphericpressure OMVPE using trimethyl alky Is at 750° C and a GaAs growth rate of approximately 5 A/s. The growth process was interrupted for I min at each interface to allow purging of the gases and, perhaps, atomic diffusion on the surface to form a more planar interface. The barrier layers were Al^Gai_^As with x = 0.4. The data of Bertolet et al. [18] were used for a plot of PL peak position versus nominal
9.1
AIGaAs/GaAs
491 «i.u -
a
1.9D
n
1.8-
a a
1.7-
•
a a
1.6-
D
1 S-
—1
1
1
1
1
1
1
-i
1
.
1 IOC
60 Weil Width(A)
Figure 9.1. Photoluminescence energy (80°K) versus well width for Al(j4GaQ5As/GaAs quantum wells grown using atmospheric-pressure OMVPE. (After Bertolet et al. [17], reprinted with permission of American Institute of Physics.)
well width in Figure 9.1. For the thinnest well, the PL peak has shifted nearly to the energy band gap of the AIQ 4GaQ ^ As barrier layers. Dupuis and coworkers [19] successfully demonstrated the growth of multi-QW structures having flat and abrupt interfaces. The structures, having 300 A barrier layers containing from 23% to 30% Al separating wells with widths of 6, 12, 18, and 24 ml, were grown in a low-pressure EMCORE reactor, of the type described in Chapter 7, with high rotation rates of 800-1,400 rpm using conventional precursors. The optimum temperature was found to be in the range from 750° to 780°C for a growth rate of 0.5-1 ml/s. Figure 9.2 is an example of the PL results E0048
14 ML 1.6614 eV 28 ML 1.5781 eV
\\
\
\
To s 750 »C X = 22 %
6 ML 1.7647
TPL
21 ML 1.6068 eV
\1 "fri 1.6
k5.3
Al Ga 1-1 As
"1 1.7
= 4.2 K
Uz y
1.8
// '
j '
!
'
1.9
'
•
•
Energy (eV)
Figure 9.2. Low-temperature (4.2°K) PL spectrum of a four-well MQW heterostructure grown at 750°C by OMVPE. The AlGaAs barrier composition is JC = 0.22. (After Dupuis et al. [19], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
492
9
Superlattice Structures
obtained. The half-width for the 6-ml well is comparable to the best values obtained by other techniques, including MBE. Note that the peak positions are at lower energies than for the data of Bertolet et al. from Figure 9.1, due to the lower Al content of the barrier layers. Of course, increasing the barrier height gives larger values of the quantum size-effect shift. Extremely high-quality GaAs/AlGaAs QWs, produced by conventional OMVPE, have yielded interfacial recombination velocities of <40 cm/s, lower than for MBE samples produced by the same group [20]. Surprisingly long minority lifetimes of 2.5 /xs were measured using these structures [21]. This is indicative of a very low density of nonradiative recombination centers. All of the structures described earlier have GaAs well layers. For visible lasers, it is useful to add Al to the well layer. This technique has not been studied extensively because of the difficulties with O contamination when Al is added to the system, as discussed in Chapter 8. Roberts et al. [22] used high-purity TMGa and TMAl precursors at a growth temperature of 600° C. However, the best results were obtained using a liquid metal bubbler (Ga -h In 4- Al eutectic), as described in Section 8.2 to remove the last traces of oxygen from the system. QWs composed of lattice-matched AlGaAs and strained AlGalnAs active layers with AlGaAs barriers were found to give intense and narrow 10°K PL emission, with wavelengths as short as 613 nm. This allowed fabrication of a GRINSCH laser (of the type discussed in Chapter 10) emitting at 691.1 nm with a low threshold current density of 1.27 kA/cm-. CBE has also been demonstrated to produce abrupt interfaces in the GaAs/ AlGaAs system. Tsang and Miller [23] used PL emission and excitation (PLE) spectroscopy to study the interface abruptness. From a comparison of the PLE features due to higher-energy states in the well, they determined the interface roughness to be approximately one monolayer. From these results, it appears that all pressure ranges can be used to grow high-quality AlGaAs/GaAs quantum-well structures with abrupt interfaces. The process is perhaps simpler and better controlled for growth by CBE. However, by proper attention to design of the switching technique and the hydrodynamics of reactor design, equally impressive results can be obtained using either lowpressure or atmospheric-pressure OMVPE. The dimensionality of the GaAs/AlGaAs structures can be reduced further by growing on patterned substrates to produce quantum wires. For example, the (001) GaAs substrate is patterned using photolithography and wet chemical etching to produce [110] grooves having nominal {111}A sidewalls. (001) and {311} A facets are formed during the initial growth at the bottom of the V-groove, where Ga is preferentially incorporated. This allows the formation of a lateral variation of thickness and Ga concentration leading to the formation of [110] quantum-wire structures, with widths as small as 10 nm, that are potentially useful for laser devices [24]. The wire structures are better defined for low pressure than for
9.1
AIGaAs/GaAs
493
atmospheric-pressure OMVPE growth. Both the widths and compositions of the quantum wires are controlled by the surface diffusion of the group III species. The more rapidly diffusing species collect in the bottoms of the grooves. This is also seen for GalnAs structures, where In collects in the bottoms of the V-grooves [25]. These authors also demonstrated the growth of a stacked array of GalnAs quantum wires produced in this way. A similar technique has also be used for the production of quantum-dot structures. Patterning of a (lll)B GaAs substrate and etching produces an array of tetrahedral-shaped recesses. Low-pressure OMVPE growth using the trimethyl alkyls and arsine at 750°C was used to fill the holes, producing a nonuniform thickness and composition, much as described earlier for the V-grooves, with a Ga-rich region in the very bottom [26]. This results in a structure with confined regions much smaller than the openings in the mask. Stacking of the GaAs quantum dots surrounded by AlGaAs barriers has also been accomplished [27]. Another technique for the growth of quantum-dot structures also uses (111)oriented GaAs substrates [28]. For high growth temperatures, selective growth in the triangular holes etched in the Si02 mask layer produced triangular pyramids bounded by three {110} facets with a smooth, flat (111)B facet on top, as seen in Figure 9.3. The size of the top facet was observed to shrink as the pyramid grew. Thus, AlGaAs was grown during the first stage of the process until the (111)B Si 02
O AlGoAs
Figure 9.3. Fabrication procedure for the tetrahedral quantum-dot structures on a GaAs (lll)B substrate. (After Fukui et al. [28], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
494
9
Superlattice Structures
facet was less than 100 nm on a side. At this point, the Al was removed from the system, and the ''point" of the pyramid was GaAs. The entire pyramid was then covered with a layer of AlGaAs, grown at lower temperatures to give a conformal coating. In this way a tetrahedral GaAs dot completely surrounded by AlGaAs was produced. The low-temperature PL properties showed the production of a zero-dimensional quantum structure. Hartmann et al. [29] compared two sets of precursors for the growth of quantum wire structures on V-grooved substrates. They found that using optimum growth parameters in an AIXTRON reactor, of the type described in Chapter 7, they were able to obtain perfect selectivity (i.e., growth only in the openings in the Si02 mask) using TMGa, TMAl, and ASH3. For these precursors, well-defined quantum wires with widths of approximately 20 nm were formed. However, as expected for selective growth, the growth rate in the well depends on the width of the adjacent Si02 masked region. The group III atoms adsorbed on the SiO^ diffuse laterally into the opening in the mask, resulting in a higher growth rate than for a flat substrate. Using a second set of precursors, TEGa, DMEAA and arsine, growth was not selective. Again, this is predictable from the kinetics of decomposition of these precursors, discussed in Chapters 4 and 5. These more labile precursors decompose in the vapor or, perhaps, on the SiOj, producing nucleation and growth of a polycrystalline layer on the masked area and a single crystalline layer in the mask openings. This, of course, eliminates the dependence of local growth rate on the geometry. Recent trends in the growth of low-dimensional structures have relied more on nature itself to control the dimensions of the quantum wells and dots. An example, is the growth of quantum wires in the GaAs/AlGaAs system by using step bunching, discussed in Chapter 3, to produce the wires. This avoids the expense associated with the brute-force production of structures photolithographically. It also avoids the contamination and damage induced in the semiconductor materials by the photolithography and etching steps. In addition, the feature sizes can be controlled and made as small as required by simply appropriately selecting the growth conditions. Hara et al. [30] employed low-pressure OMVPE using the precursors TEAl, TEGa, and ASH3 to produce quantum-wire structures on vicinal (001) substrates misoriented by 3°-5° in the [TlO] direction. Growth at 600° C using a very low rate of 0.05 nm/s was used to produce a bottom GaAs "template" layer composed of (001) terraces separated by supersteps with heights of 15 nm (for 3° misorientation) to 25 nm (for 5° misorientation). To produce straight steps, an annealing step was required. An AIQ 32Ga()^gAs confining layer was then grown. It was found to retain the supersteps. The thin GaAs well layer was grown next. The growth rate was higher at the supersteps, producing the quantum-wire structure shown schematically in Figure 9.4 by a natural "self-assembly" process. A low-temperature PL peak was observed due to the quantum wires at an energy 23 meV lower than for a reference quantum-well structure grown on a singular
495
9.2 GalnAs/lnP ilooij ^ cap-layer (lOnm)
"^—
^AkjiGaiaAs upper-barrier-layer (I20nm)
GaAs-QWWs
^AiiJiCaiuAs lower-barrier-layer (20nm)
GaAs buffer-layer (300nm)
^AlAs/GaAs superlattice {x40)
y^
aaAs substrate
Figure 9.4. Schematic illustration of quantum-wire structure formed during growth on a vicinal GaAs substrate. (After Hara et al. [30], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
(001) substrate, in agreement with energy-level calculations based on the structures observed using transmission electron microscopy. Strained GalnAs quantum wires were also grown using this technique [31].
9.2
GalnAs/lnP
Quantum wells in GalnAs-based systems are important for long wavelength fiber optic applications. Since the band gap of Gag 47IUQ 53 As lattice-matched to InP is 0.75 eV (1.65 ^tm), the quantum-size effect in perfectly lattice-matched systems can be used to move the wavelength into the optimum 1.3-1.55 /xm region without resorting to the use of quaternary alloys. In principle, quantum-well lasers will also have lower threshold current densities and higher values of TQ, as discussed previously. The growth of GalnAs/InP quantum-well structures is considerably more complex than for the AlGaAs/GaAs system described in the last section. In this system, the difference in radii of Ga and In means that the lattice constant, and hence the lattice parameter mismatch, is dependent on the solid composition. For the growth of lattice-matched QWs, the solid composition must be carefully controlled to avoid lattice mismatch between the GalnAs in the well and the barrier material. Other solid compositions are chosen to give intentionally strained quantum wells because in some cases the properties are superior to lattice-matched quantum wells. As discussed later, transients in the solid composition during switching may result in unintentionally strained regions in GalnAs/InP QWs. The compositional switching is considerably more complex than for GaAs/ AlGaAs structures, since switching of elements on both sublattices occurs. The carryover of gases during switching gives not only nonabrupt interfaces but the probability of strain at imperfect interfaces. In addition, the volatile group V elements are lost during growth interruptions inserted to minimize carryover of gases
9
496
Superlattice Structures
during switching. This, in itself, results in graded interfaces. A very subtle difficulty in switching on the group V sublattice is the storage of group V atoms on the surface itself. For example, a (4 X 4)-reconstructed surface has two layers of the group V element on the surface, which will be incorporated into the solid even after the group V elements are switched in the vapor phase. In addition to all of these effects, solid-state diffusion across the interface may contribute a small effect to interface grading. Finally, the presence of surfaces that are not atomically flat complicates the quantum-well and quantum-wire structures being grown. Monolayer steps give rise to regions having different well thicknesses within small areas. Step bunching causes even larger problems. Viewed together, all of these complications make it remarkable that abrupt GalnAs/InP QWs can be produced. This explains the lag in the production of these structures by OMVPE by empirical optimization of the growth process. However, as described later, today the use of in situ optical monitoring techniques significantly simplifies the optimization process. Some of the first high-quality GalnAs/InP QWs were produced by Tsang et al. [33] using CBE. QWs with widths as small as 6 A were demonstrated. The PL peak position versus well width is plotted in Figure 9.5, including the CBE data
400 i
o 300
•£ 200
5 ^00
20
40
60
80
100
120
140
Nominal well width L2 [A]
Figure 9.5 Photoluminescence energy shifts in In,).53G%47As/InP quantum wells versus nominal well width. The data are from Wang et al. [381 for resolved (A) and unresolved ( • ) peaks. Miller et al. [35] (O), Carey et al. [36] (V), and Moroni et al. [37] (O) using AP-OMVPE, Razeghi el al. [34] using LP-OMVPE (A), and Tsang and Schubert [39] (D, B) and Sauer et al. [40] ([5) using CBE. Curves show the expected energy shift using the envelope function approximation for finite wells, with AE^ of 20 and 40% of A^g. Inset shows the quantum-well structure of Wang et al. (After Wang et al. [38], reprinted with permission of American Institute of Physics.)
9.2
GalnAs/lnP
497
as well as data for QWs produced in the late 1980s using conventional OMVPE. A wide range of PL peak energies for nominally the same well width is evident. (The reasons for this will be discussed later.) Tsang et al. [33] obtained extremely small PL half-widths for even the thinnest quantum wells. The CBE results are equivalent to the PL line widths for the best AlGaAs/GaAs quantum wells grown by either MBE or OMVPE. This is remarkable because broadening due to GalnAs alloy fluctuations had been expected to lead to larger line widths. The absence of this effect is probably because the wave function, in these extremely thin wells, extends well into the InP barrier layers. These results appear to demonstrate that the QWs produced by CBE consist of large (relative to the area excited), flat regions of constant thickness, measured in terms of the number of atomic monolayers, although caution must be used in interpreting the data, as discussed earlier. One way of comparing the results of the various growth methods to discover the source of nonabrupt interfaces is to compare the low-temperature PL peak energies for nominally 1-ML (monolayer) well widths. Early results of Wang et al., obtained using atmospheric pressure OMVPE, gave PL peak energies of LI eV for 1-ML wells [41]. QWs grown by several groups using LPOMVPE have given peak energies between L245 and 1.31 eV [42, 43]. Siefert et al. [44] attempted to determine the causes for the variation of the PL peak energy by examining, individually, the grading at the two types of interface: InP/GalnAs (I) and GalnAs/InP (II). The effect of ASH3 partial pressure on the low-temperature PL results is shown in Figure 9.6. Each sample contains QWs with nominal widths of 1, 2, 3, and 5 ML. It can be seen that the peak energy is dependent on ASH3 partial pressure during GalnAs growth, at 600°C. The peak energies are plotted versus ASH3 molar fraction in Figure 9.7. A clear decrease in the peak energies for all QWs is observed for high ASH3 flow rates. This is attributed to grading at interface II, as discussed later. The peak energy becomes independent of the ASH3 flow rate at low values. The results are compared with the calculated results, for a perfect interface II with partial replacement of P by As at interface I, in the curves on the left side of the figure. The results were interpreted to indicate that rapid As/P exchange occurs at interface I. The exchange apparently occurs during the interruption time, only two seconds, used to prevent carryover of PH3 during the growth of the first layer or so of the QW. These data indicate that about 60% of the P in the InP bottom layer adjacent to the well is replaced by As. This small, but measurable, contribution to interfacial grading will, of course, depend on the exact growth conditions. It is likely to be larger for most of the results discussed earlier. The larger contribution to QW broadening is due to interface II. Here, high As partial pressures and low temperatures give a significant amount of As in the top InP layer near the interface. This was interpreted by Siefert et al. [44] to formation of a (4 X 4)-like reconstruction (two layers of As) during growth of the GalnAs
9
498 TQ
Superlattice Structures
= 600 °C
AsH3 = 0 . 7 5 x 10'
en z
A s H 3 = 1 X 10-3 (MF)
CD DC
<^ >-
5
in
3
2
1 MLGalnAs
z
LU hZ
A s H 3 = 2.5 X 10'^ (MF)
L
1.3
0.9
ENERGY (eV) Figure 9.6. 5°K PL spectra of lattice matched GalnAs/InP QWs grown with several arsine molar fractions. Four QWs with nominal thicknesses of 1, 2, 3, and 5 ML were grown in each sample. (After Siefert et al. [44], reprinted with permission of American Institute of Physics.) ^ALC. (Incl. Inl»r. face)
Figure 9.7. 5°K PL peak positions of GalnAs/InP QWs versus arsine molar fraction (right-hand side). Growth parameters were the same as in Figure 9.6. The calculated energies (left-hand side) are shown for QWs formed after different fractions of P/As replacement at the lower InP interface. (After Siefert et al. [44], reprinted with permission of American Institute of Physics.)
9.2 GalnAs/lnP
499
well layer. The excess As on the (4 X 4) surface is the most important As reservoir, although the reactor itself (As on the walls) may be an additional virtual reservoir of As. The surface reconstruction present during the OMVPE growth of GalnAs as a function of temperature and ASH3 partial pressure has not been systematically studied. However, the results of Siefert et al. [44] are qualitatively consistent with the GaAs surface-phase diagram, shown in Figures 2.50 and 3.4 and discussed in Chapters 2 and 3. The conditions giving the lowest-energy PL peaks for nominal 1-ML QWs, for growth at atmospheric pressure [41], are well into the (4 X 4) region of the phase diagram. The higher peak energies, indicative of thinner wells, are obtained for growth at low-pressure OMVPE using lower ASH3 partial pressures, conditions closer to the boundary between the (2 X 4) and (4 X 4) regions. Similar experiments for GaAs/InP wells indicated that the As carryover effects at interface II all occur within the (4 X 4) phase field of the GaAs surface-phase diagram. Under the optimum conditions to avoid As carryover from the (4 X 4) surface, Siefert et al. [44] obtained a PL peak energy for a 1-ML QW of 1.31 eV, as indicated in Figure 9.7. The low ASH3 partial pressures required to avoid formation of the (4 X 4) reconstruction during GalnAs growth are more typical of the conditions used for CBE growth. This may account for the high PL peak energies and narrow halfwidths reported by Tsang and coworkers, discussed earlier. In addition to these two factors, interface broadening can also occur due to As/P or Ga/In interdiffusion at the interfaces. Wittgreffe et al. [45] reported that for a multi-quantum-well stack, interface broadening clearly increases from the top to the bottom of the stack. An obvious additional mechanism for interface broadening results from the nonplanar interfaces produced for some growth conditions. Epler et al. [46] used in situ elastic light scattering to observe that the interface I is smooth. However, interface II can become rough owing to 3D nucleation. This was postulated to be a result of the high surface energy of InP relative to GalnAs. A growth pause at the second interface was found to increase the roughness. Similarly, Bhat et al. [47] discuss the importance of using growth conditions that minimize step bunching for the LPOMVPE growth of GalnAs/InP superlattices with thin barrier layers. The highest-quality MQW structures were obtained by using relatively low growth temperatures of 600°-625° C, high group V flows, high growth rates (0.66 nm/s), and a substrate oriented as close to (001) as possible. These conditions are generally consistent with the conditions known to minimize step bunching in GaAs and GalnP, as discussed in Chapter 3 (Sec. 3.4.3). The use of in situ optical diagnostics to monitor the surface during growth leads to a much more rapid optimization of the complex growth process required to produce abrupt GalnAs/InP interfaces. A good example is the use of spectroscopic and kinetic ellipsometry to monitor As/P exchange [10]. This led to the
500
9
Superlattice Structures
• Theory: A£;«33%
1.3
> 1.2 C7>
0)
5. 1.1
1.0
0.9
2
4 6 a 10 12 Layer thickness [ML]
Figure 9.8. Comparison between measured and calculated transition energies for a finite potential well with abrupt interfaces. (After Streubel et al. [49], reprinted with permission of American Institute of Physics.)
rapid development of an elaborate growth cycle to maximize the interface abruptness [10, 48]. A good agreement between the 2°K PL peak energies and the measured well widths was obtained by Streubel et al. [49], who used OMVPE growth conditions consistent with the avoidance of most of the problems discussed earlier: low pressure, a temperature of 580°C, a growth rate of 0.8 /xm/h, singular (001) substrates, and purging for 12 s in H 2 at the top interface (I) with no growth interruption at the lower interface (II). This yielded the results shown in Figure 9.8. The experimental results agree well with the transition energies calculated using a finite potential well model with 33% of the band-gap difference occurring in the conduction band.
9.3
AiGalnP/GalnP
The AlGalnP/GalnP/GaAs system has a large band-gap difference, which makes it potentially interesting for QW structures. Ikeda et al. [50] grew such structures with Gao5lno5P wells and Alo25Gao25lno5P barriers, all lattice-matched to the GaAs substrate. Blue-shifted PL was observed for wells as thin as 10 A with halfwidths similar to those for similar AlGaAs/GaAs QWs. The peak energy is plotted versus well thickness in Figure 9.9. The solid line was calculated [51] assuming the conduction band offset to be 60% of the difference in energy band gap.
9.3
AIGalnP/GalnP
501 2.2
'-
CT2.1
\.
-
>
0; C UJ
GalnP/AlGalnP QW " o 300K
\ •
Q. •^•'••-,,,^j--Theoretical ( 3 0 0 K )
0^ 1.9
50 100 150 Well Width ( A )
200 Bulk
Figure 9.9. PL peak energy versus well width for GalnP/AlGalnP quantum wells. (After Ikeda et al. [50], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
Alo35Gao i5lno5P/GaInP QWs as thin as 9 A were grown by OMVPE, giving strong and narrow PL emission peaks [52]. Emission wavelengths as short as 545 nm were observed, the shortest ever reported for GalnP. Such structures allow the production of short-wavelength lasers and LEDs without the need for adding Al to the active region of the device, where recombination occurs. This avoids the problems with carbon and oxygen contamination described earlier and produces highly efficient recombination. Efforts to grow lattice-matched GaAs/GalnP quantum wells produced PL peaks consistent with interface roughening on the 1-ML scale. The PL peak energy is plotted versus QW thickness in Figure 9.10, including the results from several authors. The solid line corresponds to an ideal square well, calculated using the
a o
1900
> c
Hafich et al. He et al. Usami et al. Garcia et al. This work
A
1800
w
V
1700
• 'f%
O
1600
**>.
*--.R
-
v^
20
25
i
1500 0
5
10
15
.10
35
40
QW Thickness (ML) Figure 9.10. Low-temperature PL peak energy versus thickness for GaAs/GalnP QWs. Data are obtained from Mesrine et al. [53], He and Razeghi [54], Hafich et al. [55], Usami et al. [56], and Garcia et al. [57]. The full line is the calculated transition energy for an ideal square well. The other lines are for calculations taking into account In surface segregation at 490° C and P substitution by As at the GalnP surface (dashed line) or As substitution by P at the GaAs surface (dotted line). (After Mesrine et al. [53], reprinted with permission of American Institute of Physics.)
502
9
Superlattice Structures
envelope function formalism. The dashed line was calculated assuming In segregation and P substitution by As at the GalnP/GaAs interface, and the dotted line was calculated assuming As substitution by P at the GaAs/GalnP interface, both of which result in 1-ML perturbations of the perfect well. Interestingly, the results were somewhat better for the growth of strained GalnP/InP QWs, where less interface broadening is deduced from the PL halfwidths [58]. This graphically illustrates the problems with As-P exchange reactions for the GalnP/GaAs structure, similar to those already described for GalnAs/InP quantum wells. Obviously, the strain does not affect the interface roughness. AlGalnP/GalnP strained QWs have also been grown by LP OMVPE using standard precursors with strain levels of over 1% for a 10-nm well without dislocations. The PL from the wells is observed to have narrow line widths [59]. The growth of wells with thickness greater than the critical layer thickness (about 25 nm for 1% strain) was observed to result in misfit dislocations that could be observed as dark lines in microscopic PL images.
9.4
GalnAs/GaAs
As discussed previously, lattice-parameter matching is not always a requirement for the layers in a quantum-well structure. A thin Ga,_ Jn^.As layer can be sandwiched between GaAs layers without the generation of dislocations at the interfaces, providing the well is thinner than a certain critical thickness [4]. This is simply due to the thin, elastically strained layer having an energy lower than that required to form a dislocation network to relieve the elastic strain. The critical thickness is a function of lattice-parameter mismatch, hence of alloy composition [5]. Bertolet et al. [18] produced GaAs/Ga^^^In^ i2As/GaAs QWs using atmospheric-pressure OMVPE with trimethyl alkyls. The resulting PL spectrum for the well with a nominal thickness of 11 A was remarkably narrow, with a halfwidth of 0.9 meV. The PL peak energy shift from the band gap of Ga^xslno ,2As to that of the GaAs barrier layers agrees with the results of a finite-well calculation. Strained GalnAs quantum wells, quantum wires, and quantum dots have also been grown on GaAs substrates by LP OMVPE using standard precursors [60]. The Ga^gln^ , As/GaAs quantum wells emitting at 874 nm were found to have half-widths of only 5.7 meV, similar to the GaAs/AlGaAs quantum wells described earlier. The GalnAs quantum wires were grown on (001) substrates with V-grooves etched in the openings of Si02 masks. For growth at temperatures of <700°C, {111} A walls form the V-groove. Growth of GalnAs produces a quantum well on the walls with a thicker region at the bottom of the groove. This
9.4
GalnAs/GaAs
503
produces a triangular-shaped, strained quantum wire with a lateral dimension of less than 40 nm. Similar techniques have been used for the growth of GaAs/ GaAsP strained quantum wires [61]. One type of defect that is extremely difficult to eliminate from quantum wells is the steps that are an inherent part of the growth process, as described in Chapter 3. For thin wells, the presence of a collection of steps gives rise to adjacent areas having different well thicknesses. This results in multiple PL peaks, one for each well width within the area being pumped. A unique solution to this problem is the growth of step-free interfaces by careful control of the surface phases and in situ monitoring of the surface during growth [62]. Using selective-area epitaxy, described in Section 8.9, Nishida and Kobayashi were able to grow on islands with dimensions (8 /xm) less than the adatom migration length on the ( l l l ) B surface used. This resulted in monolayer InAs QWs with GaAs barrier layers having a single PL peak at the appropriate energy. Quantum-dot structures are potentially important for photonic devices. As discussed earlier, the performance of injection lasers is theoretically predicted to be improved by the use of an array of quantum dots as the active medium [1, 6 3 65]. QD lasers are expected to have low values of/(^ ^^^ high values of TQ. Early efforts to produce QD structures used techniques such as growth in photolithographically produced openings in masks, as already discussed. The use of such brute-force techniques is unlikely to ever be a commercially viable technique. This is partly due to the complexity of the process and the high probability of damage in the material due to the processing. In addition, high-performance laser devices will probably require a larger volume of material having gain than can be obtained by a single layer of quantum dots. Three-dimensional arrays of virtually identical dots will likely be required. Thus, in recent years, the main effort has shifted to self-organized growth where natural forces are used to form the QDs and to regulate their size. This technique has been demonstrated to allow the production of vertically stacked, three-dimensional QD arrays [65]. As discussed earlier, the energy of a strained epitaxial layer can be reduced when the film breaks up into islands, while conserving the volume of the layer. Often a thin wetting layer remains over the entire surface because of the reduction in the interfacial energy [66]. This is commonly termed the Stranski-Krastanov growth mode. The QD system most highly studied is GalnAs (or InAs) on GaAs. For (001) substrates, thermodynamic factors favor the formation of square-shaped dots oriented parallel to the (100) directions. This orientation gives the lowest strain energy due to the orientational dependence of the elastic stiffness coefficients in cubic materials [67]. In principle, the size, shape, and orientation of the dots are determined by thermodynamic factors. In fact, kinetics plays a major role. The growth rates of various crystallographic planes determines the shapes of the dots. The slowest-growing planes always dominate. Since the relative growth rates of
504
9
Superlattice Structures
the various planes are dependent on the growth conditions, the shapes of the dots may vary from system to system and can be changed by changing the temperature and V/III ratio. Heinrichsdorff et al. [68] systematically studied the OMVPE growth of GalnAs QDs on (001) GaAs substrates using the trimethyl-group III precursors and ASH3 in a low-pressure reactor—in particular, the effects of temperature, V/III ratio, and solid composition. The GaAs layer was grown at 640°C followed by a reduction to 425°-525° C for growth of the GalnAs. For growth at 500° C, by a thickness of 4 ML the GalnAs layer had broken into a thin wetting layer and QDs. As seen in Figure 9.11, each of the layers was seen in the low-temperature PL spectra. The QD PL intensity was observed to increase by a factor of 10 when the amount of material deposited increased from 4 ML to 6 ML, owing to a marked increase in the density of dots. The PL peak energy was found to be constant, indicating that the size of the QDs was unchanged. As the amount of deposition was increased to 8 ML, a red shift of 70 meV in the PL was observed. This was determined from TEM observations to be due to an increase in the dot size. The islands do not have the same composition as the "bulk," because of different surface diffusion lengths for In and Ga. The shapes of the islands could be determined using TEM images only for moderate island densities. The bases were found to be square and oriented parallel to (100), the orientation predicted from thermodynamics. The planes bounding the islands could not be resolved. The highest island densities were obtained for growth at 425°C. An increase of temperature to 525°C caused a two order of magnitude decrease in the dot density. At 425°C the dots apparently align themselves into groups along the (110) directions with a dot spacing of 23 nm. Heinrichsdorff et al. [68] postulated that the size and orientation of the island are controlled by thermodynamics, while the arrangement is controlled by kinetics.
Figure 9.11. Low-temperature PL spectra from three samples of GalnAs/GaAs quantum dots with different average GalnAs layer thicknesses grown at 500° C. (After Heinrichsdorff et al. [68], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
9.5
AIGaInN
505
The same group used these techniques to produce stacked QD sheets [69, 70]. Upper islands tend to be stacked just above the lower islands, probably because of the strain field from one layer to the next [66]. The In As QDs were overgrown by a thin GalnAs layer to produce device-quality, defect-free material. A laser with a single sheet of QDs had a threshold current density of 181 A/cm^ at 300° K. Lasers were also produced with a three-layer stack of QDs. The best threshold current densities of 62 A/cm^ have been reported for similar structures produced byMBE[71]. A severe problem for all of the studies using the self-organized growth of QDs for injection lasers is that fluctuations in the QD size lead to inhomogeneous broadening of the gain spectrum. Kuramochi et al. [72] suggest that this is an inherent problem related to the randomness of island nucleation. They used fine silicon nitride dot arrays on (311)B substrates to control the dot spacing by seeding the nucleation process. AlGaAs barrier layers were grown at 740°C to bury the Si3N4 dots. Pentagonal hollows above the Si3N4 dots are the sites for the preferred nucleation of GalnAs dots. Successive growth of AlGaAs/GalnAs layers led to the formation of vertically stacked QD arrays. The upper QDs form just above the lower QDs, for the reasons already discussed. The strain-induced, self-organized growth of QDs has also been demonstrated in the GalnP/InP system [66]. Another approach, designed to produce zero-dimensional structures without the possibility of forming defects at the interfaces between layers, is the use of local small stressors located above a quantum well to locally shrink the band-gap energy. Hannah et al. [73] demonstrated the OMVPE growth of coherent InP islands as stressors to produce strain-induced quantum dots in GaAs/AlGaAs quantum wells. For certain growth conditions, a fairly uniform distribution of InP islands was produced, with an average diameter of 140 ± 12.2 nm and a height of 19.5 ± 1.1 nm.
9.5
AIGaInN
Quantum-well structures have proven to be extremely important for the production of high-performance blue light-emitting diodes (LEDs) and lasers as well as for longer-wavelength green and yellow LEDs [74], as discussed in Chapter 10. Nakamura et al. [75] demonstrated the atmospheric-pressure growth, using standard precursors, of IUQ 2gGao ygN/IUoo^GaQ 94N strained MQW structures consisting of either ten 100-A wells or twenty 30-A wells. Intense room-temperature PL emission, consisting of a single narrow peak, was observed for both structures, as seen in Figure 9.12. Detailed examination of the GaInN layers in the QW structures using transmission electron microscopy (TEM) [76] has revealed the existence of InN-rich regions giving rise to quantum-dot formation, possibly caused by phase separation. The GalnP system has a miscibility gap [77], as described in
506
9 |l (^)
100 ^
80
"'11
L
3
Superlattice Structures
in,^a,^IIn,^pa,^^ MQW Structure
1 1 I
>» 60
1J
40
^ &<
20 0
f1 uvV 1
-
,
/
400
1
(a) Lu= L^v= »00 A
1
(b)Lu=L^v= 30 A
500 Wavelength (nm)
•
600
700
Figure 9.12. Room-temperature PL spectra of GaInN MQW structures with periods of 30 and lOOA. (After Nakamura et al. [75], reprinted with permission of American Institute of Physics.)
Chapter 2. On the other hand, Nishio et al. [78] were able to grow Ino ,5Gao gsN/ GaN and MQ i5Gao 85N/Inoo5Gao 95N strained MQW structures with wells as thin as 2 nm. TEM examination indicated a fairly good crystallinity with clear parallel interfaces. Grudowshi et al. [79] grew InGaN QW structures in an EMCORE rotating-disk (800 rpm) reactor at 76 Torr using the standard precursors, TMGa, TMIn, and ammonia. The GaInN films were grown at 830°C. As discussed in Chapter 8, the high N pressure over GaInN precludes the use of temperatures of 1,000°C and higher that are typically used for GaN. Strong, narrow 300° K PL peaks were detected for the three-, five-, and eight-period QW structures. The PL intensity was increased by the addition of the n-type dopant Si. The latest generation of AlGalnP laser devices uses an active region consisting of a four-well, MQW structure composed of 35-A-thick Si-doped Ing ,5Gao85N well layers separated by 105-A Inoo2Gao.98N barrier layers. In addition, this complex structure uses Al^ i4Gao g^N/GaN modulation-doped strain-layer superlattice cladding layers [80], as discussed in the next section.
9.6
Strain-Layer Superlattices
Expanded to a multiple-layer structure consisting of thin, lattice-mismatched layers, the GaAs/GalnAs structure described earlier becomes a strain-layer superlattice (SLS). For example. Roth et al. [81] grew Ga,_^In^As/GaAs SLSs with X = 0.1-0.2 by low-pressure OMVPE using TMIn and TMGa. As long as the layer thicknesses are less than the critical layer thickness, discussed earlier, the SLS is stable during growth and subsequent processing. The pioneering SLS work was done by Matthews and Blakeslee [82-84] using
9.6
Strain-Layer Superlattices
507
GaAsP/GaAs superlattices. Later Osbourne and coworkers [85] demonstrated the power of SLS structures for obtaining materials characteristics not available in bulk III/V alloys, mainly using GaAsP layers grown by atmospheric-pressure OMVPE [86]. Such superlattice structures are useful for modifying the band structures of materials by changing the periodicity in one dimension. The biaxial elastic strain also acts to modulate the band gap. This is used to advantage for the fabrication of InAsSb detectors [87]. Sandwiched between larger lattice constant InSb layers, the InAsSb is placed in a state of biaxial tension. This reduces the band gap, extending the detector response further into the infrared than for elastically relaxed InAsSb layers. The strain also acts to split the valence band degeneracy at the center of the Brillouin zone. For example, when the GalnAs is in biaxial compression, as when sandwiched between GaAs layers, the light-hole valence band is located above the heavy hole band [88]. This has been exploited for p-channel field-effect transistors [89]. Even more important may be the use of SLS structures as dislocation traps. Since the layers are alternately strained in compression and tension, they act to bend dislocations propagating through the structure to the edge of the sample [8185, 90]. Thus the SLS is an effective barrier to dislocation propagation [91, 92]. As mentioned earlier, AlGaN/GaN SLSs are used in blue laser structures to prevent the formation of dislocations and cracks due to the 3.5% lattice-parameter difference between AIN and GaN [80]. SLS structures are normally produced by modulating the flow rates of the appropriate precursors during growth. However, a novel technique for the production of SLS structures is to modulate the intensity of a laser irradiating the surface during growth. GalnAsP SLS structures have been produced by this technique using Ar ion laser-assisted CBE growth from TMIn, TMGa, ASH3, and PH3 [93]. InAs/GaSb strained-layer superlattice structures have long been interesting to physicists because this is a crossed-gap type II system with the conduction band of InAs lying below the valence band of GaSb. The effective band-gap energy can shift from semiconductor-like to semimetal-like as the thickness of the superlattice layers is varied [94]. Thus, it was one of the first superlattices explored, with the early experiments all performed by MBE. More recently, studies of this system have used atmospheric-pressure OMVPE [95]. The InAs/GaSb system is particularly interesting from a growth viewpoint because the interface between InAs and GaSb layers involves a change in both elements. This gives rise to four distinct interface structures. Raman spectroscopy has been used to detect both InSb and GaSb interface modes. Step bunching, described in Chapter 3, was observed to perturb the superlattice structure for growth at a temperature of 530° C at a rate of 0.5 /xm/h. Reducing the temperature to 500''C and increasing the growth rate to 2.0 fimfh was found to result in high-quality structures without step bunching. A superlattice structure with 150-A layers was found to have a 4° K
508
9
Superlattice Structures
photoconductive spectral response consistent with a band gap of 60 meV, close to the theoretically expected value of 50 meV.
9.6.1 Natural Strain-Layer Superlattices One of the most intriguing phenomena in the growth of semiconductor alloys is the formation of natural strain-layer superlattices. As described in Chapters 2 and 5, this occurs at the surface during vapor-phase epitaxial growth for essentially all common semiconductor alloys. For example, during the OMVPE growth of a Gag 5lnQ 5? alloy the (2 X n) surface reconstructions favor the formation of alternating [110] rows of large (In) and small (Ga) atoms in layers just below the surface. This leads to the formation of a monolayer superlattice structure— namely, the CuPt structure—with ordering on either the (111) or the (111) plane. Of course, this constitutes a natural monolayer SLS structure. The major effect of CuPt ordering demonstrated to date is the significant reduction in band-gap energy. As would be expected, the degree to which ordering occurs depends on the growth parameters. The use of high temperatures and low V/III ratios does not favor the formation of the (2 X n) surface reconstruction, so CuPt ordering disappears for surface thermodynamic reasons [96], as discussed in Section 2.6.2. Growth at low temperatures and high rates leads to a reduction in ordering for kinetic reasons, as discussed in Section 5.5. The atoms simply have too little time to rearrange into the CuPt structure while they are still mobile. The low diffusion coefficients in the solid preclude any appreciable rearrangement in the bulk at ordinary growth temperatures. The dependence of the order parameter on the growth temperature and of the band-gap energy on the order parameter allows the band-gap energy to be changed during the growth cycle by simply changing the growth temperature. This allows the production of "heterostructures" [97] and quantum wells [98, 99] where the composition remains absolutely unchanged. Changing the temperature during the growth process introduces several practical difficulties. Much more convenient is simply to change the flow rate of the P precursor to change the order parameter. Early efforts to produce heterostructures in this way resulted in graded structures [100], due to the slow change in the surface reconstruction when the partial pressure of the P precursor is altered [101]. However, the use of higher temperatures and TBP as the P precursor has allowed the production of abrupt heterostructures [102] and quantum wells [103].
9.7
GaAs on Si Substrates
An excellent example of the importance of the SLS structure for the reduction of dislocation density, discussed in the last section, relates to the OMVPE growth of semiconductor layers on dissimilar substrates. The system receiving the most
9.7 GaAs on Si Substrates
509
attention has been the growth of GaAs on Si substrates. Because of the much lower price of Si substrates and their availabihty in large diameters, as well as the desire to integrate Si and III/V semiconductors on the same chip, this topic has received serious attention recently. The problem is the large (4%) latticeparameter mismatch between Si and GaAs. This results in the introduction of large (10^-10"^ cm"2) dislocation densities. Stacking faults are also observed near the interface. Also important is the large difference in thermal expansion coefficient, which is a factor of 3 larger for GaAs than for Si. This leads to bowing and cracking during cooling from the growth temperature to room temperature. In addition, nucleation of a polar semiconductor on a nonpolar substrate leads to the generation of antiphase domains unless the nominally (100) substrates are slighdy misoriented [104]. The dislocation density can reportedly be reduced by using an SLS to bend the dislocations to the edge of the crystal. For example Soga et al. [105] grew latticematched GaP directly on the Si, followed by sequential GaP/GaAsosPos and GaAsg 5P0 5/GaAs superlattices, and capped by a thick GaAs layer. They reported dislocation densities, determined by KOH etching, of 4 X 10^ cm"^ in the thick GaAs layers. Such low numbers are surprising and may be related to the dislocation etching technique, which is known to sometimes give incorrectly low values of dislocation density. The generally accepted number for the best GaAs on Si layers is approximately 10^ cm '^. The reduction in dislocation density is attributed to the efficacy of the SLS structures in forcing the propagating dislocations to the edge of the layer. The perfection of the resultant GaAs epitaxial layer is best demonstrated by FET performance that nearly matches that of GaAs grown homoepitaxially on GaAs substrates. Gain As/GaAs SLSs have also been used to reduce dislocation densities in GaAs grown on Si substrates. Okamoto et al. [106] reported that a 10-period GaQgluQ , As/GaAs SLS reduced the dislocation density, determined using KOH etching, to 1.4 X 10^ cm"^ in 3.5-/xm-thick GaAs layers grown by OMVPE. Warner et al. [107] used this approach to produce GaAs FETs with 0.7-/>tm gate lengths with transconductance values as high as 185 mS/mm. On the other hand, GaAs on Si is also being explored for minority carrier devices, which are expected to be much more sensitive to the presence of defects, including dislocations. This area has progressed rapidly; however, the lowest threshold current densities are still well above those obtained in material grown on GaAs substrates, as will become clear in Chapter 10. Even more discouraging is the rapid degradation observed for the lasers grown on Si substrates. The presence of a single dislocation in the active region is known to cause rapid degradation of laser devices in many materials systems. The performance of GalnAs pin detectors is also effected adversely by the dislocations, strain, and other defects that result from growth on Si substrates [108]. The leakage currents are several orders of magnitude higher than in latticematched structures on InP substrates.
510
9
Superlattice Structures
A novel and interesting approach to the production of III/V semiconductors on Si substrates is the use of wafer bonding. This technique is commonly used for the production of the highest-performance AlGalnP LEDs [109], as discussed in Chapter 10. GalnAs/InP MQW structures have been successfully wafer-bonded to Si substrates [110]. This is a promising method for the integration of Si and III/V semiconductors.
9.8
SiGe Alloys
Si/Ge strained quantum-well structures have been grown by CBE using Si2H6 and GeH4 as sources [111]. The use of CBE is important because in solid source MBE, segregation of Ge to the surface prevents the formation of abrupt interfaces. The presence of atomic hydrogen on the surface prevents Ge surface segregation in CBE [112-114]. Fukatsu et al. [115] obtained the best PL results using growth temperatures of 700° C and higher. The photon energy is plotted versus well width for Si/Siog23Geo 177 (100) single-quantum wells in Figure 9.13 [115]. For wells with thicknesses of 20-90 A, the energy shift due to the quantum size effect agrees well with the results of a rectangular potential well calculation assuming an exciton binding energy of 15 meV. The maximum energy shift is approximately 60 meV. A major application of Si/SiGe heterostructures is for high-speed transistors and integrated circuits. With values of operating frequency as high as 100 GHz, the SiGe heterostructure bipolar transistor (HBT) has performance levels exceed-
>
E
x-0.177
E c x - 15mcV
Well width (A)
Figure 9.13. PL peak energy of strained Si()jj2.^Ge() ,77/Si (lOO)SQWs versus well width. The solid line is the calculated energy for a rectangular potential well with a 15-meV exciton binding energy. (After Fukatsu etal. [115], reprinted from the Journal of Crystal Growth with permission from Elsevier Science.)
9.9
511
ll/VI Compounds
ing those of conventional Si transistors and approaching those of III/V HBTs [114]. They have also been used for modulation-doped field-effect transistors, of the type described in Chapter 10. Electron mobilities of 150,000 cm^/Vs at4.2°K and 3.6 X lO'^ c m W s at 0.4°K [116] have been obtained.
9.9
ll/VI Compounds
Quantum wells and strain-layer superlattices have also been fabricated by OMVPE in 11/VI semiconductor systems, mainly for the production of blue LEDs and laser devices with reduced threshold current densities. ZnSe is not exactly lattice-matched to the commonly used GaAs substrates, which results in the introduction of deleterious defects. To solve this problem, Fujita et al. [117] produced a ZnSe/ZnSo JSCQ 9 SLS exactly lattice-matched to the GaAs substrate. The layers were produced by low-pressure OMVPE using DMZn combined with H2Se and H2S at 400°C. The individual layers were approximately 100 A in thickness. The result was strong blue PL with a single emission peak. Peaks due to defect levels normally seen in ZnSe grown on GaAs were absent. ZnSe/ZnS SLSs have also been grown by atmospheric-pressure OMVPE using DMZn, DMSe, and DMS at 400° C with 10 periods with individual layer thicknesses ranging from 20 to 100 A [118]. Intense, sharp, excitonic emission was obtained, with the energy shifted by the quantum size effect as shown in Figure 9.14. The line was calculated using the Kronig-Penney model including the effects of elastic strain on the band structure. SIMS and X-ray diffraction results confirmed the presence of the SLS structures.
50 100 ZnSe LAYER THICKNESS (A)
Figure 9.14. Relationship between ZnSe well thickness and peak energy shift for ZnSe/ZnS strained quantum-well structures. (After Yokogawa et al. [118], reprinted with permission of American Institute of Physics.)
9
512
Superlattice Structures
ZnSe/ZnS^Se,_^ SLS structures with JC = 0.12 have also been grown by atmospheric-pressure OMVPE. The precursor combination DESe, DES, and DEZn at a growth temperature of 480° C was found to produce uniform 60-period superlattices on 2°-misoriented (001) GaAs substrates. The individual layer thicknesses were 5.0 and 5.1 nm for the ZnSe and ZnSe/ZnSo ,2Seo88. respectively. Abrupt interfaces were obtained for 20-s hydrogen purges at each interface. Much inferior results were obtained using H2S as the sulfur source [119]. The lowtemperature PL from these SLS structures was found to consist of a narrow freeexciton peak at 2.814 eV. The spectra were determined to be consistent with a monolayer variation in well thickness. More recently, Zno93Mgoo7So ,5Seo85/ZnSe MQW structures have been grown by LP OMVPE on (100) GaAs substrates at a much reduced temperature of 330°C using the precursor combination of DMZn-TEN, DTBSe, DTBS, and (MeCp)2Mg [120]. The structures consisted of 10 QWs with nominal ZnSe thicknesses of 2, 5, 8, and 12 nm and 20-nm barriers. The 77° K PL peak energy is plotted versus nominal well width in Figure 9.15. The solid line is simply a fit to the data using the L~^ dependence of band gap for an infinite well. The peak halfwidth, also included in the figure, follows the dependence expected for a monolayer variation of the QW thickness. Optically pumped 77° K laser operation at a wavelength of 444.25 nm was observed for a structure having five of these quantum wells with a nominal ZnSe thickness of 4 nm. Easing, with peak energies between 2.6 and 2.7 eV, was observed at temperatures as high as 375° K. The first blue-green 11/VI injection lasers, operating at 77° K, produced by OMVPE have active regions of a single ZnSe/ZnCdSe/ZnSe quantum well 6 nm in thickness [121]. As discussed in Chapter 8, the layers were grown by photonassisted, atmospheric-pressure OMVPE using conventional precursors. 50 2.86
^
X peak position —fittedfunction • FWHM
2.85
Tp,=77 K
.9 2.84
i 45 40 35 30
CO
O °- 2.83
25 20 15
10
2.81
5 2.80
2
4
6
8
10
12
0
nominal well width [nm]
Figure 9.15. PL peak energy and FWHM for ZnSe/Znoy^MgoovSo isSe^^.s MQW samples. (After Kalish et al. [120], reprinted with permission from Journal of Electronic Materials, a publication of the Metallurgical Society, Warrendale, Pennsylvania.)
9.10
Doping Superlattices
513
9.10 Doping Superlattices The final topic in our discussion of superlattices grown using conventional OMVPE is the doping superlattice. More than two decades ago, Doehler [122] predicted that superlattice structures consisting of alternating n- and p-doped semiconductor layers would have interesting and potentially useful properties. Such doping superlattices or "nipi" structures were predicted to have a variable band gap depending on the concentration of free carriers in the conduction and valence bands and the layer thickness. The band gap was predicted to be indirect in the sense that the electrons and holes would be separated in real space. These properties promised the possibility of a variable band-gap structure with very long minority carrier lifetimes. Such structures would be potentially useful for a number of device applications including tunable light sources, extremely sensitive optical detectors, and novel field-effect transistors where the field would modulate both electron and hole conductivities [123, 124]. Many of Doehler's predictions have been verified in doping superlattices grown by MBE. These will not be reviewed here: the reader is referred to the prior references. The first doping superlattice grown by OMVPE were in InP [125] using TMIn and PH3 in an atmospheric-pressure reactor. The 200-A layers were alternately doped with DMZn and DETe to levels of 2 X 10^^ and 1 X 10^^ cm^^ respectively. The PL peak energies were found to be considerably less than the band gap of InP and to shift to shorter wavelength with increased excitation intensity, in accordance with the theory of Doehler. PL decay measurements detected extremely long lifetimes of 7 X 10 "^"^ seconds at 4°K owing to the spatial separation of the electrons and holes. In the same time period. Roentgen et al. [126] reported the growth of nipi structures in GaAs by atmospheric-pressure OMVPE using TMGa and ASH3. The dopants, H2Se and DEZn, were used to form superlattices with periods from 40 to 80 A. Carey et al. [127] reported the first nipi structures in GalnAs. Using atmospheric-pressure OMVPE with trimethyl-group III sources and DETe and DEZn as dopants, they produced structures with larger periods from 800 to 2,800 A. These longer periods allowed the fabrication of photoconductive detectors with lifetimes of >6 s, resulting in values of photoconductive gain of over 2,400. For the shorter period superlattices, the peak position from 4° K PL measurements was observed to shift by 100 meV from 0.66 to 0.76 eV as the excitation intensity was increased by a factor of 10"^. Doping superlattices have also been fabricated in GaP by OMVPE, thus forming a system where the carriers are separated both in real space and in k space. PL from the nipi structure was found to shift to higher energies with increasing excitation intensity [128].
514
9
Superlattice Structures
9.11 Atomic-Layer Epitaxy (ALE) Feasibility has been demonstrated for the growth of ultrathin structures by OMVPE for the materials systems of major interest, GaAs/AlGaAs, GalnAsP/InP, GalnP/GaAs, and GalnN/GaN. Nevertheless, the OMVPE growth of such structures is tremendously challenging. To satisfy device requirements for large-scale production capabilities, growth must be possible over large areas with a high degree of control of layer thickness, composition, and doping level. This can be accomplished using carefully tuned conditions in well-designed reactors. Another approach involves the use of natural processes to control layer thickness such as is done in atomic-layer epitaxy (ALE), where the layers are grown one atomic layer at a time by a self-limiting process. This offers the promise of producing structures that are precisely controlled to be the same number of monolayers in thickness. ALE was first proposed in 1980 by Suntola et al. [129] for ZnO. More recently, it has been applied in various configurations to the growth of III/V semiconductors using organometallic reagents [130-134]. The sequence of steps for ALE growth of GaAs involves exposing the surface of the growing epitaxial layer alternatively to the Ga and As precursor molecules. The group III species, which may be the partially pyrolyzed precursor molecule—for example, GaR—is adsorbed until BQ3 is unity. The reactor is then purged followed by the introduction of the As source, often ASH3, which reacts with the adsorbed GaR layer, covering it with one monolayer of AsR' (R represents an alkyl group, and R' may represent either an alkyl or H). Following a purge, this cycle is repeated. The chemistry involved is obviously complex and mostly, if not completely, heterogeneous. A number of theories have been advanced to explain the self-limiting nature of the process, but considerable disagreement remains [135-137]. Before passing to a brief review of the results using various source reagents and physical configurations, it is worthwhile to discuss what is required of the group III and group V precursor molecules, since they are somewhat different than for normal OMVPE precursors. Consider first the group III source molecule. It must not decompose fully either in the vapor phase before reaching the substrate or heterogeneously on a group III coated surface. Otherwise, the group III deposition would not stop after a single monolayer coverage, since the vapor pressure of metallic Ga is so low. In this regard, GaCl is an excellent precursor since it does not react at the surface and simply adsorbs until Ooaci ^ ^ • Further molecules simply do not adsorb. The most popular source molecule, TMGa, can be a problem. If pyrolysis is complete, liquid Ga will build up on the surface. Success has been obtained by using a rotating substrate where the TMGa does not diffuse through a thermal boundary layer before reaching the surface [130]; thus, partially decomposed TMGa can
9.11
515
Atomic-Layer Epitaxy (ALE)
desorb. The most popular approach is using very low growth temperatures, where the TMGa pyrolysis is not complete, and/or low pressures, where the pyrolysis is purely heterogeneous. Another approach is to use a laser to cause pyrolysis at the surface [131] at such low temperatures that thermal pyrolysis is very slow. The temperature range over which self-limiting growth occurs it highly dependent on the group III precursor used. The pyrolysis of the group V hydrides is less of a problem since it is normally heterogeneous at normal OMVPE temperatures. However, the ALE reaction must terminate after B^^^j^ = 1. Termination may be automatic since the highly volatile arsenic desorbs unless making a strong bond to gallium at the surface. The main problem with ALE that has resulted in less research on this topic in recent years is the extremely low growth rate when a four-part cycle is required for the growth of each monolayer. Carbon contamination of the layers grown by ALE is also a more severe problem than for normal OMVPE growth [132, 135, 138]. In addition, there have been reports of graded interfaces in quantum wells grown by ALE [139-141].
9.11.1 Practical Implementation Examination of the GaCl + ASH3 system is instructive, since it leads to layer-bylayer growth over a wide temperature range from 400° to 600° C and over a wide range of GaCl partial pressures, as seen in Figures 9.16 and 9.17 [133]. The disadvantage of chloride VPE is that the substrate must be rapidly moved back and forth between two reactor tubes in a "multibarrel" reactor. This disadvantage was overcome by use of an organometallic Ga source, diethylgalliumchloride (DEGaCl), which pyrolyzes at very low temperatures, yielding GaCl. Interestingly, saturation of the surface with GaCl apparently requires several seconds, and
GaAsdOO) TEG 450°C KobayasH
/ Jjj
3 | - monolayer g r o w t h
•
^
^
T M G . laser
w 2h
% 0 o
6
Figure 9.16. Usui [133].)
/ "
TMGSOCC Nishizawa
/
400°C
GaCl S S C C Usui
O
10" 10' 10" 10^ 10^ Partial Pressure of TMG, TEG and GaO (atm)
10
Source gas pressure dependence of ALE growth of GaAs. (After Watanabe and
9
516 ^
12
o 10
GaAsdOO)
-
TMG . laser Ooi
1
/
TEG Nishizawa
y
-"^ "^ / • 1 monolayer growth
- 5
o
r
1 1
200
Figure 9.17. Usui [133].)
Superlattice Structures
2.83 A
/
ta-^^t
/
300
•
/•
/^
n---^^?
TMG Mori
/
/
"
^
.^^^
^^^
!• |g ' * " * - ^
_'
m
>^^TMG Nishizawa
• —
--S^B^^S^
^""^"^
1
400 500 Growth Temperature (°C)
GaCI
TEG Kobayashi
Usui
1
600
Growth temperature dependence of ALE growth rate of GaAs. (After Watanabe and
GaCl desorption at temperatures of 600° C and higher apparently prevents the growth of a complete monolayer per cycle. InCl and GaCl combined with ASH3 and PH3 have been demonstrated to be useful for ALE growth of several compounds and alloys including GaAs, In As, GaP, InP, and GalnP [134, 142]. The surface chemistry of the group III-chloride system has been studied fairly carefully. Adding HCl is seen to decrease the group III-Cl surface coverage, especially for InCl. Using equations for the competitive Langmuir isotherms, as discussed in Chapter 3, the ratio of adsorption coefficients for HCl and InCl is found to be 120. For GaCl, the HCl competition is slight. The ratio of adsorption coefficients is found to be only 0.02. For the growth of GalnP alloys, where GaCl and InCl compete for surface sites, the ratio of adsorption coefficients is approximately 20 at 450°C. Thus, an input ratio of GaCl to total group III of 0.17 yields Ga^In^.^Pwithx - 0.75 [143]. An implementation of ALE similar to the "multibarreF' approach is to use a rotating susceptor where the substrate is alternately exposed to ASH3 and TMGa flows in a modified OMVPE apparatus [130]. As mentioned earlier, this is claimed to retard homogeneous pyrolysis of the TMGa by the absence of a boundary layer. This may occur by sweeping the gas to the interface without requiring diffusion through the thermal boundary layer. This technique has been successfully used to grow GaAs/In As monolayer superlattices and Gain As/InP quantum wells with narrow half-widths, similar to results obtained using conventional atmospheric pressure OMVPE [38,41]. Self-limiting monolayer growth is apparently obtained by this technique over only a very narrow range of growth parameters. Nishizawa et al. [143] used the approach of very low pressures to allow the TMGa molecules to reach the interface with minimal homogeneous pyrolysis. However, this produces monolayer growth only over a limited range of growth
9.11
Atomic-Layer Epitaxy (ALE)
517
parameters, as seen in Figures 9.16 and 9.17. Using TEGa, no self-limiting monolayer growth was observed, probably because TEGa is so unstable at high temperatures that pyrolysis does not stop after deposition of a single layer of Ga. DenBaars et al. [144] used a more conventional approach employing the reactants TMGa and AsH^ in an atmospheric-pressure reactor specially designed to give short residence times of less than 0.5 s. They switched the ambients by simply switching the input gas stream, by far the most convenient method. State-of-theart AlGaAs/GaAs quantum wells were demonstrated. In addition, low-threshold current density quantum-well laser devices were produced by growing the active layer using ALE and the thicker AlGaAs layers using conventional OMVPE. The major advantages of ALE are in the growth of very uniform thin layers over large areas, hopefully, with abrupt interfaces in quantum-well and HEMT superlattice structures. In Figure 9.18, the thickness variation across a 3" GaAs wafer is shown for normal OMVPE and ALE [133]. Similar results over smaller areas have been reported by DenBaars et al. [144] and Mori et al. [145]. The two major problems for ALE of GaAs have been the low growth efficiency and unintentional C incorporation. Typically the ALE growth rate is limited by the time required to change from the group III to the group V ambient, which, in current reactors requires several seconds to as long as 45 s for switching in the multibarrel reactor. This compares with the normal OMVPE growth rate of several monolayers per second. Carbon contamination frequently yields p-type layers. This can be avoided to some extent by supplying ASH3 along with the TMGa during the group III cycle (termed flow modulation epitaxy). Kobayashi [146] used this technique to obtain n-type layers with doping levels below 10'^ cm~^ and 77° K mobilities as high as 42,000 c m W - s . Results of Mochizuki et al. [147] indicate that careful optimization of the ALE growth cycle, using TMGa in a low-pressure reactor, yields n-type layers with electron mobilities as high as
TMG-ALE Ts = 5 0 0 ° C
)X^ ^ ^ O O ^"U~o~5~o~o~o~
, 0.4
•-•^.
MOCVD
5 0. 2 o
T s = TOO'C
O
— 3 Inch GaAs ( 1 0 0 ) substrate -I
I
I
I
I
I
0 2 4 6 8 Distance from the front edge along flow direction ( cm )
Figure 9.18. Usui [133].)
Thickness uniformity of GaAs grown by TMGa-ALE. (After Watanabe and
518
9
Superlattice Structures
80,000 cm^/Vs at 77°K. Similarly, Colas et al. [148] demonstrated the reduction in carbon contamination by judicious control of the effective V/III ratio. Using DEGaCl also results in n-type layers when the growth temperature is 600°C, with 77°K mobilities of 22,400 cm-/Vs [145]. Practical implementation of ALE may require the development of specially designed group III element source reagents that decompose heterogeneously only on a Group V surface. This will probably require low temperatures. A lowtemperature group V precursor is then also required. TB As and TBP may satisfy these requirements. The importance of the As precursor during the ALE growth of GaAs is illustrated by the results of Fujii et al. [149], who showed that the temperature range over which self-limiting growth of GaAs occurs using TEGa as the Ga precursor is substantially expanded, to 440°-495°C, when arsine is replaced by TDMAAs, an As precursor described in Chapter 4. Clearly, the group V precursor plays an important role in the self-limiting ALE process. The prior discussion has concentrated nearly entirely on the ALE growth of GaAs. The processes and results are similar for AlGaAs [138, 150]. However, the carbon contamination problems increase with increasing Al content of the solid. Kano et al. [151] have demonstrated a dramatic reduction by more than two orders of magnitude in the carbon contamination of AlAs layers, from 10^^^ cm~^ using conventional precursors to the 10^^-10'^ cm ""^ range for ALE growth using EDMAA, an Al precursor discussed in Chapter 4. InAs can also be grown by ALE using the precursors TMIn and TBAs in the temperature range from 355° to 410°C [141, 152]. ALE of InP from TMIn and PH^ in a LP OMVPE reactor using conventional precursors results in self-limiting growth in the temperature range 320°-360°C [153]. Similar results were obtained using the P precursor TBP [154]. The mechanism of self-limiting growth of InP using TMIn and PH^ was studied using surface photon absorption, a technique described in Chapter 3. Self-limiting growth was noted at 350° C [155]. Kobayashi and Kobayashi reported that the PH3 pyrolysis rate is slow on a CH3 terminated surface. Desorption of CH3 from the In-terminated surface during the hydrogen purge cycle allows one monolayer of P to form. Using RDS, also described in Chapter 3, to monitor each stage of the growth process [156] indicates that at temperatures <325°C, the reaction of TMIn with the P dimers on the (001) InP surface produces a surface that is unreactive to either PH3 or additional TMIn. This is postulated to be due to residual In(CH3)^. (jc = 1-3) acting as a site blocker. Thus, self-limiting growth occurs at temperatures between 300° and 325°C where the surface exerts a key catalytic effect that allows low-temperature pyrolysis of the reactants only on the surface. ALE has also been demonstrated for 11/VI semiconductors. For example, Kimura et al. [157] demonstrated the growth of ZnSe on (001) GaAs substrates by OMMBE using DESe and elemental Zn. Self-limiting growth was observed over the temperature range from 225° to 250°C.
References
519
References 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26. 27. 28. 29. 30. 31. 33. 34.
A. R. Adams and E. P. O'Reilly In Materials for Optoelectronics, Academic, Boston, 1996), pp. 61-100.
ed. M. Quillec (Kluwer
H. Sakaki, 7p/2. J. AppL Phys. 19 1735 (1980). L. Pfeiffer, H. L. Stormer, and K.W. Baldwin, Appl. Phys. Lett. 55 1889 (1989). J. H. van der Merwe, J. AppL Phys. 34 117 (1963). P L. Gourley, I. J. Fritz, and L. R. Dawson, Appl. Phys. Lett. 52 377 (1988). G. B. Stringfellow, in High Brightness LEDs, ed. G. B. Stringfellow and W. G. Craford (Academic Press, San Diego, 1997), pp. 1-46. J. Y. Tsao, Materials Fundamentals of Molecular Beam Epitaxy (Academic Press, Boston, 1993), Chapter 6. A. R. Adams, Electron. Lett. 22 249 (1986); E. Yablonovich and E. O. Kane, IEEE J. Lightwave Technol. LT-4 504 (1986). A. R. Adams and E. P. O'Reilly, in Materials for Optoelectronics, ed. M. Quillec (Kluwer Academic, Boston, 1996), p.61. S. Sudo, Y. Nakano, M. Sudiyama, Y. Shimogaki, H. Komiyama, and K. Toda, Proc. 9th Int. Conf. on fnP and Related Compounds, May 1997, pp. 257-260. R. D. Dupuis, P D. Dapkus, C. M. Garner, C. Y. Su, and W. E. Spicer, Appl. Phys. Lett. 34 335(1979). R. D. Dupuis, P D. Dapkus, N. Holonyak, and R. M. Kolbas, Appl. Phys. Lett. 35 487 (1979). P M. Frijlink and J. Maluenda, Jpn. J. Appl. Phys. 21 L574 (1982). H. Kawai, K. Kaneko, and N. Watanabe, J. Appl. Phys. 56 463 (1984). K. Kajiwara, H. Kawai, K. Kaneko, and N. Watanabe, Jpn. J. Appl. Phys. 24 L85 (1985); A. Ishibashi, Y. Mori, M. Itabashi, and N. Watanabe, / Appl. Phys.SH 2691 (1985). A. Ourmazd, J. Crys. Growth 98 72 (1989). D. C. Bertolet, J. K. Hsu, and K. M. Lau, J. Appl. Phys. 62 120 (1987). D. C. Bertolet, J.K. Hsu, S. H. Jones, and K. M. Lau, Appl. Phys. Lett. 52 293 (1988). R. D. Dupuis, J. G. Neff, C. J. Pinzone, J. Crys. Growth 124 558 (1992). D. J. Wolford, G. D. Gilliland, R. Venkatasubramanian, S. K. Gandhi, H. P. Hjalmarson. and J. Klem, Inst. Phys. Conf Ser 120 401 (1991). G. D. Gilliland, D. J. Wolford, T. F. Kuech, J. A. Bradley, and H. R Hjalmarson, J. Appl. Phys. 73 8386(1993). J. S. Roberts, J. P R. David, Y. H. Chen, and T. E. Sale, / Crys. Growth 170 621 (1997). W T. Tsang and R. C. Miller, Appl. Phys. Lett. 48 1288 (1986). G. Biasol, E. Martinet, F. Reinhardt, A. Gustafsson, and E. Kapon, J. Crys. Growth 170 600 (1997). G. Biasol, F. Reinhardt, A. Gustafsson, and E. Kapon, /. Electron. Mater 26 1194 (1997). T. Tsujikawa, W Pan, K. Momma, M. Kudo, K. Tanaka, H. Yaguchi, K. Onabe, Y. Shiraki, and R. Ito, Jpn. J. Appl. Phys. 36 4102 (1997). S. Ishida, Y. Arakawa, and K. Wada, Appl. Phys. Lett. 11 800 (1998). T. Fukui, H. Saito, M. Kasu, and S. Ando, J. Crys. Growth 124 493 (1992). A. Hartmann, M. Bongartz, M. Hollfelder, H. Hardtdegen, C. Dicker, and H. Luth, J. Crys. Growth 170 605 (1991). S. Hara, J. Ishizaki, J. Motohisa, T. Fukui, and H. Hasegawa, / Crys. Growth 145 692 (1994). S. Hara, J. Motohisa, and T. Fukui, J. Crys. Growth 170 579 (1997). W. T. Tsang, E. F. Schubert, S. N. G. Chu, K. C. Tai, R. Sauer, T. H. Chiu, J. E. Cunningham, and J. A. Ditzenberger, Inst. Phys. Conf Sen 83 93 (1987). M. Razeghi, J. Nagle, and C. Weisbuch, Inst. Phys. Conf Ser 74 379 (1985).
520 35. 36. 37. 38. 39. 40. 41. 42.
43. 44. 45. 46. 47. 48. 49. 50. 51. 52. 53. 54. 55. 56. 57. 58. 59. 60. 61. 62. 63. 64. 65. 66. 67. 68. 69.
9
Superlattice Structures
B.I. Miller, E. F. Schubert, U. Koren, A. Ourmazd, A. H. Dayem, and R. J. Capik, Appl. Phys. L^-rr. 49 1384(1986). K. W. Carey, R. Hull, J. E. Fouquet, F G. Kellert, and G. R. Trott, Appl Phys. Lett. 51 910 (1987). D. Moroni, J. R Andre, E. R Menu, R Gentric, and J. N. Patillon, J. Appl. Phys. 62 2003 (1987). T. Y. Wang, K. L. Fry, A. Persson, E. H. Reihlen, and G. B. Stringfellow, J. Appl. Phys. 63 2674(1988). W. T. Tsang and E. F Schubert, Appl. Phys. Lett. 49 855 (1985). R. Sauer, T. D. Harris, and W. T. Tsang, J. Appl. Phys. 62 3374 (1987). T. Y. Wang and G. B. Stringfellow, J. Appl. Phys. 67 344 (1990). W. Seifert, J. O. Fornell, L. Ledebo, M. E. Pistol, and L. Samuelson, Appl. Phys. Lett. 56 1128 (1990); R. Schwedler, F Reinhardt, D. Grutzmacher, and K. Wolter, J. Crys. Growth 107 531 (1991); G. Landgren, R Ojala, and O. Edstrem, J. Crys. Growth 107 573 (1991). W Seifert, X. Liu, and L. Samuelson, Appl. Phys. Lett. 62 949 (1993). W. Seifert, D. Hessman, X. Liu, and L. Samuelson, J. Appl. Phys. 15 1501 (1994). J. R Wittgreffe, M. J. Yates, S. D. Perring, and R C. Spurdens, J. Crys. Growth 130 51 (1993). J. E. Epler, J. Soechtig, and H. C. Sigg, Appl. Phys. Lett. 65 1949 (1994). R. Bhat, M. A. Koza, D. M. Hwang, K. Kash, C. Caneau, and R. E. Nahory, J. Crys. Growth 110 353(1991). S. Sudo, Y. Nakano, private communication. K. Streubel, J. Wallin, G. Landgren, U. Ohlander, S. Lourdudoss, and O. Kjebon, J. Appl. Phys. 713300(1992). M. Ikeda, K. Nakano, Y Mori, K. Kaneko, and N. Watanabe, J. Crys. Growth 77 380 (1986). A. Ishibashi, Y. Mori, M. Itabashi, and N. Watanabe, J. Appl. Phys. 58 2691 (1985). M. J. Jou, J. F Lin, C. M. Chang, C. H. Lin, M. C. Wu, and B. J. Lee, Jpn. J. Appl. Phys. 32 4460(1993). M. Mesrine, J. Massies, E. Vanelle, N. Grandjean, and C. Deparis, Appl. Phys. Lett. 71 3552 (1997). X. He and M. Razeghi, Appl. Phys. Lett. 61 1703 (1992). M. J. Hafich, J. H. Quigley, R. E. Owens, G. Y. Robinson, D. Li, and N. Otsuka, Appl. Phys. L^rr. 54 2686(1989). M. Usami, Y Matsushima, and Y. Takahashi, J. Crys. Growth 150 1344 (1995). J. C. Garcia, R Maurel, R Bove, and J. R Hirtz, J. Crys. Growth H I 578 (1991). W Siefert, N. Carlsson, M. E. Pistol, and L. Samuelson, J. Crys. Growth 145 758 (1994). M. Kondo, K. Domen, C. Anayama, T. Tanahashi, and K. Nakajima, J. Crys. Growth 107 578(1991). M. Nishioka, S. Tsukamoto, Y. Nagamune, T. Tanaka, and Y. Arakawa, / Crys. Growth 124 502(1992). W Pan, H. Yaguchi, K. Onabe, K. Wada, Y. Shiraki, and R. Ito, J. Crys. Growth 145 702 (1994). T. Nishida and N. Kobayashi, J. Electron. Mater 26 1214 (1997). Y. Arakawa and H. Sakaki, Appl. Phys. Lett. 40 939 (1982). M. Asada, Y. Miyamoto, and Y. Suematsu, IEEE J. Quantum Electron. QE-22 1915 (1986). H. Asahi, AJv. Mater 9 1019 (1997). W Seifert, N. Carlsson, J. Johansson, M. E. Pistol, and L. Samuelson, J. Crys. Growth 170 39(1997). V. A. Shehukin, N.N. Ledentsov, R S. Kop'ev, and D. Bimberg, Phys. Rev. Lett. IS 2968 (1995). F Heinrichsdorff, A. Krost, M. Grundmann, D. Bimberg, F Bertram, J. Christen, A. Kosogov, and R Werner, J. Crys. Growth 170 568 (1997). F Heinrichsdorff, M. H. Mao, N. Kirstaedter, A. Krost, D. Bimberg, A. O. Kosogov, and R Werner, Appl. Phys. Lett. 71 22 (1997).
References
521
70. D. Bimberg, M. Grundmann, and N. N. Ledentsov. MRS Bulletin 23 31 (1998). 71. N. N. Ledentsov et al., Phys. Rev. B54 8743 (1996). 72. E. Kuramochi, J. Temmyo, T. Tamamura, and H. Kamada, Appl. Phys. Lett. 71 1655 (1997). 73. M. C. Hanna, Z. H. Lu, A. F. Cahill, M. J. Heber, and A. J. Nozik, / Crys. Growth 174 605 (1997). 74. S. Nakamura, in High Brightness Light Emitting Diodes, ed. G. B. Stringfellow and M. G. Craford (Academic Press, Boston, 1997), Chapter 8. 75. S. Nakamura, T. Mukai, M. Senoh, S. Nagahama, and N. Iwasa, J. Appl. Phys. 74 3911 (1993). 76. Y. Narukawa, Y. Kawakami, M. Funato, S. Fujita, S. Fujita, and S. Nakamura, Appl. Phys. Lett. 70 981(1997). 77. I. H. Ho and G. B. Stringfellow, Appl. Phys. Lett. 69 2701 (1996). 78. J. Nishio, L. Sugiura, H. Fujimoto, Y. Kokubun, and K. Itaya, App/. Phys. Lett. 70 3431 (1997). 79. P. A. Grudowski, C. J. Biting, J. Park, B. S. Shelton, D. J. H. Lambert, and R. D. Dupuis, Appl. Phys. Lett. 1\ 1537(1997). 80. S. Nakamuraetal.,A/?p/. Phys. Lett. 72211 (1998). 81. A. P Roth, M. Sacilotti, R. A. Masut, P J. D'Arch, B. Watt, G. I. Sproule, and D. F. Mitchell, Appl. Phys. Lett. 48 1452 (1986). 82. L W. Matthews and A. E. Blakeslee, /. Crys. Growth 11 119 (1974). 83. J. W. Matthews and A. E. Blakeslee, J. Crys. Growth 29 273 (1975). 84. I W. Matthews and A. E. Blakeslee, J. Crys. Growth 32 265 (1976). 85. G. C. Osbourn, IEEE J. Quantum Electronics QE-22 1677 (1986). 86. R. M. Biefeld, J. Electron. Mater 15 193 (1986). 87. S. R. Kurtz, G. C. Osbourn, R. M. Biefeld, L. R. Dawson, and H. J. Stein, Appl. Phys. Lett. 52 831 (1988). 88. C. P Kuo, S. K. Vong, R. M. Cohen, and G. B. Stringfellow, J. Appl. Phys. 57 5428 (1985). 89. T. E. Zipperian, L. R. Dawson, T. J. Drummond, J. E. Schirber, and L J. Fritz, Appl. Phys. Lett. 52 975(1988). 90. N. El-Masry, J. C. L. Tarn, T. P. Humphreys, N. Hamaguchi, N. H. Karam, and S. M. Bedair, Appl. Phys. Lett. 51 1608 (1987). 91. K. Rajan, R. Devine, W. T. Moore, and P Maigne, J. Appl. Phys. 62 1713 (1987). 92. D. S. Cao, C. H. Chen, K. L. Fry, E. H. Reihlen, and G. B. Stringfellow, / Appl. Phys. 65 2451(1989). 93. R. Iga, T. Yamada, and H. Sugiura, J. Crys. Growth 136 273 (1994). 94. L. L. Chang, / Phys. Soc. Japan 49 Suppl. A 997 (1980). 95. G. R. Booker, P C. Klipstein, M. Lakrimi, S. Lyapin, N. J. Mason, R. J. Nicholas, T. Y. Seong, D. M. Symons, T. A. Vaughan, and P J. Walker, J. Crys. Growth 145 778 (1994). 96. H. Murata, I. H. Ho, L. C. Su, Y. Hosokawa, and G. B. Stringfellow, J. Appl. Phys. 79 6895 (1996). 97. L. C. Su, L H. Ho, N. Kobayashi, and G. B. Stringfellow, J. Crys. Growth 145 140 (1994). 98. R. P Schneider, E. D. Jones, and D. M. FoUstaedt, Appl. Phys. Lett. 65 587 (1994). 99. D. M. FoUstaedt, R. P Schneider, and E. D. Jones, J. Appl. Phys. 77 3077 (1995). 100. Y. S. Chun, H. Murata, L H. Ho, T. C. Hsu, and G. B. Stringfellow, J. Crvs. Growth 170 263 (1997). 101. T. C. Hsu, G. B. Stringfellow, J. H. Kim, and T. Y. Seong, J. Appl. Phys. (to be published). 102. Y. S. Chun, Yu Hsu, I. H. Ho, T. C. Hsu, H. Murata, and G. B. Stringfellow, J. Electron. Mater 26 1250(1997). 103. Y. Hsu, C. E. Inglefield, J. H. Cho, G. B. Stringfellow, M. C. DeLong, R C. Taylor, and T. Y. Seong, Appl. Phys. Lett, (to be published). 104. T. Ueda, S. Nishi, Y. Kawarada, M. Akiyama, and K. Kaminishi, Jpn. J. Appl. Phys. 25 L789 (1986).
522
9
Superlattice Structures
105. T. Soga, S. Hattori, S. Sakai, and M. Umeno, J. Crys. Growth 11 498 (1986). 106. H. Okamoto, Y. Watanabe, Y. Kadota, and Y. Ohmachi, Jpn. J. Appl Phys. 26 LI950 (1987). 107. D. J. Warner, R. R. Bradley, T. B. Joyce, and R. J. M. Griffiths, Electron. Lett. 24 1029 (1988). 108. R D. Hodson, R. R. Bradley, J. R. Riffat, T. B. Joyce, and R. H. Wallis, Electron. Lett. 23 1094 (1987). 109. F. A. Kish and R. M. Fletcher, In High Brightness Light Emitting Diodes, ed. G. B. Stringfellow and M. G. Craford (Academic Press, Boston, 1997), Chapter 5. n o . K. Mori, K. Tokutume, K. Nishi, and S. Sugou, Electron. Lett. 30 1008 (1994). 111. S. Fukatsu, N. Usami, Y. Kato, H. Sunamura, Y. Shiraki, H. Oku, T. Ohnishi, Y. Ohmori, and K. Okumura, J. Crys. Growth 136 315 (1994). 112. N. Ohtani, S. M. Moklev, and B. A. Joyce, Surf. Sci. 295 325 (1993); B. A. Joyce, J. M. Fernandez, M. H. Xie, A. Matsumura, J. Zhu, and A. G. Taylor, / Crys. Growth 164 214 (1996). 113. J. Zhang, A. K. Lees, A. G. Taylor, D. Raisbeck, N. Shukla, J. M. Fernandez, B. A. Joyce, and M. E. Pemble, J. Crys. Growth 164 40 (1996). 114. Y. Shiraki, in Chemical Beam Epitaxy and Related Techniques, ed. J. S. Foord. G. J. Davies, and W. T. Tsang (Wiley, London, 1997). 115. S. Fukatsu, N. Usami, Y. Kato, H. Sunamura, Y. Shiraki, H. Oku, T. Ohnishi, Y. Ohmori, and K. Okumura, J. Crys. Growth 136 315 (1994). 116. Y. Shiraki, N. Usami, H. Suamura, A. Yutani, D. K. Nayak, and S. Fukatsu, Proceedings of the the Fourth R.O.C.-Japan Joint Seminar on Crystallography, November 1996, p. 207; Y. Shiraki, private communication. 117. S. Fujita, Y. Matsuda, and A. Sasaki, A/?/?/. Phys. Lett. 47 955 (1985). 118. T. Yokogawa, M. Ogura, and T. Kajiwara, Appl. Phys. Lett. 49 1702 (1986). 119. J. Geurts, J. Woitok, J. Hermans, W. Schiffers, M. Scholl, J. Sollner, and M. Heuken, J. Crys. Growth 145 602(1994). 120. H. Kalish, H. Hamadeh, J. Mueller, G. R Yablonskii, A. L. Gurskii, J. Woitok, J. Xu, and M. Heuken, J. Electron. Mater 26 1256 (1997). 121. A. Toda, F Nakamura, K. Yanashima, and A. Ishibashi, 7. Crys. Growth 170 461 (1997). 122. G. H. Doehler, Phys. Status. Solidi B52 79 (1972); ibid. 533. 123. G. H. Doehler,/ Vac. Sci. Technol. B12 278 (1983). 124. G. H. Doehler, IEEE.J. Quantum Electron. QE-22 1682 (1986). 125. J. S. Yuan, M. Gal, R C. Taylor, and G. B. Stringfellow, App/. Phys. Lett. 47 405 (1985). 126. R Roentgen, K. H. Goetz, and H. Beneking, J. Appl. Phys. 58 1696 (1985). 127. K. W Carey, G. Doehler, J. Turner, and J. Vilms, Inst. Phys. Conf. Ser. 79 385 (1986). 128. M. Kitamura, R. M. Cohen, and G. B. Stringfellow, J. Appl. Phys. 61 1533 (1987). 129. T. Suntola, J. Antson, A. Pakkala, and L. Lindfors, SID HO Dige.st 108 (1980). 130. M. A. Tischlerand S. M. Bedair, App/. Phys. Lett. 48 1681 (1986). 131. A. Doi, Y Aoyagi, and S. Namba, Appl. Phys. Lett. 48 1787 (1986). 132. S. P. DenBaars and P. D. Dapkus, in Proceedings of Joint US/Japan Seminar on Alloy Semiconductor Physics and Electronics, ed. G. B. Stringfellow and A. Sasaki, J. Crys. Growth 98 195(1989). 133. H. Watanabe and A. Usui, Inst. Phys. Conf Ser 83 1 (1987). 134. T. Katsuyama, M. A. Tischler, N. H. Karam, N. El-Masry, and S. M. Bedair, Appl. Phys. Lett. 51529(1987). 135. P D. Dapkus, B. Y. Maa, Q. Chen, W. G. Jeong, and S. P DenBaars, J. Crys. Growth 107 73 (1991). 136. J. R. Creighton and K. C. Baucom, Surf. Sci. (to be published); J. R. Creighton and R. A. Banse, MRS Symp. Proc. 22 15 (1991). 137. M. Mashita, M. Sasaki, Y. Kawakyu, and H. Ishikawa, J. Crys. Growth 131 61 (1993). 138. B. C. Chung, R. T. Green, and H. F. MacMillan, / Cry^s. Growth 107 89 (1991).
References 139. 140. 141. 142. 143. 144. 145. 146. 147. 148. 149. 150. 151. 152. 153. 154. 155. 156. 157.
523
M. Sato and Y. Horikoshi, / Appl. Phys. 69 7697 (1991). H. Yu, C. Roberts, and R. Marray, Appl. Phys. Lett. 66 2253 (1995). R. Ares, S. R Watkins, and C. A. Tran, J. Crys. Growth 170 574 (1997). A. Usui and H. Sunagawa, Inst. Phys. Conf. Sen 83 129 (1987). J. Nishigawa, H. Abe, and T. Kurabayashi, J. Electrochem. Soc. 132 1197 (1985). S. R DenBaars, C. A. Beyler, A. Hariz, and R D. Dapkus, Appl. Phys. Lett. 51 1530 (1987). K. Mori, M. Yoshida, A. Usui, and H. Terao, A/?/?/. Phys. Lett. 52 27 (1988). N. Kobayashi, T. Makimoto, and Y Horikoshi, Jpn. J. Appl. Phys. 24 L962 (1985). K. Mochizuki, M. Ozeki, K. Kodama, and N. Ohtsuka, J. Crys. Growth 93 577 (1988). E. Colas, R. Bhat, B. J. Skromme, and G. C. Nihous, Appl. Phys. Lett. 55 2769 (1989). K. Fujii, I. Suemune, T. Koui, and M. Yamanishi, Appl. Phys. Lett. 60 1498 (1992). J. R. Gong, R C. Colter, D. Jung, S. A. Hussien, C.A. Parker, A. Dip, R Hyuga, W. M. Duncan, and S. M. Bedair, J. Crys. Growth 107 83 (1991). N. Kano, S. Hirose, K. Hara, J. Yoshino, H. Munekata, and H. Kukimoto, Appl. Phys. Lett. 65 1115(1994). C. A. Tran, R. Ares, S. P. Watkins, G. Soerensen, and Y. Lacroix, J. Electron. Mater 24 11 (1995). D. Bertone, /. Electron. Mater 21 265 (1992). N. Pan, J. Carter, S. Hein, D. Howe, L. Goldman, L. Kupferberg, S. Brierley, and K.C. Hsieh, Thin Solid Films 115 64 (1993). Y Kobayashi and N. Kobayashi, Jpn. J. Appl. Phys. 31 L71 (1992). D. G. Patrikarakos, N. Shukla, and M. E. Pemble, J. Crys. Growth 170 215 (1997). R. Kimura, M. Konagai, and K. Takahashi, J. Crys. Growth 116 283 (1992).
This Page Intentionally Left Blank
10
Devices
To this point, the emphasis of this book has been on fundamental characteristics of the OMVPE process in its various forms. Our desire to compare OMVPE with the other various epitaxial growth techniques has been satisfied in terms of the analysis of thermodynamic driving forces, poorly defined species diffusing through imaginary boundary layers, and partially decomposed precursor molecules, elements, and organic radicals adsorbed to surfaces. The next less abstract level for measuring performance is in terms of the materials properties such as electron mobility, minority carrier lifetime, PL intensity and half-width, and even stoichiometry and the concentration of deep levels such as the elusive EL2. These are still too near metaphysical considerations for many managers, administrators, and contractors who would like to measure performance in terms of more concrete parameters, hopefully those more closely related to dollars and cents. Thus, an effort is made here to describe examples of practical device results obtained in materials grown by OMVPE and to compare epitaxial growth techniques based on device performance. Human nature impels a search for simple figures of merit allowing a straightforward, objective comparison of the value of OMVPE relative to the competing techniques, MBE, CBE, VPE, and LPE, and even the merits of various OMVPE approaches—for example, low pressure versus atmospheric pressure. To some extent device performance is the "bottom line"—that is, it supplies the desired numerical valuations. As an example of the use of device parameters to compare epitaxial growth techniques, consider the case of the AlGaAs/GaAs injection laser. During the 525
526
10
Devices
early development of OMVPE and MBE for these devices in the 1970s, a simple comparison of threshold current densities provided a perfectly valid means for comparison of growth techniques. The high threshold current densities in devices fabricated in MBE and OMVPE materials were explicit indicators of the problems these techniques had relative to the well-developed LPE technique. The first achievement of cw lasing at room temperature in the paper by Dupuis and Dapkus [1] excited a flurry of activity in OMVPE because the device results proved, in the most practical manner, the high material quality that could be obtained using OMVPE. A series of papers ensued on the basis of achieving "record" performance values due to improvements in the growth process. As the techniques ultimately developed parity with LPE, these numbers games degenerated into less meaningful comparisons based, as an example, on improvements in threshold current density by simply lengthening the cavity. Real differences in performance became more related to the device structures and processing than on basic differences in materials properties. More recently, the real advantages of OMVPE, MBE, and CBE have surfaced in the form of providing the versatility necessary to fabricate exquisitely complex structures, such as those used in multi-quantum-well lasers and vertical-cavity surface-emitting lasers (VCSELs). The sudden reduction by a factor of 3 in the current density of graded index (GRIN) laser structures fabricated by MBE [2] is a case in point. These structures are simply impossible to fabricate by LPE or VPE but are routinely produced using MBE, CBE, and OMVPE. Thus, for AlGaAs/ GaAs lasers the differences in growth techniques must again be measured in more abstract terms such as versatility, as well as parameters related to mass production such as uniformity, reproducibility, yield, and ultimately cost. Such factors generally favor OMVPE, which explains the large number of companies putting OMVPE processes into production for devices, including AlGaAs/GaAs lasers, AlGalnP and AlGaInN LEDs and lasers, AlGaAs/GaAs solar cells, AlGaAs/ GaAs HEMTs, and a number of other devices. This versatility of the various growth techniques and the cleverness of device designers have led to an explosion of different device structures (and the acronyms describing them). The versatility of OMVPE has become increasingly apparent in recent years. As described in earlier chapters, with proper attention to gas switching and the surface reconstruction during growth, the interface abruptness in quantum-well and superlattice structures is now as good for OMVPE as for any competing technique. OMVPE and CBE are also suitable for selective area growth as discussed in Section 8.9. However, this is much more difficult for MBE, where the use of elemental cation sources typically gives rise to either liquid droplets or heterogeneous nucleation on masked surfaces. The range of materials that can be grown by OMVPE also becomes more impressive with each passing year. For example, OMVPE certainly has a firm hold on the production of AlGalnP devices for LEDs
10.1
Injection Lasers and LEDS
527
and solar cells. It is also now clear that OMVPE will be the technique for the production of the AlGaInN materials for blue- and green-emitting LEDs and injection lasers. This introduction describes the rationale motivating the approach taken in this chapter for the comparison of device performance as a measure of the quality and desirability of the OMVPE and CBE growth techniques relative to MBE, LPE, and VPE. Whenever possible, comparisons will be made based on device results, but only when the device structures and geometries are comparable. A comparison of GRINSCH (graded refractive index, separate confinement heterostructure) lasers grown by one technique with DFB-BH (distributed feedback, buried heterostructure) structures grown by another technique is meaningless. The great number of device structures today effectively precludes such simple comparisons for state-of-the-art devices. The reader may assume the performance of OMVPE devices to be roughly comparable to devices grown by other techniques unless specifically noted. The focus of this chapter is thus broadened from a comparison of OMVPE, CBE, MBE, and other techniques to encompass a description of the amazing diversity and quality of materials and structures produced by OMVPE and CBE for device applications.
10.1 Injection Lasers and LEDS The injection laser is a sophisticated device requiring high-quality materials in the form of three layers, in the simplest configuration, two high-band-gap, lowrefractive-index cladding layers and an active layer. Device performance is dependent on having a high radiative recombination efficiency in the active layer and high-quality interfaces with low defect densities yielding low interface recombination velocities. These double-heterostructure (DH) lasers were developed to an advanced state in the early 1970s using LPE, a technique having as a forte the production of excellent-quality AlGaAs, as discussed in Chapter 1. The performance of injection laser devices is measured mainly in terms of four parameters: threshold current density (J^^), differential quantum efficiency, temperature dependence of J^^ (I^), and degradation lifetime. Since J^^^ is used so frequently as a measure of material quality, we will discuss briefly the factors required to produce low values of this quantity. The factors affecting J^^ are the internal quantum efficiency (i.e., the ratio of radiative to total recombination rates, r;), the wave-guide confinement factor (F), which defines the fraction of photons confined to the active layer, and two basic materials quantities that define the optical gain versus current density for the particular material comprising the active layer, JQ and g^. Other significant parameters are a^, the extrinsic loss or absorption in the active layer due to factors other than band-to-band processes; the
528
10
Devices
active layer thickness, d; the cavity length, L; and the reflection loss, R, assumed to be the same at each end of the cavity. The equation relating these factors is well known [3]: 4 = Jodv~'[^ + g^'^-\a.
+ L-' In R-')l
(10.1)
The parameters that depend on the laser configuration are d, L, and F, which is a function of d and the refractive index difference between active and cladding layers. The most meaningful comparison of the merits of epitaxial techniques on the basis of laser performance is made by plotting J^^^ versus d, including only lasers with the same values of L and R. A high differential quantum efficiency depends on the freedom from nonradiative recombination centers in the active layer and at the interfaces, so it is a direct measure of material quality. T^ is determined mainly by factors that do not depend on material quality, such as the height of the confining barriers and Auger recombination rates. As discussed in Chapter 9, these can be modified by clever device design. The degradation resistance is mainly related to the freedom from defects such as dislocations, stacking faults, and microtwins. A single dislocation in an AlGaAs/GaAs laser can lead to rapid degradation. However, for unknown reasons, long-lived AlGaN/GaInN LEDs can be fabricated in materials having extremely high dislocation densities. Nevertheless, a reduction of dislocation density by using ELOG was required to produce long-lived laser devices, as discussed later.
10.1.1 AIGaAs/GaAs Lasers and LEDs An evaluation of OMVPE for the growth of AlGaAs/GaAs laser devices was made at the beginning of the chapter: it is comparable to MBE and LPE in terms of material quality, comparable to MBE in the ability to produce complex and fine-scale device structures, and superior to other techniques in terms of versatiUty and suitability for production applications. This situation has been known and accepted for some time, since the demonstration that high-quality, nearly atomically abrupt interfaces for quantum-well structures could be fabricated. As a comparison of MBE, CBE, and OMVPE for DH lasers, threshold current density is plotted versus active layer thickness for broad-area lasers with confinement layers of AlQ5GaQ5As in Figure 10.1. It should be noted that broad-area lasers are of little commercial significance today but offer a simple method for comparison of device characteristics. All three techniques produce lasers with threshold current densities as low as approximately 500 A/cm- with active layer thicknesses between 500 and 1,000 A. The reliability of lasers fabricated in OMVPE material is known, after years of testing, to be comparable to lasers in LPE and MBE material, with degradation
10.1
529
Injection Lasers and LEDS GaAs/AIGaAs Lasers - Ax = 0.5
E
n
MBE (Tsang)
A
CBE (Tsang)
O
OMVPE (Dupuis)
u
1 H
]0
o
%l
0.0
0.2
0.1 Active Layer Thickness (jim)
Figure 10.1. A comparison of threshold current density versus active layer thickness for broadstripe AlGaAs/GaAs lasers in material produced by MBE, CBE, and OMVPE. The data are from Tsang [4] and Dupuis [5].
rates as low as 1 X 10"^ h~^ at 100°C [6]. Today, the lasers operate for decades with no significant degradation at room temperature. As for MBE, the threshold current densities can be lowered significantly by using more complex compositional profiles. Using the GRINSCH profile shown in Figure 10.2 grown by low-pressure OMVPE, Hersee et al. [7] reported very ^400 A 07 _06 ^05 ^04
r /
^K03
o02 ^01 0
/
/
11
/
/SO^
/
-4^ 1
1
1 - —
0 Figure 10.2.
~^ ^
I
.
I
1
1
1
1
1
1 2 3 ^ 5 6 7 thickness of epitaxial layer, pm
GRIN-SCH structure. (After Hersee et al. [7].)
1
530
10
Devices
low threshold current densities of 121 A/cm^, but for extremely long (l,788-/>6m) devices. Another important laser type is the buried heterostructure (BH) laser. The GaAs active layer is completely surrounded by the AlGaAs confinement layer in these lasers, giving narrow stripe widths and low threshold current densities, as well as single-longitudinal and transverse mode operation. The small, nearly circular beam spot also lends itself to efficient coupling into optical fibers. These structures have been fabricated using OMVPE-grown material in a number of laboratories. Threshold currents as low as 9 mA have been reported [8]. Impurity-induced disordering (IID) of multi-quantum-well structures can be used to provide lateral confinement. Impurity diffusion is found to homogenize multi-quantum-well structures. The band gap of this disordered material is, of course, higher than the effective band gap in the quantum wells, thus providing carrier confinement. Thornton et al. [9] produced BH lasers with threshold current values as low as 3 mA in devices with 1 to 2-/im-wide stripes. Initial indications are that this process does not introduce any major lifetime-limiting defects. An excellent technique for the production of BH lasers as well as wave guides and other devices involves the use of selective epitaxy. Growth in stripes opened in the Si02 mask gives smooth sidewalls and eliminates the need for either wet or dry etching to define the active region. An extremely useful aspect of selective epitaxy for photonic integrated circuits is that the solid composition of alloys such as GalnAsP is dependent on the geometry, particularly the width of the mask and the opening, as described in the last chapter. This is due to the difference in effective lateral diffusion coefficients for the various precursors used in the growth process. OMVPE has proven to be well suited for selective growth with a wide window of growth conditions giving good selectivity. Selectivity does not occur if the group III precursors decompose completely in the vapor or on the Si02 surface, since at normal growth temperatures the metals will stick to the mask, giving nucleation of polycrystalline material there. For this reason, CBE is also well suited to selective growth, but it is practically impossible by MBE. Selective growth can also be used for the fabrication of facets to define the Fabry-Perot cavity in laser structures. Atomically flat (110) facets are produced naturally for selective growth through Si02 masks for GaAs growth on (lll)B substrates [10]. Complex structures for optoelectronic integrated circuits can also be produced in this way [11]. Even more difficult are cleaved facets for GaN lasers produced on sapphire substrates, as described later. Selective growth also produces perfectly smooth facets in this system [12]. This is another example of the self-assembly processes described in Chapter 9 that are proving to be new and powerful tools for device fabrication. The crystallographic orientations of the facets depend on the substrate orientation and on the growth conditions, particularly the temperature and the group V partial pressure. Although the processes involved have not been completely identified, it is likely that the surface reconstruction
10.1
Injection Lasers and LEDS
531
occurring on the various facets plays a key role. Some reconstructions, such as the (111)B surface with the (2 X 2) reconstruction, give a virtually inert surface where the nucleation rate is very small. This is an excellent example of the importance of surface reconstruction on the OMVPE growth process. Growth on this type of surface has been shown to yield step-free surfaces over areas with dimensions of 100 yLtm [13]. As discussed in Chapter 9, the absence of steps results in virtually perfect QW structures. Fiber optic applications require single-mode laser operation for high data rates. This is accomplished using distributed feedback (DFB) lasers that contain a builtin grating that selects the wavelength at which lasing will occur. The complexities inherent in these structures made room-temperature continuous-wave (cw) operation a relatively late accomplishment. Hirata et al. [14] report the growth of such structures using atmospheric-pressure OMVPE with trimethyl-group III alkyl precursors. Continuous-wave operation was obtained at temperatures as high as 100°C, with a room temperature threshold current density of 47 mA. In the visible region of the spectrum, such lasers may also be useful for optical measurements and holographic scanners. This requires the addition of Al to the active layer to raise the band gap. The problems of carbon and, especially, oxygen doping associated with the presence of Al in the active layer, described in Chapter 8, make these lasers difficult to produce. Such lasers emitting cw at 780 nm with a threshold current of 25 mA at room temperature were produced using trimethyl-group III precursors [15]. A relatively high growth temperature of 830°C was used presumably to avoid problems with oxygen incorporation, as discussed in earlier chapters (see Section 8.2). As discussed in Sections 8.2 and 9.1, the use of specially purified precursors and a reactive metal-gettering process has allowed Roberts et al. [16] to fabricate GRINSCH laser diodes having a single quantum well. The structure consisted of an n-type GaAs buffer layer and Alo44GaQg^As and AIQgGao2AS confinement layers. The linear graded layer for the GRINSCH was from x^j 0.8 to 0.44 over 0.15 /xm. This was followed by the IUQ i9(Alo45Gao55As)ogj quantum well. The other, symmetric graded layer was p-type due to natural carbon doping. The final confinement layer was C-doped AIQ gGa^ 2 As. The growth temperature was a relatively low 620°C. Simple unmounted ridge lasers with a 75-^tm-wide metallized stripe emitted at 691.1 nm. For a l,000-/xm cavity, the threshold current density was 1.27 kA/cm^, with a differential efficiency of 16%. For many applications, extremely high power levels are required. This objective is achieved by using phased arrays. Such structures have been produced using a multi-quantum-well active region produced by atmospheric-pressure OMVPE. Welch et al. report emission with up to 1.3 W cw from a single 100-/xm facet [17]. Differential quantum efficiencies of 78% and total power efficiencies of 39% were reported. By coupling 100 to 140 stripes, with a total active width of 1 mm, cw output power levels of 5.4 W at room temperature were obtained [18].
532
10
Devices
Very high-performance strained AlGalnAs/AlGaAs GRINSCH SQW lasers were fabricated using AIQ igGaoeil^o 20^^ single-quantum-well active layers and AIQ 25Gao 75AS confining layers by LP OMVPE [19]. These devices, that emit at 814 nm, were reported to have threshold current densities as low as 103 A/cmfor a cavity length of 1,500 /nm. The differential quantum efficiency was 90% and the value of TQ, 2 1 4 ° K . In addition, they were reported to be more reliable than AlGaAs/AlGaAs lasers. The laser structure receiving the most attention in recent years has been the VCSEL. These lasers emit from the top surface, so they can be fabricated into arrays. Surprisingly, low threshold currents can be obtained even with the very short cavity lengths (see Eq. [10.1]), the active layer thickness in this case. This is due to the very high reflectivity of the distributed Bragg reflectors, consisting of semiconductor multilayer stacks. VCSELs are useful due to the low power required, the inherently single-mode operation, the Gaussian beam profile, and the small aperture, which is good for interfacing with optical fibers. They also have the potential for low-cost fabrication, since expensive operations such as the cleaving of facets are not required. However, the structure is among the most complex seen in commercial devices, typically consisting of multilayer stacks above and below the active region with compositional grading at the interfaces to avoid spikes in the bands that lead to high resistances [20]. In addition, the active layer typically consists of a multi-quantum-well structure sandwiched between graded layers to form a GRINSCH structure. An added difficulty for these devices is that the layer thicknesses must be extremely uniform. This calls for the best techniques for control of thickness uniformity as well as the use of in situ control, as discussed in detail in Chapters 3 and 7. High-performance VCSEL GaAs/AlGaAs devices for emission at 850 nm were fabricated by OMVPE on (001) GaAs substrates using conventional precursors. The active layer consisted of four 8-nm wells in a GRINSCH structure by Sun et al. [20]. The DBR stacks were 24 periods of AIQ ,5GaQg3As and AlAs with graded interfaces. The measured threshold current was 2.2 mA for an 8-/xmdiameter structure. For a 35-fim diameter, the threshold current density was 1.2kA/cm2. The wavelength of the VCSEL can be reduced by the addition of Al to the active layer. For emission at 700 nm, Hou et al. report the optimum performance for a (311)A substrate orientation [21]. They used 55 period DBRs composed of alternating Al^Ga,_^As layers with x = 0.4 and 0.96. The active layer consisted of five 8-nm quantum wells with x = 0.24. Moser et al. report AlGaAs VCSEL structures emitting at 765 nm having minimum threshold currents of 0.6 mA for a 12-/>tm-diameter emitting area [22]. These authors used an EMCORE reactor, of the type described in Chapter 7, with a single 2" wafer at the center of the threewafer holder. This resulted in growth rate uniformities of <0.3% in the center of the wafer with a decrease of only 1% at the edges. As mentioned earlier, thickness
10.1
Injection Lasers and LEDS
533
uniformity is vital for the high yield commercial production of these devices. The epitaxial structures were 10 /xm in total thickness, so the use of a high growth rate is key. Moser et al. used an average rate of 5 /xm/h. Similar growth rates were used by Sale et al. [23] for the production of devices operating at wavelengths of 683-713 nm. Threshold current densities of 3.8 kA/cm- were reported. These authors used a liquid metal bubbler for removal of oxygen from the AlGaAs active layer, as described in Chapter 8. As discussed in Chapter 9, reduction of the dimensionality of the lasing system to zero has been expected for more than a decade to lead to the highest laser performance. Low threshold current densities that are temperature-insensitive coupled with high gains are predicted [24, 25]. Several techniques for producing the quantum-dot structures were discussed in Chapter 9. Probably the most promising is to use a self-assembly technique for the production of a three-dimensional array of GalnAs dots in a GaAs matrix by Stranski-Krastanov growth. Typical sizes are 7-20 nm laterally and several nanometers in height [26]. The best performance to date uses GalnAs dots in an AlGaAs matrix. This has given threshold current densities of 63 A/cm^ with a differential efficiency of 65% and a cw output power of 1 W [27]. T^ values of 300°-350°K were reported. A high-volume electro-optic device is the light-emitting diode (LED). Bradley et al. [28] report infrared-emitting AlGaAs/GaAs structures emitting at 880 nm with internal quantum efficiencies as high at 87%. At a drive current of 150 mA, these Burrus-type surface emitters launch 1.5 mW of power into fibers with a numerical aperture of 0.3 and a core diameter of 200 /xm. Similar structures have been produced by Nitta et al. [29] with performance "at least as good as those made by LPE," including a cutoff frequency of 73 MHz. Other important highefficiency LED applications such as brake lights for automobiles require visible light emission [30]. Kellert and Moon [31] report efficiencies of 2.4% for 667-nm (red) emitters. These are still somewhat below the best values obtained for visible LEDs fabricated in LPE-grown material [32]. In addition, the expense associated with the OMVPE growth of the thick layers required for high-performance red AlGaAs LEDs has made LPE economically attractive.
10.1.2 GalnAsP/lnP Lasers Conventional DH lasers fabricated using GalnAsP lattice-matched to the InP substrate for emission at 1.55 />cm have higher threshold current densities of about 1 kA/cm^, as seen in Figure 10.3, as compared with values half as large for AlGaAs/GaAs devices shown in Figure 10.1. The lowest values of 7^^, obtained for active layer thicknesses slighdy larger than 1,000 A, are seen to be nearly equal for structures grown by LPE, CBE, and atmospheric-pressure OMVPE. Similar devices fabricated in MBE-grown material are typically not as good, because of the problems experienced with the growth of P, and particularly As-/P-containing
534
10
60
e 5.0
Li
\
CBE (PRESENT WORK)
\
LPE (ITAYA ct ol )
\
ATM-MOCVO (YANG e! Ol )
Devices
<
JC
-^4 0
1.55^m GoInAsP/InP OH LASERS
2
UJ
O
o
-J
o
3.0
2.0 h
5 5^-iA-
\t
.^^
1.0
_L
0.1
J_
0 2
0.3
0.4
0.5
ACTIVE LAYER THICKNESS (fLm)
Figure 10.3. Threshold current den.sity versus active layer thickness for GalnAsP/InP lasers emitting at a wavelength of 1.55 mm. The LPE data points (X) were obtained from Itaya et al. [33] and the AP-OMVPE data points (O) from Yang et al. [34]. (After Tsang [4].)
materials. For longer cavity lengths of 1 mm, Nelson et al. [35] report threshold current densities as low as 800 A/cm- in material grown using atmosphericpressure OMVPE. As discussed earlier, the threshold current densities for lasers can be improved by using more complex structures such as quantum wells. For example, latticematched GalnAsP quantum-well lasers emitting at 1.3 /xm have been fabricated by OMVPE with conventional group III precursors using 7- to 5-nm-thick: GalnAsP (Ag - 1.4 /xm) wells with 10-nm-thick barriers (y^ = 1.13 /xm) sandwiched between 60-nm-thick GalnP (Ag = 1.3 yum) SCH layers [36]. The results were found to be virtually the same using TBAs and TBP as for ASH3 and PH3 as the group V precursors. For TBAs and TBP, the values of «,, r/, TQ. and F^^ ^"^ Equation (10.1) were found to be 10.3 cm"', 0.81, 440 A/cm-, and 7.5 c m ' ' . Each is virtually the same as obtained using the group V hydrides. This results in a threshold current of 9 mA at 20°C for a 170-yL6m-long laser with coated facets
10.1
Injection Lasers and LEDS
535
to increase the reflectivity. The values of threshold current density at both 20° and 85° C were found to be similar. Horita et al. constructed unstrained Gain As/ GalnAsP MQW lasers using either the hydride group V precursors or TBAs and TBP [37]. For three unstrained 65-A Gain As wells, lasers grown using the organometallic precursors with a length of 3,200 /xm had threshold current densities as low as 710 A/cm-. By varying the cavity length, the values of a- and rj were found to be 15 cm "^' and 70%, respectively. Again, the results were virtually identical when the group V hydride sources were used. This is a concrete example of the usefulness of the less hazardous group V precursors discussed in Chapter 4. GalnAsP MQW lasers emitting at 1.55 yum with 1% compressive strain were fabricated in material grown by LP OMVPE using standard precursors [38]. Optimization of the temperature (680° C) and reactor pressure (50 Torr) was found to be critical in obtaining the highest-performance DFB GRIN SCH lasers. Threshold currents of 3.3 mA, for a 1- to 1.5-/>cm-wide, 240-/xm-long laser, and 3-dB modulation frequencies of 21.7 GHz were reported for lasers with an active layer containing eight strained quantum wells 7 nm in thickness. A comparison between the use of strained (Gao3lnQ7As well) and latticematched (GaQ 47lnQ 33 As well) MQW lasers emitting at 1.5 ^tm grown by OMVPE using conventional techniques showed that the strain leads to a reduction in threshold current density in GRIN structures but has no effect on the value of TQ [39]. A similar study for 1.3-yLtm GalnAsP lasers by Mathur et al. clearly demonstrated a reduction in threshold current density for both tensile and compressively strained quantum-well lasers [40]. In this study, the lowest threshold current density of 314 A/cm^ was reported for a 3,010-yLtm-long compressively strained (0.85%) laser. The threshold current densities, normalized for cavity length, were lowest for the compressively strained laser. However, the QWs with tensile strain of 1.2% were lower than for the lattice-matched structures. More recent studies have shown that the best results are obtained for tensile strain. Values of 1% apparently give the best results [41, 42] for growth by OMVPE. Larger values of tensile stress are thought to give surface roughness that has a deleterious effect on laser performance. OMMBE allows growth at lower temperatures, which allows larger values of tensile strain without producing surface roughness. Itoh et al. [43] were able to grow at a temperature of 520°C where they found the best performance for a tensile strain of 1.3%. The devices were also found to be long-lived. Highly strained MQW lasers using InAsP quantum wells have also been successfully used for the fabrication of both 1.3- and 1.55-/xm lasers. The growth of the 1.55-yLcm laser confirms the advantage of CBE for low-temperature growth. A large compressive strain of 1.75% for a 10-nm quantum well, much beyond the critical thickness discussed in Chapter 9, is required for the 1.55-/im laser. Carlin et al. suggest that only the use of the low growth temperatures typical of CBE allow this structure to be grown without introducing defects at the interface
536
10
Devices
[44]. For a growth temperature of 460°-480°C, five quantum-well lasers were produced having state-of-the-art characteristics. It is likely that, with the proper precursors, highly strained quantum wells can also be grown by OMVPE. As discussed in the following section, compressive stresses of 1.43% have been introduced into AlGalnAs QWs grown by OMVPE without the introduction of mismatch dislocations. A major problem with 1.3- and 1.55-/im lasers is the low value of TQ. The value of this parameter for GalnAsP DH lasers is typically 70° K, considerably smaller than for AlGaAs/GaAs lasers. Thijs et al. [45] reported values of 120° K for multiquantum-well (MQW) lasers grown by low-pressure OMVPE. Takano et al. [46] obtained a similarly high value of 105° K in MQW lasers in OMVPE-grown Gain As. Threshold currents can be decreased using BH structures. Nelson et al. [35] report values of /^^ as low as 10 mA for devices 250 /xm long, with cw output powers as high as 28 mW. These devices used semi-insulating InP currentblocking layers and are thus referred to as semi-insulating planar BH (SIPBH) lasers. PBH lasers have been reported with 10-mA threshold currents and differential quantum efficiencies of 60% [47]. These results are similar to identical structures grown by LPE but with much improved yield due to the high thickness uniformity obtained by OMVPE in the low-pressure (50-Torr) system using TMIn and TEGa. Excellent-quality GalnAsP/InP DFB-BH lasers emitting at 1.55 /mm have also been fabricated in OMVPE-grown material by a number of laboratories. Threshold currents as low as 9 mA were reported [48]. These devices emit up to 20 mW of power with a differential efficiency of 0.21 W/A. Yoshida et al. [49] reported threshold currents of 3.8 mA. For these lasers, the results are even better than the best LPE results. An additional advantage of OMVPE is the much better thickness control. This gives better uniformities, which translates into higher yields. The fabrication of VCSELs emitting at 1.3 and 1.55 /mm in this material is a problem because GalnAsP/InP Bragg mirrors have a small refractive index difference. A novel solution is the use of GaAs/AlAs DBRs, which have much superior properties. These can be wafer-bonded to the AlGalnAs/InP cavity, consisting of nine strain-compensated quantum wells [50]. The room-temperature lasing characteristics, a threshold current of 1 mA and a current density of 1.57 kA/cm^, are the best reported to date.
10.1.3 AlGalnAs and GalnAs LEDs and Lasers As already discussed, strain has beneficial effects on the performance of laser structures, owing to both an increase in the gain and a decrease in nonradiative recombination processes. Essentially the only method of straining the active layer of a laser without introducing mismatch dislocations is to have the strained layer
10.1
Injection Lasers and LEDS
537
as the thin well layer in a quantum well. The use of strained quantum wells was described earlier for lasers. However, escape of carriers over the confinement barriers results in low values of T^. Higher barriers are formed in the AlGalnAs/InP system, which is expected to lead to higher values of TQ. As a result, the 1.3- and 1.55-yLtm lasers in this system should be suitable for applications requiring operation at temperatures above room temperature without the need for thermoelectric cooling [51]. Bhat et al. demonstrated the LP OMVPE growth of these materials using conventional precursors, as described in Chapter 8. These authors make a clear distinction between the design of lasers for low threshold current densities and for high-temperature operation. The former is obtained using a single QW, but high-temperature operation requires the use of the maximum number of quantum wells, within the limits imposed by the strain. Of course, for high-temperature operation the confinement energy must be large, preferably 150 meV. As mentioned in Section 8.3, high V/III ratios, high growth temperatures, and low growth rates give excellent-quality AlGalnAs materials. Bhat et al. investigated the performance of GRIN SCH MQW lasers with active layers consisting of either five-5ML nm A\^j^Ga.(jjQln^j^As/A\^.G3i(^^^_^ln^^2^^ Q ^ s (with 1.43% compressive strain) or three-llML nm AloQQ7GaQ54lnQ433As/Al^GaQ4g_ Jno52As QWs (with 0.98% tensile strain). For the compressively strained MQW laser, the differential quantum efficiency was observed to drop by only 0.3 dB as the temperature was increased from 25° to 100° C, considerably better than the 1.0 dB observed for equivalent GalnAsP MQW lasers. Other performance figures were also impressive. Power levels as high as 218 mW were reported as well as a maximum operating frequency of 19.6 GHz. Results for the MQW laser with tensilestrained well layers were not quite as good. For example, the differential quantum efficiency was observed to drop by 0.63 dB as the temperature was increased from 25° to 100°C. The maximum power levels and operating frequencies were also slightly inferior to the results for the compressively strained QWs. Accelerated life testing indicated that the reliability was excellent for both tensile- and compressively stressed QWs, with a predicted lifetime of 110 years at 85° C. By reducing the dimensionality, the laser performance is, in theory, improved, as discussed in Chapter 9. The self-assembly of QDs in the GalnAs/GaAs system was also discussed. The best results have been obtained by using vertical stacking of QDs to increase the density of states. Threshold current densities as low as 62 A/cm- have been reported [52, 53]. Such structures have also been used in VCSELs. For small mesas, threshold currents as low as 63 jmA have been reported [52, 54].
10.1.4 Antimonides for LEDs and Lasers In recent years, light-emitting devices in the mid-infrared region from 2 - 6 juum have received increased attention for use in long-haul communication system
538
10
Devices
using non-Si02 fibers, military infrared countermeasures, and chemical monitors. InAsSb grown by OMVPE is a natural material for such applications because of the small-band-gap energies. Lasers emitting at 3.2-3.6 /xm have been fabricated using InAsSb/InAsPSb/InAs MQWs and double heterostructures with pulse mode operation at 90° K, with a threshold current density of 36 A/cm- [55]. Output powers of 3 W at 90° K for three 100-/xm-wide stripes was demonstrated [56]. An InAsSb/InAsP SLS has also been used to construct broad-band LEDs emitting at 4.0 /mm and optically pumped lasers emitting at a wavelength of 3.86 fim at 240° K [57]. More recently, the same group reported injection laser operation at temperatures as high as 89°K [58]. Structures with strained InAsSb/InAs MQW active regions and AlAsSb used for optical confinement have been used for the fabrication of gain-guided injection lasers emitting at 3.8-3.9 /xm in pulsed mode at 210° K [59].
10.1.5 AIGalnP/GaAs LEDs and Lasers Al^Gao5_^Ino5P (x < 0.5) is an attractive quaternary alloy for visible lightemitting devices. All of the alloys with x^^ = 0.5 are lattice-matched to GaAs substrates. The direct band gap energies for these alloys range from 1.9 to 2.23 eV (jc = 0 to X = 0.265) [60]. For higher values of jc, the material has an indirect band gap so is not as useful for light-emitting devices. The direct/indirect crossover energy corresponds to a wavelength of 555 nm, in the green region of the spectrum. The LED efficiency is a product of the internal efficiency, the fraction of carriers crossing the p/n junction that recombine radiatively to produce the desired photons, and the efficiency with which these photons can escape from the solid [61, 62]. The former virtually requires a direct band gap since the matrix element for radiative band-to-band recombination is orders of magnitude higher than for indirect materials. Of course, in the alloys typically used for LEDs, both the direct (F) and indirect (L or X, considered to be X here for simplicity) conduction band minima may be occupied, with concentrations n^ and np. It also requires that the concentration of non-radiative recombination centers be small. Using the lifetimes for radiative, r^, and nonradiative, r^, recombination to describe the recombination rate constants, the internal efficiency may be written -1
^i
=
R / 1
1 +^11
.
+
"X
(10.2)
HV J
AlGalnP LEDs were predicted [61] in 1978, to be capable of efficiencies 50 times larger than those of standard GaAsP red LEDs, assuming that only 1% of the photons are able to escape from the solid and that TJ^ = r^. As seen in Figure 10.4 the actual performance levels have surpassed GaAsP red LEDs by more than a factor of 100, due partly to the use of transparent GaP substrates waferbonded to the AlGalnP structures originally grown on absorbing GaAs substrates
10.1
Injection Lasers and LEDS
539
Evolution of LED Performance
100
AIGalnP/GaP Red-Yellow ^^ AlGalnP/GaAs Red-Yellow 'Green AIGaAs/AIGaAs Red
Unfiltered Incandescent - — Lamp ::— Yellow Filtered •'— Red Filtered
AIGaAsyGaAs Red GaAsP:N Red-Yellow^ ti E Q. ^ 1 - GaP:N Green GaP:Zn.O Red / |GaAs, 0 4 Red
0.1 1960
1970
1975
1980
1985 1990 1995 2000
Figure 10.4. Evolution of visible LED performance with time. There has been about a tenfold improvement per decade in performance since high-volume commercial introduction. (After Craford [63].)
[60, 64]. This dramatically increases the photon escape efficiency. The development of high-brightness LEDs has proven to be a classic example of the application of fundamental knowledge to the improvement of a commercial device. As discussed earlier and in Chapter 8, many of the desirable properties of AlGalnP have been recognized for a number of years, yet this alloy system remained in a rather primitive state of development until the 1980s. This is partially because the conventional epitaxial growth techniques—namely, LPE and VPE— are incapable of growing these alloys for thermodynamic reasons [61, 62]. The realization of high-quality AlGalnP has required the development and refinement of the OMVPE growth technique. A number of laboratories have been involved in the development of epitaxial techniques for the growth of AlGalnP and the fabrication of short-wavelength LED and laser devices. At this time, there is little question that OMVPE is the dominant growth technique for this material system. One of the difficulties in the OMVPE growth of high-quality AlGalnP for LED and laser devices has been the control of carbon and oxygen contamination, as for all Al-containing III/V semiconductors. As discussed in Chapter 8, this has required the careful avoidance of oxygen from actual and virtual leaks as well as from the precursor molecules, themselves. An unanticipated problem was the difficulty in obtaining the desired p-type doping concentrations. Of course, as discussed in Chapters 2 and 8, this is basically a thermodynamic problem that becomes worse as the band-gap energy increases. Movement of the Fermi level close to the valence band (or the conduction band) produces a significant increase in the energy of the system. Thus, the system attempts to decrease this energy via the compensation of the dopant by the production of native defects, incorporation of the dopant in an inactive form, or by passivation of the dopant by atomic H. The latter is especially effective in materials grown by OMVPE due to the presence of
540
10
Devices
high quantities of H on the surface. All of these problems occur, and are even worse, for the AlGaInN alloys discussed later, partly due to their higher band-gap energies. The 11/VI semiconductors are still more prone to these problems due to the relative ease of creating compensating native defects in these materials and the strong bonds formed between some common dopants and H. The most widely used acceptor dopant in III/V alloys is Zn. However, difficulties are experienced when the p-type doping levels exceed the mid-10'^ cm~^ range in AlGalnP. Two particular mechanisms have been associated with this problem; compensation by oxygen [65] and hydrogen passivation [65-67]. The most effective dopant has proven to be Mg, from Cp2Mg [68]. Due to the much lower vapor pressure of Mg, the distribution coefficient is at least two orders of magnitude larger than for Zn [68]. To avoid H passivation, high-temperature annealing may be required [69]. A typical high-brightness LED structure consists of an AlGalnP active layer in a double heterostructure sandwiched between AllnP layers, one n-type and the other p-type. These are grown lattice-matched to the GaAs substrate, with a thick GaP window layer grown on top. The photon extraction efficiency is rather low for this structure because of reflection at the top surface and absorption in the GaAs substrate. It can be enhanced tremendously, to a value of 30%, by removing the GaAs substrate and wafer-bonding the remaining structure to a GaP "substrate" [60, 64]. This yields impressive external quantum efficiencies of 23.7% in the red at 635.6 nm, even higher than the best values reported for AlGaAs LEDs with transparent substrates produced by LPE. The external efficiency decreases rapidly as the wavelength decreases due to the population of the X conduction band minimum. As seen in Equation (10.2), this reduces the internal quantum efficiency. In the yellow-orange region of the spectrum (597.7 nm), the best measured efficiencies have decreased by a factor of 2.5 to 9.2%. Moving to the yellowgreen (571.4 nm) results in a further decrease to 2.2% [60]. The luminous performance of AlGalnP LEDs is compared with the eye response in Figure 10.5. The dashed line at 30% of the theoretical maximum represents the estimated "practical limit" for LED performance. The data for AlGalnP grown by OMVPE are compared with the best results for AlGaAs, produced by LPE, and for AlGaInN devices produced by OMVPE, as discussed in the next section. The simplest DH laser consists of a Ga^ 3 IUQ 5 P active layer sandwiched between two AlGalnP confinement layers. A threshold current density of 1.1 kA/cm^ for a broad-stripe laser with a 500-yLtm cavity length was obtained by Nakano et al. [70]. The structure was grown using triethyl alkyls in an atmospheric-pressure reactor at 680° C. Very high flow velocities and an unspecified special mixing arrangement were used to avoid the prereaction problems normally observed using TEIn, TEGa, and TEAl with PH3 at atmospheric pressure, addressed in Chapter 8. The differential quantum efficiency was 38%, and the lasing wavelength was 683684 nm, typical of DH lasers with no Al in the active layer. The authors also
10.1
541
Injection Lasers and LEDS 1000
Eye Response Curve (CIE) High-Pressure Sodium (1 kW) . Fluorescent (40 W) _ ^ Mercury Vapor (1 kW) • Halogen (30 W) - J Tungsten (60 W) —^| Red-Filtered Tungsten (60 W) —^1 500 600 700 Peak Wavelength (nm)
800
Figure 10.5. Luminous performance of high-performance LEDs versiLS wavelength. The eye sensitivity curve (CIE). which is the maximum theoretical performance, is shown for reference. The dashed curve at 0.3 x CIE is a rough "practical limit" for conventional LED chip types. (After Craford [63].)
examined the quantum efficiency versus cavity length to determine the gain characteristics of GalnP lasers relative to GaAs devices. They concluded that threshold current densities are intrinsically a factor of 2-3 higher than for AlGaAs/GaAs lasers because of the larger conduction band effective mass of GalnP. The same group examined the reliability of GalnP/AlGalnP lasers. They reported no significant degradation of narrow-stripe lasers after more than 2,000 h of operation at SO^'C with an output power of 3 mW [71]. AlGalnP lasers emitting in the spectral range from 625 to 680 nm have been produced by OMVPE [72, 73]. Red-emitting lasers are now production items available from several companies. They have replaced He-Ne lasers in many applications and are useful for optical memory applications. As discussed in earlier chapters, these alloys spontaneously form the CuPt structure during OMVPE growth under certain conditions. The resulting reduction in band-gap energy is deleterious for visible laser devices in these materials where operation at the shortest possible wavelength is desired. This has led to growth on substrate orientations other than (001). Ikeda et al. [74] report that ordering is suppressed for growth on (11 l)-oriented substrates. Valster et al. [75] grew AlGalnP/GalnP double heterostructure lasers on (311)B substrates to suppress ordering. They reported similar threshold current densities as for the layers grown on (001) substrates. However, the emission wavelength was 651 nm, significantly shorter than for (001) substrates. The use of (511) substrates also suppresses ordering [76]. However, ordering may also have beneficial effects. The modulation of ordering during growth can be used for the production of heterostructures and quantum wells with no change in the solid composition, as discussed in Section 9.6. In
542
10 Devices
addition, laser performance may be improved in ordered materials. Theoretically, the splitting of the valence band is predicted to give a reduction in the hole effective mass, which would give lower threshold current densities [77]. As mentioned previously, the beneficial effect of ordering is not typically observed. However, Geng et al. determined this to be due to the effects of antiphase boundaries (APBs). They were able to fabricate lasers having reduced threshold current densities by growing the layers in a manner designed to increase the size of the ordered domains (i.e., the spacing between APBs). Two approaches to obtaining shorter-wavelength operation are the addition of Al to the active layer and the use of quantum-well laser structures. Of course, the use of strained and unstrained QWs has other advantages, as discussed earlier. The shortest-wavelength cw lasers operating at room temperature were produced using AlGalnP alloys grown by OMVPE with x^, = 0.075 in the active layer [78]. TMAl, TEGa, and TEIn were used in a low-pressure horizontal reactor with precracked PH3. The same group produced laser diodes emitting in the yellow region of the spectrum at 584 nm, but only at 77°K [79]. The active layers had a composition of x^, — 0.15. Kuo et al. [80] report even shorter lasing wavelengths of 543 nm (2.28 eV) at 77° K and 593 nm (2.09 eV) at room temperature for pulsed operation of optically pumped lasers. These are the shortest-wavelength lasers reported to date for the III/V semiconductors not including nitrogen. Ikeda et al. [81] produced multi-quantum-well lasers with 100-A GalnP wells separated by 40-A AlGalnP barrier layers with x^, = 0.25. They reported cw operation at room temperature with a threshold current of 70 mA for an 8-/>t-wide stripe geometry laser with a length of 250 /im. The emission wavelength was shifted slightly from the normal 684 nm to 668 nm due to the quantum size effect. Schneider and coworkers [82, 83] demonstrated the growth of AlGalnP lasers emitting at 660-670 nm in an Aixtron reactor, described in Chapter 7, under lowpressure conditions using standard precursors at temperatures of 750° to 775°C. The active layer contained a single strained quantum well of Ga^ 44ln„ 56P with a thickness of 6 - 8 nm and AllnP cladding layers. A typical threshold current density of <250 A/cm- was reported. A very high value of TQ of 163°K was also observed in the temperature range from 20° to 50° C. High-output power devices emitting at 730 nm have been fabricated in structures with Al-free active regions by using highly compressively strained (Aa/a = 1.4%) InGaAsP SQWs grown by low-pressure OMVPE. GaQ25Alo25ln()5P cladding layers were used to minimize carrier leakage from the active region. Threshold current densities of 514 A/cm^ were reported [84]. AlGalnP visible emitting (660 and 690 nm) VCSELs have also been produced [82, 83]. For example, a structure with an active layer containing four strained Gao44lno56P quantum wells 6 nm thick separated by 6-nm Alo25CraQ 251^0 50P barriers is shown in Figure 10.6. The DBR mirrors are many-period Alg gGa^ 5 As/ AlAs quarter-wave structures with parabolic interface grading. This elaborate
10.1
543
Injection Lasers and LEDS
GalnP _
J.O
3.2 3.4 3.6 Refractive Index
Figure 10.6. Schematic diagram of the AlGalnP/AlGaAs red VCSEL etched air post structure, including the refractive index profile through the optical cavity. There are 55 1/2 DBR pairs on the bottom and 34 on the top. (After Schneider et al. [82], reprinted with permission of American Institute of Physics.)
Structure is among the most complex of any devices discussed in this chapter. It was grown entirely in a single run by LP OMVPE.
10.1.6 AIGaInN LEDs and Lasers The last photon-emitting devices to be developed have been in the blue region of the spectrum. This was not due to a lack of effort. The necessity of being able to produce all of the primary colors for the fabrication of full-color displays was recognized early. Of course, the ability to produce blue was also the last step necessary for the production of white light emitters, which may eventually replace one of the last vacuum tubes, the common lightbulb. The use of LEDs for lighting is expected to eventually lead to significant energy savings. This is, of course, an enormous potential market that is now being seriously pursued by companies producing LEDs. One approach for realizing the high-band-gap materials necessary for blue emitters is to use the 11/VI semiconductors that are known to be highly efficient light emitters when pumped by high-energy photons or electrons, as in cathode ray tubes. These materials were discussed in Chapter 8, and the performance of light-emitting devices will be discussed later. The only III/V semiconductors capable of producing blue photons are the nitrides. The band-gap energies for InN, GaN, and AIN are L89, 3.50, and 6.28 eV, respectively [85]. Alloys can be made between these three compounds, but, as discussed in Chapters 2 and 8, a large region of solid immiscibility exists [86]. Alloys have been grown nearly throughout the entire solid-phase field; however, the growth of alloys with significant In concentrations is found to be extremely difficult, and the effects of phase separation are routinely observed [87, 88]. The lack of a lattice-matched substrate also causes problems for the AlGaInN system. Growth on sapphire, with a lattice parameter mismatch of approximately 16%, produces material with dislocation densities exceeding 10^ cm"^ [89^ 90], a
544
10 Devices
value that would kill the luminescence from the conventional III/V arsenides and phosphides. However, highly efficient LEDs and lasers have now been produced in these materials. Thus, it is apparent that the dislocations in the nitrides do not act as efficient recombination centers for reasons that are not well understood. The degradation rate in AlGaInN LEDs is also small in spite of the extremely high dislocation densities. However, for injection laser devices, the lower dislocation density obtained from the ELOG process described in Chapter 8 is necessary for the production of long lived devices, as discussed later. A second major problem, as discussed in Chapter 8, is the production of p-type GaN. This is partially due to the high band-gap energy. In addition, the high N vapor pressure leads to the facile production of N vacancies, resulting in n-type material. Finally, H passivation of the acceptors is a problem, as in AlGalnP, as discussed earlier [91]. Significant levels of p-type doping were first demonstrated in 1989 by Akasaki and coworkers [92], as described later. This led to the first p/n junction GaN LEDs [93]. The progress since then has been truly remarkable. Today, blue light-emitting diodes with external efficiencies exceeding 10% [94] have been produced in several laboratories, and extremely bright blue GaN LEDs are available commercially from several companies in Japan and the United States. Due to the high N volatility, the epitaxial growth of AlGaInN alloys is dominated by OMVPE. Akasaki and coworkers [93] were the first to demonstrate the importance of a nucleation layer on sapphire substrates by first growing an amorphous 50-A layer of AIN before the OMVPE growth of the GaN layer at a temperature of 1,020° C using the conventional precursors TMGa and ammonia. They were able to produce layers with background electron densities of < 10'^ cm~^ in high-quality films. These layers were found to be highly luminescent, in spite of the high dislocation densities. More recently, Nakamura and coworkers have demonstrated that GaN grown at 550°C can equally well be used as the buffer layer [95]. Akasaki and coworkers [92, 93] made an additional breakthrough when they demonstrated that with suitable postgrowth treatment they could produce p-type layers, using Mg doping with Cp:,Mg, with hole concentrations as high as 3 X 10'^ cm~\ This led to the development of the first p/n junction, blue GaN LEDs. The spectra were observed to peak at wavelengths of 370 and 420 nm, somewhat below the band-gap energy. As discussed in Chapter 8, the difficulties with high N vapor pressures resulting in high n-type background concentrations are more of a problem for GaInN than for GaN. Nevertheless, GaInN can be grown using OMVPE at somewhat lower temperatures than used for GaN. Very high V/III ratios are also required. OMVPE has been used for the production of blue-emitting diodes. Efficiencies of 5.4% [96] were obtained in double heterostructures with GaInN active layers and AlGaN cladding layers. These LEDs showed little degradation after 10,000 h at 20 mA. Increasing the In content of the GaInN active layer resulted in highefficiency (2.1%) green LEDs emitting at 525 nm.
10.1
545
Injection Lasers and LEDS
The quantum efficiencies of such LEDs were improved further by using singlequantum-well p-AlGaN/GalnN/n-GaN structures [97]. This led to blue (450 nm) and green (520 nm) LEDs with the extraordinarily high external quantum efficiencies of >10% and 6.3% [94]. The performance of these AlGaInN LEDs is included in Figure 10.2, although the state of the art has advanced considerably recendy. High efficiency blue and green LEDs have also been produced in MQW GalnN/GaN structures [98]. Nakamura and coworkers have obtained values of 5 Im/W and 30 Im/W, respectively, for blue (A = 468 nm) and green (A = 520 nm) SQW LEDs [94]. They are clearly the highest-performance LEDs in the green through blue region of the spectrum. More recently, amber (A = 594 nm) LEDs have been produced having a brightness of lOlm/W and an efficiency of 3.3% at 20MA [94]. The AlGaInN system has also been used for the fabrication of blue injection laser diodes. The device with the best performance to date is a ridge geometry laser having an active layer composed of four 35-A-thick In^ i5Gao85N wells separated by 105-A-thick Ino.o5Gao95N barriers [99]. The cladding layers in this complex structure, shown in Figure 10.7, are AlGaN/GaN modulation doped strain-layer superlattices. The entire structure was grown by OMVPE on sapphire substrates using the ELOG technique, described in Chapter 8. The laser cavity was aligned parallel to the stripes etched in the Si02 mask. A threshold current density of <4 kA/cm- was reported with operation at voltages of <5V. The emission occurred at a wavelength of 401.4 nm. This laser operating lifetime was projected to be in excess of 10,000 h, making it suitable for commercial applications [100]. p-eieclrode p-GaN
SIO,
p-AI o.uGaogiN/GaN MD-SLS pGaN p.AI o.iGao.g N l^ooiGao.pgN/InojjGaog^N M Q W
n-clectrode
n-GaN n-Al^j^Gapg^N/GaN MD-SLS n-In oiGa^^N
n-Ga.N
SlOi " GaN buffer layer (0001) sapphire substrate
Figure 10.7. Schematic diagram of GaInN MQW laser diode structure with SLS cladding layers grown on an ELOG substrate. (After Nakamura et al. [99], reprinted with permission of American Institute of Physics.)
546
10
Devices
In summary, the nitrides, grown by OMVPE, are by far the most promising materials for blue light-emitting devices because of their high efficiencies and their reliability. It is difficult to overstate the importance of these devices. The lasers will allow a major jump in the density of data storage on optical disks and will be useful for high-resolution printers. The green light-emitting diodes have essentially no competition for use in traffic signals. Since they live virtually forever, LEDs will gradually replace lightbulbs for the green, amber, and red emitters. The high efficiencies for red, green, and blue LEDs now makes the use of these devices for white light sources a real possibility.
10.1.7 ll/VI LEDs and Lasers The promise of 11/VI semiconductor materials for high-band-gap visible lightemitting devices has been recognized for decades. As mentioned in Chapter 8, the inability to produce p/n junctions in these materials dramatically slowed the realization of useful devices. However, these problems have now been partially overcome through the use of low growth temperatures for MBE growth. Nevertheless, few reports of the successful fabrication of blue and green LEDs and lasers in materials grown by OMVPE can be found. An early step in this direction was the achievement of low-resistivity p-type ZnSe. Yasuda et al. [101] used Li3N as a dopant in ZnSe grown at 450° C using DMZn and DESe, which allowed the fabrication of a p/n junction blue LED emitting at a wavelength of 467 nm. Blue LEDs have also been produced in ZnCdSe/ZnSe single-quantum wells grown by atmospheric-pressure OMVPE using DMZn, DMCd, DES, and DMSe, using diisopropylamine (DPNH) as the p dopant. This requires relatively high growth temperatures of 480°C. The p-type doping level was only 10'^ cm~^ or less [102]. The first 11/VI laser diode produced in material grown by OMVPE was demonstrated by Toda et al. [103]. The structure used ZnMgSSe cladding layers and ZnSe optical guiding layers. The active layer consisted of a single ZnCdSe quantum well. The growth, described in Chapter 8, used conventional precursors. The n-type dopant was ethyliodide and DIPNH was used for p-type doping with UV irradiation. Unfortunately, the p-doping level of 10'^ cm~^ was two orders of magnitude less than the N concentration in the solid (10'^ cm""^). Easing was observed at 77°K in the pulsed mode at 473.3 nm (2.618 eV). It appears that AlGaInN will remain the dominant material for the mass production of blue and green LEDs and lasers.
10.2 Photodiodes Fiber optic systems using AlGaAs/GaAs emitters operate using Si detectors; thus, little work has been reported using OMVPE growth for AlGaAs/GaAs photodetectors. However, for systems operating in the 1.3- to 1.55-/xm wavelength
10.2
Photodiodes
547
range, Si diodes are ineffective. Ge pin photodiodes have been used; but, since the intrinsic figure of merit for p/n junction detectors decreases dramatically as the band gap decreases, GalnAs photodiodes are expected to have superior performance. Thus, considerable effort has been expended on the development of p-i-n and avalanche photodiodes (APDs). In many ways detectors require more perfect material than do lasers and LEDs. For both p-i-n and APD devices, background doping levels of below 10'^ cm^^ are required. The presence of generation/ recombination centers in the bulk and at interfaces, for heterostructure and quantum-well devices, is disastrous for detectors, leading to high dark current levels. The formation of nearly ideal p/n junctions is an additional requirement for attaining low dark currents. All of these requirements plus the advantage of providing superior uniformity over large areas appear to make OMVPE an ideal epitaxial technique for the growth of detector structures.
10.2.1 p-i-n Photodetectors Low dark current densities of 3.7 X 10~^ and 2.3 X 10~^ A/cm^ at a - lOV bias were reported for VPE and LPE grown InGaAs photodiodes, respectively. These low values have been matched by devices with dark current densities as low as 3.8 X 10~^ A/cm2 in Zn-diffused photodiodes fabricated in material grown by low-pressure OMVPE using TMIn and TEGa precursors at a temperature of 635°C [104]. For comparison, this low dark current density corresponds to a current of 3 pA for a 100-/xm diameter device. These devices had responsivities of 0.90 A/W at a wavelength of 1.3 /im. The rapid rise and fall times of < 150 ps at —5 V bias offer the promise of bitrates of 1 Gbit/s and above. The best results for grown p/n junctions were dark currents of 8 pA for a 55-/xm-diameter detector. The quantum efficiency with AR coating was reported to be 95 ± 5% [105]. The high uniformity achieved in the atmospheric-pressure reactor gave yields in excess of 75%. Carey et al. [106] produced double-heterostructure p-i-n photodiodes by atmospheric-pressure OMVPE using the trimethyl-group III precursors. For 50-/>tm-diameter devices, they report dark currents of 0.15 nA or 6 X 10~^ A/cm^ at —4 V. The bandwidth of a packaged photodiode with a 25-/xm-diameter photosensitive region was 17-20 GHz. P-i-n photodiodes in GalnAs/InP structures have been produced using CBE with leakage currents of <1 nA at —10 V bias and quantum efficiencies of 70% without AR coatings [107]. P-i-n-HBT (heterostructure bipolar transistor) photoreceivers have also been produced in material grown by standard LP OMVPE [108]. These structures are used to obtain lower noise at high bitrates. P-i-n photodiodes for the 1.3- to 1.55-/x-m-wavelength range have also been fabricated by OMVPE in HgCdTe. Thompson et al. [109] describe devices made in materials grown using the IMP process discussed in Chapter 8. The performance was found to be superior due to the lower series resistance, which should allow higher-frequency operation.
548
10
Devices
10.2.2 APD Photodetectors High-bit-rate light-wave communication systems require APDs. In the 1.31.55 /xm range this is a tall order. Complex devices with separate absorption, grading, and multiplication regions (SAGM-APDs) are required to obtain acceptable performance. The most common implementation of this structure consists of an InP multiplication region and an InGaAs absorbing layer separated by a transition region of one or more intermediate band-gap InGaAsP layers. To obtain low dark currents and rapid response, the design parameters—namely, the carrier concentrations and layer thicknesses—must be met to within very tight tolerances. Thus, even though the early high-performance devices were fabricated in material grown by LPE, OMVPE appears to give better long-term prospects due to the improved level of control and uniformity of both doping and layer thickness. The early APDs grown by OMVPE had high dark currents due to difficulties in achieving the required low-background doping level and high heterojunction interface quality. More recently, SAGM-APD structures grown using atmospheric-pressure OMVPE with trimethyl alky Is have yielded low dark currents of 20 nA at - 1 0 V, good quantum efficiencies of 50% without AR coating, and very high-speed response (35 ps) [110]. Similar devices fabricated in CBE-grown structures yield dark currents of <25 nA and a high responsivity of 0.75 A/W [111].
10.2.3 Long-Wavelength Photodiodes Infrared imaging applications require detectors operating in the 8-12 fxm wavelength range. The longest-wavelength detectors for III/V semiconductors are fabricated in InASj_^Sb^ with x = 0.65. This allows operation at wavelengths as long as 8 /zm at the normal operating temperature of 77°K. Several approaches have been used to move the cutoff wavelengths further into the infrared. For example, InAs^ i^Sbog.s/InSb SLS structures have been used to wavelengths approaching 10 yLim by Kurtz et al. [112]. The use of intersubband absorption in MQW structures [113] allows the use of GaAs/AlGaAs quantum wells for the production of QWIP detectors operating at wavelengths well beyond 10 /xm. Materials for both of these devices are normally grown by MBE, but OMVPE also appears suitable. A problem with detectors of this type is that normal incidence detection is impossible without external coupling devices. Also, the growth of high quality structures containing Al is a problem, as discussed earlier and in Chapters 8 and 9. Another approach is to use MQW structures in p-type InGaAsP alloys, where the valence band offsets are large. Band mixing in the valence band overcomes the selection rule limitations forbidding response to normal-incidence photons. Hoff et al. report the use of p-type GaAs/ Ga0.71In029AS0.39P0.6i QWIPs grown by OMVPE that consisted of 50 periods of 3-nm GaAs wells and 28-nm GalnAsP (E„ = 1.75 eV) barriers. The detectors.
10.3
Electronic Switching Devices
549
with a cutoff wavelength of to 7 yitm, were found to be capable of backgroundlimited IR photodetection at temperatures as high as 100°K [114]. Another approach to photodiodes operating in the 8-12 /mm region is the addition of either Bi or Tl to InSb or InAsSb alloys. The solubilities of both are small because of the very large covalent radii of these elements [115] (see Section 2.1.2). However, Bi concentrations of 6% have been obtained by OMVPE [116]. These materials are of relatively low quality but have been used for the fabrication of photodiodes with room-temperature response extending to 11 /mm [117]. Longer-wavelength photo detectors are currently made almost exclusively in Hg,_^Cd^Te alloys where low-temperature operation at wavelengths of 12 /im are routine. Until recently, these devices were fabricated in materials produced either by bulk techniques or by LPE. Irvine et al. [118] report comparable performance in material grown using the IMP process. Using DIPTe, they achieved remarkably good uniformity, with a variation in x of 0.004 (average value of jc = 0.21) over a 1" diameter wafer. OMVPE remains a serious candidate for future production operations due to the suitability of this technique for large-scale production of uniform material [119].
10.3 Electronic Switching Devices Transistors are one of the most important devices for which epitaxial layers are required. It was originally hoped that GaAs would replace Si for supercomputers. However, parallel processing in Si proved to be more cost effective, essentially killing that hope. Nevertheless, GaAs circuits are now manufactured commercially for applications requiring high speeds and low power. Current emphasis is on data transmission. Bottlenecks related to the electronics require faster circuits to maximize the use of each channel. GaAs ICs deliver two to four times the speed of Si with half the power consumption. In applications where a circuit of modest size improves the performance of an entire system, there is less sensitivity to cost. Thus, the high-volume use of analog and digital GaAs ICs in 2-GHz wireless communications for pagers and analog and digital cordless phones is virtually guaranteed. The simplest device, the GaAs metal-semiconductor field-effect transistor (MESFET), is fairly nondemanding in terms of materials properties. Since the channels are typically doped to 10''' cm~^ or higher, the mobility is controlled by intentional, rather than residual, dopants. All of the major epitaxial growth techniques have been demonstrated to produce excellent-quality devices. Again, the superior uniformity and surface morphology of OMVPE-grown GaAs is expected to give higher yields for integrated circuits. This may be a moot point, since the preferred process may be a simple, low-cost approach such as ion implantation into semi-insulating GaAs substrates, unless a low-cost approach such as GaAs on Si, discussed in the last chapter, is successful. On the other hand,
550
10 Devices
high-performance devices require multilayered structures, including a buffer layer between the substrate and active layer and/or a heavily doped layer on top to provide low-resistance, nonalloyed ohmic contacts. MESFETs will not be addressed in detail in this chapter. Instead, we will concentrate on more sophisticated devices, where epitaxy provides performance advantages that will certainly justify the added cost. The most active area of research involves two-dimensional electron gas transistors (IDEGFETs), normally termed high electron mobility transistors (HEMTs), modulation doped FETs (MODFETs), or selectively doped heterojunction transistors (SDHTs). The concept behind these devices is the separation of the charge carriers (electrons) from the parent donors, which act as scattering centers. This is accomplished by placing a highly doped low-electron-affinity material such as AlGaAs (or InP) adjacent to a very pure, higher-electron-afftnity material such as GaAs (GainAs). Many electrons near the interface leave the parent donors and settle in the pure material, creating a potential gradient that confines the electrons in the small-band-gap material immediately adjacent to the interface, forming a two-dimensional electron gas. The other approach to increasing switching speed is to use materials with higher electron velocities, such as Gain As. Gain As has a low field-electron mobility of 13,000 cm^/V-s, in high-purity material, as compared with 9,000 cm^/V-s in GaAs. It also has a considerably higher peak velocity. Work is still in a fairly early stage of development on these devices, partly due to difficulties in device processing. Good Schottky barriers are difficult to form on either GalnAs or InP. We will stress both of these approaches in this chapter, largely ignoring devices that are not clearly indicative of the materials characteristics. This includes both MESFETs, which depend more on processing and geometry than on materials properties, and advanced devices such a ballistic transport devices, resonant tunneling devices, and hot electron devices, for example, which are in such an early stage of development that the basic phenomena are just being explored. This precludes meaningful materials comparisons based on device performance. Hence, it gives few clues about the usefulness of OMVPE for devices. Before launching into a discussion of device results, we will briefly review the parameters used to specify performance. A more detailed discussion can be found in any device physics text, for example, Sze [3]. Three quantities are commonly used to specify transistor performance. Since we are interested in ultrarapid switching, the simplest parameter is the drain to source transit time, r^, typically measured in picoseconds. It is simply the gate length divided by the electron velocity. Thus, it depends on the intrinsic materials properties, the electron mobility and peak velocity. More sophisticated, and perhaps more meaningful, is the transconductance, g^, with units of Siemens, grr. = — •
(10.3)
10.3
Electronic Switching Devices
551
This is simply the change in drain current caused by a change in the gate bias. In the Hnear region of the I^^ versus VQ characteristic, it is related to the gate length, L, and width, Z, the doping level, N^, and the electron mobility, /UL,
where yj and y^ are the channel openings at the drain and source, respectively, and q is the electronic charge. Since g^ is proportional to the gate width, it is usually specified in terms of gJZ, with units of milli-siemens per millimeter. Worth mentioning is that this equation gives an overly simple view of transconductance, since it does not apply to extremely short devices of the type most interesting for ultrahigh-speed applications. However, it gives a semiquantitative idea of the relevant parameters. The transconductance, divided by ITT times the gate to source capacitance, defines/^, a measure of how rapidly the charge involved in modulating the depletion layer can be supplied. This ultimately limits how rapidly the device can be switched. Materials parameters, doping levels, and device geometry each enter all of these figures of merit. As the gate length decreases, the transit time decreases, and both the transconductance and fj increase. Since the relationships are seldom linear, comparisons can be made only between devices with similar gate lengths. Even then, comparisons can be confusing if the devices differ in doping profile or other design parameters.
10.3.1 High Electron Mobility Transistors (GaAs/AIGaAs) Perhaps the major electronic switching device that is considered a benchmark for the comparison of OMVPE and CBE with MBE is the HEMT. As for quantumwell structures, MBE has led in the race for the highest-performance devices. Fujitsu [120] demonstrated the first high-performance devices in MBE material. Even today, the highest low-temperature electron mobilities are obtained in MBEgrown AlGaAs/GaAs structures. The values of 1.2 X 10^ cm^/V-s at <2°K [121] are somewhat superior to the highest-mobility values obtained for CMVPE-grown structures. In addition, MBE has been considered to hold the edge in terms of control of the thickness and doping levels of the extremely critical layers involved in the HEMT-type devices. However, in recent years, a state of near equality has been obtained between the three epitaxial growth techniques for AlGaAs/GaAs and GalnP/GaAs devices [122], as described later. In fact, both MBE and OMVPE are used in the commercial production of these devices. The first mobilities approaching the MBE values in OMVPE-grown structures were obtained by using TEGa and TEAl to reduce the carbon concentration in the AlGaAs. The coulombic fields due to ionized impurities in the AlGaAs on one side of the interface extend into the GaAs to scatter electrons in the 2D-electron
552
10 Devices
gas near the interface. This remote scattering effect is typically reduced by including a 50- to 100-A-thick low doped spacer layer of undoped AlGaAs next to the interface. This approach is well known to improve the mobility of the 2DEG. However, a high background doping level in the AlGaAs spacer will partially defeat its purpose. Using the triethyl precursors, Kobayashi and Fukui [123] were able to obtain a 2°K mobility of 445,000 cm^/V-s. More recendy, Basco et al. [124] used TMGa and TMAl with arsine in a LP OMVPE reactor to produce two-dimensional electron gas mobilities at 2.2° K as high as 766,000 cm^/V-s, obtained using a 36-nm AlGaAs spacer layer. These extremely high electron mobilities are obtained only in structures with very low doping levels, hence with very low values of n^, the sheet carrier concentration. High transconductance in HEMT devices is partly due to high mobility but is obtained only in structures with heavily doped AlGaAs layers, where the sheet carrier concentration is also high. Even though the mobilities in the undoped structures are not as high in material grown by OMVPE as those grown by MBE, the transconductances measured in OMVPE-grown devices with high values of n^ are similar to the values in devices grown by MBE. For example, Takanashi and Kobayashi [125] obtained values of transconductance as high as 330 mS/mm for devices with \-/UL gate lengths in material grown by OMVPE using TEGa and TEAl. OMVPE growth using TMGa and TMAl has yielded HEMT structures with high mobilities, 322,000 cm^/V-s at 4.2°K [126], and transconductances, in devices with 1-yLim gate lengths, of approximately 300 mS/mm and above [127-129]. An extremely important aspect of epitaxial growth of structures for HEMT integrated circuits is uniformity. Economic feasibility depends on obtaining high yields, which is difficult in devices so critically dependent on the thicknesses and doping levels of the layers. An impressive result was reported by researchers at Fujitsu, which is a leader in the production of HEMT devices and integrated circuits using initially MBE, and more recently OMVPE. Tanaka et al. [130] grew HEMT structures in an atmospheric-pressure reactor using TMGa and TMAl with a rotating and revolving substrate holder containing three 2" wafers. As reported in Chapter 8, excellent thickness and doping uniformity was obtained. More importantly for this discussion, the standard deviations of threshold voltage were 23 mV for enhancement HEMT devices and 35 mV for depletion HEMTs across a 2" wafer. Later, Komeno and co-workers reported the extension of this work to a larger system capable of handling twelve 3" wafers per run with similar excellent uniformity [131]. These uniformities are comparable to the state-of-the-art values obtained for MBE-grown structures and are low enough to warrant fabrication of VLSI circuits. Reported were 64-kbit HEMT SRAMs with typical address access times of 1.2 ns for 0.6-/>6m-long gates. The Fujitsu group has also pioneered the use of alternate As precursors for HEMT production applications. They reported the fabrication of 0.5-/>tm HEMTs
10.3
Electronic Switching Devices
553
in material grown using TBAs with a transconductance value of 324 mS/mm [132]. Komeno [133] has suggested that HEMT wafers could be produced by OMVPE at a rate of 10,000 wafers/month. The decision of whether to use OMVPE in production may relate to the mundane question of surface defects. Socalled "oval" defects are the nemesis of MBE-grown GaAs, and they are present at much lower concentrations in OMVPE-grown material. Since they limit the yield of integrated circuits, they assume an increasing significance as the number of devices per chip increases. At present, HEMT devices and circuits are in production at several companies using both MBE and OMVPE.
10.3.2 High-Speed Electronic Devices in GalnAs Since Schottky barriers are so poor in GalnAs, transistors in this material often use the bias on a p/n junction gate to control the drain to source current. A typical device structure is seen in Figure 10.8. Wake et al. [134] fabricated such structures with 1.5-/X gate lengths that gave a high transconductance of 210 mS/mm. The use of a very thin GaAs layer between the GalnAs and the metal allows the formation of improved Schottky barriers. This approach has received little attention in OMVPE material. However, Selders et al. [135] demonstrated the concept by growing the GaAs layer by OMVPE on an LPE GalnAs layer. Another approach is to use an Si02 insulator on InP to form metal-insulatorsemiconductor (MIS) devices of the type used in the Si industry. This approach has not been successful for GaAs because of the high density of states at the semiconductor/insulator interface. MIS devices appear to be more viable in the InP and GalnAs systems, but they are still in a primitive state of development. Nevertheless, Schubert et al. [136] produced devices with 1.2-/x gate lengths that give values of transconductance and/j^ as high as 330 mS/mm and 22.2 GHz, respectively. The most promising approach for this materials system appears to be the growth of GalnAs/AllnAs heterojunctions for HEMT structures with the highly doped AlInAs donating electrons to a high-purity GalnAs layer. Extremely high transconductances of 440 mS/mm were first reported for l-ja gate lengths [137] in material grown by MBE. This high transconductance is partially due to the high average GalnAs electron velocity estimated to be 2.2 X 10^ cm/s. A major addisource (Ge/Au)
gate ( T i / P t / A u )
drain ( G e / A u )
xp-'^iy
n InGaAs channel (7.IO"'^cm'^:0.3/i m ) p InP b u f f e r
(S-IOr'^cm'S; 0 . 2 ^ nn)
Figure 10.8. Schematic cross-section of GalnAs/InP JFET device structure (After Wake et al. [134]). Reprinted with permission from IEEE, © 1985.
554
10
Devices
tional factor is the high 2DEG concentration of 2.2 X 10'^ cm"-, approximately a factor of 2 higher than for AlGaAs/GaAs HEMT structures. This is due to the larger conduction band discontinuity for the GalnAs/AlInAs system. In 1985, Scott et al. [138] reported the first AlInAs/GalnAs/InP structures grown by atmospheric-pressure OMVPE using trimethyl precursors and group V hydrides. Very large devices, with gate lengths of 4 /x, gave values of g^ of 50 mS/mm. Kamada et al. [139, 140] report similar structures also grown by atmosphericpressure OMVPE using TMIn and TMGa with room-temperature electron mobilities in the 2DEG as high as 11,700 c m W s and sheet carrier densities of 2.6 X 10^^ cm~2. A transconductance of 530 mS/mm was measured in a transistor with a l-/uim gate length. These authors report that the use of the trimethyl alkyls gave significantly improved device performance as compared with the use of triethyl precursors, because of the improved purity of the high-mobility GalnAs layer and improved thickness uniformity. More recently, values of electron mobility and sheet carrier concentration of 48,500 cm-^/Vs (50°K) and 8.1 X lO^i cm-2 [141] and 27,000 cm2/Vs(77°K) and 1.5-5 X lO'^cm-^ [142] have been reported. Thompson et al. [143] reported the first OMVPE growth of GalnAs/AlGaAs HEMTs using a strained GalnAs layer. They noted transconductance values of 340 mS/mm for a 0.9-yLtm gate length and values of maximum oscillation frequency of 70 GHz. Kikkawa et al. [132] grew AlGaAs/GalnAs/GaAs HEMTs with strained GalnAs layers using TB As. For a 0.5-yLtm gate length they reported transconductance values of 350 ns/mm, somewhat higher than for equivalent GaAs/AlGaAs structures. The performance of 0.1 /xm strained HEMT structures for growth by OMVPE and MBE has been compared by Lareau et al. [144]. They found the values of electron mobility, carrier concentration, and uniformity of sheet resistance to be similar for the two techniques. The values of transconductance were 753 mS/mm for the OMVPE wafer and 796 for the MBE wafer. The values of cutoff frequency were nearly identical, 115 versus 117 GHz. An alternative approach for high-speed devices is the heteroj unction bipolar transistor(HBT). Bhat and coworkers [145] grew InP/GalnAs HBTs using TMGa, TMIn, ASH3, and PH3, in a horizontal, atmospheric-pressure OMVPE reactor. They reported current gains as high as 5,000 at room temperature, higher than obtained in previous devices grown by other techniques. This is partially due to the extremely long (7.5-yL6m) diffusion lengths, which are far superior to the best values obtained in GalnAs grown by either LPE or MBE. Extremely high values of maximum cutoff frequency of 146 GHz have been obtained in such devices grown by CBE [146]. The other materials system suited to the fabrication of HBTs is GalnP/GaAs, due to the small conduction band discontinuity [147]. Very high electron mobilities of 780,000 cm^/Vs have been obtained in this system for growth by LP OMVPE using conventional precursors [148].
10.4 Solar Cells
555
An area of considerable recent interest is high-performance electronic devices for high-power and high-temperature operation in the high-band-gap materials such as SiC and AlGaN. For example, AlGaN/GaN HEMTs were grown by OMVPE on SiC substrates, with respectable transconductance values of 142 mS/ mm in a device with a gate length of 1.5 /mm [149]. Double-channel HEMTs with 0.25-yLtm gate lengths were fabricated giving high gains at 8.4 GHz [150].
10.4 Solar Cells Solar cells in compound semiconductors offer performance levels significantly superior to those of the standard Si devices. However, they will always be more expensive. In addition to high efficiencies, solar cells fabricated in III/V materials offer more radiation hardness. For these two reasons, they are favored for use in space for power satellites. Two types of devices are used. GaAs grown by OMVPE lattice-matched to Ge substrates is used for a standard production solar cell for space applications. For example, 24 m^ of GaAs/Ge solar cells are used for each Iridium satellite in the 66 satellite network [151]. Sugo et al. [152] report single-junction In? solar cells grown by low-pressure OMVPE using TEIn and PH3. They observed an efficiency of 19.7%, comparable to the best produced by any other epitaxial growth technique. Higher performance levels are obtained using tandem solar cells, where two p/n junctions are used to increase the conversion efficiency. The first highperformance tandem (or cascade) solar cells were produced in the AlGaAs/GaAs system. The highest-performance devices for space applications are the GalnP/ GaAs/Ge tandem solar cells. Both are discussed in more detail here. Excellent GaAs/AlGaAs solar cells have been produced by OMVPE. As early as 1980 Saxena et al. [153] reported heterojunction solar cells with conversion efficiencies of 23% at high concentrations, comparable to results for structures grown using LPE. The thrust of subsequent efforts has been the production of even more efficient multijunction or tandem solar cells. These structures require combined low (approximately 1.1-eV) and high (approximately 1.9-eV) band-gap solar cells grown one atop the other. Low-band-gap solar cells in Ga()73lnQ25As have been fabricated with 21.4% efficiency at high concentration [154]. The fabrication of high-band-gap cells in the tandem combination is much more of a problem. However, Chung et al. [155] obtained 15% efficiencies at a concentration of 1 sun and air mass (AM) 1.5 in cells fabricated in AlQ37GaQ^3As, with a band gap of 1.93 eV This is an enormous achievement since the growth of AlGaAs with such a high Al content is extremely sensitive to oxygen contamination, as discussed in Chapters 7 and 8. The promise of high-efficiency tandem solar cells becomes much more achievable with such a large step forward. This high-efficiency AlGaAs cell has been combined with a lattice-matched GaAs cell
556
10 Devices
to produce a two-junction solar cell conversion efficiency (without concentration) of 27.6% at AM 1.5 [156]. Problems still remain with integrating the twoband gap solar cells onto a single structure with the attendant problems with lattice mismatch and the reverse bias tunnel junction that must be included to allow series current flow in the two p/n junctions that are otherwise biased in opposite directions. The highest-efficiency solar cells are tandem cells having p/n junctions in the GalnP and GaAs layers, with a heavily doped, reverse biased tunnel junction between, as shown in Figure 10.9. This structure yields an efficiency of 29.5% at AM 1.5 [157]. An even higher efficiency of 30.28% has been more recendy reported for similar solar cells [158]. Standard commercial GalnP/GaAs/Ge cells have an efficiency of 21.5%. The increased efficiency before use and increased radiation hardness can result in a performance level at the end of life of 180% over Si for some operating conditions [151]. Thermophotovoltaic devices similar to solar cells are produced in GalnAsSb/ AlGaAsSb structures. As described in Section 8.7, these devices fabricated in material grown by OMVPE are now comparable to those produced by MBE. For these devices, requiring thick layers, the higher growth rate of OMVPE is a distinct advantage.
GRID " • ^ ^ — Si doping spike 0 5 Mm
GaAs
0 025 ^m
AllnP
n - 4 x 10i^cm-3[Sil
0.1 Mm
GalnP
n - 2 x l0^8crTT3[Se]
0 6 MTi (AM 5) OR 0 5Mm(AM(
Figure 10.9. etal. [157].)
GalnP ( E g . 1.86 eV)
n . 6 x 10^3cm-3|Sel
p . 1.5x 1 0 i ' c m - 3 [ 2 n )
0,05 Mm
GalnP (Eg - 1.88 eV)
p , 3 x 10^8 cm-3 (Zn]
0 Oil Mm 0.011 ^m
GaAs GaAs
p - 8 x 10i9cm-3[C] n» 1 X 10'9cm-3lSe]
0.1 M^
GalnP
n - 1 x lO'8cm-3[Se]
0.1 ^im
GaAs
n - 1 X lO'8crTT3[Se)
3.5 Mm
GaAs
p « 8 x 10i6cm-3(Zn]
0 07 Mm
GalnP
p . 3 X 10^7 cm-3 [Zn]
0 2 Mm
GaAs
p = 3 x lOi7cm-3[Zn]
substrate
GaAs
Zn-<Joped
1 CC LAYER
1
TOP CELL
TUNNEL I JUNCTION
BOTTOM CELL
Structure of high-efficiency GalnP plus GaAs tandem solar cell. (After Bertness
References
557
10.5 Summary In this chapter we have only touched on the most demanding devices for which sufficient data are available to warrant conclusions about the suitability of OMVPE for epitaxial growth of device-quality materials and structures. Even this brief summary is sufficient to suggest that OMVPE has "arrived" in the sense that it can be used to produce materials and structures for the most significant state-ofthe-art devices. The performance levels of both electronic and optoelectronic devices are comparable to the best produced by MBE, CBE, and LPE. The difference is that OMVPE is much more versatile than the other epitaxial techniques while also exhibiting uniformity levels that make it attractive for production applications. The higher growth rate, as compared to MBE, is an additional attractive feature for many devices. This single technique is capable of producing high quality materials over the entire range of systems including the III/V alloys GaAs/ AlGaAs, AlInAs/GalnAs/InP, AlGalnP/GaAs, and AlGaInN, as well as others including the antimonides. It has also been demonstrated to produce high-quality II/VI alloys, including the S, Se alloys useful for short-wavelength light-emitting devices, as well as the Te alloys important for long-wavelength detectors. OMVPE is capable of producing the extremely abrupt interfaces necessary for quantumwell and two-dimensional electron gas devices. In addition, it can be used for the formation of structures with lower dimensionality using selective area growth and self-assembly techniques. Until very recently, OMVPE has always trailed other techniques in several areas of consequence for device performance. This is due to the inherent complexity of this technique that has, since the earliest experiments, been viewed as simple. The discussions in earlier chapters belie this belief. Indeed, it is an extremely complex technique. This fact has led to slow development but also gives rise to the great flexibility that allows the growth of essentially all materials and structures required for the most advanced devices. In fact, it is now used for the commercial production of a wide variety of photonic and electronic devices.
References 1. 2. 3. 4.
R. D. Dupuis and P. D. Dapkus, Appl. Phys. Lett. 32 406 (1978). W. T. Tsang, Appl. Phys. Lett. 40 217 (1982). S. M. Sze, Physics of Semiconductor Devices, 2nd ed. (Wiley, New York, 1981), Chapter 12. W. T. Tsang, in Epitaxy of Semiconductor Layered Structures, ed. R. T. Tung, L. R. Dawson, and R. L. Gunshor (Materials Research Society, Pittsburgh, 1988), pp. 463-474. 5. R. D. Dupuis, 7. Crys. Crowr/i 55 213 (1981). 6. M. Druminski, R. Gessner, F. Kappeler. H. Westermeier, H. D. Wolf, and K. H. Zschauer, Jpn. J. Appl. Phys. 25 LI7 (1986).
558
10 Devices
7.
S. D. Hersee, M. Baldy, P. Assenat, B. DeCremoux, and J. P. Duchemin, Electron. Lett. 18 870 (1982).
8. 9.
C. S. Hong, D. Kasemset, M. E. Kim, and R. A. Milano, Electron. Lett. 19 759 (1983). R. L. Thornton, R. D. Burnham, T. L. Paoli, N. Holonyak, and D. G. Deppe, J. Crys. Growth 77 621(1986). S. Ando, N. Kobayashi, and H. Ando, Jpn. J. Appl. Phys. 37 L105 (1998). S. Ando, N. Kobayashi, and H. Ando, Jpn. J. Appl. Phys. 36 L76 (1997). T. A. Kasaka, Y. Kobayashi, S. Ando, and N. Kobayashi, Appl. Phys. Lett. 71 2198 (1997). T. Nishida and N. Kobayashi. Jpn. J. Appl. Phys. 37 L13 (1998). S. Hirata, K. Tamamura, Y. Mori, and C. Kojima, Appl. Phys. Lett. 51 63 (1987). S. Hirata, H. Narui, and O. Kumagai, Electron. Lett. 24 239 (1988). J. S. Roberts, J. F R. David, Y. H. Chen, and T. E. Sale, J. Crys. Growth 170 621 (1997). D. F. Welch, R S. Cross, D. R. Scifres, G. Harnagel, M. Cardinal, W. Streifer, and R. D. Burnham, Electron. Lett. 22 464 (1986). G. L. Harnagel. D. R. Scifres, H. H. Kung, D. F. Welch, R S. Cross, and R. D. Burnham, Electron. Lett. 22 605 (1986). C. A. Wang, J. N. Walpole, L. J. Missaggia, J. R Donnelly, and H. K. Choi, Appl. Phys. Lett. 58 2208(1991). S. Z. Sun, E. A. Armour, D. P Kopchik, K. Zheng, P Zhou, J. Cheng, and C. F Schaus, Inst. Phys. Conf. Ser 120 471 (1991). H. Q. Hou, M. Hagerott Craford, B. E. Hammons, and R. J. Hickman, J. Electron. Mater. 26 1140(1997). M. Moser, K. H. Gulden, J. Epler, and H. P Schweizer, J. Crys. Growth 170 404 (1997). T. E. Sale, J. S. Roberts, J. Woodhead, J. P R. David, and P N. Robson, J. Crys. Growth 170 399(1997). Y. Arakawa and H. Sakaki, Appl. Phys. Lett. 40 939 (1982). M. Asada, Y Miyamoto, and Y Suematsu, IEEE J. Quantum Electron. 22 1915 (1986). D. Bimberg, M. Grundmann, and N. N. Ledentsov, MRS Bulletin 23 31 (1998). A. E. Zhukov et al., / Electron. Mater 27 106 (1998). R. R. Bradley, R. M. Ash, N. W Forbes, R. J. M. Griffiths, D. P Jebb, and H. E. Shephard, J. Crys. Growth 11 629 (1986). K. Nitta, T. Komatsubara, H. Kinoshita, Y lizuka, M. Nakamura, and T. Beppu, Electron. Lett. 2 1 2 0 8 ( 1 9 8 5 ) . M. W Hodapp. in High Brightness Light Emitting Diodes, ed. G. B. Stringfellow and M. G. Craford (Academic Press, Boston, 1997), Chapter 6. F. G. Kellert. and R. L. Moon,./. Electron. Mater 15 13 (1986). F. M. Steranka, in High Brightness Light Emitting Diodes, ed. G. B. Stringfellow and M. G. Craford (Academic Press, Boston, 1997), Chapter 3. Y. Itaya, S. Arai, K. Kishino, M. Asada, and Y. Suematsu, IEEE Quantum Electron. QE-17 635(1981). S. Yang, Y. Miyamoto, C. Watanabe, M. NagashiFna, K. Fumya, and Y. Suematsu, Trcms. Inst. Electric. Commun. Eng. Jpn. E68 521 (1985). A. W. Nelson, S. Cole, S. Wong, M. J. Harlow, W J. Devlin, D. Wake, P M. Rodgers, and M. J. Robertson ./. Ctys. Growth 11 779 (1986). S. Ae, T. Terakado, T. Nakamura, T. Torikai, and T. Uji, J. Crys. Growth 145 852 (1994). M. Horita, M. Tsurusawa, K. Utaka, and Y. Matsushima, J. Crys. Growth 145 886 (1994). K. StreubeK J. Wallin, G. Landgren, U. Ohlander, S. Lourdudoss, and O. Kjebon, / Crys. Growth 143 7(1994). N. Carr, J. Thompson, A. K. Wood, R. M. Ash, D. J. Robbins, A. J. Mosley, and T. Reid, J. Crys. Growth 124 723 (1992).
10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26. 27. 28. 29. 30. 31. 32. 33. 34. 35. 36. 37. 38. 39.
References 40. 41. 42. 43. 44. 45. 46. 47. 48. 49. 50. 51. 52. 53. 54. 55. 56. 57. 58. 59. 60. 61. 62. 63. 64. 65. 66. 67. 68. 69.
559
A. Mathur. P. Grodzinski, J. S. Osinski, and P. D. Dapkus, J. Crys. Growth 124 730 (1992). N. Yokouchi, N. Yamanaka, N. Iwai, Y. Nakahira, and A. Kasukawa, IEEE J. Quantum E/t'crra^.QEOa 2148 (1996). P. J. Thijs, T. van Dongen, L. F. Tiemeijer, and J. J. M. Bisma, / Lightwave Technoi LT-12 28(1994). M. Itoh, H. Sugiura, H. Yasaka, Y. Kondo, K. Kishi, M. Fukuda, and Y. Itaya, Appl. Phys. Lett. 11 1553(1998). J. F. Carlin, A. V. Syrbu, C. A. Berseth, J. Behrend, A. Rudra, and E. Kapon, Appl. Phys. Lett. 7113(1997). P J. A. Thijs, T. van Dongen, P. I. Kuindersma, J. J. M. Binsma, L. F. Tiemeyer, J. M. Lagemaat, D. Moroni, and W. Nijman, J. Crys. Growth 93 863 (1988). S. Takano, T. Sasaki, H. Yamada, M. Kitamura, and I. Mito, J. Crys. Growth 93 857 (1988). H. Ishiguro, T. Kawabata, and S. Koike, Appl. Phys. Lett. 51 874 (1987). H. Yamada, T. Sasaki, S. Takano, T. Numai, M. Kitamura, and I. Mito, Electron. Lett. 24 147(1988). N. Yoshida, T. Kimura, K. Mizuguchi, Y. Ohkura, T. Murotani, and A. Kawagishi, J. Crys. Growf/? 93 832 (1988). Y. Qian, Z. H. Zhu, Y. H. Lo, D. L. Huffaker, D. G. Deppe, H. Q. Hou, D. E. Hammons, W. Lin, and Y. K. Tu, Appl. Phys. Lett. 71 25 (1997). R. Bhat et al., J. Crys. Growth 145 858 (1994). D. Bimberg, M. Grundmann, and N. N. Ledentsov, MRS Bulletin 23 31 (1998). A. E. Zhukov et al., J. Electron. Mater 27 106 (1998); D. Bimberg, N. Kirstaedter, N. N. Ledentsov, Z. L Alferov, R S. Kopev, and V. M. Ustinov, IEEE J. Quantum Electron. 3 1 (1997). J. A. Lott, N. N. Ledentsov, V. M. Ustinov, A. Yu Egorov, A. E. Zhukov, Z. L Alferov, and D. Bimberg, Electron. Lett. 33 1150 (1997). S. R. Kurtz, R. M. Biefeld, A. A. Allerman, A. J. Howard, M. H. Crawford, and M. W. Pelczynski, Appl. Phys. Lett. 68 1332 (1996). A. Rybaltowski, Y. Xiao, D. Wu, B. Lane, H. Feng, J. Diaz, and M. Razeghi, Appl. Phys. Lett. 712430(1997). S. R. Kurtz, A. A. Allerman, and R. M. Biefeld, Appl. Phys. Lett. 70 3188 (1997). S. R. Kurtz, A. A. Allerman, R. M. Biefeld, and K. C. Baucom, Appl. Phys. Lett. 72 2093 (1998). R. M. Biefeld, A. A. Allerman, and S. R. Kurtz, J. Crys. Growth 174 593 (1997). F. A. Kish and R. M. Fletcher, in High Brightness Light Emitting Diodes, ed. G. B. Stringfellow and M. G. Craford (Academic Press, Boston, 1997), Chapter 5. G. B.Stringfellow, Annual Review of Materials Science, Vol. 8 (Annual Reviews, Palo Alto, CA, 1978), p. 72. G. B. Stringfellow, in High Brightness Light Emitting Diodes, ed. G. B. Stringfellow and M. G. Craford (Academic Press, Boston, 1997), Chapter 1. M. G. Craford, in High Brightness Light Emitting Diodes, ed. G. B. Stringfellow and M. G. Craford (Academic Press, Boston, 1997), Chapter 2. F. A. Kish et al., Appl. Phys. Lett. 64 2839 (1994). K. Kadoiwa, M. Kato, T. Motoda, T. Ishida, N. Fujii, N. Hayafuji, M. Tsugami, T. Sonoda, S. Takamiya, and S. Mitsui, J. Crys. Growth 145 147 (1994). A. Ishibashi, M. Mannoh, and K. Ohnaka, J. Crys. Growth 145 414 (1994). V. A. Gorbylev et al., J. Appl. Phys. 76 7390 (1994). C. H. Chen, S. A. Stockman, M. L Peanasky, and C. P. Kuo, in High Brightness Light Emitting Diodes, ed. G. B. Stringfellow and M. G. Craford (Academic Press, Boston, 1997), Chapter 4. S. L Pearton, S. Bendi, K. S. Jones, V. Krishnamoorthy, R. G. Wilson, R. F. Karlick, and R. A. Stall, APL 69 1879(1996).
560 70. 71. 72. 73. 74. 75. 76. 77. 78. 79. 80. 81. 82. 83. 84. 85. 86. 87. 88. 89. 90. 91. 92. 93. 94. 95. 96. 97. 98. 99. 100. 101. 102.
10 Devices K. Nakano, M. Ikeda, A. Toda, and C. Kojima, Electron. Lett. 23 894 (1987). M. Ikeda, H. Sato, T. Ohata, K. Nakano, A. Toda, O. Kumagai, and C. Kojima, Appl. Phys. L^rr. 51 1572(1987). D. P. Bour and J. R. Shealy, Appl. Phys. Lett. 51 1658 (1987). G. Hatakoshi, K. Itaya, M. Ishikawa, M. Okajima, and Y. Uematsu, IEEE J. Quantum. Electron. 27 1476(1991). M. Ikeda, E. Morita, A. Toda, T. Yamamoto, and K. Kaneko. Electron. Lett. 24 1094 (1986). A. Valster, C. T. H. F. Lindenbaum, N. M. Finke, A. L. G. Severens, M. J. B. Boermans, D. W. W. Vandenhoudt, and C. W. T. BuUe-Liewma, / Crys. Growth 107 403 (1991). H. Murata, S. H. Lee, I. H. Ho, and G. B. Stringfellow, ./. Vac. Sci. and Technol. B14 3013 (1996). C. Geng et al., J. Crys. Growth 170 418 (1997). S. Kawata, H. Fujii, K. Kobayashi, A. Gomyo, I. Hino, and T. Suzuki, Electron. Lett. 23 1327 (1987). I. Hino, S. Kawata, A. Gomyo, K. Kobayashi, and T. Suzuki, Appl. Phys. Lett. 48 557 (1986). C. P. Kuo, R. M. Fletcher, T. D. Osentowski, M. G. Craford, D. W. Nam, N. Holonyak, K. C. Hsieh, and J. E. Fouquet, / Crys. Growth 93 389 (1988). M. Ikeda, A. Toda, K. Nakano, Y. Mori, and N. Watanabe, Appl. Phys. Lett. 50 1033 (1987). R. P. Schneider, M. Hagerott-Craford, K. D. Chouquette, K. L. Lear, S. P. Kilcoyne, and J. J. Figiel, Appl. Phys. Lett. 67 329 (1995). R. P Schneider, J. A. Lott, K. L. Lear, D. K. Choquette, M. H. Crawford, S. P Kilcoyne, and J. J. Figiel, J. Crys. Growth 145 838 (1994). A. Al-Muhanna, J. K. Wade, L. J. Mawst, and R. J. Fu, Appl. Phys. Lett. 11 641 (1998). A. F. Wright and L S. Nelson, Appl. Phys. Lett. 66 3051 (1995). I. H. Ho and G. B. Stringfellow, A/?/?/. Phxs. Lett. 69 2701 (1996). R. Singh, D. Doppalapudi, T. D. Moustakis, and L. T. Romano, Appl. Phys. Lett. 70 1089 (1997). M. D. McCluskey, L. T. Romano, B. S. Krusor, D. P Bour, and S. Brennan, Appl. Phys. Lett. 72 1730(1998). S. D. Lester, F. A. Ponce, M. G. Craford, and D. A. Steigerwald, Appl. Phys. Lett. 66 1249 (1995). W. Qian, M. Skowronski, M. DeGraef, K. Doverspike, L. B. Rowland, and D. K. Gaskill, Appl. Phys. Lett. 66 1252 (1995). J. Neugebauer and C. G. Van de WaWe, Appl. Phys. Lett. 68 1829 (1996). H. Amano, M. Kitoh, K. Hiramatsu, and I. Akasaki, Jpn. J. Appl. Phys. 28 L2112 (1989); H. Amano, M. Kitoh, K. Hiramatsu, and I. Akasaki,/ Electrocheni. Soc. 137 1639 (1990). I. Akasaki and H. Amano, in High Brightness Light Emitting Diodes, ed. G. B. Stringfellow and M. G. Craford (Academic Press, Boston, 1997), Chapter 7. S. Nakamura, / Crys. Growth 195 (1998); T. Mukai, H. Narimatsu, and S. Nakamura, Jpn. J. Appl. Phys. 37 L479 (199^). S. Nakamura, T. Mukai, and M. Senoh, Jpn. J. Appl. Phys. 30 L1998 (1991). S. Nakamura, / Vac. Sci. and Technol. 13 705 (1995). S. D. Lester, M. J. Ludowise, K. P Killeen, B. H. Perez, I N. Miller, and S. J. Rosner, J. Crys. Grawr/z 189/190 786 (1998). S. Nakamura, in High Brightness Light Emitting Diodes, ed. G. B. Stringfellow and M. G. Craford (Academic Press, Boston, 1997), Chapter 8. S. Nakamura etal., A/?/;/. Phys. Lett. 72 211 (1998). S. Nakamura et al., Appl. Phys. Lett. 72 2014 (1998); S. Nakamura et al., / Crys. Growth 189/190 820(1998). T. Yasuda, I. Mitsuishi, and H. Kukimoto, Appl. Phvs. Lett. 52 57 (1988). A. Toda, T. Kawasumi, D. Imanishi, and A. Ishibashi, Electron. Lett. 31 235 (1995).
References 103. 104. 105. 106.
A. Toda, F. Nakamura, K. Yanshima. and A. Ishibashi,./. Crys. Growth 170 461 (1997). M. Gallant, N. Puetz, A. Zemel, and F. R. Shepherd, AppL Phys. Lett. 52 733 (1988). M. J. Robertson, S. Ritchie, S. K. Sargood, A. W. Nelson, L. Davis, R. H. Walling, C. R Skrimshire, and R. R. Sutherland, Electron. Lett. 24 252 (1988). K. W. Carey, S. Y. Wang, R. Hull, J. E. Turner, D. Oertel, R. Bauer, and D. Bimberg, / Crys.
Growth 77 107. 108. 109. 110. 111. 112. 113. 114. 115. 116. 117. 118. 119. 120. 121. 122. 123. 124. 125. 126. 127. 128. 129. 130. 131. 132. 133. 134. 135. 136. 137.
561
55Si\9m-
W. T. Tsang and J. C. Cambpell,/^/?^/. Phys. Lett. 48 1416 (1986). A. Eisenback, A. Goldhorn, E. Kuphal, and K. Mause, J. Crys. Growth 170 451 (1997). J. Thompson, P. Mackett, G. T. Jenkin, T. Nguyen Duy, and R Gori, J. Crys. Growth 86 917 (1988). R. D. Dupuis, J. C. Campbell, and J. R. Velebir, lEDM Proceedings 465 (1985). W. T Tsang, J. C. Campbell, and G. J. Qua, IEEE Electron Dev. Lett. EDL-8 294 (1987). S. R. Kurtz, L. R. Dawson, T. E. Zipperian, and R. D. Whaley, IEEE Electron. Dev. Let. 11 54 (1990). B. F Levine, J. AppL Phys. 74 R1 (1993). J. Hoff, S. Kim, M. Erdtmann, R. Williams, J. Piotrowski, E. Bigan, M. Razeghi and G. J. Brown, AppL Phys. Lett. 67 22 (1995). K. Y. Ma, Z. M. Fang, R. M. Cohen and G. B. Stringfellow, J. AppL Phys. 68 4586 (1990); K. T. Huang, R. M. Cohen and G. B. Stringfellow, J. Crys. Growth 156 320 (1995). K. Y. Ma, Z. M. Fang, R. M. Cohen and G. B. Stringfellow, J. AppL Phys. 70 3940 (1991). J. D. Kim, E. Michel, S. Park, J. Xu, S. Javadpour, and M. Razeghi, AppL Phys. Lett. 69 343 (1996). S. J. C. Irvine, J. B. Mullin, J. Giess, J. S. Gough, and A. Royle, J. Crys. Growth 93 732 (1988). J. B. Mullin and S. J. C. Irvine, Prog. Cryst. Gr. and Char 29 217 (1994); R Mitra, F. C. Case, M. B. Reine, R. Starr, and M. H. Weiler, J. Crys. Growth 170 542 (1997). See, for example, T. Mimura, S. Hiyamizu, H. Ishikawa, and T. Misugi, Jpn. J. AppL Phys. 19 L225(1980). L. Pfeiffer, H. L. Stormer, and K. W Baldwin, AppL Phys. Lett. 55 1889 (1989). J. C. Garcia, J. Ciys. Growth CBE 97 (1998). N. Kobayashi and T. Fukui, Electron. Lett. 21 887 (1984). R. Basco, F. Agahi, and K. M. Lau, AppL Phys. Lett. 63 1960 (1993). Y. Takanashi and N. Kobayashi, IEEE Electron Dev. Lett. EDL-6 154 (1985). A. Okamoto, H. Terao, and T. Kamejima, Jpn. J. AppL Phys. 25 238 (1986). H. Takakuwa, K. Tanaka, Y. Mori, M. Arai, Y. Kato, and S. Watanabe, IEEE Trans. ED-33 595(1986). A. L. Powell, P Mistry, J. S. Roberts, and P I. Rockett, Electron. Lett. 23 (1987). K. H. Hsieh, J. D. Parsons, L. S. Lichtmann, L. Jelloian, and F. G. Krajenbrink, Inst. Phys. Conf. ^tr. 83 477(1987). H. Tanaka, H. Itoh, T. O'Hori, M. Takikawa, K. Kasai, M. Takechi, M. Suzuki, and J. Komeno, Jpn. J. AppL Phys. 26 L1456 (1987). N. Tomesaki, M. Suzuki, and J. Komeno, J. Electrochem. Soc. 140 2432 (1993). T. Kikkawa, T. Ohori, E. Mitani, M. Suzuki, H. Tanaka, and J. Komeno, Jpn. J. AppL Phys. 30 L1718(1991). J. Komeno, statement in answer to question after his talk at the fourth International Conference on MOVPE, Hakone, Japan, May 1988. D. Wake, A. W. Nelson, S. Cole, S. Wong, I. D. Henning, and E. G. Scott, IEEE Electron. Device Lett. EDL-6 626 (1985). J. Selders, R Roentgen, H. Beneking, Electron. Lett. 22 16 (1986). E. F. Schubert, W T. Tsang, M. D. Feuer, and P. M. Mankiewich, IEEE Electron. Device Lett. EDL-9 145(1988). K. Hirose, K. Ohata, T. Mizutani, T. Itoh, and M. Ogawa, Inst. Phys. Conf. Sen 79 529 (1986).
562 138. 139. 140. 141. 142. 143. 144. 145. 146. 147. 148. 149. 150. 151. 152. 153. 154. 155. 156. 157. 158.
10 Devices M. D. Scott, A. H. Moore, I. Griffith, R. J. M. Griffiths, R. S. Sussemann, and C. Oxley, Inst. Phys. Conf. Ser. 79 475 (1986). M. Kamada, H. Ishikawa, M. Ikeda, Y. Mori, and C. Kojima, Inst. Phys. Conf. Ser. 83 575 (1987). M. Kamada, T. Kobayashi, H. Ishikawa, Y. Mori, K. Kaneko, and C. Kojima, Electron. Lett. 23 287(1987). S. Nakajima, M. Murata, N. Shiga, H. Hayashi, and M. Inoue, A/?/?/. Phys. Lett. 59 1606 (1991). L. Aina, M. Mattingly, M. Burgess, R. Potter, and J. M. O'Connor, Appl. Phys. Lett. 59 1485 (1991). A. G. Thompson, B. Y. Mao, and G. Y. Lee, Appl. Phys. Lett. 55 2208 (1989). R. T. Lareau et al., J. Crys. Growth 167 406 (1996). R. Bhat, J. R. Hayes, H. Schumacher, and M. A. Koza, J. Crys. Growth 93 919 (1988). K. Yang, G. O. Munns, and G. I. Haddad, IEEE Electron Dev. Lett. 18 553 (1997). M. Razeghi, The MOCVD Challange, Vol. 2 (Institute of Physics Publishing, Bristol, 1995) pp. 397-400. M. Razeghi, M. Defour, F. Omnes, M. Dobers, J. P. Vieren, and Y. Gulder, Appl. Phys. Lett. 55 457(1989). R. Gaska, Q. Chen, J. Yang, A. Osinsky, M. A. Khan, and M. S. Shur, IEEE Electron. Dev. Lett. 18 492(1997). Q. Chen et al., Electron Dev. Lett. 19 44 (1998). J. H. Ermer, B. T. Cavicchi, P. S. Vijayakumar, and J. M. Olson, Talk 7.C-5, International Conference on Vapor Growth and Epitaxy, Vail, Colorado, August 1996. M. Sugo, A. Yamamoto, M. Yamaguchi, and C. Uemura, Jpn. J. Appl. Phys. 24 1243 (1985). R. R. Saxena, V. Aebi, C. B. Cooper, M. J. Ludowise, H. A. VanderPlas, B. R. Cairns, T. J. Maloney, P G. Borden, and P E. Gregory, J. Appl. Phys. 51 4501 (1980). M. J. Ludowise, W. T. Dietze, R. Boettcher, and N. Kaminar, Appl. Phys. Lett. 43 468 (1983). B. C. Chung, H. C. Hamaker, G. E Virshup, and J. G. Werthen, App/. Phy.s. Lett. 52 631 (1988). B. C. Chung, G. E Virshup, S. Hikido, and N. R. Kaminar, Appl. Phys. Lett. 55 1741 (1989). K. A. Bertness, S. R. Kurtz, D. J. Friedman, A. E. Kibbler, C. Kramer, and J. M. Olson, Appl. Phys. Lett. 65 9^9 (1994). T. Takamoto, E. Ikeda, H. Kurita, and M. Ohmori, Appl. Phys. Lett. 70 381 (1997).
Index
Adatom motion, 129-132 Adsorption, 124-128 AIXTRON reactor, 367, 494, 542 AlAs/GaAs, phase diagram for, 51-52 AlAsP, 434-436 AlGaAs, 406 V/III ratio, 412-413 growth temperature, 407-412 lasers and LEDs, 528-533 precursor molecules, 414-415 substrate orientation, 414 superlattice structures, 489-495 AlGaInAs, 415-421 lasers and LEDs, 536-537 AlGaInN, 452-459 lasers and LEDs, 543-546 superlattice structures, 505-506 AlGalnP, 430-433 lasers and LEDs, 538-543 superlattice structures, 500-502 AlGaSb, 440-442 AllnAs, 415-421 AIN, 455
Anion source molecules, homogeneous pyrolysis reactions for, 241 antimony precursors, 259-261 comparison of As and P precursors, 256-257 group V hydrides, 242-245 methyl- and ethylarsine sources, 245-248 methyl- and ethylphosphine sources, 248249 nitrogen precursors, 257-259 TBAs (tertiarybutylarsine), 252-256, 266270 TBP (tertiarybutylphosphine), 249-252, 270-273 tellurium precursors, 261-262 Antimonides, 190-191, 259-261, 439-452 for lasers and LEDs, 537-538 Arrhenius equation, 212 AsH, 262-264 As/P alloys, 433-439 AsPN alloys, 459-460 As/Sb alloys, 447-451 As sources, 170-176, 184-186, 187-190 dimethyl- and diethylarsine, 179-180 monomethyl- and monoethylarsine, 180 p sources, 180-182
563
564 As sources {continued) tertiarybutylarsine, 182-184 triethyl, 178-179 trimethyl, 177-178 Atomic force microscope (AFM), 115-116, 489 Atomic-layer epitaxy (ALE), 489, 5 1 4 - 5 1 8 Atomic-level growth processes adatom motion, 129-132 adsorption and desorption, 124-128 step motion, 132-141 surfactant effects, 141-142 Atomic-scale ordering, 144-146 Auger electron spectroscopy (AES), 274, 341, 490 Avalanche photodetectors (APDs), 548 Avogadro's number, 21
B ;8-eiimination reactions, 2 1 5 - 2 1 6 , 276 Bimolecular reactions, 2 1 7 - 2 2 0 Binary systems, phase diagrams, 3 9 - 4 6 Black-box approach, 320 Boltzmann constant, 214 Boltzmann factor, 218 Bonding in solid solutions, 2 2 - 2 5 Boundary condition, 301 Boundary layer defined, 301 model, 3 0 8 - 3 0 9 BPE (bisphosphinoethane), 186,427 BPM (bisphosphinomethane), 186 Buoyancy-driven convection, 298 Buried heterostructure (BH) laser, 530 Butyl substituted phosphine sources, 180-182
Carbon contamination, 5 1 5 , 5 1 7 - 5 1 8 , 539 Cation source molecules, homogeneous pyrolysis reactions for, 2 2 5 - 2 4 2 Al precursors, 2 3 8 - 2 3 9 DEZn(diethylzinc), 241 DMAIH (dimethylaluminumhydride), 236 DMCd (dimethylcadmium), 2 3 9 - 2 4 0 DMZn (dimethylzinc), 2 4 0 - 2 4 1 TEAl (triethylaluminum), 238 TEGa (triethylgallium), 2 3 6 - 2 3 8 TEIn (triethylindium), 239 TIBAl (triisobutylaluminum), 238, 239 TIPGa (triisopropylgallium), 238
Index TIPIn (triisopropylindium), 239. 447 TMAl (trimethylaluminum), 2 3 5 - 2 3 6 TMGa (trimethylgallium), 2 3 2 - 2 3 5 , 2 6 2 273 TMIn (trimethylindium), 2 2 6 - 2 3 1 , 2 6 5 - 2 6 6 TTBGa (tritertiarybutylgallium), 238 Chemical-beam epitaxy (CBE) description of, 8 growth studies using Ga precursors, 346 growth studies using TEGa, 341-343 growth studies using TMGa, 3 4 3 - 3 4 6 kinetically limited growth and, 3 3 9 - 3 4 6 strengths and weaknesses, 4 Chemical potential, 19 Chloride vapor-phase epitaxy (CLVPE) description of, 5 strengths and weaknesses, 4 Clustering, 35, 37 Coherency strain, 5 7 - 5 8 Collisional theory, 218 Cpin (cyclopentadienylindium), 167 CuPt structure, 101-104, 508, 541
DASe (diallylselenide), 201, 359 DATe (diallyltelluride), 198 DEAs (diethylarsine), 179-180 DEGaCl (diethylgalliumchloride), 5 1 5 - 5 1 6 Degration lifetime AlGaAs/GaAs, 5 2 8 - 5 2 9 laser performance and, 527, 528 Delta lattice parameter (DLP) model for enthalpy of mixing, 2 7 - 2 9 DESe (diethylselenide), 3 5 7 - 3 5 8 Desorption, 124-128 DETe (diethyltelluride), 195-196, 261, 2 7 3 274,463-464 DEZn (diethylzinc), 199-200, 241, 356 DHTe (dihydrotellurophene), 197 Diamond cubic lattice structure, 22 Differential quantum efficiency, 527, 528 Diffuse optical scattering, 120 Diffusion-limited growth, 71 DIPSbH (diisopropylantimonyhydride), 191, 443 DIPSe (diisopropylselenide), 359 DIPTe (diisopropyllelluride), 196-197, 464 Dislocation traps, 507, 508. 509, 528 Distributed feedback (DFB) lasers, 531 DMAG (dimethylaminegallane), 169
565
Index DMAIH (dimethylaluminumhydride), 163, 167, 236 DMAs (dimethylarsine), 179-180 DMCd (dimethylcadmium), 162, 1 6 3 , 2 3 9 - 2 4 0 , 273-274,463-464 DMDTe (dimethylditelluride), 198-199, 262,465 DMEAA (dimethylethylaminealane), 168-169 DMHg(dimethylmercury), 162, 163 DMHy (dimethylhydrazine), 193, 258, 259, 455 DMS (dimethylsulfide), 356 DMSe (dimethylselenide), 356 DMZn (dimethylzinc), 162, 1 9 9 - 2 0 1 , 2 4 0 - 2 4 1 , 360 DMZn-TEAm(dimethylzinc-triethylamine), 162-163 DNPTe (di-M-propyltelluride), 197 Dopant incorporation, 9 1 - 9 5 , 142-144 Dopant precursors, 2 0 1 - 2 0 3 Doping studies, 4 6 5 - 4 6 6 superlattice structures, 513 surface thermodynamics and, 104 Driving force for epitaxy, 70 DTBP (ditertiarybutylphosphine), 180, 182 DTBTe (ditertiarybutyltelluride), 196, 4 6 4 - 4 6 5
Eddy currents, 3 1 4 - 3 1 5 EDMIn (ethyldimethylindium), 163, 166 Ehrlich/Schwoebel barriers, 138, 141, 284 Electron energy loss spectroscopy (EELS), 120 Electronic switching devices, 549 high electron mobility transistors (HEMTs), 550,551-553 high speed, in GalnAs, 5 5 3 - 5 5 5 metal-semiconductor field-effect transistors (MESFETs), 5 4 9 - 5 5 0 modulation doped FETs (MODFETs), 550 performance, 5 5 0 - 5 5 1 selectively doped heterojunction transistors (SDHTs), 550 Electron spin resonance (ESR) spectroscopy, 223 Ellipsometry, 371 EMCORE reactor, 366, 491, 506, 5 3 2 - 5 3 3 Enthalpy of formation calculations, 2 6 - 2 7 Enthalpy of mixing, 21 delta lattice parameter model for, 2 7 - 2 9 Entrained partial pressure, 360 Entropy of mixing, 20
Epitaxial lateral overgrowth (ELOG), 458, 544 Epitaxial layer, in situ characterization of, 373-375 Epitaxial techniques See also under type of comparison of, 3 - 8 Equilibrium conditions, 1 8 - 2 0 , 7 0 defined, 18 solid/vapor interface, 7 0 - 7 4 Extended X-ray absorption fine structure (EXAFS), 24, 25
Fabry-Perot cavity, 530 Fickian diffusion, 300 First-principles models, 3 0 - 3 1 V/III ratio, 7 5 - 7 7 , 84, 3 5 0 - 3 5 3 AlGaAs, 4 1 2 - 4 1 3 GaAs, 3 9 4 - 3 9 6 Flow modulation epitaxy, 517 Forced convection, 298 IV semiconductors, selective growth of, 469-470 Fourier transform infrared (FTIR), 223 Frank-van der Merve mode, 79, 140 Freundlich isotherm, 125, 127, 326
GaAs V/III ratio, 3 9 4 - 3 9 6 growth temperature, 3 9 2 - 3 9 4 intentional doping, 4 0 1 - 4 0 4 lasers and LEDs, 5 2 8 - 5 3 3 , 5 3 8 - 5 4 3 OMVPE phase diagrams, 4 7 - 4 8 on Si substrates, 5 0 8 - 5 1 0 phase diagrams, 3 9 - 4 1 , 4 3 - 4 5 source materials, 3 9 8 - 3 9 9 substrate orientation, 3 9 6 - 3 9 8 superlattice structures, 4 8 9 - 4 9 5 , 5 0 2 - 5 0 5 total reactor pressure, 3 9 9 - 4 0 0 uniformity and reproducibility, 4 0 4 - 4 0 6 GaAsP, 4 3 4 - 4 3 6 GaAsSb, OMVPE phase diagrams, 49 GalnAs, 4 1 5 - 4 2 1 high-speed electronic devices in, 5 5 3 - 5 5 5 lasers and LEDs, 5 3 6 - 5 3 7 superlattice structures, 5 0 2 - 5 0 5 GalnAs/InP, superlattice structures, 4 9 5 - 5 0 0
566 GainAsP, 436-439 lasers, 533-536 GaInN, OMVPE phase diagrams, 48-49 GalnP, 428-430 superlattice structures, 500-502 GaN, 453-459 OMVPE phase diagrams, 48 - 49 GaP, 427-428 Ga precursors, growth studies using other, 346 GaPSb,451,452 GaSb, 440-442 Gas chromatography-mass spectroscopy (GCMS), 223 Gas-phase composition ex situ characterization of, 371 -373 in situ characterization of, 373 Gibbs free energy, 18-19,213 Gibbs phase rule, 38-39 Grazing incidence X-ray scattering (GIXS), 117-118,326,375 GRINSCH laser, 492, 526, 527, 529-530, 531, 532 Growth interface, 76 Growth processes, atomic-level, 124-142 Growth rate, thermodynamics driving force, 74-75
H Heterogeneous reactions of combined cation and anion precursors, 279-281 defined, 214 of group III precursors, 276-277 of group V precursors, 277-279 for TEGa (triethylgallium), 275-276 for TMGa (trimethylgallium), 274-275 types of, 220 Heterostructure bipolar transistor (HBT), 554 SiGe, 510-511 Hgalkyls, 162, 163,361 HgCdTe, 462-463 High electron mobility transistor (HEMT), 550, 551-553 in GalnAs, 553-555 High-resolution electron energy loss spectroscopy (HREELS), 224 Homogeneous reactions Al precursors, other, 238-239 for anion and cation precursors, simultaneous, 262-274
Index for anion source molecules, 241-262 antimony precursors, 259-261 /^-elimination reaction, 215-216 bimolecular reactions, 217-220 for cation source molecules, 225-241 comparison of As and P precursors, 256-257 defined, 214 for DETe(diethyltelluride), 261,273-274 forDEZn(diethylzinc),241 for DMAIH (dimethylaluminum hydride), 236 for DMCd (dimethylcadmium), 239-240, 273-274 for DMZn (dimethylzinc), 240-241 homolysis reactions, 215 intramolecular reactions, 216-217 methyl- and ethylarsine sources, 245-248 methyl- and ethylphosphine sources, 248249 nitrogen precursors, 257-259, 264-265 rate constants, 214-215,216 summary of low-temperature, 273 for TBAs (tertiarybutylarsine), 252-256, 266-270 for TBP (tertiarybutylphosphine), 249-252, 270-273 for TEAl (triethylaluminum), 238 for TEAS (triethylarsine), 266-270 for TEGa (triethylgallium), 236-238 forTEIn (triethylindium), 239 tellurium precursors, 261 -262 for TIBAl (triisobutylaluminum), 238, 239 for TIPGa (triisopropylgallium), 238 for TIPIn (triisopropylindium), 239 forTMAl (trimethylaluminum), 235-236 for TMAs (trimethylarsine), 266-270 for TMGa (trimethylgallium), 232-235, 262273 forTMIn(trimethylindium), 226-231, 265266 for TTBGa (tritertiarybutylgallium), 238 types of, 214-220 unimolecular reactions, 215-216 Homolysis reactions, 215 Hydrazine, 192-193,258,455 Hydrazoic acid, 194 Hydride vapor-phase epitaxy (HVPE) description of, 5 strengths and weaknesses, 4 Hydrodynamics and mass transport approximate analytic approach for horizontal OMVPE reactors, 309-313
567
Index boundary condition, 301 boundary layer, defined, 301 boundary layer model, 308-309 complete, treatment of OMVPE, 298-308 eddy currents, 314-315 stagnation flow, 301 vertical reactor designs, changes to, 313-316 Hydrogen azide, 194
I IBP (isobutylphosphine), 180, 182 Impurity-induced disordering (IID), 530 InAs/GaSb strained-layer superlattice structures, 507-508 InAsP, 434-436 InAsSb, 445-447, 538 Infrared laser-powered homogenous pyrolysis (IR LPHP), 223 Injection laser devices and LEDs, 488 AlGaAs/GaAs, 528-533 AlGalnAs, 536-537 AlGaInN, 543-546 AlGalnP/GaAs, 538-543 antimonides for, 537-538 GalnAs, 536-537 GainAsP/InP, 533-536 performance of, 527-528 11/VI, 546 InN, 453-459 OMVPE phase diagrams, 48-49 InP, 421-427 lasers, 533-536 superlattice structures, 495-500 InPSb, 451-452 InSb, 442-445 Interdiffused multilayer process (IMP), 464 Interface broadening, 499 Intramolecular reactions, 216-217 IPAm (isopropylamine), 455 Iso-solid concentration lines, 52
K Kinetically limited growth, 9, 324 high vacuum, 339-346 low temperature, atmospheric pressure, 325332 low temperature, low pressure, 332-334 low temperature, very low pressure, 334-339 summary of, 346-347
Kinetics heterogeneous reactions, defined, 214 heterogeneous reactions, description of, 274281 heterogeneous reactions, types of, 220 homogeneous reactions, defined, 214 homogeneous reactions, description of, 225274 homogeneous reactions, types of, 214-220 multistep/chain reactions, 220-221 OMVPE growth process and, 221-225 ordering, 281-289 role of, 211 theory of absolute reaction rates, 212-214
Langmuir-Hinshelwood adsorption isotherm, 126,325 Langmuir isotherm, 124-128, 326 Laser light scattering (LLS), 374 Laser reflectometry, 374-375 Laser scattering, 373-374 Lattice latching/pulling, 79-80, 87-88 Light-emitting diodes (LEDs), 459 See also Injection laser devices and LEDs quantum well structures and, 505 Liquid-phase epitaxy (LPE), 39 description of, 3-5, 526, 527 strengths and weaknesses, 4 Liquid-solid equilibrium, 39 Liquidus line, 43 Low-energy electron diffraction (LEED), 274, 341
M MASe (methylallylselenide), 201, 359 Mass-transport coefficient, 12 Mass-transport-limited growth, 71, 73 MATe (methylallyltelluride), 197-198, 261, 465 Maxwell's equations of thermodynamics, 19 MEAs (monoethylarsine), 180 Metal-semiconductor field-effect transistor (MESFET), 549-550 Metal-organic chemical vapor deposition (MOCVD). See Organometallic vaporphase epitaxy Metals, 472-474 Miscibility gaps, 17, 18 Mixing on the anion sublattice, 80-90 Mixing on the cation sublattice, 77-80
568 MMAs (monomethylarsine), 180 MMHy (monomethylhydrazine), 192-193, 258 Modulation doped FETs (MODFETs), 550 Molecular-beam epitaxy (MBE) description of, 5-6 phase diagrams, 45 strengths and weaknesses, 4 Molecular-beam mass spectroscopy (MBMS), 280,341,342 Molecular flow regime, 298 MSeH (methylselenol), 201 MSH (methylmercaptan), 200, 359 Multi-quantum wells, growth and, 491
N Natural strain-layer superlattice structures, 508 Navier-Stokes equation, 299 Near-field scanning optical microscope (NSOM), 116 Nipi structures, 513 Nitride/nitrogen precursors, 191-195, 257-259, 264-265, 472 Nuclear magnetic resonance (NMR) spectroscopy, 223
Ordering atomic-scale, 144-146 effect of surface on, 101-104 kinetics and, 281-289 in III/V alloys, 34-38 Organometallic molecular-beam epitaxy (OMMBE). See Chemical-beam epitaxy (CBE) Organometallic vapor-phase epitaxy (OMVPE) affected by surface physical processes, 142146 complete hydrodynamic treatment of, 298308 description of, 6 - 8 kinetics and growth process, 221-225, 281289 of II/VI compounds, 354-364 optimal growth conditions, 381-382 overall design, 364-384 overview of growth process, 8-15 phase diagrams, 46-50 safety issues, 382-384 strengths and weaknesses, 4
Index Organometallic vapor-phase epitaxy (OMVPE) growth model black-box approach, 320 consolidated, 319-323 high-temperature regime, 353-354 kinetically limited, 324-347 midtemperature, all pressures, 348-353 reaction mechanisms, postulated, 321-323 Oxides, 470-472
Phase defined, 18 separation, 31-34 Phased arrays, 531 Phase diagrams applications, 38-39 binary systems, 39-46 Gibbs phase rule, 38-39 OMVPE, 46-50 pseudobinary, 27, 32, 33 quaternary systems, 64-69 surface, 99-101 ternary systems, 50-64 Phenylarsine, 184 Phenylhydrazine, 194 Phillips-Van Vechten model, 25-26 Photodiodes, 546 avalanche, 548 long-wavelength, 548-549 p-i-n, 547 Photoluminescence emission (PLE), 492 Photoluminescence energy shifts AlGalnP/GalnP, 500-502 doping superlattices, 513 GalnAs/GaAs, 502-503, 504 GalnAs/InP, 496-497 Photon-assisted growth, 465 PH, 265-266 p-i-n photodetectors, 547 Planck constant, 214 Polarized reflectance spectroscopy (PRS), 371 Pressure, kinetically limited growth and atmospheric low temperature, 325-332 low temperature, 332-334 very low temperature, 334-339 summary of, 346-347 Pressure, OMVPE growth low pressure, 467 midtemperature and all, 348-353
Index Pressures, reactor design and total, 378-380 P/Sb alloys, 451-452 Pseudobinary phase diagrams, 27, 32, 33 Pseudomorphic, use of term, 486 P sources, 170-176, 186-190 butyl substituted phosphine sources, 180-182 triethyl, 178-179 trimethyl, 177-178 Pyrometric interferometry, 375
Quantum dot structures, growth of, 493-494, 503 Quantum wells AlGaAs/GaAs, 489-495 AlGaInN, 505-506 AlGalnP/GalnP, 500-502 GalnAs/GaAs, 502-505 GalnAs/InP, 495-500 SiGe, 510-511 II/VI compounds, 511-512 Quantum wire structures, growth of, 492-493, 494-495 Quaternary systems phase diagrams, 64-69 thermodynamics driving force, 95-96
Reactor design geometry, 364-369 in situ controls, 370-378 optimum growth conditions, 381-382 precursor molecules, 380-381 safety and, 382-384 total pressure, 378-380 Reflection anisotropy spectroscopy (RAS), 118 Reflection difference spectroscopy (RDS), use of, 98, 118, 119-120,224,275,329-330, 376-377,518 Reflection high-energy electron diffraction (RHEED) adatom motion and, 129-132 use of, 18,97,98,99, 116-117,224,225, 343,344-345,370-371 Regular solution model, 20-22 Reynolds number, 302, 303-304 Rideal-Eley mechanism, 127
569
Safety issues, reactor design and, 382-384 Sb precursors, 190-191 Scanning tunneling microscopy (STM), 97, 99, 114, 115 adatom motion and, 129 Schottky barriers, 553 Schwoebel barriers, 138, 141, 284 Selective epitaxy, 530 Selectively doped heterojunction transistors (SDHTs), 550 Se precursors, 199-201 Short-range order (SRO), 30 SiGe alloys, 510-511 Si substrates, on GaAs, 508-510 Solar cells, 555-556 Solid composition, surface thermodynamics and, 104-105 Solid composition dopant incorporation, 91-95 mixing on the anion sublattice, 80-90 mixing on the cation sublattice, 77-80 Solid stoichiometry, 75-77 Solidus, 51 Solution thermodynamics bonding in solid solutions, 22-25 delta lattice parameter model for enthalpy of mixing, 27-29 enthalpy of formation calculations, 26-27 first-principles models, 30-31 ordering in III/V alloys, 34-38 phase separation, 31-34 Phillips-Van Vechten model, 25-26 regular solution model, 20-22 strain energy models, 29-30 Soret effect, 300 Source molecules As and P sources, 170-190 bond strengths, 154-158 dopant precursors, 201-203 electron acceptors/Lewis acids, 152, 153 group II, 161-163 group III, 163-170 group V, 170-195 group VI, 195-201 metal-carbon bond, 154-156 notations used, 152 N precursors, 191-195 S and Se precursors, 199-201 Sb precursors, 190-191
570 Source molecules (continued) structures, 152-154 Te precursors, 195-199 valence-shell electron pair repulsion (VSEPR), 152 vapor pressures, 158 Spinode, 56 S precursors, 199-201 Stagnation flow, 301 Step bunching, 489, 496, 499, 507 Step-free interfaces, 503, 531 Step motion, 132-141 Stoichiometry, 75-77, 104 Strain energy models, 29-30 Strain-layer superlattice (SLS), 506-508 Strain stabilization, 79-80 Stranski-Krastanov growth mode, 141, 487, 503,533 Superlattice structures AlGaAs/GaAs, 489-495 AlGaInN, 505-506 AlGalnP/GalnP, 500-502 applications, 485 doping, 513 GaAs on Si substrates, 508-510 GalnAs/GaAs, 502-505 GalnAs/InP, 495-500 reduction in dimensionality, 485-486 SiGe, 510-511 strain-layer, 506-508 thickness and strain, 486-487 II/VI compounds, 511-512 Surface photo absorption (SPA), 100, 102, 118119, 224, 275, 277, 330, 371, 377-378, 518 Surface physical processes adatom motion, 129-132 adsorption and desorption, 124-128 atomic-level growth processes, 124-142 atomic-scale ordering, 144-146 direct observation of, features, 121-123 dopant incorporation, 142-144 measurement techniques, 115-121 OMVPE growth affected by, 142 -146 schematic of, 114 selective growth, 144 step motion, 132-141 surfactant effects, 141-142 Surface structure and reconstruction, 375-378 Surface thermodynamics effect on ordering, 101-104
Index phase diagrams, 99-101, 119 reconstruction, 98-101, 121 solid composition, 104-105 stoichiometry and doping, 104 Surfactant effects, 141 -142
TAN (triallylamine), 360 TASb (triallylantimony), 190, 260 TBAm (tertiarybutylamine), 194-195, 455 TBAs (tertiarybutylarsine), 182-184, 252-256, 266-270,278-279 TBASe (tertiarybutylallylselenide), 201, 359 TBBDMAP (tertiarybutylbisdimethyl aminophosphine), 187, 427 TBDMSb (tertiarybutyldimethylantimony), 191, 261,440,443 TBHy (tertiarybutylhydrazine), 194 TBP (tertiarybutylphosphine), 180-182, 186, 249-252,279,427 TDMAAs (trisdimethylaminoarsine), 185-186 TDMAP (trisdimethylaminophosphine), 186187,427 TDMASb (tridimethylaminoantimony), 191, 440 Te (telluride) precursors, 195-199, 261-262, 361-363,464-465 TE (triethyl) sources, 178-179 TEAA (triethylamine-alane), 238-239, 277 TEAl (triethylaluminum), 163, 165, 167, 238 TEAS (triethylarsine), 178-179, 266-270 TEGa (triethylgallium), 163, 165 CBE growth studies using, 341-343 growth using, 280 heterogeneous reaction of, 275-276 homogeneous reaction of, 236-238 TEIn (triethylindium), 163, 239, 421 Temperature, kinetically limited growth and low atmospheric pressure, 325-332 low pressure, 332-334 very low pressure, 334-339 summary of, 346-347 Temperature, OMVPE growth and high, 353-354 mid-, 348-353 TEP (triethylphospine), 178 Ternary systems phase diagrams, 50-64 thermodynamics driving force, 88-90 TESb (triethylantimony), 190, 260
571
Index Theory of absolute reaction rates, 212-214 Thermal diffusion, 300 Thermally programmed desorption (TPD), 120, 224,274,341-342 Thermody nam ics driving force, 70 equilibrium at solid/vapor interface, 70-74 equilibrium conditions, 70 growth rate, 74-75 quaternary systems, 95-96 solid composition, 77-95 solid stoichiometry, 75-77 Thermodynamics, phase diagrams applications, 38-39 binary systems, 39-46 Gibbs phase rule, 38-39 OMVPE, 46-50 pseudobinary, 27, 32, 33 quaternary systems, 64-69 ternary systems, 50-64 Thermodynamics, phase equilibrium bonding in solid solutions, 22-25 delta lattice parameter model for enthalpy of mixing, 27-29 enthalpy of formation calculations, 26-27 equilibrium conditions, 18-20 first-principles models, 30-31 ordering in III/V alloys, 34-38 phase separation, 31-34 Phillips-Van Vechten model, 25-26 regular solution model, 20-22 strain energy models, 29-30 Thermodynamics, surface, 96-97 effect of surface on ordering, 101-104 solid composition, 104-105 stoichiometry and doping, 104 surface reconstruction, 98-101, 119 III/V alloys, 452-460 mixing on the cation sublattice, 77-80 ordering in, 34-38 selective growth of, 460-462 Threshold current density AlGaAs/GaAs, 528, 529, 530 AlGalnAs, 536-537 GalnAs, 536-537 GalnAsP/InP, 533-536 laser performance and, 527-528 TIBAl (triisobutylaluminum), 167, 168, 238, 239 TIBGa (triisobutylgallium), 165, 169, 170
TIPGa (triisopropylgallium), 169-170, 238 TIPIn (triisopropylindium), 166-167, 239 TIPSb (triisopropylantimony), 191, 260, 443 TM (trimethyl) sources, 177-178 TMAA (trimethylaminealane), 163, 165, 168, 238, 239, 277, 456 TMAG (trimethylaminegallane), 239, 277 TMAl (trimethylaluminum), 235-236, 455 TMAs (trimethylarsine), 177-178, 266-270, 277-278 TMGa (trimethylgallium), 176, 177, 179 CBE growth studies using, 343-346 growth using, 280-281 heterogeneous reaction of, 274-275, 279 homogeneous reaction of, 232-235, 262-273 TMIn (trimethylindium), 166, 177,226-231, 265-266,421-427 TMP (trimethylphosphine), 177 TMSb (trimethylantimony), 190, 259, 442-443 TNPGa (trisneopentylgallium), 170 Transmission electron diffraction (TED), 34 Transmission electron microscopy (TEM), 505506 TTBAl (tritertiarybutylaluminum), 165, 455 TTBGa (tritertiarybutylgallium), 169, 170, 238 TVSb (trivinylantimony), 190 II/VI alloys lasers and LEDs, 546 mixing on the cation sublattice, 80 OMVPE growth of, 354-364 quantum wells and strain-layer supedattice structures from, 511-512 selective growth of, 462-469 use of, 468-469
u Ultrahigh-vacuum (UHV) techniques, 115, 120 Unimolecular reactions, 215-216
Valence force field (VFF), 24, 29-30 Vapor-phase epitaxy (VPE) description of, 5 strengths and weaknesses, 5 Vegard's law, 24, 28 Velocity entry length, 303 Vertical-cavity surface-emitting lasers (VCSELs), 168,371,526,532 Virtual crystal approximation (VGA), 24, 30
572
Index
w Wafer bonding, 510 Wurtzite lattice structure, 22
X-ray photoelectron spectroscopy (XPS), 120, 224, 341 X-ray scattering, 117
Zincblende lattice structure, 22 ZnBTM (bistrimethylsilylamidozinc), 360 ZnMgSSe, 355 ZnS, 466-467 ZnSe, 466-467